
`DOI��10.19476/j.ysxb.1004.0609.2019.04.05
6061���Ͻ���H13ģ�߸ֹ������Ӵ�����ϵ���ķ��������
��־��1, 2��������2���� ��2���� ��2
(1. �ϻ���ѧ ��е����ѧԺ������ 421001��
2. ���ϴ�ѧ ���������Ƚ������������ص�ʵ���ң���ɳ 410082)
ժ Ҫ��
����FORTRAN���Խ����������һά���ȴ����ļ����������Ƶ��ȵ�ż����ʵ��װ�ã���Ч�о�6061���Ͻ�ѹ�Ͳ�����������������H13ģ�߸ֽ����˲̬������Ϊ��̽�ֳ�ʼ�¶ȡ��Ӵ��غɡ�����ֲڶȺ���������ԽӴ�����ϵ����Ӱ�졣���������˲̬����ϵ���ڿ�ʼ�Ӵ��Ķ�ʱ����(5 s)����������Ȼ����������ijһ�ȶ�ֵ��������ƽ���Ӵ��¶ȴ�111.5 ������211.5 ��ʱ���Ӵ�����ϵ��Ѹ�����ӡ���һ����߽���ƽ���Ӵ��¶ȣ��Ӵ�����ϵ�����������½������ű���ֲڶȵ����Ӵ�����ϵ����С����1.66~2.05 ��m��Χ��Ӱ����Ϊ�����������غɵ����ӣ��Ӵ�����ϵ�����������������½���������������Ͻ�H13��ʱ�ĽӴ�����ϵ������Ҫ��H13�ֵ����Ͻ�ĽӴ�����ϵ����
�ؼ��ʣ�
6061���Ͻ���H13�������ȴ������Ӵ�����ϵ����Ӱ��������
���±�ţ�1004-0609(2019)-04-0700-09���� ��ͼ����ţ�TG 301���� ���ױ�־�룺A
���Ͻ���е��ܶȡ���ǿ�Ⱥͱȸնȸߡ��� �պ�����Ⱦ��һϵ���ŵ㣬���������ʻ�������� ��[1-2]���Ͳ��DZ������Ͻ��ڳ����ṹӦ���е���Ҫ��ʽ�����������Ͻ��Ͳ�ͨ����Ҫ���к��������ӹ�����ͳ����ӹ�������ص��ͽ����������⣬���Ѵﵽװ�侫��Ҫ������������⣬�������߿�����ǰ�ڷ�����һ�ּ�ѹ-����һ�廯�ӹ��¼���[3-4]��ͨ���ڳ�����ʽ��ѹ������λ������һ��λ�ú���ת�Ƕȿɵ����������Ͳ�����������Ӧ�ĵ������װ�ã�ʹ�Ͳļ���ģ�ں�������״̬��ֱ�ӷ����������Σ��Ӷ�����ص��ͽ����������⡣��ѹ�Ͳ��������������У��������ͲĵĽӴ�����ϵ����Ӱ�������Ͳĺ������¶ȳ���Ӧ���ֲ��ľ����ԣ�����Ӱ��ص��ͽ������Ĵ�С����ֵ�������о���ѹ�Ͳ����������������Ҫ�ֶΡ��������Ͳ�֮��Ĺ���Ӵ�����ϵ����Ӱ����澫����Ҫ�ı߽��������ܹ����¶ȡ��Ӵ��غɡ�����ֲڶȺͲ������͵�����Ӱ�죬ҪȷԤ������ʮ������[5-7]��Ŀǰ���ڳ�����ֵ�����У��Ӵ�����ϵ����Ҫͨ����������ȡ�����·��澫�Ƚϵ͡���ˣ��������ͲĽ��洫��ϵ���ľ�ȷ��⣬�Լ�ѹ�Ͳ������������̵���ֵģ���Լ����ι��ղ������Ż���������Ҫ���ã������й������Ͳ�֮����õĻ��ȱ߽�����Ӧ�ܾ����ܵĽӽ�ʵ�������
��������������ѧ�߲�����̬�������Բ�ͬ���ϼ�ĽӴ�����ϵ�������˴����о������һЩ�м�ֵ��ʵ������[8-12]����ʵ���ȼӹ��Dz����빤ģ�ߵ�˲̬�Ӵ����̣���������������̬�Ӵ������кܴ�����������ܲ�����̬�����������⡣��������˲̬�Ӵ����ȹ��̵��о����٣�BAI��[13]����һά���ȴ������������ֵ���漼���о��˽Ӵ��غɡ����ʺ�Ⱥͱ���ֲڶȶ�Ti-6Al-4Vȼ���ֻ�ҶƬ�ȶ����й�����H13ģ�߸ֽ��滻��ϵ����Ӱ�졣TARIQ��[14]���һά������ʵ���Ϸ����������о��˱���ֲڶȺͽӴ��غɶ�ͭ����ͭ�Ͳ���ֲ��ϽӴ�����ϵ����Ӱ�졣FIEBERG��[15]���ú�������ǶԲ�ͬ�¶ȵ����Ͻ�ֽӴ����˲̬�¶ȳ����в�����ͨ�����˲̬�ȴ������̵õ�˲̬�Ӵ�����ϵ�������ڵ�[16]�������Ƶ�˲̬�Ӵ�����ϵ������װ���о���TP2ͭ��3Cr2W8Vģ�߸ֵ�˲̬�Ӵ�������Ϊ��ABDULHAY��[17]�����������ѹ����ص�USIBOR1500P������ģ�߽����ĽӴ����躯����ϵʽ����ĿǰΪֹ��6061���Ͻ���H13����ģ�߸ֵ�˲̬�Ӵ����ȷ�����о���δ����ر�����
���IJ���FORTRAN���Խ����������һά���ȵķ����������Ƶ��ȵ�ż��������װ�ã���Ч�о���ѹ�Ͳ���������������6061���Ͻ���H13ģ�߸ֵ�˲̬�Ӵ����ȹ��̣���ò�ͬ���������µĽ����¶ȼ�ƽ����������ϵͳ̽�ֳ�ʼ�¶ȡ��Ӵ��غɡ�����ֲڶȺ���������ȹ��������ԽӴ�����ϵ����Ӱ����ɡ��о������Ϊ���Ͻ�ѹ�Ͳ��������������нӴ����ȼ���ֵģ���ȱ߽�������ȷ���ṩ���ۻ�����
1 ������淴�ȴ����㷨
���ȴ��������������������෴�����ȴ����㷨����������ͨ�����Ӵ������ڲ���֪���¶ȳ�������֪���ı߽����������÷��ȴ����㷨�����滻��ϵ��ʱ������ͨ�����Ӵ������ڲ���֪���¶ȳ�������������������ͨ��ʽ(1)������滻��ϵ����
 (1)
(1)
ʽ�У�h�ǽ��滻��ϵ����W/(m2��K)��qΪ����������W/m2��T1��T2�ֱ������Ӵ�����ı����¶ȣ�K��
�ڷ�������������滻��ϵ��ʱ��ÿ�ε������㶼��Ҫ��������¶ȳ�M�Σ����������ʵ�鷽��ʱ��ͨ������������ģ�ͼ�ʹ������洫������һά����ģ�ͣ��¶�ֻ��������ı仯������������������ı仯���Һ��Զ�����������������Ӱ�죬�ܴ���������������ļ��������Ӷ���߷����Ч�ʡ���ˣ����IJ��ù���һά����ģ�͵�Ч������ѹ�Ͳ������������̹������ͲĵĽӴ�������Ϊ��һά���ȴ����㷨���������У�����BECK��[18]����ķ�����ϵ�й��㷨���Խ���ʱ��仯������q(t)�ֳ����ɸ�ʱ��������ɢֵ(qi =q1, q2,��, qN)����ͼ1(a)��ʾ�����⣬�����������ڲ��ȵ�ż�¶ȵ���Ӧ�ͺ��ڹ��������¶ȱ仯����������ÿ������ʱ�����ڵ�����qiʱ������qi��R����ʱ������Ϊһ��������RΪδ��ʱ�䲽������ͼ1(b)��ʾ��δ��ʱ�䲽��R����ȷѡ�������ڸ��Ʒ����㷨���ȶ��ԡ�

ͼ1 ��������ɢ�������
Fig. 1 Schematic illustration of discrete heat fluxes in inverse algorithm
���÷��ȴ����㷨����������ʱ����Ҫ������Ӧ�ļ������������δ��ʱ�䲽��R�����������ʱ�䲽�����ȡ�������������оݡ���ʼ�¶ȳ��Լ���ʼ�²�������ȡ�����������ɺ�ʼ������⣬�����ķ��ȴ����㷨������ͼ2��ʾ������һ������ʱ�����ڵ�����q1����������õ���ѭ��������һ������ʱ�����ڵ�����q2���ܶ���ʼ��ֱ��ÿһ������ʱ�����ڵ�����qi��ȫ������õ�Ϊֹ������ÿһ�����ȵ�����qi��ͨ�������¶�������¶����ֵ��С���оݵ��������ã�����ʽ(2)��ʾ��
 (2)
(2)
ʽ�У�M������δ֪�������� Ϊ��
Ϊ�� ʱ���ڻ���
ʱ���ڻ��� �ļ����¶ȣ�
�ļ����¶ȣ� ����ʱ���ڵIJ����¶ȣ�����F��ͨ�����������Ŀ�꺯����
����ʱ���ڵIJ����¶ȣ�����F��ͨ�����������Ŀ�꺯����
��ÿһ�ε����������qi�����У���qͨ����ʽ���㣺
 (3)
(3)
ʽ�У�S������ϵ����������Ϊ�ڽӴ������ڲ�ijλ�õ��¶����ŵ�λ�����仯����Ӧ��������ͨ����ֵ��ֵķ������Ƽ���õ��������ʽ���£�
 (4)
(4)
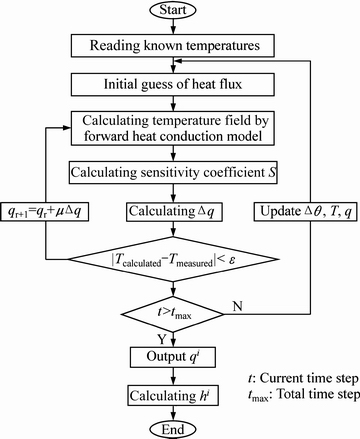
ͼ2 ������淴�ȴ����㷨����ͼ
Fig. 2 Flow chart of inverse heat conduction algorithm for solid interfaces
ʽ�У�i=1, 2, ��, N��k=1, 2, ��, P������һ����ֵ��ּ�����õĺ�Сֵ��һ��ȡֵ0.001��
�ڵ�����������ʱ��ͨ��һ������ֵ��q���� ��һ���ӽ�1ֵ������ϵ���̱�ʹ�����ȶ����������������㷽����ʽ(5)��ʾ��
��һ���ӽ�1ֵ������ϵ���̱�ʹ�����ȶ����������������㷽����ʽ(5)��ʾ��
 (5)
(5)
��ʽ(2)�в������¶��������¶Ȳ�ֵ����������������ֵʱ���� ��
�� ����ǰʱ�䲽�������Ա�������õ���Ȼ����ʱ�õ��Ľ�������ֵ��Ϊ������һʱ������ֵ
����ǰʱ�䲽�������Ա�������õ���Ȼ����ʱ�õ��Ľ�������ֵ��Ϊ������һʱ������ֵ ʱ�ij�ʼ����ֵ���ظ�����Ĺ��̣�ֱ������ʱ���ڵ�����q(t)������õ�Ϊֹ�����IJ���Fortran���Ը���ǰ�����ȴ������۽����������һά���ȵķ������ò�ͬ�����µĽ����¶ȼ�ƽ��������������ʽ(1)���ռ���õ��������ĽӴ�����ϵ����
ʱ�ij�ʼ����ֵ���ظ�����Ĺ��̣�ֱ������ʱ���ڵ�����q(t)������õ�Ϊֹ�����IJ���Fortran���Ը���ǰ�����ȴ������۽����������һά���ȵķ������ò�ͬ�����µĽ����¶ȼ�ƽ��������������ʽ(1)���ռ���õ��������ĽӴ�����ϵ����
2 ���鷽��
����Ӵ�����ϵ���ķ������������һά������滻�����飬ȷ��ģ�͵ij�ʼ�������߽����������������Բ�����Ȼ��ͨ��ѹ�������ȡ���Ӵ������ڲ����¶����ݣ���������ģ���������²���������Ӷ��õ��Ӵ�����ϵ������ˣ���Ϊ���滻��ϵ������������֪���ݣ��������ڲ�ijЩ����¶�������Ҫͨ�������á�
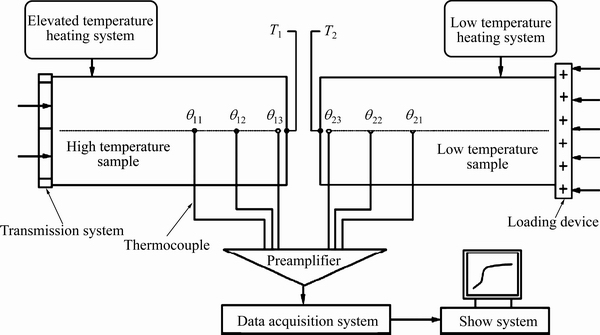
ͼ3 ������װ�ù���ԭ��
Fig. 3 Principle diagram of inverse heat transfer device
ͼ3��ʾΪ�������Ӵ���������װ��ԭ��ͼ��ʵ��װ���ɼ���ϵͳ������ϵͳ������װ�á����ݲɼ�ϵͳ��PC�ն˻���4������ɡ�����ϵͳ���õ�ż��ȣ����ȵ���˿�ھ������������һ���������������ʽ���ƣ�������¶ȿ��Դﵽ700 �����ϣ��²Χ���Կ����� ��2 �����ڣ�ͨ�����ƹ��ʴ�С������������Ҫ�ﵽ���¶ȣ�����ʵ������ѹ�����½��У�����װ�ò��ü����ֶ���ʽ������װ�õ�����غɿ��Դﵽ50 MPa�����ݲɼ�ϵͳ�ɶ�ͨ���ɼ�ģ�顢R���ȵ�ż��������ɡ����Զ�����ĸ���A/D ת����ͨ��16 ͨ����ǰ�˷Ŵ�彫�����ȵ�ż�ĵ�ѹ�ź�����ɼ�������ʵ��ģ��������������ת�����ȵ�żһ�˷ֱ��������ڲ������¶ȵ��11����12����13�ͦ�21����22����23��������һ�����¶����ݲɼ�ģ���������ɼ�ģ��ͨ��USBת�������ɼ��¶ȴ���PC�ն˴洢��
ʵ����Ϸֱ�ΪH13ģ�߸���6061���Ͻ���������ߴ�Ϊֱ��20 mm������50 mm����ʹ����Ӵ����ȿɽ��ƿ���һά���ȡ���������Ĵֲڶ�ͨ�������ӹ���á��ھ�����������3��10��20 mm���������������Ϸֱ���ȡֱ��Ϊ2 mm�����Ϊ10 mm���ȵ�ż��װ�ף�����ʵ�������ͨ���¶Ȳɼ�ϵͳʵʱ�ɼ�����������¶ȱ仯���ߡ��ȵ�ż�ڰ�װ����ʹ�����¹轺�����ܷ⡣Ϊ������ȵؼ���������Ķ������Ⱥͷ��任�ȣ�ʹ������ʯ�Գ�����������ı��澭���ܷ�������������㸲�������Խ�һ����С����С��
һά����ʵ��������ѹ���������ʵ��(��ͼ4[6])��Ϊ���������Ӵ�ʱ����ƫ�ã������º������Ƚ��ж��е�������������ǰ�Ƚ�3�������ȵ�ż��ͼ3�е�λ�ð�װ�ã��ȵ�ż��һ������NIUSB- 9213��Ȼ��ͨ������˿�������趨�¶ȡ����¿����ʱ�����¶Ȳɼ�����������Ӻã�ͨ������ʵʱ��������¶ȣ����ú����ݲɼ�ģ�����Ӧʱ��Ϊ0.1 s�������侭��У�����������ȵ�ż�¶Ȳ�С��0.2 ������������Ԥ���¶�ʱ��ͨ��ѹ����������������ƶ�����������ٽӴ�������Ԥ���趨���غ��ɼ���װ��ʩ�ӵ��Ӵ����ϡ����ͬʱ���¶Ȳɼ�ϵͳͨ�������ȵ�ż��ǰ�˷Ŵ���A/D ת�����������ڲ������µ���¶Ƚ���ʵʱ�ɼ�����ʾ��
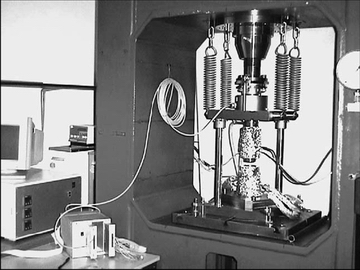
ͼ4 һά���崫������װ��[6]
Fig. 4 Photograph of experimental device for one- dimensional heat transfer[6]
3 ����������
3.1 ���ȴ�����������֤
ͨ��R���ȵ�ż��õĽ������13�ͦ�23������¶���Ϊ���������������������ķ��������Լ����Զ�����11�ͦ�21����������¶ȣ�Ȼ����ʵ���õ��¶Ƚ��бȽϣ���֤�����㷨�Ŀɿ��Լ�ȷ�ԡ�ͼ5��ʾΪ��ͬ���������·����¶���ʵ���������ĶԱ�ͼ����ͼ5��֪�����ֲ�ͬ�Ӵ����������£����Ͻ�����Զ�������¶ȷ���������ʵ������������ӽ�һ�£������Ͻ�������ȣ�H13��Զ������¶ȷ���������ʵ����������ڳ�ʼ�Ӵ���Ҳ�ǺϽϺã�����100 s�Ժ����ȴ����һ��ƫ���������¶��Ը���ʵ������¶ȣ�������֮����8 �����ڡ��������ԭ������У��������ɱ��������绷�������Ƚ������Ӵ��������ܴ���С�����ʿ����Լ��ȵ�ż�IJ��λ�ò�����ȫ�������������������ϵȣ���Щ���صĴ���ʹ�÷��������¶�Ҫ�Ը���ʵ������¶ȡ���������ϵͳ���ԣ������5 %���ڣ�֤���˷��������㹻�ľ��ȼ����Ŷȡ�
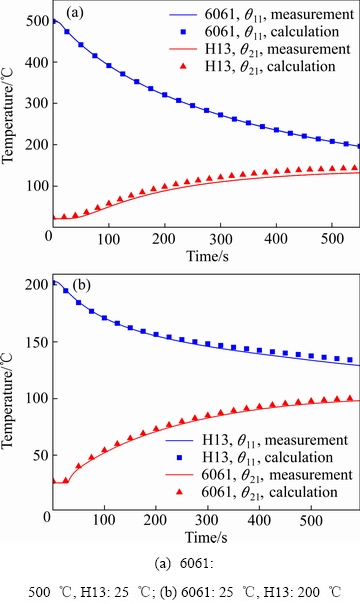
ͼ5 ���������ʵ�������У���������¶�����
Fig. 5 Comparison of characteristic point temperature measured and calculated at verification position
3.2 �¶���ȴ���߷���
���ݴ���ѧ���ۣ��ߵ��������Ӵ��Ժ�����潫�������ҵ����������������ڲ��¶ȳ������·ֲ���������滻�ȽΣ��������ĸ��������¶�������ͼ6��ʾ���ý����Ӧ����������Ϊ�����Ͻ������¶ȳ�ʼΪ500 �棬H13��������ʼ�¶�Ϊ25 �棬H13��������ֲڶ�ֵRa=18.38 ��m�����Ͻ���������ֲڶ�ֵRa=4.14 ��m����ͼ6��֪�����Ͻ���������ڲ�������������¶ȶ������˿����½�����Ի����½������Σ��¶Ƚ�����ߴﵽ300 �����ң���3����������¶����߲�����Խ�С�����ڵ�������H13�֣�����������¶ȶ��ȼ������������ֵ��Ȼ�����½����ﵽ�ȶ����Ժ�������������¶Ȳ���Խ��ԽС��Ȼ��������������Ͻ�ͬ��H13�ֵ��������Ӵ�������¶�����������죬���ȴﵽ��ֵ���¶����ӵ�193 �棻��������ԽԶ����������Խ����������С���Ҳ��С������Ҫ���������Ͻ�ĵ���ϵ��Զ����H13�ֵĵ���ϵ�����������ܸ��ã��������������¶Ȳ����С��
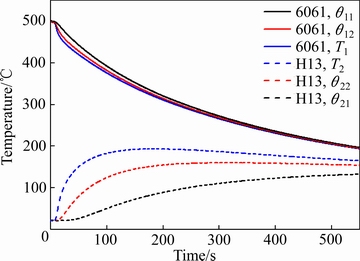
ͼ6 6061���Ͻ��H13�ֽӴ����������¶���ʱ��ı仯
Fig. 6 Change of characteristic point temperature with time after contact of 6061 alloy and H13 steel
3.3 ��ʼ�¶ȶԽӴ�����ϵ����Ӱ��
ͼ7��ʾΪ����ͬ����Ӵ��������¶ȶԽӴ�����ϵ����Ӱ�졣��������������ǣ��Ӵ��غ�Ϊ2.5 MPa��H13��������ֲڶ�ֵRa=18.38 ��m�����Ͻ���������ֲڶ�ֵRa=4.14 ��m����ͼ7��֪����ͬ�¶������µĽӴ�����ϵ����ʱ��仯�Ĺ��ɻ���һ�¡��ߵ��������ڿ�ʼ�Ӵ���5 s��ʱ�����ڣ��ڽӴ��غɵ������½�����巢�����Ի����Ա��Σ��Ӵ����Ѹ������ʹ����֮�䷢�����ҵ��Ƚ������������ڶ�ʱ�������ӵ���ֵ���������������¶�Ѹ�ٽ��ͣ��������������¶ȿ������ߣ��¶��ݶȴﵽ���ʹ����ϵ���������������ֵ��֮�����������¶��ݶȵļ�С������Ч�����ͣ�ͨ�������ƽ����������ʼ�½��������²�Ҳ��Ӧ���ͣ��������ʱ�����²�����ʸ���ƽ���������½������ʣ����ֲ���Խ��ԽС�����ʹ�ýӴ�����ϵ���Գ��������ƣ����������ʼ�С������һ�����ڣ�����ϵ����ֵ��ʼ�½����������ڴ˶�ʱ����ͨ���������������½����ʿ�ʼ�����²���½����ʣ���ʹ���ߵı�ֵ����h��ֵ��ʼ���½����ơ��¶ȶԽӴ�����ϵ��Ӱ��ʮ�������������¶ȵ����ӣ�100 s���ڽӴ�����ϵ�����ӵ�������������
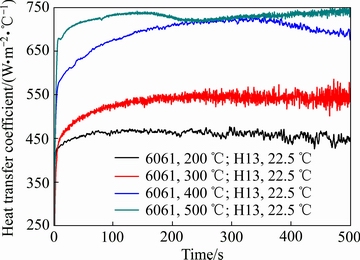
ͼ7 ��ʼ�¶ȶԽӴ�����ϵ����Ӱ��
Fig. 7 Effect of initial temperature of 6061 alloy on heat transfer coefficient
ͼ8��ʾΪ��ͬ����ƽ���Ӵ��¶��µ���̬�Ӵ�����ϵ������ͼ8��֪��������ƽ���Ӵ��¶�Ϊ111.5 ��ʱ������ϵ��Ϊ474 W/(m2����)�����ŽӴ�ƽ���¶Ƚ�һ�������ӣ��Ӵ�����ϵ�������ӡ�������ƽ���Ӵ��¶����ӵ�211.5 ��ʱ������ϵ�����ӵ�717 W/(m2����)����ȵ�������51.26 %������Ҫ�����ڽ���Ӵ��¶����ߣ����ϵ�����ǿ�Ⱥ͵���ģ�����ͣ����¼��ؽӴ�ʱ�������������ĵ����Ա��Σ�ʹ�Ӵ���������滻���������ӡ�������ƽ���Ӵ��¶�������һ�����ӵ�261.5 ��ʱ������ϵ������������½����Ӵ�����ϵ��ֻ����10 W/(m2����)����������¶����ߣ��Ӵ�������������������ĵ����ʱ�ĸ�������һ��С1~2������������Ӳ�ȴ���ĸ������ģ�������»���ϵ�����¶ȵ����������ӡ�
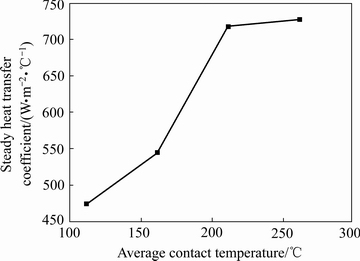
ͼ8 ��ͬ����ƽ���Ӵ��¶���6061���Ͻ��H13�ֵ���̬�Ӵ�����ϵ��
Fig. 8 Steady heat transfer coefficient of 6061 alloy and H13 steel at different average contact temperatures
3.4 ����ֲڶȶԽӴ�����ϵ����Ӱ��
����ֲڶȿ�����������������Ӵ�����İ��̶ȡ���ʵ�������У����ڼӹ����Ȼ��������������������ģ�߱���ֲڶȷ����仯�������о��������Ͻ���������ֲڶ�ֵRa=4.14 ��mΪ���䣬�Ӵ��غ�Ϊ2.5 MPa�����Ͻ������¶�Ϊ500 �棬H13�������¶�Ϊ25 �棬�о�������������ֲڶȴ�С�ԽӴ�����ϵ����Ӱ��(��ͼ9)����ͼ9��֪���Ӵ�����ϵ���Ա���ֲڶȵı仯ʮ�����С����ű���ֲڶȵ����Ӵ�����ϵ�����������ϵ�ֵ�������Ҷ��ڽӴ�֮��һ��ʱ���ڵ���һ������ȶ�ֵ��ͼ10��ʾΪ��ͬ����ֲڶȵ�ƽ���Ӵ�����ϵ������ͼ10�ɿ�������Ra��1.66 ��m����71.91 ��mʱ��ƽ���Ӵ�����ϵ���ļ����������Բ�ͬ��Ra��1.66~2.05 ��m��Χ�ڣ��ֲڶȶԽӴ����ȵ�Ӱ����Ϊ����������ϵ����1246 W/(m2����)�����½���1123 W/(m2����)��Ra��2.05~18.38 ��m��Χ�ڣ��½���б�ʼ��٣�����ϵ����1123 W/(m2����)���ٵ�733 W/m2���棻Ra��18.38~71.91 ��m��Χ�ڣ�����ϵ���Դֲڶȵı仯���г̶Ƚ�һ�����ͣ�����ϵ����733 W/(m2����)�����½���385 W/(m2����)������ֲڶȵĴ�С�ԽӴ������кܴ��Ӱ�죬�ֲڶ�Խ������òԽ�����Ӵ������Ŀ�϶Խ�������ڽӴ����洦������Խ���أ�ʹ�Ӵ�������²�Խ�����յ��½Ӵ�����������ϵ�����͡�

ͼ9 �ֲڶȶ�H13�ֽӴ�����ϵ����Ӱ��
Fig. 9 Effect of surface roughness on heat transfer coefficient of H13 steel
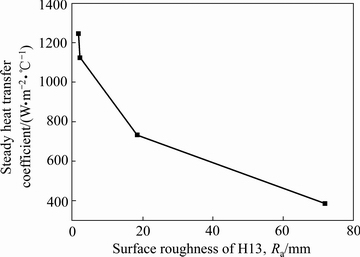
ͼ10 ��ͬ����ֲڶ���6061���Ͻ��H13�ֵ���̬�Ӵ�����ϵ��
Fig. 10 Change of steady heat transfer coefficient at different surface roughness
3.5 �Ӵ��غɶԽӴ�����ϵ����Ӱ��
�Ӵ��غ�Ҳ��Ӱ��������Ӵ����ȵ�һ����Ҫ���ء��Ӵ��غɶ�6061���Ͻ���H13�ּ�Ӵ����ȵ�Ӱ����ͼ11��ʾ����������������ǣ�6061���Ͻ������ij�ʼ�¶�Ϊ500 �棬H13�������ij�ʼ�¶�Ϊ22.5 �棬�Ӵ��غɷֱ�Ϊ1��2.5��5��10 MPa����ͼ11��֪���Ӵ��غ����ӣ��Ӵ�����ϵ�����������������غɵĴ�С��ֱ��Ӱ��Ӵ����洦��Ӵ�����ı��γ̶ȡ������غɵ����Ӵ����淢�������Ա��ε������������࣬ʹ��ʵ�ĽӴ����������������ǿ���������²��С�������ܶ�������ˣ��Ӵ�����ϵ�������غɵ��������ͼ12��ʾΪ��ͬ�غ��µ�ƽ���Ӵ�����ϵ������ͼ12��֪���ڵ��غ�1~2.5 MPa����Χ���Ӵ�����ϵ�����غɱ仯��б��Ҫ��5~10 MPa��Ҫ���غ�Ϊ1 MPaʱ���Ӵ�����ϵ��Ϊ483 W/(m2����)�����ӵ�2.5 MPaʱ���Ӵ�����ϵ������50.5 %�������ӵ�5 MPaʱ�����2.5 MPa����27.5 %���ٽ�һ������10 MPa�����5 MPa���ӱ���Ϊ12.3 %���ɴ˿ɼ����Ӵ�����ϵ�����غɵĹ�ϵ����ͨ������Ϊ�����Թ�ϵ���������غɵ��������������½���������Ϊ����Ӵ��ȴ�����һ��ʮ�ָ��ӵĹ��̡���ѹ�������£����غ����ӵ�һ��ֵʱ���������ԽӴ���ĺϲ�������Ӧ���ͷţ����淢�������α�ı������ӣ�������֮��ĵ��ԽӴ�������غɵĹ�ϵΪA��p2/3�������ԽӴ�������ڹ�ϵʽΪA��p[19]����ˣ�����ϵ�����������غɵ�������ƽ̹��ͬʱ�����Ա��λ�����Ӵ�����ļӹ�Ӳ����ʹ�ýӴ�������ϵ�Ӳ�����ӡ������غɶ����������α���������������Ӧ���٣�����ʵ�ʵĽӴ����Ҳ���٣�����ڽϴ��غ��£��Ӵ�����ϵ�����غɵ��������½������⣬�Ӵ��������������غɵ������»������ͬ�̶ȵ����ѣ��ı�������ʵ�ʽӴ�״̬���½Ӵ�����ϵ���ı仯��
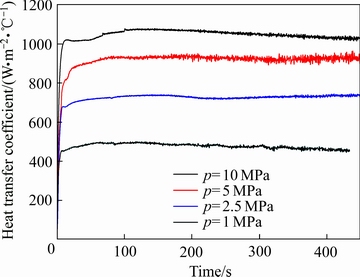
ͼ11 �غɶԽӴ����滻��ϵ����Ӱ��
Fig. 11 Effect of pressure on heat transfer coefficient of contact surface
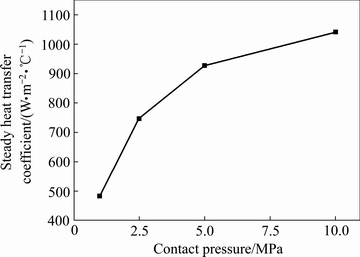
ͼ12 ��ͬ�غ��½Ӵ��������̬�Ӵ�����ϵ��
Fig. 12 Steady heat transfer coefficient of contact surface at different pressures
3.6 ��������ԽӴ�����ϵ����Ӱ��
�ߵ������������Ľ������µķ���ЧӦ�ԽӴ�����ϵ��������ҪӰ�졣ͼ13��ʾΪ���������6061���Ͻ���H13�ּ�Ӵ����ȵ�Ӱ�졣��������������ǣ��Ӵ��غ�Ϊ2.5 MPa��H13��������ֲڶ�ֵRa=18.38 ��m�����Ͻ���������ֲڶ�ֵRa=4.14 ��m�����º͵��������¶������ֱ�Ϊ200 �桢22.5 ���500 �桢22.5 �档��ͼ13��֪�������Ǹ���500 �滹���е���200 ��������������������Ͻ�H13��ʱ�ĽӴ�����ϵ������Ҫ��H13�ֵ����Ͻ�ĽӴ�����ϵ��������WILLIAMSON��[20]���о����һ�¡���ɸ������ԭ����������Ͻ�ı����ݶ�Ҫ��H13�ֵı�����Ҫ�ߣ����ߵ�ͬ�����¶ȣ����Ͻ����������յ�����Ҫ�ߡ���ˣ����Ͻ���Ϊ����������H13����Ϊ���������ڲ����洢������Ҫ�������Ͻ���Ϊ��������ʱ�������ݶ�Ҫ��H13��Ϊ���������������ݶȴ��Ҹߵ��������²�Խ�������ݶ�ҲԽ����Ӧ�Ӵ�����ϵ�����ӵġ����⣬���Ͻ������ϵ������Ӳ��ԶС��H13�ֵģ���ͬ�¶��µĽ���ʵ�ʽӴ����Ҫ��H13����Ϊ���������ĽӴ�������»���ϵ������
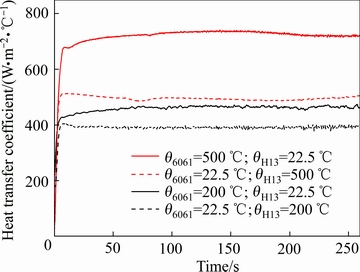
ͼ13 ��������ԽӴ����滻��ϵ����Ӱ��
Fig. 13 Effect of heat flux direction on heat transfer coefficient of contact surface
4 ����
1) ����FORTRAN���Խ����˹������һά���ȴ����ļ����������ƵIJ���ʵ��װ�ã������6061���Ͻ���H13ģ�߸ֹ������ĽӴ�����ϵ��������ʵ�����¶�ֵ�����ֵ�����8 �����ڣ���֤�˷��ȴ���������ȷ�ԡ�
2) �ߵ�����������Ӵ�������˲̬�Ӵ�����ϵ���ڿ�ʼ�Ӵ��Ķ�ʱ����(5 s)����������Ȼ����������һ�ȶ�ֵ��
3) ������ƽ���Ӵ��¶ȴ�111.5 ������211.5 ��ʱ���Ӵ�����ϵ��Ѹ�����ӡ���һ����߽���ƽ���Ӵ��¶ȣ��Ӵ�����ϵ�����������½�������ֲڶ���1.66~2.05 ��m��Χ�ڣ��Ӵ�����ϵ���½���Ϊ���������������ֲڶȣ��Ӵ�����ϵ���½����ʽ��͡�
4) �����غɵ����ӽӴ�����ϵ�����������������½���������������Ͻ�H13��ʱ�ĽӴ�����ϵ������Ҫ��H13�ֵ����Ͻ�ĽӴ�����ϵ����
REFERENCES
[1] ��־��, ������, Ф �, Ҧ����. �ȴ���״̬����˳������Ͳ������ص���Ӱ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2014, 41(7): 23-29.
LIU Zhi-wen, LI Luo-xing, XIAO Gang, YAO Zai-qi. Influence of heat-treated condition and process sequences on the springback of aluminum bent profiles[J]. Journal of Hunan University (Natural Sciences), 2014, 41(7): 23-29.
[2] LIU Zhi-wen, LI Luo-xing, YI Jie, LI Shi-kang, WANG Zhen-hu, WANG Guan. Influence of heat treatment conditions on bending characteristics of 6063 aluminum alloy sheets[J]. Transactions of Nonferrous Metals Society of China, 2017, 27(7):1498-1506.
[3] ��־��, ������. �������������������̹����о���״���չ[J]. �й���ɫ����ѧ��, 2014(8): 2003-2012.
LIU Zhi-wen, LI Luo-xing. Review of bending short process for lightweight component[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(8): 2003-2012.
[4] ������, ��־��, �� ��. һ����ά�仡�ȼ�ѹ�Ͳ�������������װ��. �й�����ר��. CN103302125.A[P]. 2013-09-18.
LI Luo-xing, LIU Zhi-wen, WANG Guan. An on-line bending device for 3D curve extrusion profiles. CN103302125.A[P]. 2013-09-18.
[5] �� ��, ������, ��ɭ��. Hastelloy C-276�Ͻ����ּ��˲̬�Ӵ�����ʵ���о�[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2012, 43(3): 877-882.
ZHU Zhi, ZHANG Li-wen, GU Sen-dong. Experimental investigation of transient contact heat transfer between Hastelloy C-276 and silicon steel[J]. Journal of Central South University (Science and Technology), 2012, 43(3): 877-882.
[6] ROSOCHOWSKA M, CHONIKIEWICZ K, BALENDRA R. A new method of measuring thermal contact conductance[J]. Journal of Materials Processing Technology, 2004, 145(2): 207-214.
[7] �ᄇ��, ����, Ҧ ��, ��ʱ��. AZ31Bþ�Ͻ����ƽ���Ӵ�����ϵ����ʵ���о�[J]. �ȼӹ�����, 2017, 46(21): 101-105.
SUN Jing-na, LIU Nan-nan, YAO Li, LUO Shi-lei. Experimental study on contact heat transfer coefficient of AZ31B magnesium alloy rolling interface[J]. Hot Working Technology, 2017, 46(21): 101-105.
[8] XU R, XU L. An experimental investigation of thermal contact conductance of stainless steel at low temperatures[J]. Cryogenics, 2005, 45(10/11): 694-704.
[9] YING L, GAO T, DAI M, YANG Y, HU P. Experimental investigation of temperature-dependent interfacial heat transfer mechanism with spray quenching for 22MnB5 steel[J]. Applied Thermal Engineering, 2017, 121: 48-66.
[10] MENDIGUREN J, ORTUBAY R, ARGANDONA E S D, Galdos L. Experimental characterization of the heat transfer coefficient under different close loop controlled pressures and die temperatures[J]. Applied Thermal Engineering, 2016, 99: 813-824.
[11] DOU R, GE T, LIU X, WEN Z. Effects of contact pressure, interface temperature, and surface roughness on thermal contact conductance between stainless steel surfaces under atmosphere condition[J]. International Journal of Heat & Mass Transfer, 2016, 94: 156-163.
[12] XIAO W, WANG B, ZHENG K, ZHOU J, LIN J. A study of interfacial heat transfer and its effect on quenching when hot stamping AA7075[J]. Archives of Civil & Mechanical Engineering, 2018, 18(3): 723-730.
[13] BAI Q, LIN J, ZHAN L, DEAN T A, BALINT D S, ZHANG Z. An efficient closed-form method for determining interfacial heat transfer coefficient in metal forming[J]. International Journal of Machine Tools & Manufacture, 2012, 56: 102-110.
[14] TARIQ A, ASIF M. Experimental investigation of thermal contact conductance for nominally flat metallic contact[J]. Heat & Mass Transfer, 2016, 52(2): 291-307.
[15] FIEBERG C, KNEER R. Determination of thermal contact resistance from transient temperature measurements[J]. International Journal of Heat & Mass Transfer, 2008, 51(5): 1017-1023.
[16] �� ��, ������, ������, ������. TP2ͭ��3Cr2W8Vģ�߸ֵ�˲̬�Ӵ�����ϵ��[J]. �й���ɫ����ѧ��, 2010, 20(4): 662-666.
XING Lei, ZHANG Li-wen, ZHANG Xing-zhi, YUE Chong-xiang. Transient contact heat transfer coefficient between TP2 copper and 3Cr2W8V die steel[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(4): 662-666.
[17] ABDULHAY B, BOUROUGA B, DESSAIN C. Thermal contact resistance estimation: influence of the pressure contact and the coating layer during a hot forming process[J]. International Journal of Material Forming, 2012, 5(3): 183-197.
[18] BECK J V, BLACKWELL B, CLAIR C. Inverse heat conduction: Ill-posed problems[M]. New York: Wiley, 1985.
[19] WHITEHOUSE D J. Handbook of surface metrology[M]. Boca Raton: CRC Press, 1994.
[20] WILLIAMSON M, MAJUMDAR A. Effect of surface deformations on contact conductance[J]. Journal of Heat Transfer, 1992, 114(4): 802-810.
Inverse estimation of contact heat transfer coefficient between 6061 aluminum alloy and H13 die steel
LIU Zhi-wen1, 2, LI Luo-xing2, YI Jie2, WAGNG Guan2
(1. School of Mechanical Engineering, University of South China, Hengyang 421001, China;
2. State Key Laboratory of Advanced Design and Manufacture for Vehicle Body, Hunan University, Changsha 410082, China)
Abstract: A model of inverse heat conduction for solid interfaces was established by using FORTRAN language. The transient heat transfer behavior between 6061 aluminum alloy and H13 steel was equivalently investigated by a self-made device with thermocouple. The influences of initial temperature, contact pressure, surface roughness and heat flux direction on the contact heat transfer coefficient were systematically studied. The results show that the contact heat transfer coefficient increases rapidly to a certain value in a very short time (5 s), from which a much slower increase occurs. When the average contact temperature increases from 111.5 to 211.5 ��, the contact heat transfer coefficient increases rapidly. But with the average contact temperature further increasing, the increase rate of contact heat transfer coefficient decreases. With the increase of surface roughness, the contact heat transfer coefficient decreases gradually, the most significant effect is in the range of 1.66-2.05 ��m. The contact heat transfer coefficient increases gradually with the increase of contact pressure, but the sensitivity gradually decreases. The contact heat transfer coefficient for the heat flux direction from aluminum alloy to H13 steel is obviously larger than that from H13 steel to aluminum alloy.
Key words: 6061 aluminum alloy; H13 steel; inverse heat conduction; contact heat transfer coefficient; influence factors
Foundation item: Project(U1664252) supported by the National Natural Science Foundation of China; Project (2016YFB0101704) supported by the National Key Research and Development Program of China; Project(31665004) supported by the Open Fund of State Key Laboratory of Advanced Design and Manufacture for Vehicle Body of Hunan University, China; Project(2017KJ292) supported by Science and Technology Program of Hengyang, China.
Received date: 2018-04-08; Accepted date: 2018-09-21
Corresponding author: LI Luo-xing; Tel: +86-731-88821571; E-mail: llxly2000@163.com
(�༭ ����)
������Ŀ��������Ȼ��ѧ�����ص�������Ŀ(U1664252)�������ص��з��ƻ���Ŀ(2016YFB0101704)�����ϴ�ѧ���������Ƚ������������ص�ʵ���ҿ��Ż���������Ŀ(31715011)�������пƼ��ƻ�����(2017KJ292)
�ո����ڣ�2018-04-08�������ڣ�2018-09-21
ͨ�����ߣ������ǣ����ڣ���ʿ���绰��0731-88821571��E-mail��llxly2000@163.com
ժ Ҫ������FORTRAN���Խ����������һά���ȴ����ļ����������Ƶ��ȵ�ż����ʵ��װ�ã���Ч�о�6061���Ͻ�ѹ�Ͳ�����������������H13ģ�߸ֽ����˲̬������Ϊ��̽�ֳ�ʼ�¶ȡ��Ӵ��غɡ�����ֲڶȺ���������ԽӴ�����ϵ����Ӱ�졣���������˲̬����ϵ���ڿ�ʼ�Ӵ��Ķ�ʱ����(5 s)����������Ȼ����������ijһ�ȶ�ֵ��������ƽ���Ӵ��¶ȴ�111.5 ������211.5 ��ʱ���Ӵ�����ϵ��Ѹ�����ӡ���һ����߽���ƽ���Ӵ��¶ȣ��Ӵ�����ϵ�����������½������ű���ֲڶȵ����Ӵ�����ϵ����С����1.66~2.05 ��m��Χ��Ӱ����Ϊ�����������غɵ����ӣ��Ӵ�����ϵ�����������������½���������������Ͻ�H13��ʱ�ĽӴ�����ϵ������Ҫ��H13�ֵ����Ͻ�ĽӴ�����ϵ����
[3] ��־��, ������. �������������������̹����о���״���չ[J]. �й���ɫ����ѧ��, 2014(8): 2003-2012.
[4] ������, ��־��, �� ��. һ����ά�仡�ȼ�ѹ�Ͳ�������������װ��. �й�����ר��. CN103302125.A[P]. 2013-09-18.
[7] �ᄇ��, ����, Ҧ ��, ��ʱ��. AZ31Bþ�Ͻ����ƽ���Ӵ�����ϵ����ʵ���о�[J]. �ȼӹ�����, 2017, 46(21): 101-105.
[19] WHITEHOUSE D J. Handbook of surface metrology[M]. Boca Raton: CRC Press, 1994.
