
������ʱ��: 2017-01-19 08:33
WC-Co-NiӲ�ʺϽ���45�Ÿֺ����绡���о�
������ͨ��ѧ���Ͽ�ѧ�빤��ѧԺ
ժ Ҫ��
Ϊ�о�Ӳ�ʺϽ���̼�ֺ����绡�����ӵĿ�����, ѡȡ��̼�ֺ���J422����������Z308��Z408��WC-10Co-20NiӲ�ʺϽ���45�Ÿֽ��к����绡������, ͨ������֯������X�������� (XRD) ���������Ӳ�ȷֲ����Լ�����ǿ�Ȳ��Ե��ֶ�, �Աȷ�����3�ֺ���������ͷ����֯������, �о��������:����J422�������Ӻ�, ������֯�����������̼����Ϊ��, �����Ц�̼�����, ��ͷ���ǿ����, �����ں���Ӳ�ʺϽ�;Z308��Z408�����������ƽ����̼����������, ���ں������д�������, Ӱ���ͷ����;Z408���������������Ĺ���̼�������, �����۷����������ϵ������Ӳ�ʺϽ����֮��, ����Ч���⺸��Ӧ��, ���ʺ�����Ӳ�ʺϽ�ĺ��ӡ�ʹ��Z408��������ʱ, ��ȡ�ʵ���ߵ���, ���Ӱڶ�Ƶ�ʵȹ��մ�ʩ, ���Լ��ټ����������ͷֲ�״̬, �ٽ��ɷֺ���֯���Ȼ�, ��������߽�ͷ����, ����ǿ�ȿ��ԴﵽWC-10Co-20NiӲ�ʺϽ�ĸ��ǿ�ȵ�90%���ϡ�
�ؼ��ʣ�
��ͼ����ţ� TG444
����飺�´��� (1970-) , ��, ����̨����, ��ʿ, ����, �о�����:�������Ӽ���, ���ײ����Ʊ���Ӧ��;�绰:13942697208;E-mail:chchen@djtu.edu.cn;
�ո����ڣ�2016-12-05
��������ʡ��Ȼ��ѧ������Ŀ (2014028023) ����;
Shielded Metal Arc Welding of WC-Co-Ni Cemented Carbide and Steel 45
Chen Chunhuan Xia Shuang Shi Yanlong Zhao Xiujuan Ren Ruiming
School of Materials Science and Engineering, Dalian Jiaotong University
Abstract��
In order to investigate the feasibility of shielded metal arc welding ( SMAW) of cemented carbide and carbon steel, electrode J422, Z308 and Z408 were selected to weld the cemented carbide WC-10 Co-20 Ni and steel 45. The microstructures and properties of the as-welded joints were contrastively analyzed by microstructure observation, X-ray diffraction ( XRD) analysis, microhardness test and bending strength examination. The results showed that �� carbide layer formed at the interface between the weld metal and cemented carbide, and microstructure of weld metal mainly consisted of martensite and eutectic phase, which resulted in the low bonding strength of the joint. Therefore, the electrode J422 was not fit for the welding of the cemented carbide and carbon steel. The formation of �� carbide layer were prevented when the joints were welded by electrode Z308 and Z408, but there were too much slag inclusion in the weld metal which was harmful to the property of the joint. Compared to the electrode Z308, eutectic phase layer formed near the interface in the joint of Z408, however, due to the Invar effect of Fe-Ni alloy, the expansion coefficient of the weld metal of Z408 joint was between cemented and steel, and that was beneficial for the release of the welding stress. The bending strength of electrode Z408 joint was higher than that of electrode Z308, so electrode Z408 was more suitable for the welding of cemented carbide and steel. Enhancing the heat input properly and increasing the weaving frequency could reduce the amount of slag inclusion, change the distribution state of the slag and promote the homogenization of the composition and microstructure when electrode Z408 was used for the welding of cemented carbide WC-10 Co-20 Ni and steel 45. Those measurements were very favorable for the improvement of the property of the joint, so the bending strength of the joint could reach more than 90% of the WC-10 Co-20 Ni substrate.
Keyword��
cemented carbides; shielded metal arc welding; microstructure of welded joint;
Received�� 2016-12-05
Ӳ�ʺϽ����źܸߵĿ���ǿ�Ⱥ�Ӳ��, �㷺Ӧ���ڸ��ֹ�ҵ����, ��������ڼ۸ߴ����ޡ���״�����Բ��ȱ��, ���Խ�Ӳ�ʺϽ���۸�������ӹ���������ĸ����Ӿ��к���Ҫ������[1,2]������Ӳ�ʺϽ���ֵ��������ܲ�������, ������ϵ������֮�Ƚ���1��2, �Ӷ������ǵĺ��ӹ��������൱�������[3]����������ϵ���IJ���������IJ���Ӧ��, ���º���������, ��һ���������Ų��Ϲ����߶������Ը��ε�֢��[4,5]��ĿǰӲ�ʺϽ�ֳ��õĺ��ӷ�����ǥ������ɢ������ǥ�����Ž��ǿ�ȵͺͲ����ڸ�����ʹ�õ�ȱ��, ����ɢ�����������豸Ҫ��ߡ�Ӳ�ʺϽ���ֽ������γ��к��Ħ��ࡢ��ϲ�λ����ǿ�ȵ͵����⡣���еĺ��ӷ��������ڽ��ѿ˷��ıˡ�
��Щ����, ���о��߿�ʼ���Ե������������⺸��TIG (tungsten intert gas welding) ����MIG (metal inert-gas welding) �����µ��ۻ����ӷ���[6,7,8,9], ��Ŀǰ�������ú�������Ӳ�ʺϽ�ֵ�����о�ȴ����, �ر����й�WC-Co-NiϵӲ�ʺϽ���ֵ����Ӹ���, �������绡����Ϊ��������������Ӧ����㷺��һ�ֺ������ӷ���, �豸����Ӧ�÷���, ���WC-Co-NiϵӲ�ʺϽ���ֺ����绡���Ŀ����Ծ�����Ҫ���о���ֵ��Ӧ��ǰ��[10]�����������Ʊ�WC-Co-NiϵӲ�ʺϽ�, �ֱ�ʹ������J422, Z308��Z408������45�Ÿֽ��к����绡��, ͨ���Ժ��ӽ�ͷ��֯����ѧ���ܵķ���, �о����ú�������Ӳ�ʺϽ���45�Ÿֵ绡���Ŀ����ԡ�
1ʵ��
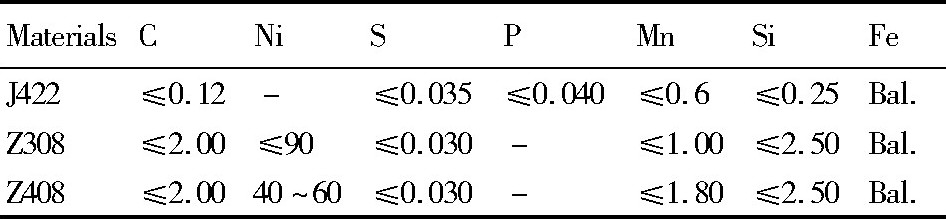
������ĸ��Ϊ��������սṤ���Ʊ���WC-10Co-20NiӲ�ʺϽ��Լ�����̬��45�Ÿ�, ����Ҫ��ѧ�ɷּ���1����ĸ���Ƴɳ���Ϊ50��30mm, ���Ϊ5 mm�ij����ΰ��, �س��� (50 mm) ��30���¿ڡ������Ϸֱ�ѡ��ֱ����Ϊ3.2 mm��J422, Z308, Z408 3�����ú���, 3�ֺ����۷������ѧ�ɷ����2��ʾ, ��ǰ��J422, Z308��Z408������150���º��2 h��
�����绡�����ղ���Ϊ:���öԽӽ�ͷ, ��V���¿�, �üо߹̶�, ��϶Ϊ1 mm, ��ǰ��Ԥ��, ������䡣ʹ��Fronius TPS 4000�Ͷ�ܺ���, ֱ������120, 140 A�����������и����Ŵ�ֱ�ں��췽��ͷ�п�, �Ʊ��ɽ�������, ������������ĥ��, ʹ��Zeiss SUPRA55ɨ��羵 (SEM) �Ժ�����֯��ò�ͺ���ȱ�ݽ��й۲����, ��Oxford Xmax�����ǽ������ɷֲ��ԡ�������Empyrean X���������� (XRD) �����˽�ͷ�����������ࡣ
��1 ĸ�ĵ���Ҫ��ѧ�ɷ�Table 1Chemical main composition of experimental ma-terials (%, mass fraction) ����ԭͼ

��1 ĸ�ĵ���Ҫ��ѧ�ɷ�Table 1Chemical main composition of experimental ma-terials (%, mass fraction)
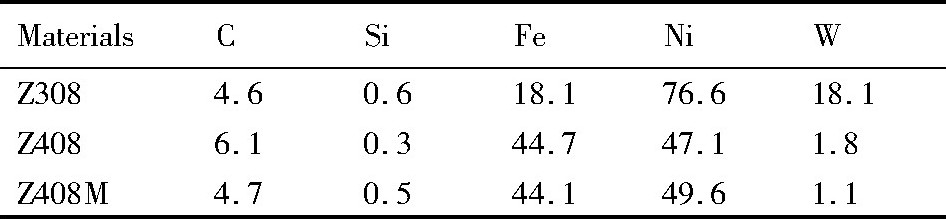
��2 3�ֺ��Ӳ����۷������ѧ�ɷ�Table 2Main compositions of three welding wires (%, mass fraction) ����ԭͼ
��2 3�ֺ��Ӳ����۷������ѧ�ɷ�Table 2Main compositions of three welding wires (%, mass fraction)
2���
2.1�ۺ�������֯��ɷ�
3�ֺ���������ͷ������֯��ͼ1��ʾ, ����Ӳ�ʺϽ���ֵ绡�ۺ�ʱ�����ײ�����������Ӳ�ʺϽ�һ��ĸ�ĵ��ۺ���, ��˱������ضԸ�λ�ý��з����о���
ͼ1 (a) Ϊ120 A�������ӵ�J422��ͷ, ��ͼ1��֪����/Ӳ�ʺϽ���洦������Լ30~40��m���̼�����, �ɴ��״��С�����״�������, �����ں������ۺ���λ����һ��ϸС���ơ�ͨ�����������ִ��״̼���������ԭ������Fe��W�ӽ�1��1, С�����״̼�����Fe��W�ӽ�7��5, ���ͼ2��XRD������֪, ���״̼����ΪM6C�͵Ħ�̼���� (Fe3W3C) , С��̼����Ϊ������֯Fe3W3C-Fe4W2C���������������, ����Ӳ�ʺϽ�ĸ���е�C, W, Co��Ԫ�ع��ɵ��۳���, �������۷�����Ĵ�Ӳ����, ��˺����в����������ơ�
ͼ1 (b, c) ����120 A�������ӵ�Z308��Z408�ĺ��ӽ�ͷ��������֯, ��ͼ1��֪, ��Z308��ͷ�Ľ�����δ�۲쵽�����ɵ�̼����, ���ں�������ڴ����ļ���, Z408������Ҳ�۲쵽�˴���������������������Ӧ�����������ĵĹ����Բ����й�, Z308����Ϊ������о, �۳�Һ̬������ճ�ȴ�, �������۵��, ʹ�������������ϸ���Z408����ΪNi-Fe��о, �乤���������Z308���и���, ��˺����д����������������� (ͼ1 (c) ) , ����Z408��ͷ�ĺ���/Ӳ�ʺϽ���渽��������һ�㹲��̼���

ͼ1 ��ͷ����������֯��SEMͼ��Fig.1 SEM images of microscopic structure of interface region
(a) J422; (b) Z308; (c) Z408; (d) Increasing thermal input Z408 (Z408M)
ͼ1 (d) Ϊ�����ӵ�����ߵ�140 A, ͬʱ���Ӻ���ʱ�ڶ�Ƶ�ʵ�Z408������ͷ (����Z408M) �Ľ�������֯����ͼ1��֪, �Ľ����պ�, ���渽���Ĺ���̼�����Ҳ��ʧ, �Һ����в��ٳ��ִ�������ͬʱ�ɷּ���Ľ����ʾ, �Ľ����ӹ��պ�, ���渽����W�����ɸĽ�ǰ��1.81%�½���1.13% (��3) , �ɼ����������������Һ̬������������, �ڶ������ӿ�����ǿ��Һ̬�����Ľ�������, һ����ʹ�����������ϸ�, ��һ����ʹ�ɷ־��Ȼ�, WԪ�ز�����Ҫ�����ڽ��渽��, ����̼����㲻�����ɡ�

ͼ2 ��ͷ������XRD����Fig.2X-ray diffraction pattern of weld joint/WC-Co10-20Ni interface region
��3 ���麸���������ɷ�Table 3 Composition weld interface area (%, mass fraction) ����ԭͼ
��3 ���麸���������ɷ�Table 3 Composition weld interface area (%, mass fraction)
2.2��ͷ������ǿ����Ӳ�ȷֲ�
3�ֺ���������ͷ��������Ӳ�ȷֲ���ͼ3��ʾ, ��ͼ��֪, J422�������Ӳ��ƽ��ԼHV650����, Զ����Z308��Z408�ĺ���Ӳ��, ͬʱJ422��ͷ�Ľ��渽���ж��HV 800����Ӳ�ȸߵ�, ��Ӳ��ֵ����Ӳ�ʺϽ�ĸ�ġ�Z408��ͷ���渽���м���HV 650~700��Ӳ�ȸߵ�, ������Ӳ��ƽ��ΪHV 350���ҡ�Z308����Ӳ����Խϵ�, ƽ��260HV����, ���渽������Ҳ��С��3�ֽ�ͷӲ�ȷֲ��IJ���뺸������֯�IJ�ͬ�й�, ��ͼ2��ʾ��XRD�������, J422�����ڽ��洦�γ���һ���̼�������̼�����, �ں������γ���������, ��3�����Ӳ�ȶ��ϸߡ�Z308��Z408�ĺ�����֯�Ԧ� (Fe, Ni) ������Ͱ�����Ϊ��, ���Ӳ�ȵ�, Z408��ͷ�й���̼�����Ĵ���ʹ����渽��Ӳ��Ҳ���ڸ���ߵ㡣
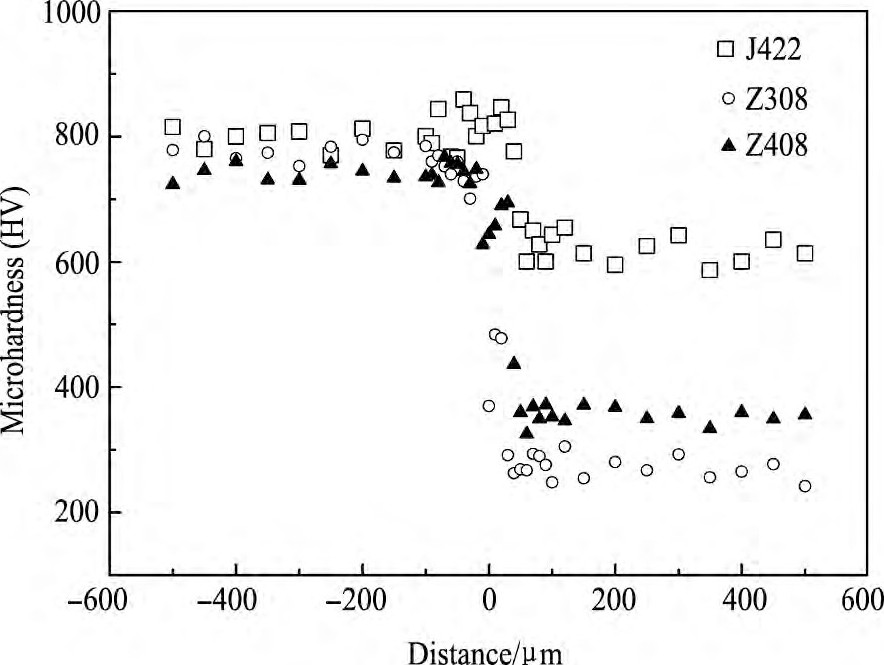
ͼ3 J422, Z408, Z308����/Ӳ�ʺϽ���洦����Ӳ�ȷ���Fig.3 Morphology hardness of rupture interface
����ͷ������ǿ�ȼ����������Ķ���λ�����ڱ�4���ɱ�4��֪, J422��ͷ������ǿ�Ƚ�Ϊ0.408 GPa, ��ΪӲ�ʺϽ�ĸ�ĵ�1/3, �����������ں���/Ӳ�ʺϽ���洦, ��ǿ�Ȳ���Ҫ����Ϊ���洦�γ��˦�̼����㡣Z308��ͷ��Ȼ�ڽ���λ��û���γ��κ�̼����, ����ǿ����߲���, �������ں���, Ӧ�뺸���д������ڵĴ����������й�, Z408�ĺ���Ҳ���ڴ��ڴ���������ʹ��ǿ����Ȼ������, ������Z408��ͷ�����������˹���̼�����, ��ǿ�Ȼ��Ǹ���Z308��ͷ��������Z408�ĺ��ӹ��ոĽ���, ��ͷ������ǿ����ߵ�Ӳ�ʺϽ�ĸ��ǿ�ȵ�90%���� (��4�е�Z408M) , ����Ӳ�ʺϽ�ĸ���ܵ����Ӳ���Ӧ���ĵ�������, ��ʱ����Ŀ������������ں����Ӳ�ʺϽ�ĸ��, ���������������ĸ�ġ�
3����
�ӹ����ԵĽǶȿ�, ̼�ֺ���J422�Ĺ��������, �绡�ȶ�, Һ̬���������Ժ�, ������������, ��������, ������ͺ�;Z308��Z408������������Խϲ�, �۳�Һ̬���������Բ���, ����ճ�ȴ�, ���Dz�����, ��������, ������Ͳ��á���J422���������ں���/Ӳ�ʺϽ�����γɦ����, ����ǿ�Ƚ�ΪӲ�ʺϽ�ĸ�ĵ�1/3, ������Ӳ�ʺϽ�ĺ��ӡ�
��Ӳ�ʺϽ���ֵ绡�ۺ�ʱ, ����ͨ���ں�����Ӳ�ʺϽ�Ľ��洦����, �ߴ��WC�����ִ� (��ͼ1��ʾ) , ʹ��ͷ�����������͡����γɵ�ԭ����[11,12,13,14]����ʱӲ�ʺϽ���C�������ں���, ����WCʧC�ֽ�, ͬʱ�ֲ�ĸ�ĵ��ۻ�ʹ������Fe��������, �����γɸ�Fe��W6C�ͦ��ࡣ��������[11]����, ����������Ni�����ﵽ55% (��������) ����, ���Ҳ���������ǿ̼�����γ�Ԫ�ص������, �ڽ��渽���γɵ�Ni-W-C�Ͻ���ϵ����Fe-W-C�Ͻ���ϵ, Ni-W-C��ϵ��Ե�ƽ�������ṹ��Χ�Ͽ�, �����γ�̼����, ��FeW-C��ϵ������������̼���M6C, M12C��ȱC�ĵ�����, ���, Z308�����Ľ�ͷ����������������̼����, ��Z408����ʩ��ʱ, �������Ʀ��������, �����ѱ����̼��������ɡ�
��4 ��ͷƽ������ǿ�ȼ�����λ��Table 4Bending strength of welded joints and rupture position (GPa) ����ԭͼ

��4 ��ͷƽ������ǿ�ȼ�����λ��Table 4Bending strength of welded joints and rupture position (GPa)
��ȻZ408�����Ľ�ͷ����������һ�㹲��̼����, ������ǿ��ȷ����Z308��ͷ��������[15]��֪, Fe-Ni�Ͻ��������ЧӦ, ���Ը���Ni�����IJ�ͬ����������ϵ��, ��ͼ4��ʾ, ͨ��Ӳ�ʺϽ������ϵ��Ϊ6��10-6~7��10-6��-1, ̼�ֵ�����ϵ��Ϊ12��10-6��10-6��-1, ��ϱ�3�ijɷּ�����, ��ͼ4���Թ����, Z308����ʩ���Ľ�ͷ���渽�����۸���������ϵ��ԼΪ12��10-6~15��10-6��-1, ����45�Ÿ�, ��Զ����Ӳ�ʺϽ�, ��˺�������ϴ�IJ���Ӧ��;��Z408�����۷����������ϵ��ԼΪ10��10-6~12��10-6��-1, ����Ӳ�ʺϽ�ĸ����45�Ÿ�֮��, �����Ե���϶����ֻ��⺸��Ӧ��ʮ������, ʹ��Z408��ͷ��ǿ�ȸ���Z308��ͷ, �ɼ�����̼�����Խ�ͷ����ǿ�ȵ�Ӱ��ԶС������ϵ������ɵIJ���Ӧ��, ���Z408����������Ӳ�ʺϽ���ֵĺ��ӡ�
��Ȼʹ����������Z308��Z408ʩ��ʱ�����˽����̼���������, ��Z308��Z408�����ڵ������뺸��ʱ, �����в��������϶�, ���ͷ������ǿ����Ӳ�ʺϽ�ĸ������½��϶�, ����ʱ��������λ��λ�ں��촦, �����еļ�������Ӱ���ͷ�����ܡ�����������Ҫ����Ϊ�����۵�ߡ����̿�, �۳�Һ̬������ճ�ȸߡ������Բ�[16]��Ϊ��, ���Ķ�Z408�����ĺ��ӹ��ս����˸Ľ�, ����ʱ��ȡ�ʵ����������ͬʱ���Ӱڶ��ȹ��մ�ʩ, ���ոĽ���, ��ͷ������ǿ�ȴﵽ��Ӳ�ʺϽ�ĸ�ĵ�90%���ϡ������������, ��������۳ص��¶�, ʹҺ̬������ճ���½�, ͬʱ����˵绡�Ĵ����Ͷ��۳صĽ�������, һ����ʹ�۳��и�����ֲַ�������, ��һ����ʹ�����������ϸ�, �ټ��ϰڶ������, ���ټ����������ͷֲ�����, �ٽ��ɷֺ���֯���Ȼ���Ч��, �Խ�ͷ���ܵ����ʮ��������
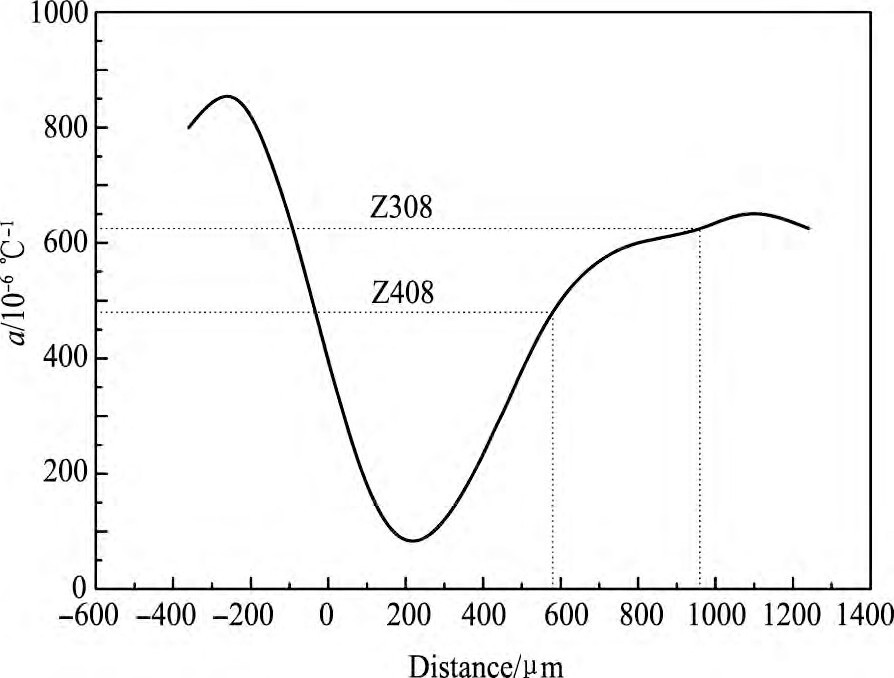
ͼ4 Fe-Ni�Ͻ��������ϵ��Fig.4 Coefficient of linear expansion (��) of Fe-Ni alloy[15]
4����
1.J422��������WC-10Co-20Ni��45��ʱ, ������Ӳ�ʺϽ���洦���ɦ�̼�����, ������֯�����������̼����Ϊ��, ��ͷ���ǿ����, ������Ӳ�ʺϽӡ�
2.ʹ��Z308��Z408��������ʱ, �������ƽ����̼����������, ���������������������ں����в�������, �Խ�ͷ���ܲ�����
3.Z408�����Ľ�ͷ��Ȼ�ڽ��渽�������˹���̼�����, ������Ni-Fe�Ͻ������ЧӦ, ���۷����������ϵ������Ӳ�ʺϽ����֮��, �Ի��⺸��Ӧ������, ���ͷ������ǿ�ȸ���Z308��ͷ, ������Ӳ�ʺϽ���ֵĺ��ӡ�
4.ʹ��Z408��������ʱ, ��ȡ�ʵ���ߵ���, ���Ӱڶ�Ƶ�ʵȹ��մ�ʩ, ���Լ��ټ����������ͷֲ�״̬, �ٽ��ɷֺ���֯���Ȼ�, ��������߽�ͷ����, ����ǿ�ȿ��ԴﵽWC-10Co-20NiӲ�ʺϽ�ĸ��ǿ�ȵ�90%���ϡ�
�����
