
J. Cent. South Univ. (2017) 24: 506-514
DOI: 10.1007/s11771-017-3453-5

Simulation of isothermal precision extrusion of NiTi shape memory alloy pipe coupling by combining finite element method with cellular automaton
ZHANG Yan-qiu(������), JIANG Shu-yong(������), ZHAO Ya-nan(�����), ZHU Xiao-ming(������)
College of Mechanical and Electrical Engineering, Harbin Engineering University, Harbin 150001, China
 Central South University Press and Springer-Verlag Berlin Heidelberg 2017
Central South University Press and Springer-Verlag Berlin Heidelberg 2017
Abstract:
In order to present the microstructures of dynamic recrystallization (DRX) in different deformation zones of hot extruded NiTi shape memory alloy (SMA) pipe coupling, a simulation approach combining finite element method (FEM) with cellular automaton (CA) was developed and the relationship between the macroscopic field variables and the microscopic internal variables was established. The results show that there exists a great distinction among the microstructures in different zones of pipe coupling because deformation histories of these regions are diverse. Large plastic deformation may result in fine recrystallized grains, whereas the recrystallized grains may grow very substantially if there is a rigid translation during the deformation, even if the final plastic strain is very large. As a consequence, the deformation history has a significant influence on the evolution path of the DRX as well as the final microstructures of the DRX, including the morphology, the mean grain size and the recrystallization fraction.
Key words:
shape memory alloy; dynamic recrystallization; cellular automaton; finite element method; extrusion��
1 Introduction
Nickel-Titanium shape memory alloy (NiTi SMA) is widely used in engineering fields because of its shape memory effect as well as superelasticity [1, 2]. Pipe coupling is a representative case for application of NiTi SMA in the engineering field [3, 4]. In general, in the case of processing pipe coupling, NiTi SMA is subjected to hot plastic deformation, which contributes to improving the microstructures of NiTi SMA [5, 6]. Furthermore, the microstructures of NiTi SMA have a significant influence on its shape memory effect as well as superelasticity [7]. Dynamic recrystallization (DRX), in particular, occurs during hot plastic deformation of NiTi SMA [8]. The size of the recrystallized grains plays an important role in shape memory effect as well as mechanical properties of NiTi SMA. Therefore, it is necessary to accurately control the size of the recrystallized grains during hot plastic deformation of NiTi SMA.
As a computational modeling approach, cellular automaton (CA) is an attractive candidate for simulating microstructural evolution of metal materials subjected to plastic deformation [9]. For example, CA has been used for modeling dynamic recrystallization [10], static recrystallization [11] and grain refinement [12]. In particular, CA has played an increasingly important role in simulating DRX of various metal materials, which involve steel [13, 14], magnesium alloy [15], Ni-based superalloy [16], and NiTi SMA [17]. However, CA has a certain limitation since it is preferable to DRX in terms of mesoscale. Therefore, more and more attention has been paid to coupling CA with other techniques, where FEM has become a favorable candidate [18].
In the present work, a simulation approach combining finite element method (FEM) with cellular automaton (CA) was developed to present the DRX microstructures in different deformation zones of the hot extruded NiTi SMA pipe coupling, which has been reported in very few literatures.
2 Modeling and methods
2.1 Coupling analysis
The DRX microstructures of NiTi SMA during the isothermal precision extrusion was analyzed by virtue of coupling of CA and FEM. Figure 1 shows the coupling analysis model presented by combining CA with FEM. In the model, a node of interest was selected from the FEM model, and the region around the node, which is regarded as homogeneous in all of the deformation parameters, was used for CA simulation. Figure 2 illustrates a schematic representation of coupling of CA and FEM. The macroscale deformation simulation was conducted on the basis of a three-dimensional finite element analysis to predict the deformation history accurately. Subsequently, the CA simulation was performed to predict the microstructural evolution by capturing the macroscopic field variables calculated from finite element simulation. The macroscopic field variables were discretized according to the time so that the CA model could be applied to the deformation process.
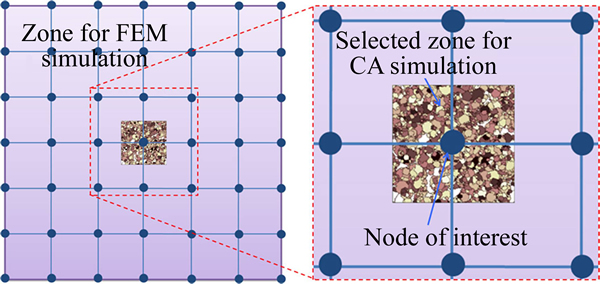
Fig. 1 Coupling analysis model presented by combining CA with FEM
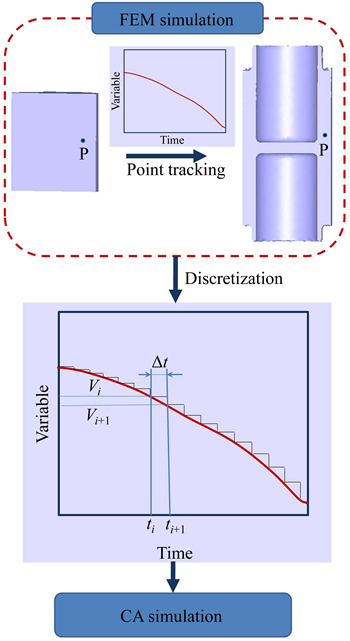
Fig. 2 Schematic representation for coupling of CA and FEM
2.2 FEM simulation
A NiTi SMA pipe coupling with the outer diameter of 8.4 mm, the inner diameter of 6 mm and the height of 20 mm was simulated by means of FEM. The finite element model is established on the basis of commercial finite element code DEFORM3D, as shown in Fig. 3, where six points, P1, P2, P3, P4, P5 and P6, which stand for six typical deformation zones, are chosen as the representative candidates of interest.
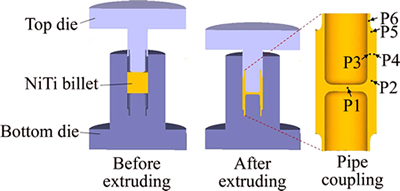
Fig. 3 Finite element model for isothermal precision extrusion of NiTi SMA pipe coupling with six representative points chosen
In order to obtain the material model used in the FEM simulation, an equiatomic NiTi shape memory alloy bar, which possesses nominal composition of Ni-50%Ti (mole fraction), was prepared by means of vacuum induction melting and subsequent hot rolling at 850 ��C. The NiTi alloy bar was held for 2 h at 850 ��C and was then quenched into the ice water. Figure 4 illustrates scanning electron microscope (SEM) photograph of the NiTi SMA bar subjected to heat treatment, where the near-equiaxed grains can be observed. Subsequently, twenty NiTi samples, which possess the diameter of 4 mm and the height of 6 mm, were removed from the NiTi bar and were then compressed under the INSTRON-5500R universal material testing machine. In the compression test, all the samples were compressed by the deformation degree of 70% at the temperatures ranging from 500 to 1100 ��C and the strain rates ranging from 0.0005 to 0.5 s-1. Based on the true stress�Cstrain curves obtained from the compression test, the constitutive equation illustrated inEq. (1) was derived. The details of establishing the equation were described in another paper. This equation was used as the material model for FEM simulation of the NiTi SMA pipe coupling:

 (1)
(1)
DEFORM3D commercial finite element code was used for simulating the extrusion of the NiTi SMA pipe coupling. The deformation temperature is determined as 800 ��C and the top die moves at the velocity of 1 mm/s during the simulation.
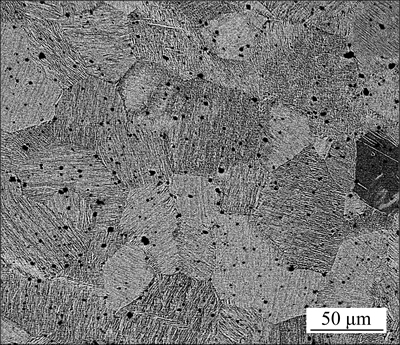
Fig. 4 SEM image of equiatomic NiTi SMA subjected to heat treatment
2.3 CA simulation for DRX
In the current investigation, a two-dimensional CA model was employed to simulate the evolution of DRX microstructures in the NiTi SMA. Every point selected in Fig. 4 was described by a 500��500 square lattice. The size of each lattice stands for 1 ��m dimension of the real material, and hence the simulation area represents a zone of 0.5 mm��0.5 mm in the real sample. The periodic boundary and the V. Neumann��s neighbouring rule were applied in the model. The CA simulations were conducted according to the steps illustrated in Fig. 5.
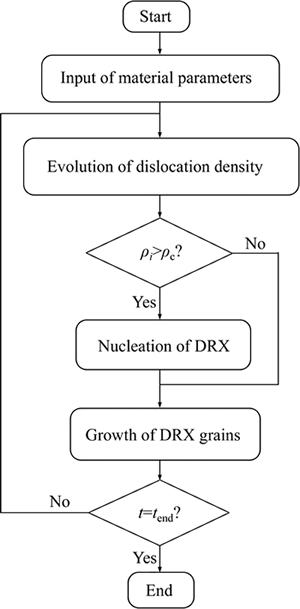
Fig. 5 Flow chart of CA simulation for DRX
The initial dislocation density was assumed to be uniform and identical for all the initial grains. The initial microstructure, of which grain orientations were set randomly, was created by normal grain growth of saturated sites on the basis of CA method. The CA model is developed as follows. Firstly, a certain number of cells are chosen as nuclei, which distribute randomly in the cellular matrix so as to realize the homogeneity. Subsequently, the nuclei grow up until they impinge with other growing grains. The orientation of each initial grain was represented by a random integer ranging from 1 to 180. If two grown grains with the same orientations impinge each other, they merge into one grain. The microstructure obtained in this way is the initial microstructure where DRX begins. Figure 6 shows the formation process of initial microstructure.
To model the evolution of dislocation density induced by the deformation, Kocks-Mecking model (K-M model) [19] was used in the current study, as shown in Eq. (2):
 (2)
(2)
where �� is the true strain, k1 is the work hardening parameter, which can be expressed by Eq. (3), and k2 is the softening parameter, which can be expressed by Eq.(4) [20]:
 (3)
(3)
 (4)
(4)
where ��s is the saturation stress, ���� is a dislocation interaction term ranging from 0.5 to 1.0 for most metals, G is the shear modulus which can be determined by the elastic modulus E and Poisson ratio �� according to G=E/(2(1+��)), b is the magnitude of Burgers vector, and ��0 is the hardening rate, which can be obtained from the slope of the experimental flow stress�Cstrain curve in the second work-hardening stage for a tested material at a specific temperature T [17].
Nucleation of DRX occurs when the dislocation density reaches a critical value proposed by ROBERTS and AHLBLOM [21]. The critical dislocation density can be expressed as follows:
 (5)
(5)
where �� is the dislocation line energy, which can be calculated by ��=0.5Gb2, M is the grain boundary mobility ratio, which can be calculated by Eq. (6), l is the mean free path of the dislocation, which approximates to the subgrain size and can be obtained by Eq. (7), and �� represents the grain boundary energy, which can be calculated by Read�CShockley equation and is expressed by Eq. (8) [22]:
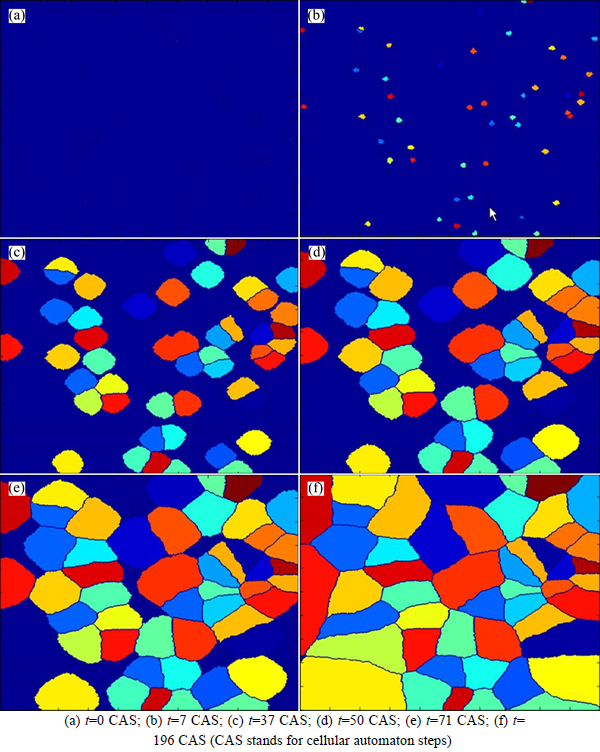
Fig. 6 Formation processes of initial microstructure:
 (6)
(6)
where �� is the characteristic thickness of the grain boundary, Dob is the boundary self-diffusion coefficient, k represents Boltzmann��s constant and Qb is the activation energy for the boundary diffusion.
 (7)
(7)
where K is a constant and is about 10 for metals, and �� is the flow stress.
 (8)
(8)
where ��i is the grain boundary misorientation between the ith recrystallized grain and its neighbouring grain, and ��m and ��m are the grain boundary energy and the grain boundary misorientation in the case of the occurrence of a high angle boundary (taken as 15��), respectively. Furthermore, ��m can be calculated from the following equation [23]:
 (9)
(9)
Nucleation in the DRX process occurs on the grain boundaries of prior existing grains. However, if the dislocation density of the DRX grains reaches a critical value, the grain boundaries of the DRX grains can also be considered as a possible position for nucleation. The dislocation density of the recrystallized grains was set to be close to zero and the orientation was randomly selected. The constant nucleation rate model suggested by DING and GUO [22] was selected in the current study:
 (10)
(10)
where C is a constant,  is the strain rate, T is the deformation temperature, R is the gas constant, the exponent m is a material constant, which is taken as 1.0 in the present simulation according to reference [20], and Q is the activation energy which can be obtained from Eq.(1). The constant C in Eq. (10) can be derived from the experimental results.
is the strain rate, T is the deformation temperature, R is the gas constant, the exponent m is a material constant, which is taken as 1.0 in the present simulation according to reference [20], and Q is the activation energy which can be obtained from Eq.(1). The constant C in Eq. (10) can be derived from the experimental results.
The driving force for the growth of recrystallized grains arises from the stored strain energy difference between the recrystallized grains and the matrix. The growth velocity vi for the ith recrystallized grain is positively proportional to the driving force ��fi for the ith recrystallized grain, and it can be expressed as follows [20]:
 (11)
(11)
Assuming that the recrystallized grains are spherical, and then the driving force ��fi could be expressed as
 (12)
(12)
where ��m and ��d are the dislocation density in the matrix and the recrystallized grain, respectively, and ri is the radius of the ith recrystallized grain. As a consequence, the growth displacement increment ��xi for the ith recrystallized grain at each time step is determined as
 (13)
(13)
where ��t is the time increment.
When the displacement increment ��xi is greater than the size of one cell, the adjacent cell in the matrix will be merged by the recrystallized grain and thus the recrystallized grain grows up.
3 Results and discussion
Figure 7 shows position evolution of the six typical points during the isothermal extrusion. It can be seen that the position of point P1 varies little during the whole process and it is located just between the two punches of the dies. Therefore, it suffers from plastic deformation during the whole extrusion process. A significant change has taken place in the positions of other points due to the flow of metal. Point P2 moves from the place which is below the punch of top die to the corner of the punch. Point P3 is located below the punch initially, and then it flows into the gap between the top die and the bottom die. Points P4, P5 and P6 do not directly bear the compression stress from the top die, and they move into the gap between the two dies under the impetus of the subsequent metal. As the forefronts of the flowing metal,point P5 stops moving when it encounters the obstacle from the outer edge of the top die, whereas point P6 flows into the groove in the top die after a series of plastic deformation because of no obstacle.

Fig. 7 Position evolution of six typical points during isothermal extrusion:
The macroscopic physical fields during isothermal precision extrusion of NiTi SMA pipe coupling, which include effective stress field, effective strain field and effective strain rate field, were obtained by means of finite element simulation, as shown in Fig. 8. It can befound that the effective strains in the deformation zones which points P2 and P5 stand for exhibit the maximum values, which indicates that there exists severe plastic deformation at the punch radius. In the zones of thick wall of the pipe coupling, the effective strain of inner side is larger than that of the outer side. In the case of effective stress and effective strain rate, the zones of thick wall present the minimum values, which shows that little plastic deformation occurs in these regions at the moment. This phenomenon illustrates that the zones which the points P3 and P4 stand for move in a rigid state at the later stage of deformation.
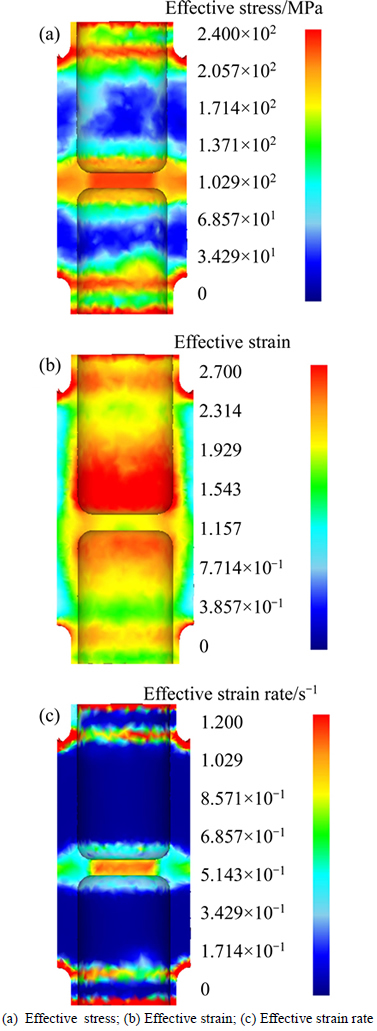
Fig. 8 Finite element simulation results of NiTi SMA pipe coupling during isothermal precision extrusion:
Figure 9 indicates the evolution of DRX microstructures with the effective strain of isothermal extrusion for the six typical points. It can be found that the effective strains exhibit various deformation histories for the six points, which ultimately induces the different evolution paths of DRX microstructures. In the case of point P1, the effective strain shows a relatively steady increase with the time. Therefore, the DRX in the zone presented by point P1 proceeds continuously with the progression of the deformation, which means that the nucleation and growth of DRX grains occur repeatedly without any interruption. In the case of point P2, there are some little plateaus in the curve of effective strain versus time, which indicates that no plastic deformation occurs at the moment. As a result, the DRX grains have the opportunities to grow up and therefore the grain size in the zone which the point P2 stands for seems to be a little larger than that in the zone indicated by point P1, even if the final effective strain of point P2 is larger than that of point P1. In the case of points P3 and P4, the effective strain increases gradually with the time up to the time of 4s, where plenty of recystallized grains nucleate at the grain boundaries of initial microstructures. Subsequently, the effective strain curve presents a plateau, which corresponds to the stage from Fig. 7(c) to Fig. 7(d), where the metal moves in a rigid state. In the course of rigid translation of the points P3 and P4, the recrystallized grains grow up with almost no new nuclei formed. When the forefront of the flowing metal encounters the obstacle from the outer edge of top die, a new round of plastic deformation occurs and the DRX continues. Therefore, the DRX grains in the zones that points P3 and P4 stand for are much coarser compared with the ones in the zones presented by P1 and P2. As for points P5 and P6, a larger plateau occurs after the billet is subjected to a very small effective strain. The phenomenon is attributed to the fact that the two points are located in the place which is far away from the stressed region induced by the top die and they are pushed into the gap between the two dies as soon as the deformation begins, which results in a very small number of nuclei. During the flowing course in the gap, the two points exhibit near-rigid translation, which can be confirmed by the extrusion process from Fig. 7(b) to Fig. 7(d). Therefore, the evolution of the microstructures in the zones which points P5 and P6 present is dominated by the grain growth when they are flowing in the gap between the two dies. However, when the two points encounter the outer edge of top die, they are hindered by the edge and undergo the plastic deformation again. In the case of point P5, its movement is stopped by the outer edge of the top die because it is located in the outer side of the wall. In the case of point P6, it flows into the groove of the top die after suffering from a severe plastic deformation because it is located in the inner side of the wall. As a consequence, a new round of DRX occurs in the zones that the points P5 and P6 strand for during the deformation of this stage, which can be confirmed by Fig. 9(e) and Fig. 9(f), where a plenty of new recrystallized grains nucleate at the grain boundaries of the coarse recrystallized grains. Because the effective strains in these two points increase sharply in the later stage, the new recrystallized grains are very fine due to high strain rates.
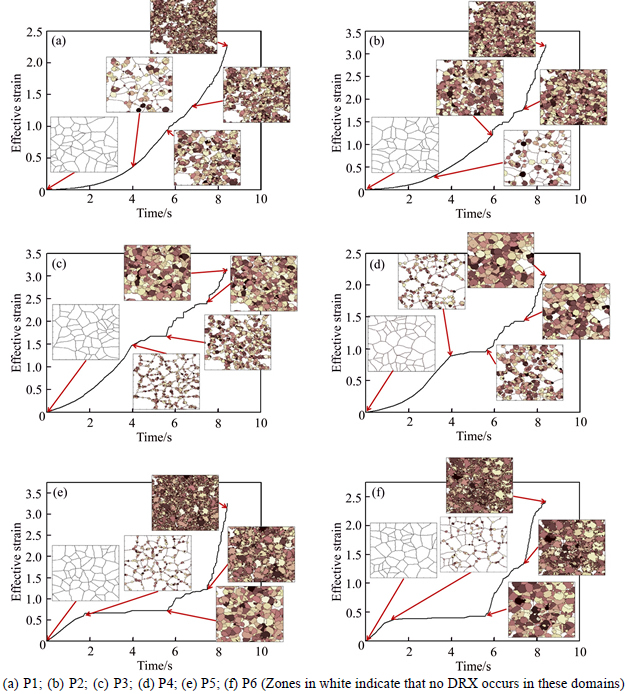
Fig. 9 Evolution of DRX microstructures with effective strain of isothermal extrusion for six typical points:
Figure 10 illustrates the final microstructures in the deformation zones which six typical points represent. It can be evident that the grains are very coarse in the deformation zones corresponding to points P3 and P4. However, grains are relatively fine in the deformation zones that points P1, P2, P5 and P6 stand for. The phenomenon can also be validated by the curves of mean grain size versus time, which are derived from CA simulation, as shown in Fig. 11. It can be seen from Fig. 11 that the evolution paths of the mean grain size for the six zones vary greatly. The mean grain size for the zones represented by points P1 and P2 exhibits continuous decline, and the mean grain size for the zones corresponding to points P3 and P4 remains nearly unchanged after a period of continuous decrease, which is attributed to the fact that the zones undergo little deformation in this stage. However, the mean grain size for the zones indicated by points P5 and P6 shows a two-stage decline, where the first stage is caused by the first round of DRX and the second stage is the result of the new round of DRX at later stage. Because the effective strain of point P5 is higher than that of point P6, the mean grain size of the zone presented by point P5 is smaller than that of the zone indicated by point P6. Figure 12 illustrates the variation of recrystallization fraction with time at various points. It can be found that the deformation history also has a significant influence on the paths and the results of recrystallization fraction of NiTi SMA pipe coupling. The zone indicated by point P5 possesses the lowest recrystallization fraction due to the continuous deformation, which causes the DRX to proceed round after round and the recrystallized grains have little chance to grow up.
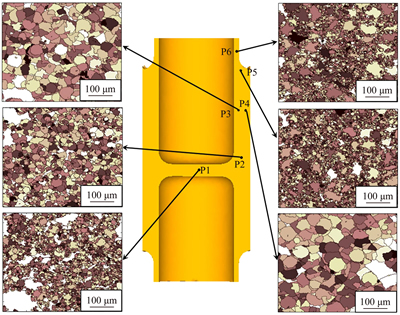
Fig. 10 Distribution of DRX microstructures for six typical points after isothermal extrusion
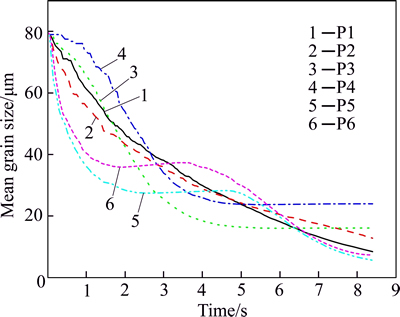
Fig. 11 Variation of mean grain size with time at various points
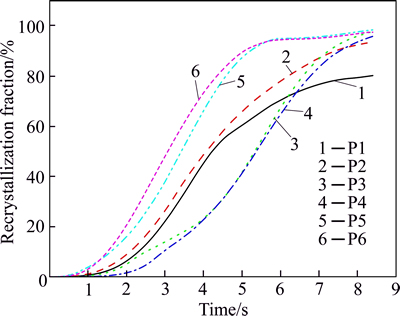
Fig. 12 Variation of recrystallization fraction with time at various points
4 Conclusions
1) In order to present the DRX microstructures in different deformation zones of the hot extruded NiTi SMA pipe coupling, a simulation approach combining FEM with CA was developed and the relationship between the macroscopic field variables and the microscopic internal variables was established. It can be concluded that the deformation history has a significant influence on both the path of the DRX evolution and the final result of the DRX microstructure, including the morphology, the mean grain size and the recrystallization fraction. In general, large plastic deformation leads to fine recrystallized grains, whereas the coarse recrystallized grains may be induced due to the occurrence of rigid translation during the deformation, even if the final plastic strain is very large.
2) The deformation mechanism of the NiTi SMA during hot working can be concluded as follows: The deformation is dominated by DRX, where the grains are able to be refined by the DRX due to the accumulation of dislocations. When the deformation in a region is successive during hot working, the grains are refined continuously. However, when the deformation in a zone is interrupted by a certain reason, such as the rigid translation or the cease of deformation, the grains are coarsened due to the grain growth induced by the heat.
References
[1] OTSUKA K, REN X. Physical metallurgy of Ti�CNi-based shape memory alloys [J]. Progress in Materials Science, 2005, 50(5): 511-678.
[2] JANI J M, LEARY M, SUBIC A, GIBSON M A. A review of shape memory alloy: Research, applications and opportunities [J]. Materials Design, 2014, 56: 1078-1113.
[3] JEE K K, HAN J H, JANG W Y. A method of pipe joining using shape memory alloys [J]. Materials Science and Engineering A, 2006, 438-440: 1110-1112.
[4] WANG L, RONG L J, YAN D S, JING Z M, LI Y Y. DSC study of the reverse martensitic transformation behavior in a SMA pipe-joint [J]. Intermetallics, 2005, 13(3, 4): 403-407.
[5] KHAMEI A A, DEHGHANI K. A study on the mechanical behavior and microstructural evolution of Ni60wt%-Ti40wt% (60Nitinol) intermetallic compound during hot deformation [J]. Materials Chemistry and Physics, 2010, 123(1): 269-277.
[6] MORAKABATI M, KHEIRANDISH S, ABOUTALEBI M, KARIMI T A, ABBASI S M. A study on the hot workability of wrought NiTi shape memory alloy [J]. Materials Science and Engineering A, 2011, 528(18): 5656-5663.
[7] HUANG Xu, LIU Yong. Effect of annealing on the transformation behavior and superelasticity of NiTi shape memory alloy [J]. Scripta Materialia, 2001, 45(2): 153-160.
[8] JIANG Shu-yong, ZHANG Yan-qiu, ZHAO Ya-nan. Dynamic recovery and dynamic recrystallization of NiTi shape memory alloy under hot compression deformation [J]. Transactions of Nonferrous Metals Society of China, 2013, 23(1): 140-147.
[9] JANSSENS K G F. An introductory review of cellular a modeling of moving grain boundaries in polycrystalline materials [J]. Mathematics and Computers in Simulation, 2010, 80(7): 1361-1381.
[10] YAZDIPOUR N, DAVIES C H J, HODGSON P D. Microstructural modeling of dynamic recrystallization using irregular cellular automata [J]. Computational Materials Science, 2008, 44(2): 566-576.
[11] SEYED S M, SERAJZADEH S. Simulation of static recrystallization in non-isothermal annealing using a coupled cellular automata and finite element model [J]. Computational Materials Science, 2012, 53(1): 145-152.
[12] SVYETLICHNYY D S, MUSZKA K, MAJTA J. Three-dimensional frontal cellular automata modeling of the grain refinement during severe plastic deformation of microalloyed steel [J]. Computational Materials Science, 2015, 102: 159-166.
[13] CHEN Fei, QI K, CUI Zhen-shan, LAI Xin-min. Modeling the dynamic recrystallization in austenitic stainless steel using cellular automaton method [J]. Computational Materials Science, 2014, 83: 331-340.
[14] TIMOSHENKOV A, WARCZOK P, ALBU M, KLARNER J, KOZESCHNIK E, BUREAU R, SOMMITSCH C. Modelling the dynamic recrystallization in C�CMn micro-alloyed steel during thermo-mechanical treatment using cellular automata [J]. Computational Materials Science, 2014, 94: 85-94.
[15] LIU Xiao, LI Luo-xing, HEI Feng-yi, ZHOU J, ZHU Bi-wu, ZHANG Li-qiang. Simulation on dynamic recrystallization behavior of AZ31 magnesium alloy using cellular automaton method coupling Laasraoui-Jonas model [J]. Transactions of Nonferrous Metals Society of China, 2013, 23(9): 2692-2699.
[16] LIU Y X, LIU Y C, LI H B, WEN D X, CHEN X M, CHEN M S. Study of dynamic recrystallization in a Ni-based superalloy by experiments and cellular automaton model [J]. Materials Science and Engineering A, 2015, 626: 432-440.
[17] ZHANG Yan-qiu, JIANG Shu-yong, LIANG Yu-long, HU Li. Simulation of dynamic recrystallization of NiTi shape memory alloy during hot compression deformation based on cellular automaton [J]. Computational Materials Science, 2013, 71: 124-134.
[18] LEE H W, IM Y T. Numerical modeling of dynamic recrystallization during nonisothermal hot compression by cellular automata and finite element analysis [J]. International Journal of Mechanical Sciences, 2010, 52(10): 1277-1289.
[19] DING R, GUO Z X. Microstructural modelling of dynamic recrystallisation using an extended cellular automaton approach [J]. Computational Materials Science, 2002, 23(1-4): 209-218.
[20] KUGLER G, TURK R. Modeling the dynamic recrystallization under multi-stage hot deformation [J]. Acta Materialia 2004, 52(15): 4659-4668.
[21] ROBERTS W, AHLBLOM B. A nucleation criterion for dynamic recrystallization during hot working [J]. Acta Metallurgica, 1978, 26(5): 801-813.
[22] DING R, GUO Z X. Microstructural evolution of a Ti�C6Al�C4V alloy during ��-phase processing: Experimental and simulative investigations [J]. Materials Science and Engineering A, 2004, 365(1-2): 172-17
[23] CHEN Fei, CUI Zhen-shan, LIU Juan, CHEN Wen, CHEN Shi-jia. Mesoscale simulation of the high-temperature austenitizing and dynamic recrystallization by coupling a cellular automaton with a topology deformation technique [J]. Materials Science and Engineering A, 2010, 527(21, 22): 5539-5549.
(Edited by YANG Bing)
Cite this article as:
ZHANG Yan-qiu, JIANG Shu-yong, ZHAO Ya-nan, ZHU Xiao-ming. Simulation of isothermal precision extrusion of NiTi shape memory alloy pipe coupling by combining finite element method with cellular automaton [J]. Journal of Central South University, 2017, 24(3): 506-514.
DOI:https://dx.doi.org/10.1007/s11771-017-3453-5Foundation item: Projects(51305091, 51475101) supported by the National Natural Science Foundation of China; Project(20132304120025) supported by Specialized Research Fund for the Doctoral Program of Higher Education, China
Received date: 2016-01-04; Accepted date: 2016-03-14
Corresponding author: JIANG Shu-yong, Professor, PhD; Tel: +86-13936266338; E-mail: jiangshy@sina.com
Abstract: In order to present the microstructures of dynamic recrystallization (DRX) in different deformation zones of hot extruded NiTi shape memory alloy (SMA) pipe coupling, a simulation approach combining finite element method (FEM) with cellular automaton (CA) was developed and the relationship between the macroscopic field variables and the microscopic internal variables was established. The results show that there exists a great distinction among the microstructures in different zones of pipe coupling because deformation histories of these regions are diverse. Large plastic deformation may result in fine recrystallized grains, whereas the recrystallized grains may grow very substantially if there is a rigid translation during the deformation, even if the final plastic strain is very large. As a consequence, the deformation history has a significant influence on the evolution path of the DRX as well as the final microstructures of the DRX, including the morphology, the mean grain size and the recrystallization fraction.
