
���Ƶ�λ������Ǧ����������
�����㣬��������ΰ�棬�Ŷų����Ľ��棬�⽭��
(���ϴ�ѧ ұ���ѧ�빤��ѧԺ������ ��ɳ��410083)
ժ Ҫ��
˫��ˮ����������ͨ����������������ϵ�еĵ�λ����������Ǧ�������е��顣�����п����λ��NaOHŨ�ȡ���Ӧ�¶ȡ���Ӧʱ���Һ�������ȶ�����Ч����Ӱ�죬ȷ�����Խ���������Ԥ�������ѹ��������� NaOHŨ��Ϊ2 mol/L���¶�Ϊ80 �棬Һ��������Ϊ5:1��ͨ��0.2 MPa��ѹ������4 h����˫��ˮ������ϵ�ĵ�λ��-180 mV����Ӧʱ��Ϊ2 h���ڴ������£���Ľ����ʿɴ�98%���ϡ����Һ����ȴ���˵��ᾧ�����ƺ��ؽ������̣���Ľ����ʴ�98%���ϣ�ʵ�ּ��Һ��ѭ�������Լ�����������������Ч���롣
�ؼ��ʣ�
Ǧ��������������������������λ������
��ͼ����ţ�TF04 ���ױ�־�룺A ���±�ţ�1672-7207(2012)07-2482-07
Removing arsenic from lead anode slime by oxidation under potential control
YANG Tian-zu, WANG An, LIU Wei-feng, ZHANG Du-chao, WEN Jian-feng, WU Jiang-hua
(School of Metallurgical Science and Engineering, Central South University, Changsha 410083, China)
Abstract: Arsenic was leached from lead anode slime with the oxidants including compressed air and hydrogen peroxide by potential control in sodium hydroxide system. The effects of potential, concentration of sodium hydroxide, reaction temperature, reaction time and solid/liquid ratio on arsenic removal were investigated and the optimum conditions of the arsenic removal in the alkaline leaching process were determined as follows: NaOH concentration of 2 mol/L, reaction temperature at 80 ��, solid/liquid ratio of 5:1, 0.2 MPa compressed air into reaction system for 4 h, controlling the potential at -180 mV, and reaction time for 2 h. More than 98% of the amount arsenic is removed under these conditions. The alkaline leaching solution is returned to leaching process after the removal of crystal sodium arsenate by cooling and filtration, which achieves the recycling of alkaline solution and the effective separation of arsenic from other metals.
Key words: lead anode slime; oxidative leaching; arsenic removal; potential control
����Ǧ�����������Ӻ���Ǧ�����ľ����������Ǧ������Ǧұ�������б��������ã������˺������������Ǧ�����ຬ��Խ��Խ�ߡ�Ǧ����������д����ļ������⣬������ϡ����������ڡ��������[1]����ˣ��������ں��������е���Ⱦ�Լ�������������ȡ��ɵ�Ӱ�죬�����Ǧ���������Ԥ���鴦��������Ԥ����Ĺ�����Ҫ��Ϊ���ࣺ���ա�ʪ�����ա���-ʪ�����Ϲ��ա�������Ҫ�л�ԭ���շ�[2]���ӷ����շ�[3]�Լ�������鷨[4]�������鹤�ճ��졢��Ӧ��ǿ��������Լ�������࣬����Ҳ�����������ʽϵ͡�������Ⱦ���ص����⡣ʪ��������Ҫ��������鷨[5-6]��������鷨[7-9]�Լ��Ȼ�������[10]�ȡ�ʪ�����������ʸߡ���Ⱦ�٣�������Һ�Ĵ������̳�������ȽϷ������������ѡ�������������м۽���Ԫ�ظ��ӵȡ��� -ʪ�����Ϲ���[3]��Ҫ��ָ�����մ��ս�-ˮ��������ս�-ˮ������ķ������˹������Ĵ�����������Ӽ����ɱ�̫�ߣ���ҵ��Ӧ�ú��١� ��ˣ���ν����������м۽�����ұ�������еĻ��պͻ������⣬�ǵ�ǰؽ�����������[11-14]����Ȼ����20�����߰�ʮ�����ǰ�������ձ���ѧ�߾ͽ����˶Ժ������ϵļ��Խ����� ��[15-16]�������������̽�Ϊ���ӣ������ʽϵͣ���ҵ��ˮ�������ѵ�ȱ����Ȼ���ڡ����������߲��ü��Խ������գ�ͨ��������Һ��ϵ�е�������λ����������һ���µ����ڿ��ƵIJ������̣�������Ч�ش���Ǧ�������е��飬���Ҵ�����ļ�Һ�ܹ��õ�������ѭ�����á�
1 ���鲿��
1.1 ԭ��
����������Ǧ������������ijұ����Ǧ���䡣��ȡ��Ǧ��������80~95 ����ˮ����ϴ�ӣ���Һ����ǰ�ÿ�Ϊ200~640 ��m��ɸ��ɸ���Գ�ȥǦ�������еĴ�����������ɹ����н����˷�����������ԭ��Ǧ������Ļ�ѧ�ɷּ��顢���������ɷֱ����1�ͱ�2���ɱ�1��2���Կ�����Ǧ���������麬���Ƚϸߣ�������Ҫ�Ի���̬���ڡ��ڸ�������������Һ�У�������̬������������ε���ʽ������Һ���������Ľ����ڿ��Ʒ�Ӧ����������»����ϲ������������Ϊ������ϵѡ���Խ������ṩ�� ������
1.2 ����ԭ��
Ǧ�������е��飬�ֶ��Եͼ�̬��ʽ���ڣ������ڼ��Խ����Ĺ�������Ҫ����һ������������ʹ����������[17]�������������ļ������������ϵ�����������ԭ��λ��ȷ��[18-19]���������У���Һ��λ�IJ�����������������ϵ�в���ⶨ��λ�IJ��缫��-�������缫���ֱ���Ϊָʾ�缫�Ͳαȵ缫����MT320-S pH��Ϊ��ʾ�ǣ�����ʾ�ĵ�λ����Һ�н������ӵĻ�ϵ�λ�빯-�������缫��λ֮�����Ǧ������ɷָ��ӣ�ʵ�ʲ�õĵ�λֵ������ֵ�����һ����ƫ�
�������ƽ���Ǧ������Ĺ����п��ܷ�������Ҫ��Ӧ���£�
As2O3+6NaOH+O2=2Na3AsO4+3H2O (1)
As2O5+6NaOH=2Na3AsO4+3H2O (2)
2Me3(AsO3)x+6xNaOH+xO2=
2xNa3AsO4+3xH2O+3Me2Ox�� (3)
2Me3(AsO4)x+6xNaOH=
2xNa3AsO4+3xH2O+3Me2Ox�� (4)
As2O3+6NaOH+2H2O2=2Na3AsO4+5H2O (5)
2Me3(AsO3)x+6xNaOH+2xH2O2=
2xNa3AsO4+5xH2O+3Me2Ox�� (6)
1.3 ���鷽���빤������
Ǧ�����ྭɸ�֡���ˮϴ�Ӻͺ濾��������������Һ��ͨ�����Ƶ�λ���������������ֱ����ѹ��������˫��ˮ����������ʹ�鱻�����������Խ���Һ�����顢Ǧ�����ͭ�Ƚ������ڱ�������������һͬ������Խ����������������������̽�������ȹ��ˣ�����Һ������ȴ�ᾧ�����ᾧ�����ƣ��ᾧĸҺ�ٲ���һ�������������ƺؽ������̣�ʵ��Ǧ�����������������м۽����ķ�������ա�����幤��������ͼ1��ʾ��
��1 Ǧ������Ļ�ѧ�ɷ�(��������)
Table 1 Compositions of lead anode slime %

��2 ����������������(��������)
Table 2 Phase analysis results of arsenic and antimony %

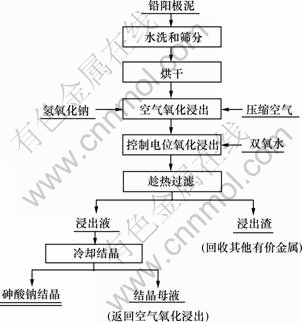
ͼ1 ������������������Ǧ������Ĺ�������ͼ
Fig.1 Process flowsheet for alkaline leaching-oxidation of lead anode slime
2 ���������
2.1 ��λ�Խ����ʵ�Ӱ��
��NaOHŨ��Ϊ2 mol/L��Һ��������Ϊ5:1���¶�Ϊ80 �桢��Ӧʱ��Ϊ2 h���������ٶ�Ϊ135 m/min�������£�������ͨ��˫��ˮ��������ϵ�е�λ�Լ��Խ���������Ҫ����������(��������)��Ӱ�죬�����ͼ2��ʾ��
��ͼ2���Կ���������˫��ˮ�ļ��룬��ϵ�е�λ�����ߡ�Ǧ�Ľ��������λ�����߱仯�����ԣ�ʼ��ά����5%���ң���λ��-380~-180 mV(����ڹ�-���������͵缫����ͬ)ʱ����Ľ��������λ�����߶����ߣ���λԼ-180 mVʱ��������ʴﵽԼ98%������λ����-180 mV����Ľ����ʻ���û�б仯����Ȼά����98%���ҡ����ԣ�Ϊ�˴ﵽ���������Ч����Ӧ�ÿ�����ϵ�ĵ�λֵ��С��-180 mV��
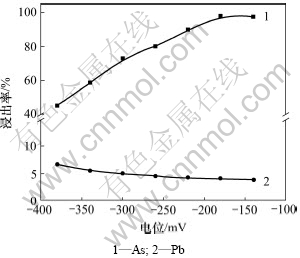
ͼ2 ��λ�Խ����ʵ�Ӱ��
Fig.2 Effect of potential on leaching ratio
2.2 ��������ʱ��Խ����ʵ�Ӱ��
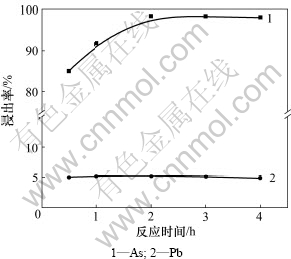
��NaOHŨ��Ϊ2 mol/L��Һ��������Ϊ5:1���¶�Ϊ80 �桢ѹ������ѹ��Ϊ0.2 MPa���������ٶ�Ϊ135 m/min�������£������˿�������ʱ��Լ��Խ���������Ҫ���������ʵ�Ӱ�죬�����ͼ3��ʾ��
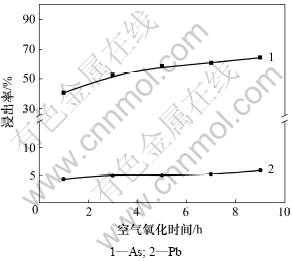
ͼ3 ��������ʱ��Խ����ʵ�Ӱ��
Fig.3 Effect of oxidative time with air on leaching ratio
��ͼ3���Կ�������Ľ����������ѹ������ʱ����ӳ������ߡ��ڹ������1 h��3 h���ʱ���ڣ���Ľ�������40.6%������52.3%����֮������ʱ����ӳ�����Ľ�����������̫���ԡ�����Pb2+��OH-������λ��ϵ�����ԣ�������������ϵ�У�����Ǧ���ܽ������Һ���ڸ������£��������������Ǧ�Ľ�����ά����4%~6%֮�䣬���Һ�к�ǦԼ1.0~1.3 g/L����3�г��˲�õĿ�������ʱ������ϵ�е�λ�Ĺ�ϵ��
��3 ��������ʱ�����λ�Ĺ�ϵ
Table 3 Relationship between oxidative time with air and potential
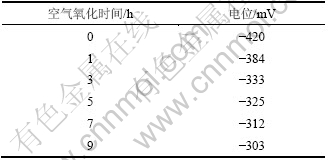
ͨ����3���Կ���������ϵ�п�������ʱ�����3 h��λֵ���������Ʋ��Ǻ����ԣ�����ͼ3����Ľ����ʱ仯���Ǻϡ����ԣ�ֻͨ��ѹ���������Ѵﵽ���������Ч������Ӧ����������������������йء�Ϊ�˾����ܵ������Ľ����ʣ���Ҫ�ټ����ǿ����������ͬʱ���ǵ��������ɱ����⣬Ԥ��ͨ��һ��ʱ���ѹ�������Ǻ��б�Ҫ�ġ��ۺ����������ó���ѿ�������ʱ��Ϊ4 h��
2.3 ��������Ũ�ȶԽ����ʵ�Ӱ��
��Һ��������Ϊ5:1���¶�Ϊ80 �桢��Ӧʱ��Ϊ2 h����λΪ-180 mV���������ٶ�Ϊ135 m/min�������£���������������Ũ�ȶԼ��Խ���������Ҫ���������ʵ�Ӱ�죬�����ͼ4��ʾ��

ͼ4 ��������Ũ�ȶԽ����ʵ�Ӱ��
Fig.4 Effect of NaOH concentration on leaching ratio
��ͼ4���Կ������ڿ��Ƶ�λ�������������Ĺ����У��顢Ǧ�Լ�ͭ�Ľ����ʶ�������������Ũ�ȵ����߶����ߡ���NaOHŨ��Ϊ2.0 mol/Lʱ����Ľ����ʴﵽ98.2%����NaOHŨ��С��2.0 mol/Lʱ����Ľ��������ӷ��Ƚϴ���NaOHŨ�ȴ���2.0 mol/Lʱ����Ľ����ʻ������䣬ʼ��ά����98%���ҡ�Ȼ����������������Ũ�ȵ������������������ܽ�Ҳ�ڱ仯����NaOHŨ�ȴ���2.0 mol/Lʱ��Ǧ���ܽ�������������Ũ���������ԼӾ磬��NaOHŨ��Ϊ4.0 mol/Lʱ��Ǧ�Ľ����ʴﵽ27.33%��������������Ũ�ȵ����ӣ�ͭ�Ľ����ʻ������ӣ�NaOHŨ��Ϊ3 mol/L��4 mol/L�Ľ���Һ�д�����ɫ��˵������[OH-]���ӣ���ͭ�����γ��������ͭ���ܽ⡣���������Խ������̣���Ľ�������0.7%~2.1%֮�䣬��Һ����Ũ��ʼ�ձ�����0.2~0.5 g/L��˵�����Խ�������������ܽ���ʧ��С��Ϊ����Ч�����飬ͬʱ������ֹ�����������ܽ���ʧ��ѡ��NaOHŨ��Ϊ2.0 mol/L��Ϊ���ˡ�
2.4 ��Ӧʱ��Խ����ʵ�Ӱ��
��NaOHŨ��Ϊ2 mol/L��Һ��������Ϊ5:1���¶�Ϊ80 �桢��λΪ-180 mV���������ٶ�Ϊ135 m/min�������£������˷�Ӧʱ��Լ��Խ���������Ҫ���������ʵ�Ӱ�죬�����ͼ5��ʾ��
ͼ5 ��Ӧʱ��Խ����ʵ�Ӱ��
Fig.5 Effect of aging time on leaching ratio
��ͼ5��֪������Ӧʱ����0.5 h���ӵ�2 hʱ����Ľ�������85%������98%���ϣ���Ӧʱ��Ϊ2 hʱ����Ľ����ʴﵽ98.2%��������Ӧʱ����2 h���ӵ�4 hʱ����Ľ����������2 hʱ�������ٱ仯����Ӧʱ��ı仯��Ǧ�Ľ�����û��ʲôӰ�졣�ڵ�ǰ�����������£�Ϊ�˱�֤��ĸ߽����ʣ���ѷ�Ӧʱ��ѡ��2 h��
2.5 ��Ӧ�¶ȶԽ����ʵ�Ӱ��
��NaOHŨ��Ϊ2 mol/L��Һ��������Ϊ5:1����Ӧʱ��Ϊ2 h����λֵΪ-180 mV���������ٶ�Ϊ135 m/min�������£������˷�Ӧ�¶ȶԼ��Խ���������Ҫ���������ʵ�Ӱ�죬�����ͼ6��ʾ��
��ͼ6���Կ��������¶ȵ���80 ��ʱ����Ľ����������¶ȵ����߶����ߣ�����80 �����Ľ����ʻ����ȶ�ά����98%���ҡ����¶�Ϊ25 ��ʱ����Ľ����ʲ���70%����ʱ������Һ�в�����OH-�����40 ��ʱҪ�࣬����Ǧ���ܽ�ҲҪ��40 ��ʱ�࣬ͬʱ�����¶ȵ�����Ҳ�����Ǧ�ڼ�Һ�е��ܽ⣬���ԣ�Ǧ���¶ȱ仯������������½��������������ơ����ܵ���˵��Ǧ�Ľ��������¶ȵı仯Ӱ�첻���ۺϿ��ǣ�ѡ����ѷ�Ӧ�¶�Ϊ80 �档
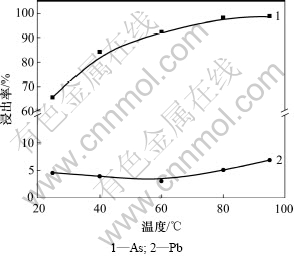
ͼ6 ��Ӧ�¶ȶԽ����ʵ�Ӱ��
Fig.6 Effect of temperature on leaching ratio
2.6 Һ�������ȶԽ����ʵ�Ӱ��
��NaOHŨ��Ϊ2 mol/L���¶�Ϊ80 �桢��Ӧʱ��Ϊ2 h����λΪ-180 mV���������ٶ�Ϊ135 m/min�������£�������Һ�������ȶԼ��Խ���������Ҫ���������ʵ�Ӱ�죬�����ͼ7��ʾ��
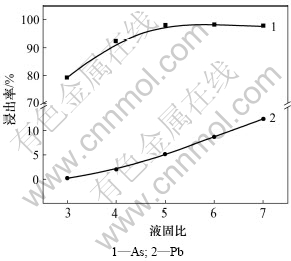
ͼ7 Һ�������ȶԽ����ʵ�Ӱ��
Fig.7 Effect of mass ratio of solid to liquid on leaching ratio
��ͼ7�ɼ�������Һ�������ȵ����ߣ���Ľ�������79.3%(Һ��������Ϊ3)���ߵ���98.2%(Һ��������Ϊ5)����Һ�������ȴ���5ʱ����Ľ����ʱ�����98%���ҡ�Ȼ����Ǧ�Ľ���������Һ�������ȵ����������ӡ���Һ������������ʱ����Һ���ܵ��������������ӣ���ͬ������Ǧ���������ĵ�������������һ���ģ���ô��Һ�������������Ũ����Ӧ��ߣ����������Һ��ǦŨ��������ߣ�Ǧ�Ľ����ʾͻ������ͼ7�����������ֳ��������ơ�Ϊ�˱�֤��ĸ߽����ʣ�������������������Ҫ������Һ��ͬʱ������Լ�ɱ���Һ��������ȡ5:1��Ϊ���ʡ�
2.7 �ۺ���������
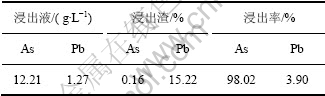
����������������ó�Ǧ������Ԥ�������ѹ�������Ϊ����ͨ��0.2 MPa��ѹ������4 h��Ȼ��ͨ������˫��ˮ��������ϵ�еĵ�λ��С��-180 mV������Ҫ���λ��Ӧʱ�����Ϊ2 h����Ӧ�¶�Ϊ80 �棬Һ��������Ϊ5:1����������Ũ��Ϊ2 mol/L���ڸ������½�����3���ۺ��������飬���������4��ʾ��
��4 �ۺ�����������
Table 4 Experiment results of optimal conditions
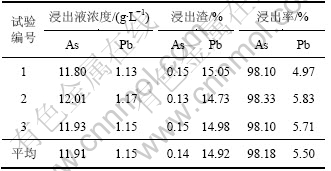
�ɱ�4���Կ������ڸ��ۺ������£���Ľ����ʴﵽ��98.18%�����Խ��������麬��������0.14%���Ժ�������Ǧ������Ĵ�����������ѡ��ʪ�����ջ��ǻ��գ��������϶ž������������е�Σ����Ǧ�Ľ�����ά����5.50%���ң���Һ�к�ǦԼ1.15 g/L�����������������Կ��������Կ��Ƶ�λ��������������Ч�ط���Ǧ�������еľ����飬�Ӷ�ʵ����������������Ч�����Ŀ�ġ�
2.8 ���Һ��ѭ������
�ڼ��Խ����Ĺ����У��������е��������Һ���������������������ڼ�����Һ���Ӷ��ﵽ�����������������Ŀ�ģ��ž������ں��������м۽����Ļ�������������Σ���������ȹ��˺����õ��ĺ���Ϊ11.85 g/L�ļ��Խ���Һ��ȴ��25 ����ٴι��ˣ��õ������İ�ɫ���黯����ᾧ���˰�ɫ�ᾧ��60 ���µ��º�ɣ���XRD���������ͼ8��ʾ��
��ͼ8���Կ������ᾧ�����ĺ��黯����ΪNa3AsO4��10H2O��ͬʱ��ѧ������������麬��Ϊ18.71%������Na3AsO4��10H2O�к�����19.31%�dz��Ǻϡ��ᾧ���˺����Һ�к�����Ϊ1.24 g/L��NaOHŨ��Ϊ1.1 mol/L������NaOH��2 mol/L�ؼ��Խ������̡�����Ч�����5��ʾ��
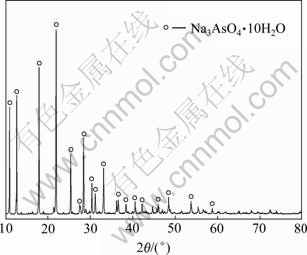
ͼ8 ���Һ�ᾧ��XRD��
Fig.8 XRD pattern of crystal from alkaline leaching solution
��5 ѭ������������
Table 5 Experiment results of circulated leaching
�ɱ�5���Կ�����������ȴ���˺�ļ��Һ���ؼ��Խ��������������µ������࣬��Ӱ������ѳ��ʣ����������ܴﵽ98%���ҡ�ͬʱ��Ǧ�Ľ����ʻ������½����������ڷ���ǰ�ļ�Һ�к���Ǧ���ӣ�����ͬ����ЧӦ����������Ǧ�ܽ�����á����Ͻ�����������Կ��Ƶ�λ�����������̽�������ȹ��ˣ�����Һ������ȴ�ᾧ���������ƽᾧ���ᾧĸҺ����һ�����������ƺؿ��������������̣�ʵ����Ǧ�����������������м۽����ķ�������գ�ͬʱʵ��������Ԥ���鹤�ձ�·ѭ�����ﵽ�˽����뻷����Ŀ�ġ�
3 ����
(1) ͨ��������Ƶ�λ����������Ǧ�������и����ضԽ������̵�Ӱ�죬ȷ���˼��Կ��Ƶ�λ��������Ǧ���������ѹ���������NaOHŨ��Ϊ2 mol/L���¶�Ϊ80 �棬Һ��������Ϊ5:1��ͨ��0.2 MPa��ѹ������4 h������˫��ˮ������ϵ�ĵ�λ��-180 mV����Ӧʱ��Ϊ2 h���ڴ������£���Ľ����ʿɴ�98%���ϣ���Ǧ�Ľ����ʽ���5%���ҡ�
(2) ���Խ���Һ�е�������������ʽ���գ����������������Լ��������ɱ��ͣ�����ʵ���˼��Խ���Һ��ѭ�����á���ˮ�ŷš��ڷ��ؽ��������У���Ľ������Կɴ�98%���ϣ�����Һѭ�����ö�����û��Ӱ�졣
(3) ͨ�����Ƶ�λ����������Ǧ�����࣬��������ѳ��ʸߣ�ʵ��Ǧ�����������������м۽����ķ��룬ͬʱ��һ����������������������ž���Ǧ�����ദ����������Ķ�����Ⱦ���������ÿ��Ƶ�λװ��ʵ���˽������̵���Ч���ƣ����������ȶ�������Ԥ���鹤�ձ�·ѭ�����ﵽ�˽����뻷����Ŀ�ġ�
�ο����ף�
[1] ¬��Դ, �����. �����ұ��ѧ[M]. ��ɳ: ���ϴ�ѧ������, 2004: 203.
LU Yi-yuan, BING Wang-da. Precious metals metallurgy[M]. Changsha: Central South University Press, 2004: 203.
[2] ������. ��Ǧ��ת¯�̳�������ۺ���������[J]. ��ɫ����: ұ������, 1978(10): 18-22.
FU Zuo-jian. Comprehensive utilization of arsenic from convertor soot with high content of arsenic and lead[J]. Nonferrous Metals: Extractive Metallurgy, 1978(10): 18-22.
[3] ���, ½Ծ��, ������, ��. ����Ǧ������ˮ�����������������о�[J]. �����, 2003, 24(4): 26-31.
WU Jun-sheng, LU Yue-hua, ZHOU Yang-ji, et al. Experimental study on arsenic removal from arsenic-rich lead anode slime by volatilization roasting in steam condition[J]. Precious Metals, 2003, 24(4): 26-31.
[4] �Ź���, �����, ������, ��. ����Ǧ�����ദ���¹��յ��о�[J]. ��ɫ����: ұ������, 1996(2): 10-13.
ZHANG Guo-jing, LI Dun-fang, WU Kun-hua, et al. Study of a new treatment process about arsenic-rich lead anode slime[J]. Nonferrous Metals: Extractive Metallurgy, 1996(2): 10-13.
[5] Jdid E A, Elamari K, Blazy P, et al. Acid and oxidizing leaching of copper refinery anodic slimes in hexaflurosilicic acid and nitric acid media[J]. Separation Science and Technology, 1996, 31(4): 569-577.
[6] Mahramanlioglu M, G��?l�� K. Equilibrium, kinetic and mass transfer studies and column operations for the removal of arsenic(��) from aqueous solutions using acid treated spent bleaching earth[J]. Environmental Technology, 2004, 25(9): 1067-1076.
[7] Fermandez M A, Segarra M, Espiell F. Selective leaching of arsenic and antimony contained in the anode slimes from copper refining[J]. Hydrometallurgy, 1996, 41(2/3): 255-267.
[8] Zhu B, Tabatabai M A. An alkaline oxidation method for determination of total arsenic and selenium in sewage sludges[J]. Journal of Environmental Quality, 1995, 24(4): 622-626.
[9] ������, ��ά, ����Ԫ. ����Ǧ������Ԥ�����о�[J]. ��ұ����, 2007, 27(6): 44-47.
CAI Lian-bing, LIU Wei, CHAI Li-yuan. Study on pre-treatment process of arsenic removal for arsenic-rich lead anode slime[J]. Mining and Metallurgical Engineering, 2007, 27(6): 44-47.
[10] ������, л��. ����Ǧ������ʪ����������: �й�, CN1079510A[P]. 1993-12-15.
HU Xu-ming, XIE Bin. Hydrometallurgical treatment of arsenic- rich lead anode slime: China, CN1079510A[P]. 1993-12-15.
[11] ����. ������������������[J]. ��ұ����, 2002, 22(4): 58-63.
ZHANG Min. The design of As, S stabilization and roaster smelting of Au concentrate[J]. Mining and Metallurgical Engineering, 2002, 22(4): 58-63.
[12] �°���, ����Ϫ, ������, ��. ���������������������ҵ����[J]. ��ұ����, 2007, 27(2): 47-49.
CHEN Bai-zhen, WANG Zhong-xi, ZHOU Zhu-sheng, et al. Commercial test of cleanly production technology of second arsenic-alkali residue[J]. Mining and Metallurgical Engineering, 2007, 27(2): 47-49.
[13] Mohan D, Pittman C U Jr. Arsenic removal from water/ wastewater using adsorbents: A critical review[J]. Journal of Hazardous Materials, 2007, 142(1/2): 1-53.
[14] �·�, ���н�, ��Ң��. �����ˮ�����о���״[J]. ����ұ��, 2010, 39(4): 63-66.
CHEN Feng, GUAN Zhong-jie, LAN Yao-zhong. Research status of arsenic wastewater treatment[J]. Yunnan Metallurgy, 2010, 39(4): 63-66.
[15] �౦Ԫ. ǰ������ɫұ��ҵӦ�õ����鹤��[J]. ��ɫ��ұ, 1992(1): 33-40.
YU Bao-yuan. Arsenic removal process applied in non-ferrous metallurgical industry of the former Soviet Union[J]. Non-Ferrous Mining and Metallurgy, 1992(1): 33-40.
[16] ������, ��ѧ��. ����������Ĵ�����״��չ��[J]. ʪ��ұ��, 2005, 24(4): 183-186.
LIU Shu-gen, TIAN Xue-da. Situation and prospect on treating of arsenic-containing solid waste[J]. Hydrometallurgy of China, 2005, 24(4): 183-186.
[17] ��ѧ��, �ι���, �����, ��. �����̳����������о�[J]. ʪ��ұ��, 2010, 29(3): 199-202.
JIANG Xue-xian, HE Gui-xiang, LI Xu-guang, et al. Experimental research on dearsenization of high arsenic fume[J]. Hydrometallurgy of China, 2010, 29(3): 199-202.
[18] Carbonell-barrachina A A, Jugsujinda A, Burlo F, et al. Arsenic chemistry in municipal sewage sludge as affected by redox potential and pH[J]. Water Research, 1999, 34(1): 216-224.
[19] Milazzo G , Caroli S. Table of standard electrode potentials[M]. New York: John Wiley&Sons Ltd, 1978: 345-380.
(�༭ �°���)
�ո����ڣ�2011-09-20�������ڣ�2011-11-19
������Ŀ������ʡ�ش�Ƽ�ר��������Ŀ(2009FJ1007)
ͨ�����ߣ�������(1958-)���У����������ˣ����ڣ���ʿ����ʦ�����¹��ؽ���ұ�����ᴿ�Լ���ػ�����Ʒ�Ŀ������绰��0731-88836791��E-mail: tianzuyang@163.com
ժҪ������ѹ��������˫��ˮ����������ͨ����������������ϵ�еĵ�λ����������Ǧ�������е��顣�����п����λ��NaOHŨ�ȡ���Ӧ�¶ȡ���Ӧʱ���Һ�������ȶ�����Ч����Ӱ�죬ȷ�����Խ���������Ԥ�������ѹ��������� NaOHŨ��Ϊ2 mol/L���¶�Ϊ80 �棬Һ��������Ϊ5:1��ͨ��0.2 MPa��ѹ������4 h����˫��ˮ������ϵ�ĵ�λ��-180 mV����Ӧʱ��Ϊ2 h���ڴ������£���Ľ����ʿɴ�98%���ϡ����Һ����ȴ���˵��ᾧ�����ƺ��ؽ������̣���Ľ����ʴ�98%���ϣ�ʵ�ּ��Һ��ѭ�������Լ�����������������Ч���롣
