ϡ�н���2010���5��
Al-Bi��ƫ���Ͻ�����֯�ݱ����ֵģ��
������ ���� ���ï ��Сΰ �ռ���
ժ Ҫ��
����Al-Bi��ƫ���Ͻ�����ͨ���ѻ������β�����Һ-Һ��ֽ⼰������˶���Ϊ, �����������ƽ����, ����������������������ּ�Һ���ܶ��غ㷽�̽�����ֵģ��, �����п������κˡ���ɢ����Stokes�˶���Marangoni�˶��ȶ��ָ�������������������, �����������˶��ٶȡ��ڶ���ߴ�ֲ����ڶ�����������ֲ��Լ�Һ���ܶȷֲ��Թ�ƫ���Ͻ����̵�����֯�ݱ估���ƫ����Ӱ�졣�������, ��ƫ���Ͻ����̹���������֯�ݻ��ڲ�ͬ�ε���ҪӰ�����ز�ͬ:���̳�ʼ����Ҫ���κ˺���ɢ����Ϊ��;�������ںͺ��ڵڶ���Ǩ���˶���Ϊ����ռ�������á����̹�����, ��������λ�����Ȼ�ù���������κ�, ���ԽϿ���κ����ʴﵽ����κ��ܶȡ��������̹��̲��ϵؽ���, �ڶ���СҺ���ܵ���Marangoni��ԼΪStokesճ������������, ��ʼ���������Ǻͱ�Ե�����������ĸ������ۼ�������ʱ��Ϊ1 sʱ, �������Ǻͱ�Ե�ڶ���СҺ�ε�����ֱ���͵ڶ����������������������λ��, ������ʱ��Ϊ5��7 sʱ, �ڶ���СҺ��ֱ�����������ľ���仯������б�������̹��̵Ľ��ж��仺, ��������������
�ؼ��ʣ�
����ѧ ;��֯�ݱ� ;��ֵģ�� ;Al-Bi��ƫ���Ͻ� ;
��ͼ����ţ� TG146.21
����飺 ������, ͨѶ��ϵ��, (E-mail:egwang@mail.neu.edu.cn) ;
�ո����ڣ� 2009-12-17
���� ����863�ƻ���Ŀ (2007AA03Z519); ������Ȼ��ѧ������Ŀ (50574027, 50901019); �ߵ�ѧУ��ʿѧ�Ƶ�ר����л��� (20070145062); �ߵ�ѧУѧ�ƴ������Ǽƻ���Ŀ (B07015) ����;
Numerical Simulation of Microstructural Evolution for Al-Bi Hypermonotectic Alloys
Abstract��
Basing on the mechanism of liquid-liquid decomposition and separation of Al-Bi hypermonotectic alloys, conservation equations of mass, momentum, energy, species and droplet density were simulated using two-phase volume averaging approach during solidification of the hypermonotectic alloys in the miscibility gap.In the simulation, several simultaneous physical phenomena were considered, including nucleation, diffusion growth, and Stokes and Marangoni motion.The main factors that influenced the microstructural evolution and macrosegregation were also analyzed, including the effects of two phases moving velocity, second phase size distribution, second phase volume fraction distribution, and second phase droplet density distribution.The simulation results indicated that the microstructural evolution in different stages possessed different main influencing factors.Nucleation and diffusion-control growth played a dominating role in the first stage, and then the second phase moving behavior gradually became more important.The undercooling firstly served as the driving force for the nucleation, and the maximal second phase density was reached by higher nucleation rate in the casting corners during solidification.The Marangoni force was two times bigger than the Stokes viscous resistance, and drove the second phase from the cool corners and surface regions to the hot casting center during solidification processing.At 1 s, the droplet diameter and volume fraction of the second phase in the corners and surface regions were higher than those in the center, but at 5 and 7 s, the curve slope of the droplet diameter of the second phase changing with the distance from casting center became smooth, and the rate of growth became slow.
Keyword��
material science;microstructural evolution;numerical simulation;Al-Bi hypermonotectic alloys;
Received�� 2009-12-17
ƫ���Ͻ���һ��������Ҫ��ҵӦ��ǰ���ͼ�ֵ�IJ���, ��Cu-Pb, Al-Pb, Al-Bi�ȺϽ���������ҵ�������еĸ��ϲ���
[1 ,2 ,3 ]
, �����������Ͳ��Ϲ�ҵӦ�õ�ǰ����ʹ�����еĵڶ���������������֯�о�����ɢ�ֲ��� Ȼ��, ��ƫ��ϵ��ͼ�ɼ�����Ͻ����ۻ�״̬�´���һ���ϴ����Һ���ѻ������� ��ƫ���Ͻ���������ѻ�������, Ѹ�ٷֽ�����ֻ������ܵ�Һ��, �ڶ���ķ��롢 �����γ����ص�ƫ�������ֲ�, ���������ڹ�ҵ�е�Ӧ�á� ���, �о�ƫ���Ͻ�Һ-Һ��ֽ⼰������Ϊ��������֯�ݱ����, ��������ƫ���Ͻ�ڶ��������������, ���Ʊ�����ƫ���Ͻ����Ҫ�о����ݡ� �������о���ƫ���Ͻ�Һ-Һ��ֽ⼰�����˶����ƵĻ�����, ��������ص������� ������ ������ ��ִ����Һ���ܶ���ѧģ��, �����������ƽ������ֵ����ƫ���Ͻ����ѻ������������κˡ� ��ɢ���� Stokes�˶���Marangoni�˶��ȶ������ع�ͬ���õĸ�����������, Ϊƫ���Ͻ�����̹��̵��о����������յĿ����ṩ��Ҫ���������ݺͷ�����
1 ģ�͵Ľ����ͼ��㷽��
������ֵģ��ѡ��Al-l0% (��������) Bi��ƫ���Ͻ�, �����ߴ�Ϊ90 mm��90 mm�� �ڽ�����ƫ���Ͻ��ѻ��������̹��̵���ѧģ��֮ǰ, �Ը�ģ�ͽ������¼���: ������������������Ӱ��; ���Եڶ���Һ�μ����ײ������; ���������ͬ�Ķ����ܶȺ�ճ�ȡ� �Դ�Ϊ����, ���������������κ�ģ���Թ����Ϊ����������Һ���ܶȷ���, ���ڶ���СҺ����Ϊ������״��������ɢ����ģ��
[4 ,5 ]
, ��Stokes�˶���Marangoni�˶�����
[6 ,7 ,8 ]
������������Դ��, ��������ƽ�����ʷ���ԭ���������������Ũ�ȱ仯����ִ��䷽��, ��϶�������ֵ����ԭ��������������ѧģ��
[9 ]
�� Ϊ�˱�֤ģ������ȷ��, ��������ģ�;����� 5 mm��5 mm�ı��νṹ����Ԫ������ɢ�� ������ҵ�����ݻ�������FLUENT����ʽ������̬����Ķ����غ㷽�̡� �����غ㷽�̡� �����غ㷽�̡� ��ִ��䷽�̺͵ڶ���Һ���ܶȷ���, ����������ִ��䷽�̺�Һ���ܶȴ��䷽��Ϊ�û��Զ����������, ���غ㷽��Դ��ֱ��ڸ��Զ����Դ����ڲ���UDF���ʵ�֡� ������Χ���õڶ���߽�������������ɢ�ȵĶ�������ϵ��Ϊ 750 W/ (m2 ��K) �� ������ֵģ�ⲻ����ƫ����Ӧ����������ƫ���¶ȵ㡣 Ϊ�˽�ʡ����ʱ��, ��������Ӧʱ�������, ��������㾫�� (�������غ㷽��1��10-6 ����, �����Ϊ1��10-4 ) , ��ϸ���������̼�ͼ1��
2 ������������
Ϊ�˷���������, ������ȡҺ��ֱ���� ���������Һ���ܶ����������������� (0��60 mm) �ľ���ֲ��Ľڵ�ֵ, �ɴ˻�����̹��� (��1, 5, 7 s) �и�����������������ľ���仯�ķֲ����ߡ�
2.1�ٶ�ʸ���ֲ�������֯�ݻ���Ӱ��
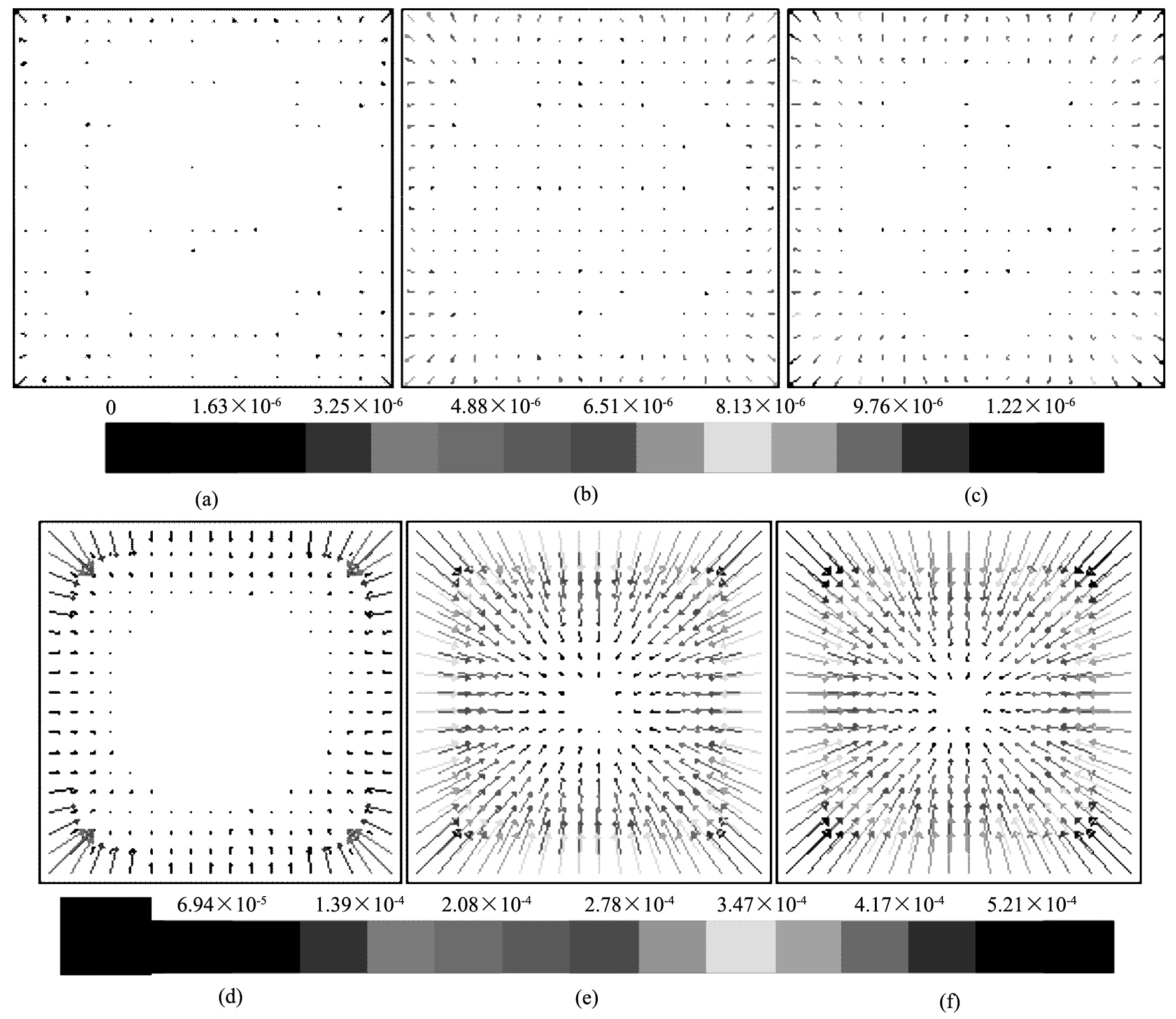
��ͼ2��ʾ, Һ�������������ͬ�����Բ����˶�, ��ʱMarangoni�˶��ǽ�����������Ҫ����
[10 ,11 ]
�� Marangoni�����¶��ݶȡ� Һ�γߴ��Լ�Һ�������ȶ�������Ӱ��, �����ĽǾֲ��¶Ȳ��ϵĽ���, �ڶ���СҺ�ο�ʼ���������κ˲�����, ����λ�õ��¶��ݶ�Ҳ���½���������, Marangoni��������ĵڶ���СҺ�ε�Ǩ���˶�Խ�����ԡ� ���ٶ�ʸ���ķ����֪, Marangoni������ڶ���СҺ�δ����ܽ����������������Ľ��������ƶ�, ���������������ƶ�, ������Ϊ�ڶ���СҺ���뿪�Ŀռ�����ɻ���������� �ڶ���СҺ�ε��ƶ������½������Χ�߽��������ڶ���СҺ�ε����, �������ĵڶ���СҺ�εĸ����� ���ٶ�ʸ���Ĵ�С���ٶ�ʸ�������䶼���Կ����ڶ���СҺ����Marangoni�������������˶��ٶ�Զ���ڵ�һ����˶��ٶ�, ������Ҫȡ��������ٶȵ�Stokesճ�����������˻�������ڶ���СҺ�ε�����˶�, �����ɼ����֪��Ҫȡ�����¶��ݶȵ�Marangoni��ԼΪStokesճ�������Ķ���, �⽫���µڶ���СҺ����Marangoni��������������������ۼ�, ����������������ƫ���Ͻ�����ɢ�ֲ�����Ҫԭ��֮һ�� ������ҵ���Ч���Ƶڶ���Marangoni�˶���ƫ���Ͻ��Ʊ�����, ������ĸ���ƫ���Ͻ�������֯�ĺ��ƫ����
ͼ1 ����������ͼ
Fig.1 Flow chart of the solution procedure
2.2�ڶ���ߴ�ֲ�����������ֲ�������֯�ݻ���Ӱ��
���ѻ��������̹��̵ij�ʼ��, �κ˺���ɢ�����������Ҫ֧������
[12 ,13 ]
, ���ڵڶ���СҺ��������������Ե������κ�����Ĺ���ȿ�ʼ�κ˲�����, ��˵���ͬһʱ��������Ե�ڶ���СҺ�ε�����ֱ���͵ڶ������������������������λ��, ��ͼ3��4��ʾ�� ���������IJ�����ȴ, �ڶ���СҺ�εijߴ���ڶ�����������������ӡ� ��������Եλ�õ������̺���ʱ, ����ɢ���Ƴ���ĵڶ���СҺ�λ���ֹͣ����, ����ʱ������������ (10��40 mm) λ�ô��ĵڶ���СҺ������������������, �ҵڶ���СҺ��ֱ�����������ľ���仯������б�������̹��̵Ľ��ж��仺, ���������������� ������������ȫ�������̹�������, ��λ�ô��ڶ���СҺ�γߴ�ֲ����ھ��ȡ� Һ���ܶ���ͬ (5��7 s) �����, ���ڵڶ����������������ֱ��������, ��ͬʱ�̵ĵڶ�����������ֲ����ƽϳߴ�ֲ����Ƹ�Ϊ���͡�
ͼ2 ��ͬʱ��ҺҺ���������ٶȷֲ�ʸ��ͼ (m��s-1)
Fig.2 Simulated velocity vector distribution at different solidified times (t ) for Al-10%Bi alloy (a) �� (c) Minority phase velocity vector distribution at 1, 5 and 7 s; (d) �� (f) Second phase velocity vector distribution at 1, 5 and 7 s
ͼ3 ��ͬʱ�̵ڶ���СҺ��ֱ���ֲ�
Fig.3 Simulated second phase size distribution at different solidified times
ͼ4 ��ͬʱ�̵ڶ�����������ֲ�
Fig.4 Simulated second phase volume fraction distribution at different times
2.3Һ���ܶȷֲ�������֯�ݻ���Ӱ��
�ɵڶ���СҺ�������κ�ģ��
[14 ,15 ]
��֪, Ӱ��Һ���κ����ʵ���Ҫ����Ϊ����Ⱥ��¶ȱ仯�ʡ� ���й̶�DZ��Һ���κ�λ�õ�������Ԫ��ö�Ӧ�Ĺ����ʱ, ��Դ�����Һ���κ����ʲ�ͨ��ʱ��Ϳռ�Ļ��ֿɵø�λ��Һ���ܶ� (��λ���Һ�ε�����) , ����Ԫ��õ����¶ȱ仯�Ĺ����С�ڸõ�Ԫ������õ��������ʱ, ����������Һ���κˡ� ��ͼ5��ʾ, ��������λ�����Ȼ�������������Һ���κ�, ���ԽϿ��κ�����ʹ�������������̳�ʼ�δﵽ�ϸߵ�Һ���ܶ� (5.3��1012 m-3 ) , ��ͬһʱ�����ڽ�С�Ĺ���Ⱥͽϵ͵��¶ȱ仯�ʵ��¿�������λ�õ�Һ���ܶȻ���Ϊ��, ����κ˹���ȷֲ��IJ��������γɾֲ���ߴ�Һ�ε���Ҫԭ�� ���̹��̺��ڸ�λ�õ�Һ���ܶȷֲ����ھ���, ������Ϊ������Ԫ��ʵ�ʹ���ȿ�ʼС�ڸõ�Ԫ����õ��������, ��������Һ���γ�, Һ���ܶȱ��ֺ㶨��
ͼ5 ��ͬʱ�̵ڶ���СҺ���ܶȷֲ�ͼ
Fig.5 Simulated second phase droplet density distribution at different solidified times
3 �� ��
1. �ѻ��������̹��̵ij�ʼ��, �κ˺���ɢ������֧������, �ڶ���СҺ�ε�ֱ������������ ����, �����¶ȵIJ��Ͻ���, �ڶ���СҺ�γߴ�ֲ���������С, �ߴ�ֲ������ھ���, ˵�����̺�����ɢ�����������Խ��͡�
2. ��Ҫȡ�����¶��ݶȵ�Marangoni��ԼΪStokesճ�������Ķ���, �⽫���µڶ���СҺ����Marangoni��������������������ۼ�, ���������������ƫ���Ͻ�����ɢ�ֲ�����Ҫԭ��֮һ��
3. ��������λ�����Ȼ��������������κ�, ���ԽϿ���Һ�κ�����ʹ�������������̳�ʼ�δﵽ�ϸߵ�Һ���ܶ� (5.3��1012 m-3 ) , ����ȷֲ��IJ��������γɾֲ���ߴ�Һ�ε���Ҫԭ��
�����
[1] Song Tao, Wang Tongmin, Zhao Jiuzhou, Xue Guanxia, LiTingju.The progress of preparation techniques of homogeneousimmiscible alloy[J].Foundry, 2007, 56 (10) :1025. (����, ��ͬ��, �Ծ���, Ѧ��ϼ, ��͢��.�����ѻ��ܺϽ��Ʊ������о���չ[J].����, 2007, 56 (10) :1025.)
[2] Djordje M, Joachim G, Rainer S F.Solidification paths of mul-ticomponent monotectic aluminum alloys[J].Acta Materialia, 2008, 56 (18) :5214.
[3] Wang Jiang, Zhong Yunbo, Wang Zhiqiang, Ren Weili.Solid-ification of Zn-30wt%Bi monotectic alloy by superimposing highstatic magnetic field and AC current simultaneously[A].6th In-ternational Conference on Electromagnetic Processing of Materials[C].Germany, 2009.326.
[4] Ratke L, Diefenbach S.Liquid immiscible alloys[J].Materi-als Science and Engineering, 1995, 15 (7) :263.
[5] Wu M, Ludwig A.Using a three-phase deterministic model forthe columnar-to-equiaxed transition[J].Metallurgical and Mate-rials Transactions A, 2007, 38A (7) :1465.
[6] Young N O, Goldstein J S, Block M J.The motion of bubblesin a vertical temperature gradient[J].Journal of Fluid Mechan-ics, 1959, 6 (03) :350.
[7] Kaptay G.On the temperature gradient induced interfacial gra-dient force, acting on precipitated liquid droplets in monotecticliquid alloys[J].Materials Science Forum, 2006, 508:269.
[8] Zhao J Z.The kinetics of the liquid-liquid decomposition underthe rapid solidification conditions of gas atomization[J].Materi-als Science and Engineering:A, 2007, 454-455:637.
[9] Wu M H, Ludwig A, Buhrig-Polaczek A, Fehlbier M, Sahm PR.Influence of convection and grain movement on globular e-quiaxed solidification[J].International Journal of Heat and MassTransfer, 2003, 46 (15) :2819.
[10] Ratke L, Diefenbach S, Prinz B.Marangoni motion duringmelting of a hypermonotectic alloy-numerical simulations for theD2 experiment ihf04[A].Proceedings Vlllth European Symposi-um on Materials and Fluid Sciences in Microgravity[C].Brus-sels, Belgium, 1992.495.
[11] Ratke L.The effect of marangoni convection on fibrous mono-tectic growth[J].Metall.Mater.Trans., 2003, 34A:449.
[12] Liu Y, Guo J J, Jia J, Li Y X.Simulation of nucleation andcoalescence of second phase droplets during earth-based solidifica-tion process of immiscible[J].Transactions of Nonferrous MetalsSociety of China, 2005, 15 (3) :479.
[13] Zhao Jiuzhou, Li Haili, He Jie.The effect of the interaction be-tween the minority phase droplets on the nucleation behavior dur-ing the liquid-liquid phase transformation[J].Science in ChinaSeries G:Physics, Mechanics&Astronomy, 2007, 50 (4) :467.
[14] Ratke L, Beckermann C.Concurrent growth and coarsening ofspheres[J].Acta Materialia, 2001, 49 (19) :4041.
[15] Wu MH, Ludwig A.A three-phase model for mixed columnar-equiaxed solidification[J].Metall.Mater.Trans, 2006, 37A:1613.