
�й���ɫ����ѧ�� 2003,(03),589-593 DOI:10.19476/j.ysxb.1004.0609.2003.03.011
���Ͻ�������֯������ģ��
���ϴ�ѧ��ĩұ������ص�ʵ����,���ϴ�ѧ��ĩұ������ص�ʵ����,���ϴ�ѧ��ĩұ������ص�ʵ����,���ϴ�ѧ��ĩұ������ص�ʵ���� ��ɳ410083 ,��ɳ410083 ,��ɳ410083 ,��ɳ410083
ժ Ҫ��
��������Ͻ���������ģ���ʵ��װ�� ,�о����ڸ����������� ,���Ͻ������֯�빤�ղ����Ĺ�ϵ��������� :���ձ��������� ,�ڼ�ͷͨˮ��ȴ��Gleeble 15 0 0��ģ������ܹ��õ����ġ��ˡ�������������״����֯ ,ʵ��������֯������ģ����̡����Ͻ�ģ������������֯������ʩ�ӵ�Ӧ�����ʺ����� :�š� =0 .12 5s-1ʱ ,���ο�ʼ�����̹��̷������ ,������֯����ת�� ;Ӧ�������������š� =0 .30 0s-1ʱ ,������״���������ữ��������֯���γ���Ҫ�DZ���������δ���̵�Һ�� ,���������������ķֲ�״̬�����ı����¡���������ٶ� ,������������֯���γɺ�������״���ĵ��ữ ,����ʹ�������������С ,�������������յ��Ż���
�ؼ��ʣ�
��ͼ����ţ� TG146.2
����飺����ӽ(1973),��,������,��ʿ.�绰:07318836264;Email:Yonlin@mailcsu.edu.cn;
�ո����ڣ�2002-07-14
���������ص�����о���չ�滮������Ŀ (G199990 6 49);
Physical simulation of roll-casting microstructure of Al alloy
Abstract��
An experimental instrument for simulating the roll-casting process was designed, and the effect of processing parameters on the microstructure of Al alloy was studied. Results show that with a specifically designed instrument equipped in a Gleeble-1500 Thermal Simulation Tester the typical microstructure with the characteristic of realistic roll-casting process can be obtained, and the microstructure is sensitive to the strain rate. When �š�=0.125 s -1, the plastic deformation of Al alloy starts to couple with the solidification process, and the microstructure is of the roll-casting character. When �š�=0.300 s -1, the column crystals transform to equiaxed ones. The formation of roll-casting microstructure is mainly attributed to the deformation of un-solidified liquid phase, the varied distribution of mass and heat. Increasing the deformation velocity would do good to the formation of roll-casting microstructure and the equiaxed column crystals, and would decrease the rolling load.
Keyword��
roll-casting; Al alloy; physical simulation; microstructure;
Received�� 2002-07-14
�����������Ʊ����������Ͻ���ĵ���Ҫ�ֶ�֮һ
1 ʵ��
1.1 ����ģ��װ��
����ģ��ʵ����Gleeble-1500��ģ����Ͻ���, ������ģ���������Ʒ�Ĺ�����ͼ1��ʾ�� ��Ʒ����ʯӢ������, ������ʯӢ�����˿�ƽ�롣 ����ͭ��Ƭ��סʯӢ������, ����ϸ����˿�̶�, �γ�һ����ʯӢ��Ϊ��ǻ�� ��ͭ��Ϊ��������������ķ�������� Ϊ��ģ�����������е��¶ȳ���Ӧ����, ��ʵ�����������һ��ͷ�� ��ͷ����Ϊ����, �ߴ�Ϊ10 mm��30 mm, �ھ������10 mm��ƽ���ڼ�ͷ���濪һ���ھ�Ϊd 10 mm��ͨ��, �����Ͻ���ˮ���Թ���ͨ��ȴ������, ��ͼ2��ʾ�� ����յ�ʯӢ������������¯�б��¡� ���ǵ���Ʒת�ƹ����е�������ʧ�ͺϽ������ʵ�Ӱ��, �����¶��趨Ϊ690 �档 ���ڴ������۵�660.4 �档 �ü�ͷ�ľ��ζ���������ʵ�������Ƶ�ƽ��Ӧ��, ���������������ơ� �����ۻ���Ѹ����ͬ��������������ģ�������ͷ��, ������ģ���, ��ʼ��ͷ˫��ѹ�Ƶ���ģ����̡� ͨ����ģ����Ŀ���ϵͳ���Ծ�ȷ�ؿ���ѹ����Ʒ�ı���������������, ��˲ʱ�ɼ����ݡ�
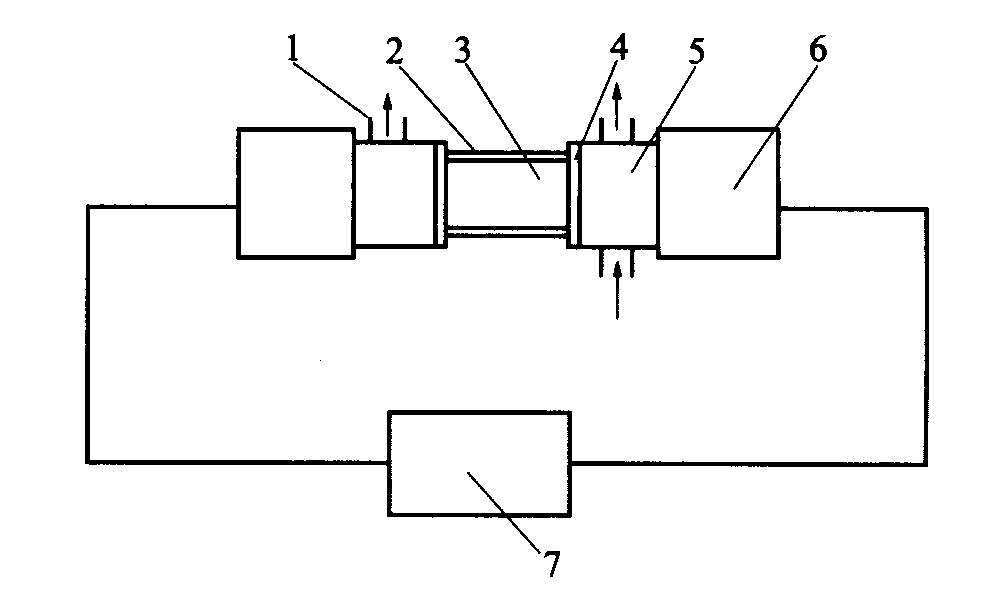
ͼ1 ��ģ���ģ������ʾ��ͼ
Fig.1 Schematic diagram for physical simulation of roll-casting 1��Inlet and outlet of cooling media; 2��Quartz tube; 2��Aluminum ingot; 4��Copper foil; 5��Chuck; 6��Jig; 7��Control system of thermal simulation machine

ͼ2 ��ģ�����ͷʾ��ͼ
Fig.2 Schematic diagram of chuck of thermal simulation machine
1.2 ģ���
���û����������ƺ�Ϊ1235��7 mm��������Ϊ�Ա�����, ���Ӹ�������ȡ��, ������ʯӢ������, ����ģ����Ͻ�������ģ��, ��ȴ����Ϊˮ�� �ں��������, ����Ӧ������, ���1���С� ��ͨ����ģ����ļ����ϵͳ��¼���ι���Ӧ����Ӧ��ı仯���̡� Ϊ�˱��ڱȽ�, �Ը����Ͻ���400, 500, 600 ��ı�����Ϊ���˲��ԡ�
��1 ��������� ��ͬӦ�����ʵ���Ʒ�����
Table 1 Numbers with fixed deformationand different strain ratios
Sample No. |
|
1 |
0.050 |
2 |
0.125 |
3 |
0.150 |
4 |
0.250 |
5 |
0.300 |
1.3 ����֯�۲�
����ģ�����õ���Ʒ��ƽ���ڼ�ͷ�ij��ȷ���, ����ֱ����������ʱ���������ķ����п�, ������澭����еĥ���, ��CrO3�Ļ������Һ�е����, ���ڷ������н���������Ĥ������ ������������Ĥ�ĵ�ѹ��ʱ��ֱ�ԼΪ20 V, 30 s��17 V, 4 min, ���ڵ����ķ�Ӧ�dz�����, ���¶ȺͲ��ϵ�Ӱ��dz�����, ����Ӧ���ݲ�ͬ�������ȡ���ʵ����ѹ��ʱ�䡣 �Ʊ��õ���Ʒ��Polyver-Met�ͽ������������Ͻ��н���۲����֯������
2 ʵ����
2.1 ����֯
ԭʼ�����������֯��ͼ3��ʾ, ��һ�ֱ��ε���״����֯�� ��״������Ʒ��������߶ԳƳɡ��ˡ������Ų�, ���������Ͻ���Լ30��ļнǡ� �趨ƽ�������Ʒ���Ľ���Ϊ�ݽ���, ��ֱ�����Ʒ���Ľ���Ϊ����档 ���м������������, ��״���ı��ν�С, ������չ���� ��Ʒ������γ̶����Դ����м��, �����ڴ��������������ά��֯��
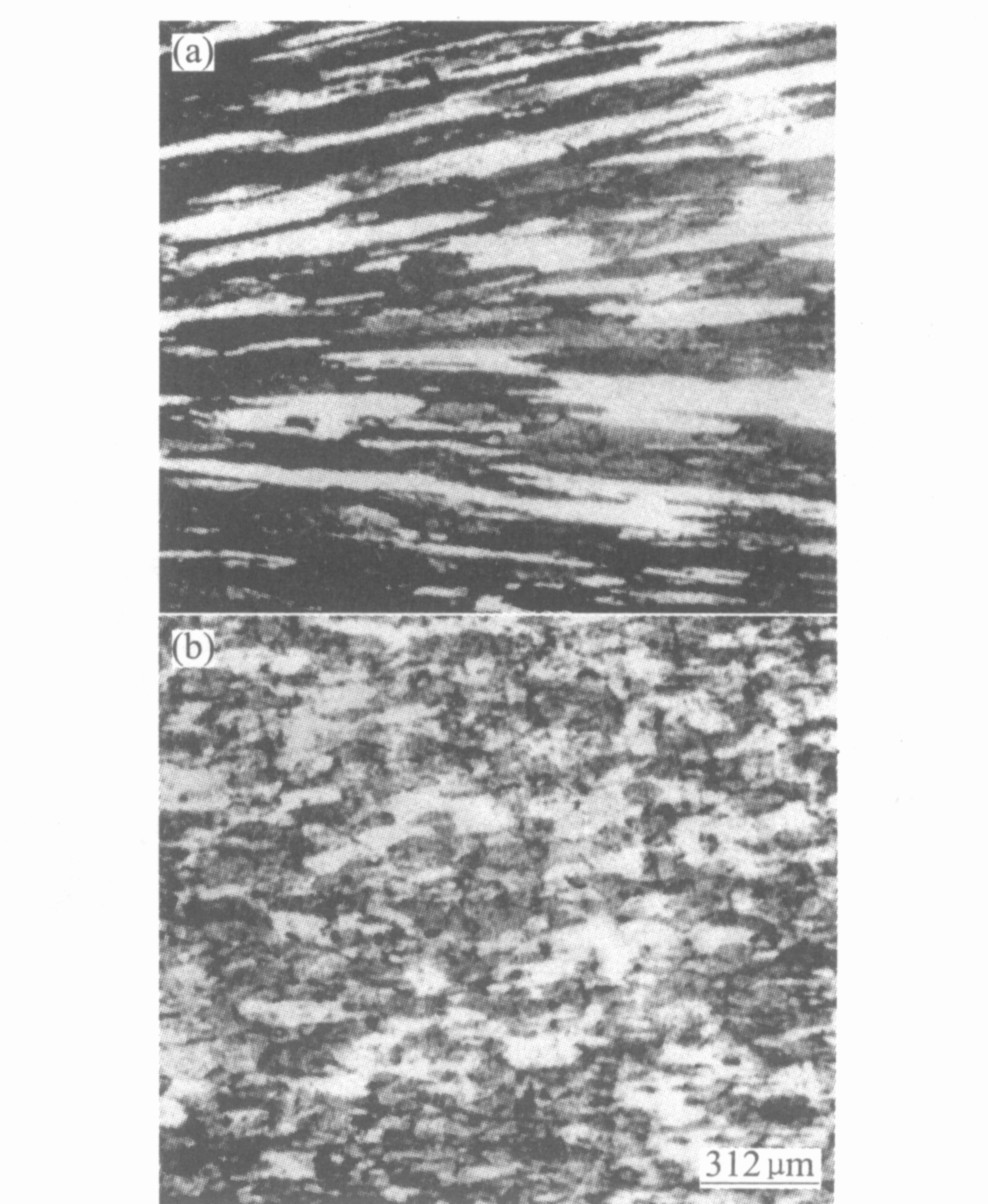
ͼ3 �������Ͻ�����֯
Fig.3 Microstructures of roll-casting aluminum alloy (a)��Longitudinal section of middle layer; (b)��Cross section of middle layer
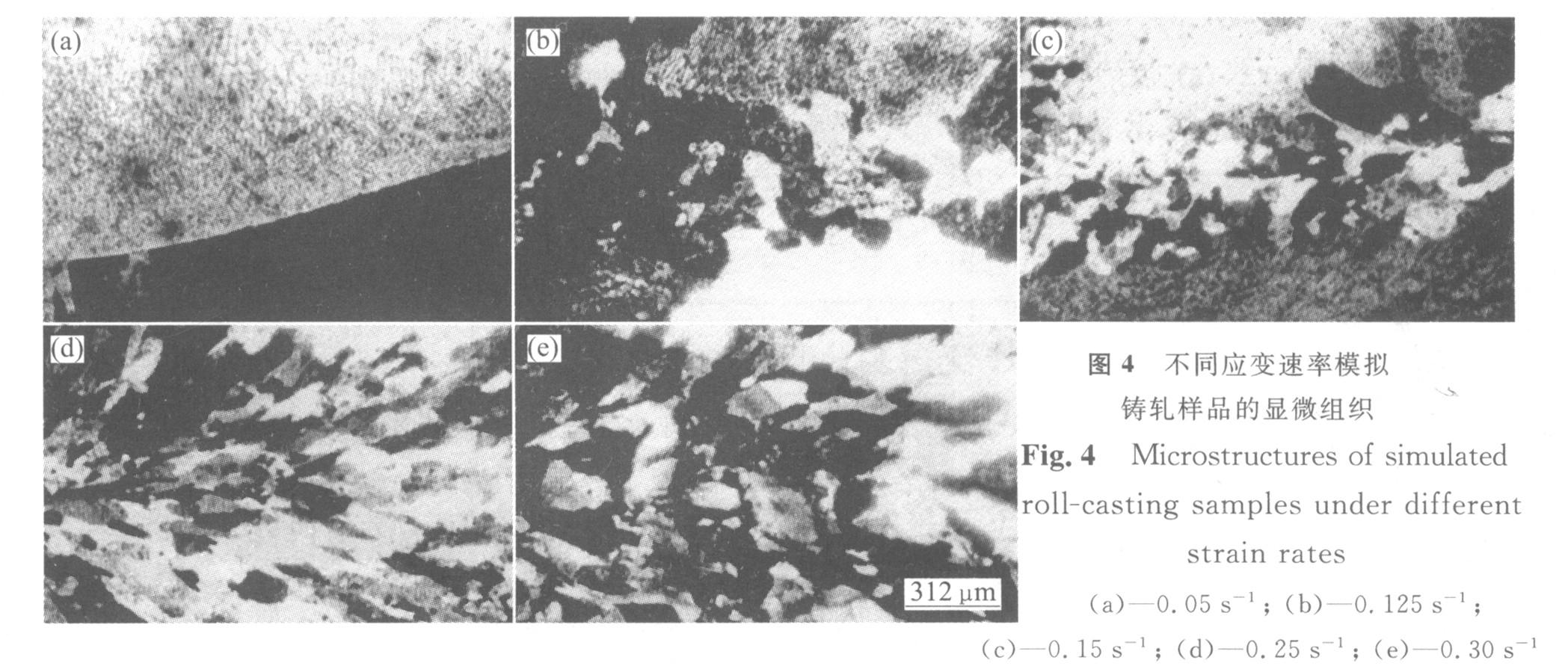
ģ��������Ʒ����֯��ͼ4��ʾ�� ��Ʒ
3.2 ������Ϊ
ģ����Ʒ��Ӧ����Ӧ��������ͼ5��ʾ, ͼ�б������¶ȵ�ƽ������Ϊ��̬���Ͻ��ڸ��¶��±��εIJ������ߡ� ģ����Ʒ��Ӧ����Ӧ�������϶���һ����ķ������, ��Ҫ��ʯӢ��Ӱ��Ľ���� ����ʯӢ��ǿ�Ƚϸ�, ��������ѹ���ϴ�, �����̹�����δ���ʱ, ��Ʒ�ı��ο�����С, ��Ӧ����Ӧ��ͼ�Ͻ�����ѹ�������, �γɶ�Ӧ��ʯӢ�ܴӿ�ʼ����, ѹ������, �������ѹ����С���̵ķ���� ����ʯӢ������������ſ�ʼ��������Ʒ, �����Ʒ��֯���γ����ݱ������Ҫ��ӳ�ں�һ������, ��ʵ�齫������������һ���֡� ���, ʯӢ����������ķ����ʵ����������û��Ӱ�졣
5����Ʒ��ʯӢ�������ij�ʼ״̬���, Ӧ����С, ����Ӧ��Լ600 ��ı��ο����� ����Ʒ1����, ����4����Ʒ�Ĵ����α��ο�������С, ��Ӧ�����ڰ�״���̵ĵڶ�����֯���γɡ� ��Ʒ1��4�ĺ��Ӧ��������Ӧ�������̹������, �������ȴ�Ľ����
��Ʒ1ʯӢ�������, Ӧ����Ӧ�������ϻ���һ���ܸߵķ����, ������ʯӢ��Ƭ��������Ʒ�еĽ���� �������, ��Ʒ1��600 �����¾����̵ܶ�ʱ���, ���ο����ܿ��������ϸ�ֵ, ���������Ϊ0.35ʱ, ���ο����Ѹ���20 ��ʱͬ�ȱ������ı��ο���ֵ(ͼ5(a))�� Ӧ����Ӧ�����߳�ֱ������, û�е���ѹ����ʱ������������ ʯӢ�������Ժ�Ķ����ε�СӦ��(600 ����ο�������)��������Ʒ�м���һС����������δ����, ���������Ѿ����, �������¶���Ȼ�ܸߵĽ���� ��˵�Ӧ������Ϊ0.050 s-1ʱ, ���������̹���û�з����������, ��Ʒ1�Ĵ�����״��֯���ڸ���ȴ�������γɵ���̬��֯�� ����ֱ��������Ӧ����Ӧ������Ӧ������Ʒ�¶Ƚ�����λ����ֳ�� �ӹ�Ӳ�����ۺϽ��, ���ڵ��Ա�������ֱ���ͼӹ�Ӳ������
��Ʒ2����Ʒ3��Ӧ����Ӧ�����߱Ƚ����, �����غϡ� ��Ʒ3��ʯӢ������֮��ѹ������һ������ij���, ������ʯӢ��Ƭ�����������е��µ�(ͼ5(b))�� ����Ʒ1���, ��Ʒ2����Ʒ3�ı��ο���С�ö�, �ֹ�����600 ����ο���ֵ���Ӧ, ���Ӧ��ֵ��������, ��400 ���̬���ı��ο����൱�� ��Ӧ��Ʒ��֯, �����ж�ʯӢ������ʱ��Ʒ�ֱ��ڱ߽�㳤����һ����ȵİ�״��֯, ���м䲿�ֵ�����û�з�������, ����Ӧ������������֯�����̷�ʽ����ͻ��, �γɵ��ᾧ�͡��ˡ��־��� ��˵�Ӧ����������ʱ, ���ο��������̹��̷����������, ������֯��ò�ĸı䡣
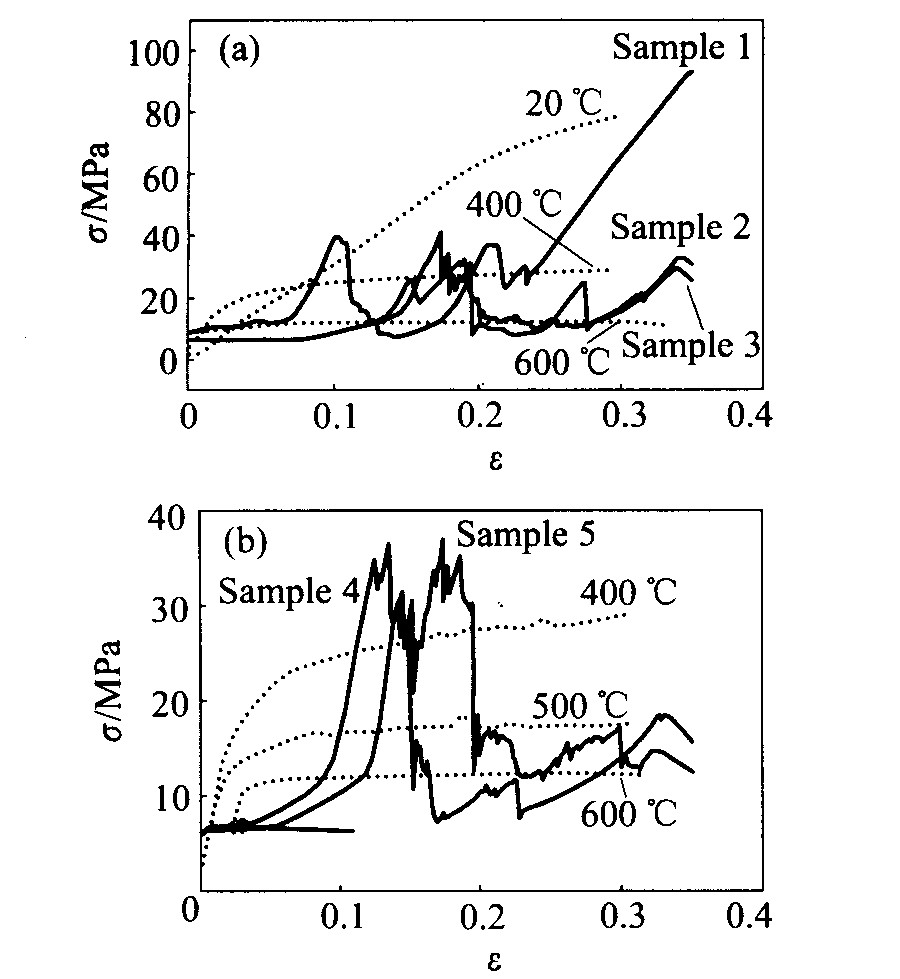
ͼ5 ģ��������Ʒ�����Ͻ� ��ͬ�¶ȱ������ߵıȽ�
Fig.5 Comparison of deformation curves between simulated roll-casting sample and actual aluminum alloy at different temperatures (a)��Sample No.1, 2 and 3; (b)��Sample No.4 and 5
��Ʒ4����Ʒ5��Ӧ����Ӧ������ͬ���Ƚ����, ƽ��Ӧ���ֱ���Ʒ2����Ʒ3��С, ��Ʒ4����, �ֱ�����600 ��ı��ο�������, ���Ӧ�����л���, ��Ӧ��Լ500 �����ѹ����̬��Ʒ�ı��ο����� ��Ʒ5�ı��ο����Դ�, ��Ӧ500��600 ��ı����¶�, ������Ʒ2�ij�ʼ�����˱���Ӧ��ֵ֮��, Ӧ��ƽ��, û��Ӧ�������Ρ� �����Ʒ4����Ʒ5���̹�������η�����ǿ�ҵ����, �γ���ȫ��ͬ�ڰ�״������֯��
3 ����
����Bagshaw�������������̵�3��ɢ�Ȼ���, �������̺�ᷢ���������, ���̲����������Ӵ�, ʹ�ȴ�����������С
��������������̽���ij�ˢ, ��ʹ���̽����ϵ�Сͻ������, ���뵽������, �����γɾ��ˡ� ��һ������������ʱ���ʵ��ų�, �����̵�����������Ũ�ȴ�, �����δ���̵�������, ҲΪ�κ��ṩ�˿��ܡ� �����ⲿ�ֹ�Һ��������ܹ��γɾ���ϸС����֯��
��������������һ�������Ǽ���δ���̲��ֵ����������� ������û���ܵ������Ŷ�����ʱ, ��Ʒ��������ͷ����ɢ�ȵ������·����������, �γɵİ�״��״���������������� �����̽���ǰ��, ����ɢ�Ⱥ����̵Ľ��, �����¶ȱ���Ʒ�ڲ���, ��ϵ���¶Ȳ����⡣ �����������Ȼʹ�����ַ�����������, ��ϵ���¶�����һ��, ʹ�����̽���ǰ�ص��¶��ݶȼ�С��
���¶��ݶȼ�С��ijһ���ٽ�ֵ, �������̽���ǰ�ش��ڴ������Գ����С����ʱ, ��״������ǰ�ص�С�����㳤��Ϊ���ᾧ, �谭��״��������
��Ӧ����������
��˱������������̹���, ʹδ���̵�Һ�������������������, ��ϵ�������µ�״̬�´ﵽƽ��, ��֯�����ı䡣 ����ʵ���豸��Ӱ��, �������۵ı������ʵ���ֵ���ܻ�������ʵ������ƫ��, ����Ӱ����֯�������ݻ����ơ�
ģ��������Ʒ����֯��ʵ��������֯��������֤��, ��ʵ�������ܹ�ʵ��������֯��ģ�⡣ ʵ��ͬʱ������ˮ��ȴ��������, ���ű������ʵ�����, ��֯������״�����м���ֵ��ᾧ���м����������֯��������֯�����������״���������ữ�ı仯�� �ڱ�������Ϊ0.125 s-1ʱ������֯��ʼ�γ�, 0.250 s-1ʱ��ȫ�γ�������֯, �ȹ�ҵ�����ı�������0.117 s-1ƫ��, ����������ʯӢ�ܶԱ������谭�Ľ����
�����
[4] ��FlowersJE ,RomanowskiCA ,SmithDM ,etal.Continu ouscastingaluminumalloy[P].US7519581988,4.21.
[6] ��YunM ,LockyerSA ,HuntJD .Twinrollcastingofalu minumalloys[J].MaterSciEngA ,2000,A280:116123.
[11] ��BradburyPJ.Amathematicalstudyofthetwinrollcastingprocess[D].Oxford:OxfordUniversity,1994.
