
���±�ţ�1004-0609(2014)03-0678-11
��п��/6016���Ͻ⺸��BP�����繤���Ż�����֯������
�ܵ��䣬��С�ܣ������꣬�� ��
(���ϴ�ѧ ���������Ƚ������������ص�ʵ���ң���ɳ 410082)
ժ Ҫ��
Ϊ�����ƻ���ٶ�п��/6016���Ͻ��ڼ��⺸����������Fe/Al���Խ����仯������ù��˼��������������κ�ǥ�ϣ������������ö�п����6016���Ͻ�ƽ���Լ����м����Ӻ����顣����ANSYS����Ԫ����������������/�����⺸��Դģ�͡�����ģ��������¶�ͬ����������ȡ��ͬ���������º������������Ϊѵ������������BP�����磬�������⺸�����º��ӹ��ʡ������ٶȡ��뽹���뺸������֮��ķ�����ӳ���ϵ���Ż����ӹ��ղ�����������ʽ����������ɨ��羵��X���������ǡ������Ƶ���������������ֶζ��Ż����������º��ӽ�ͷ������Ľ�����֯���Ͽ���ò������Ԫ�طֲ�����Ҫ����ͽ�ͷ��ѧ���ܽ����о������������ģ������ù�������ຸ�����IJ�ͬλ���¶���ʵ��ͬ�������¶Ȼ����Ǻϣ�������Դģ���ܷ�ӳ���⺸ʵ�ʹ����ص㣻ͨ�������緽������ģ��Ԥ�ⲻͬ���ղ����º����۳���ȵ������������10%���ڣ��Ż����������£������������ۻ����������ۻ���Һ̬���ڸֱ�����ʪ��չ���ã���/��������γɺ��ԼΪ9 ��m����FeAl��Fe3Al��ɵĽ����仯����㣬���ӽ�ͷƽ������ǿ��Ϊ27.70 MPa��������ò����Ϊ���������ԵĻ���Ͷ���������
�ؼ��ʣ�
6016���Ͻ�����п�������⺸��ģ�������BP����������֯��������
��ͼ����ţ�TG113.26���� ���ױ�־�룺A
Parameters optimization of laser welding process of galvanized steel and 6016 aluminum alloy based on BP neural network and its microstructure and mechanical properties
ZHOU Dian-wu, QIAO Xiao-jie, ZHANG Li-juan, LI Sheng
(State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body,
Hunan University, Changsha 410082, China)
Abstract: The laser lap welding test on the galvanized steel and the 6016 aluminum alloy with tie fiber laser and no brazing filler metal addition was carried out in order to inhibit or reduce the formation of Fe/Al brittle intermetallic compound. The laser welding heat source model of steel and aluminum was established by using ANSYS software. The penetration depths under different process parameters were given based on the simulation and experiment results, the nonlinear relationship between the process parameters, such as laser power, welding velocity and focal position and the penetration depth was established by the BP network, the welding parameters were also optimized. The microstructure, fracture morphology, element distribution, the main phase of the welded joint regional and mechanical properties of welded joints were studied by optical microscopy, scanning electron microscopy, X-ray diffractometry and microcomputer tensile testing machine. The results show that the simulation temperatures are consistent with the measured temperatures of different positions on the workpiece surface and the heat source model can be applied to the actual laser welding process, the relative error of the penetration depth under different process parameters can be controlled within 10% according to the trained network forecast. Under the optimal process conditions, aluminum melting and steel melting with a little amount on the weld cross-section take place, the wetting and spreading of the liquid aluminum on the steel surface are seen to keep good conditions. The thickness of intermetallic compounds layer is about 9 ��m, which are composed of FeAl and Fe3Al. The average shear strength is 27.70 MPa, and the fracture morphology of welding joint is in a ductile and quasi-cleavage mixing mode.
Key words: 6016 aluminum alloy; galvanized steel; laser welding; simulation calculation; BP neural network; microstructure; mechanical properties
�����и��ʳ����Ǽܽṹ�ϣ��ò�����������ֲģ�ͨ�������Ľṹ���ʵ��һ�廯���أ���ַ������Ͻ����ڳ�����������ǿ�ȡ��նȵȷ�������ƣ�ʵ�ֳ����ṹ�������Ż��ѳ�Ϊʵ�ֳ�������������Ҫ����[1]�����ڸ�/�����ֽ���֮��Ĺ��ܶȵͣ�����ṹ��������ѧ���ܲ������ԣ�����Ӧ����Fe/Al���Խ����仯����Ӷ�����Ӱ�캸�ӽ�ͷ����ѧ���ܣ���˽���ʵ�ָ�/�����ֽ��������ʸ�Ч����[2-7]��Ϊ���ƻ���ٸ�/�����⺸������Fe/Al���Խ����仯����IJ�����������������ѧ���ڼ�����˿�����濪չ��һЩ�о�������MATHIEU��[8]��6016���Ͻ�͵�̼��Ϊʵ����ϣ�����Nd:YAG��������ͨ����˿(88%Al��12%Si����������)���ڼ����Ϊ2700 W����˿�ٶ�Ϊ2.0 m/min���ֱ��Ϊ2 mm�Ĺ��������£�����˽Ϻõĺ��ӽ�ͷ�����н����仯������ƽ�����ԼΪ5 ��m�����۳صײ���ȴﵽ20 ��m����������Ҫ��FeAl3��Fe3Al3Si2��Fe2Al7.4Si����ɡ�������[9]����CO2����������ER4043��Ϊ��亸˿����5A02���Ͻ��ST04Z�ȶ�п�ְ���к������飬�������Ϊ1700 W�������ٶ�Ϊ200 mm/min���뽹��Ϊ1 mmʱ����ʵ�ָ�/�����ӣ���������Ͷ�п��������γ�����FeAlSi��FeAl��FeAl3����ɵĽ����仯������ڼ�����˿������ճ˿����˿������˿����Ҫ�ߵ�������ƣ���ˣ�ʵ�ָ�/�����ʸ�Ч���ӣ��ܶ����������Ҫ��չ��
ʵ�ָ�/�����ʸ�Ч���ӣ������ƻ����Fe/Al���Խ����仯��������ɣ����Ż����⺸�ӹ��գ�ʹ���ۻ�����ĸ�IJ��ۻ��������ۻ��ǽ������Ĺؼ������������Դ�ΪĿ�꣬ѡ�����������ö�п����6016���Ͻ�Ϊ�о������ڲ������κ�ǥ�ϵ������½��м����Ӻ����飻����ANSYS����Ԫ����������������/�����⺸��Դģ�ͣ�����ģ��������¶�ͬ����������ȡ��ͬ���������º������������Ϊѵ������������BP�����磬�������⺸�����º��ӹ��ʡ������ٶȡ��뽹��������֮��ķ�����ӳ���ϵ���Ż����ӹ��ղ�����������ʽ����������ɨ��羵��X���������Ǻ������Ƶ���������������ֶζ��Ż����������º��ӽ�ͷ������Ľ�����֯���Ͽ���ò������Ԫ�طֲ�����Ҫ�������ͷ��ѧ���ܽ����о�������Ϊ����ϳ����ṹ���⺸���ƹ�Ӧ���ṩ����ָ���뼼��֧�֡�
1 ʵ��
1.1 �豸�����
��������������Ϊ4000 W��YLR-4000����˼�����������Ϊ192 mm���۽����ֱ��Ϊ0.4 mm���Լ�ABB�����������⺸�ӻ����ˣ���������ΪAr����������Ϊ15 L/min��ʵ��ĸ�IJ���6016���Ͻ��DC51D+ZF��п�֣��仯ѧ�ɷ����1���У������ߴ�ֱ�Ϊ80 mm��30 mm��1.2 mm��80 mm��30 mm��1.4 mm��Ϊ������ֵ��ģ�����ֵ���жԱȣ����ӹ����в����ȵ�ż���۳ظ�����ĵ��¶Ƚ���ͬ��������Ϊ��֤�����¶ȵ������ԣ�����������������(NI)��˾������4351�߾����¶Ȳɼ���������K���ȵ�ż���¶�ͬ��������������ϵͳ��ͼ1��ʾ��
1.2 ʵ�鷽��
��1 DC51D+ZF��6016���Ͻ�Ļ�ѧ�ɷ�
Table 1 Chemical compositions of DC51D+ZF and 6016 aluminum alloy (mass fraction, %)

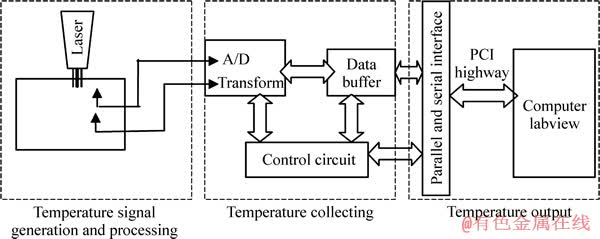
ͼ1 �¶Ȳ���ϵͳͼ
Fig. 1 Schematic diagram of temperature measurement system
�ڽ���6016���Ͻ�/��п�ּ����Ӻ�����ʱ�����������棬�ַ������棬��ͼ2��ʾ����ǰ��240��ɰֽ���д�ĥ����ȥ��������������Ĥ��ͬʱ���ӱ���ֲڶȣ������ӷ����ϲ����Լ��������������ʡ��ô���Ϊ99.5%��ͪ��ϴ��ȥ���ۣ����ɴ��������ӹ����У�����ͷ�ڽ���ƽ�����봹ֱ����֮��ļн�Ϊ20��~30�㣬��ͼ2��A������ͼ�����������и�����и�ɱ�������������ͼ3��ʾ�������и�����ú���������д�ĥ�����Ƴ�6 mm��8 mm�Ľ�������������������Ϊ4%��HNO3��Һ��ʴ�Լ���������ʽ���������۲��/������/ĸ�ĵ�����֯������FEI Quanta200����ɨ��羵�Դ�����EDS�������������Ԫ�طֲ��뻯�������Ҫ�ɷ֣����������� D500X���������Ƿ�����������Ҫ���ࣻ�������Ƶ���������������Ժ����Լ��ļ���ǿ�ȣ����õ���ɨ��羵���������Լ��ĶϿ���ò��
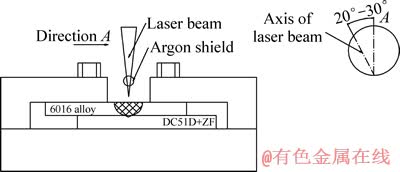
ͼ2 ��/��������ǥ��ʵ�����ʾ��ͼ
Fig. 2 Schematic diagram for laser welding-brazing of steel and aluminum
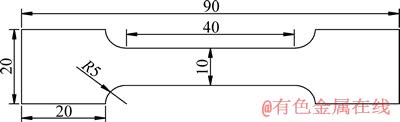
ͼ3 ���������ߴ�
Fig. 3 Size of shear test sample
2 ��Դģ�ͺͱ߽�����
���⺸�����Ǹ߶ȵķ�����˲̬���������������������¶ȵı仯�����ұ仯�����ȴ����ַ���[10]Ϊ

 (1)
(1)
ʽ�У��ѡ�c�ͦ˷ֱ�Ϊ���ϵ��ܶȡ������ݺ͵���ϵ������Ϊ�¶ȵĺ�����T Ϊ�¶ȣ�tΪʱ�䣻Q������Դǿ�ȡ�
����ѡ�ñ����˹��Դ������ʽ(2)��ʾ
 (2)
(2)
ʽ�У�qΪ�ⲿ���������ܶȣ�aΪ�������г̶�ϵ��(��aֵȡ1��2��3ʱ����˹��Դ�������ֲ��ٷֱȷֱ�Ϊ63.2%��86.4%��95.02%[11]���о���aֵȡ3)��RΪ�����ֲ��������뾶��PΪ����ʣ���Ϊ���϶Լ���������ʣ�rΪij��༤����ȹ�����ĵľ��롣
��t=0ʱ���������о��ȵij�ʼ�¶ȣ�ȡ��Χ�����¶ȣ���T=T0=20 �棻���ӹ����У�������Ϊ�����Դ������������������ڶ���߽�������
 (3)
(3)
ʽ�У�nΪ�߽�����ⷨ�߷���
������Ӽ�����Դ������С������Ծʽ���ƶ���Դ��ģ�⼤�������������䣬���������ĵ���ɨ�跽����ǰ�ƶ�λ��Ϊ��s�����С�s=timestepv(vΪ�����ٶȣ�timestepΪ��Сʱ�䲽��)��ÿ���ƶ��Ĺ�����ĵ��λ��ΪԲ�ģ�ͨ��APDL�����λ�ڹ�߰뾶�����ڵĽڵ����ʶ��ȡ�㣬����Щ�ڵ��ϼ�����ʽ(3)�����ĵڶ���߽�������ʵ�ּ��������ļ��ء��Գ����ϣ����Ǿ��ȱ߽�������
 (4)
(4)
��������ϲ����������ȣ����������߽�������
 �� ���� (5)
�� ���� (5)
ʽ�У�T0Ϊ�ⲿ�����¶ȣ���Ϊ�ܻ���ϵ����ͼ4��ʾΪĸ�ĵ������Բ���(����ϵ���ˡ���ѹ������cp)���¶�T�Ĺ�ϵ��

ͼ4 ĸ�ĵ������Բ������¶ȵı仯
Fig. 4 Variation of thermophysical properties of base material with temperature
3 BP������
BP������������������ģ��������졢��ߴ����ԣ�����������ڵ㡢����ڵ㣬���һ���һ����߶�������ڵ㣬����������ϢҪ����ǰ����������ڵ��ϣ���������Ԫ�ļ�������������ڵ�������Ϣ����������ڵ㣬����������������������ò�������ֵ����ʵ��������������֮���������ת�뷴�����̣�������ź���ԭ��������ͨ·���أ�ͨ���ĸ�����Ԫ��Ȩֵ�����������㴫���ͽ��м��㣬�پ������������������ͷ����ķ������ã�ʹ������ź���С�����ڴ��ڷ����Աƽ�����ǿ���㷨����ѧ�����ŵ��ص�[12-13]���������߲���BP�����磬������ͼ5��ʾ�ĸ�/�����⺸���ղ������۳����֮���3���������˽ṹ��������Ԥ��ģ��(ͼ5��PΪ���ӹ��ʣ�vΪ�����ٶȣ�AΪ�뽹����DΪ��������)��
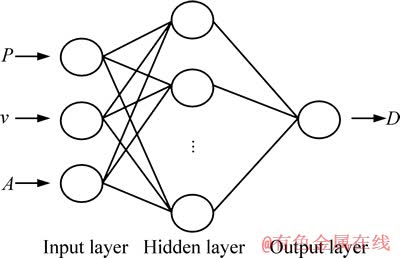
ͼ5 BP������ṹ
Fig. 5 Structure of BP ANN model
4 ���������
4.1 �¶ȳ�ģ�������ʵ��ͬ������
����ģ������д�ӳ���ȡ20 mm��������������λ�ã����쳤��ȡ30 mm��ͼ6��ʾΪ��ͬʱ���µ��¶ȳ���ͼ�����У�6(a)��(c)��ʾΪ��������ڰ���ϱ���ɨ��ʱ��Ϊ0.2 sʱ�ϱ�����ݽ�����¶ȳ��ֲ������6(b)��(d)��ʾΪɨ��ʱ��0.5 sʱ���� ����Ϊ��ò�ͬ���������º��������������ͼ7��ʾ�ݽ�����¶ȷֲ���ֵ��ͼ�������������ϲ࣬�ְ����²࣬�������Ͻ���۵�(660 ��)�Ͷ�п�ֵ��۵�(1530 ��)�ڵ�ֵ��ͼ�ϻ�ȡ��ͬ���������µ�������Ϊ�������ѵ��������
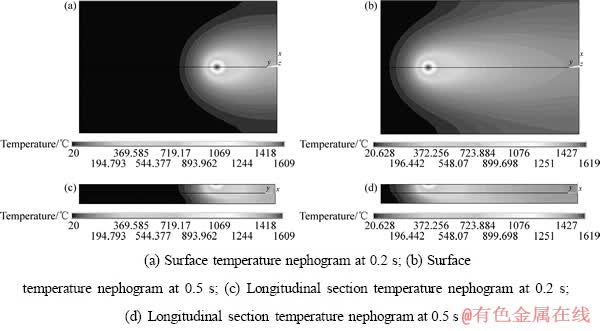
ͼ6 �����ƶ����������ò�ͬʱ�̵��¶ȳ���ͼ
Fig. 6 Temperature field nephograms under laser beam at different times
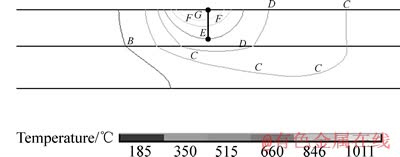
ͼ7 �ݽ����¶ȷֲ���ֵ��ͼ
Fig. 7 Temperature contour map of longitudinal section
Ϊ�����¶ȳ�ģ���������ȷ�ԣ��轫ͬ�������¶Ƚ�������жԱȡ����ڿ������ӽ�ͷ�ۻ�������¶����Բ��������о���ȡ���뺸������һ�������D(2 , 15)��E(4 , 15)����(λ����ͼ8��ʾ��Y����Ϊ���췽��D��E��ֱ�Ϊ�����ϱ���ຸ�첻ͬ����ĵ�)�������ȵ�ż�������ں��ӹ����е��¶ȱ仯���ֱ������ѭ�����ߣ�������������ģ��õ�����ѭ�����߽��жԱ�[14]�����ý����ͼ9��ʾ�����Կ�����ʵ��ͬ������D��E��������ٶȺͷ�ֵ�¶���ģ����������Ƚ��Ǻϣ�������ȴ���̴���һ����࣬��Ҫԭ����ģ�����ʱ���˼�����ȹ��̣�δ�����۳��ڲ���������������������Ӱ���Լ��������������Ժ������ȴ���á�
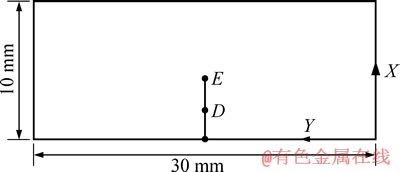
ͼ8 ����϶���λ��ʾ��ͼ
Fig. 8 Schematic diagram of position of dot in plate
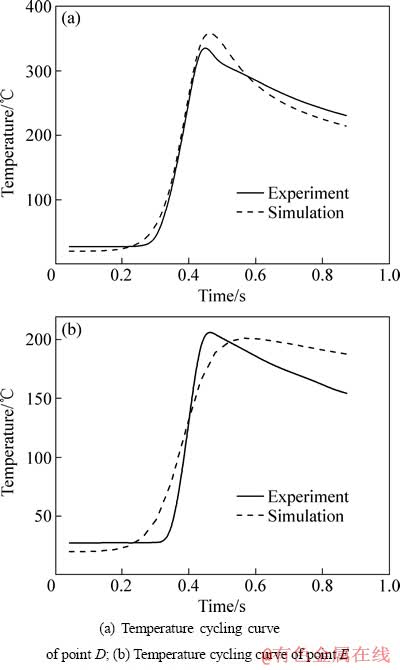
ͼ9 ʵ������¶�ֵ��ģ�����ֵ�ĶԱ�
Fig. 9 Comparison of measured temperature values and simulation temperature values
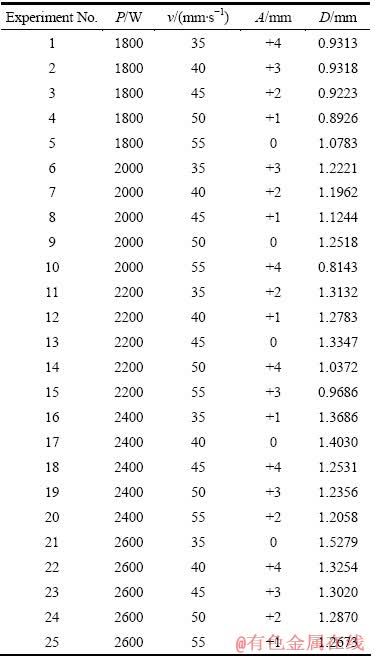
4.2 ���ղ����Ż�
����4.1���������ݽ����¶ȳ���ֵ��ͼ�в�ò�ͬ���������µĺ����������2���ӱ�2�������ȡ20��������Ϊ�������ѵ��������ʣ��5��������������ȷ�Ժͷ����ԡ��ڲ���BP�������Ż���Ԥ�⼤�⺸�ӹ��ղ���ǰ���������ģ�ͽ���ѧϰѵ����ѵ����ʼǰ��BP��������г�ʼ������Ҫ��������ʼ������㡢�����㡢����������������������㡢�������Ԫ���ͺʹ��ݺ������ͣ���ʼ��������Ԫ��ֵ������Ԫ���Ȩֵ�������㴫�ݺ���ѡ��logsig����������㴫�ݺ���ѡ��purelin����������ѵ������ѡ�ö����ݶ��½�����traingdm����BP���������ѧϰѵ��ʱ���趨���������Ŀ��Ϊ0.003��Ԥ���������Ϊ5000�Σ���������ﵽĿ��Ҫ��ʱ�Զ�ֹͣ������BP��������Ԥ�����������ڴﵽ�����Ŀ��Ҫ������3155�Σ��������̱Ƚ�ƽ�ȡ�
��2 ��������ʵ��
Table 2 Orthogonal simulation experiment
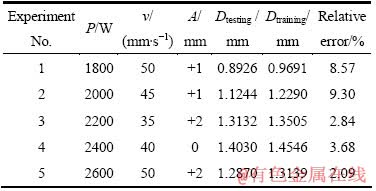
BP������ģ�;���ѧϰѵ�������������Ѿ����ͣ�����Ԫ������Ȩֵ����ֵ����ȷ����Ϊ��֤ģ�͵�ȷ�Ժͷ����ԣ���ʣ�µ�5�����ݶ�ģ�ͽ��в��ԡ���3����Ϊ���Խ��������ѵ������ֵ��Ԥ��ֵ֮�������������Ϊ9.30%����С������Ϊ2.09%�����ȿ�����10%���ڣ���������ѧϰѵ���ɹ������羫ȷ�ȸߣ�����ģ���ܷ�ӳѵ������������ֵ�����ֵ֮��ķ�����ӳ���ϵ[15]��
��3 BP�������������ֵ��ѵ������ֵ�ıȽ�
Table 3 Comparison of testing data and training data of BP ANN
���ڽ�����/�����⺸���ղ������۳����֮���BP������ģ�;������õľ�ȷ�Ժͷ����ԣ�����ѵ���õ�BP������ģ�ͣ��������ۻ�����ĸ�IJ��ۻ��������ۻ���Ҫ��Ϊ�����ƻ���ٸ�/�����⺸����������Fe/Al���Խ����仯����Ż���Ԥ���˸�/�����⺸�ӹ��ղ�����������Ų���������£�����P=2500 W�������ٶ�v=45 mm/s�������뽹��A=0��
4.3 ������������֯
BP�������Ż��ĸ�/�����⺸���������£�����������ò��ͼ10��ʾ�������ڼ�����Դ�������£����ۻ�����ĸ�������ۻ���Һ̬���ڸֱ�����ʪ��չ���ã�����������ۿ���Լ�ֱ�Ϊ1.375��2.525 mm�����������Ϊ0.545(��ͼ10(a))��������Ӱ������խ(��ͼ10(b))��Һ̬����ְ��ϲ�λ��һ��̨��״����(��ͼ10(c))���������/���������Խ���(��ͼ10(d))��̨��������γ�����Ϊ������λ���۳صĵײ����ģ����������ߣ�����ֻᷢ������ã��γ�����ɢ��������/��������ڽ��ޣ��������Ż����������£���/����������Ҫ����Һ̬���ڸ�ĸ�ı����ϵ���ʪ��������չ�����á�
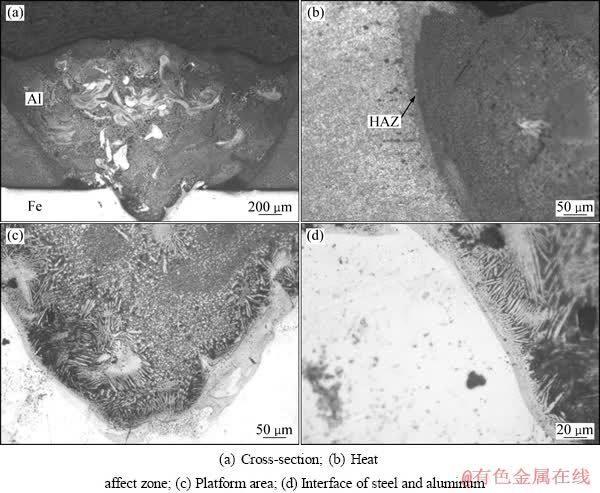
ͼ10 ��/�����⺸�ӹ��ղ����Ż������½�ͷ�������ò
Fig. 10 Cross-section morphologies of laser welding of steel and aluminum joint after optimization
4.4 ���ӽ�ͷ��ѧ����
ͼ11(a)��ʾΪ��/�����ӽ�ͷ�ļ���ǿ�ȣ����ֺ��ӽ�ͷƽ������ǿ��Ϊ27.70 MPa��ͼ11(b)��ʾΪ��Ӧ��Ϳ���ǿ��(23.95 MPa)����߿���ǿ��(32.28 MPa)���м俹��ǿ��(26.86 MPa)�Ķ�����������ͼ11(b)�ɼ����������ں��촦���롣ͼ12��ʾΪ���жϿڴ���SEM�Ͽڲ�ͬ��λ����ò����ͬ����ͼ12(c)�ɿ��������ڽ϶̡���������������������Եĺ���״�����Ͷ̶����˺���⣬����ͼ12(d)�ɿ������Ͽڱ������һЩdz��С�����ѣ�������������ò����Ϊ���������ԵĻ���Ͷ���������
4.5 �������Ԫ�طֲ�
ͼ13~15��ʾ�ֱ�Ϊ��/��������渽��λ���۳��в�B�ߡ��ϲ�A�����²�C�ߵ�Ԫ����ɨ�������ɿ�����Si��Zn����Ԫ�غ����ϵͣ��ڽ�����ȷֲ�����Mg��Al��Fe 3��Ԫ���ڽ��洦����һ��������̡��������֣�A����ɨ��Ԫ�صĻ������Ҫ��B��C���Ŀ���A�������ȶ���ƽ̨����B��C����ȴΪ������̣��Ʋ��ϲ�A�����ɵ�Fe/Al��������B��C��������Ҫԭ�����ϲ�A�����������������������ȼ��У��¶ȸߣ�ԭ����ɢ������ǿ������Al��Fe���ٽ�ϣ������γɽ����仯���
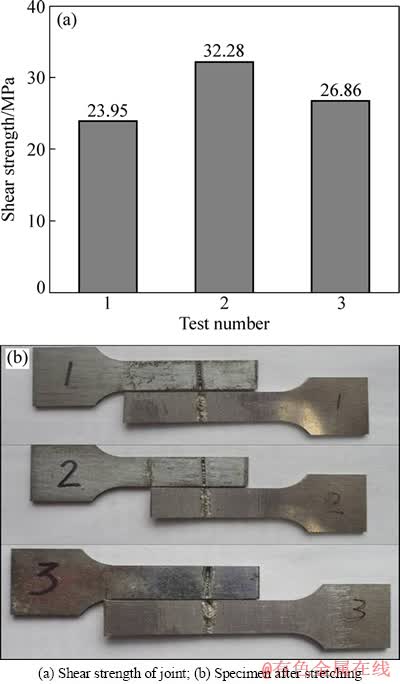
ͼ11 ��ͷ����ǿ�ȺͶ�������
Fig. 11 Shear strength of joint and specimen after stretching
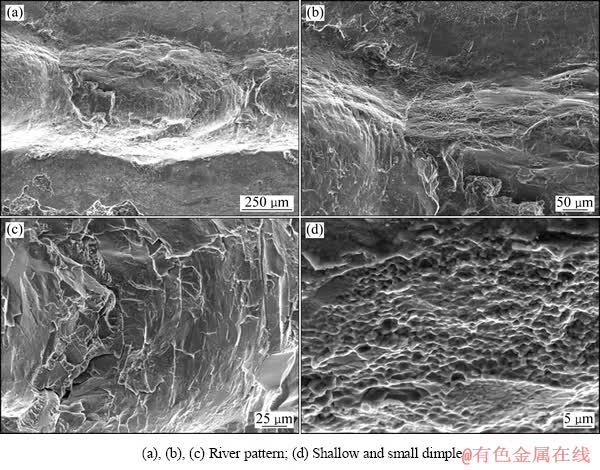
ͼ12 �����Ͽڴ���SEM��
Fig. 12 SEM images of shear fracture of specimen
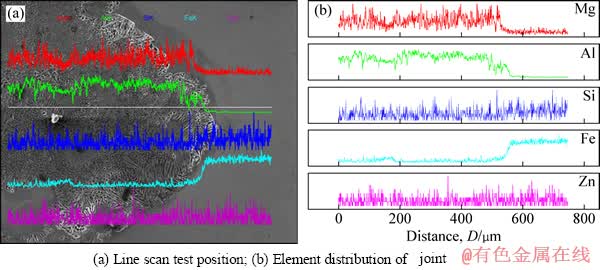
ͼ13 ��/�������в�B�ߵ�Ԫ����ɨ�����ͼ
Fig. 13 Element line scanning of line B in steel and aluminum welded joint

ͼ14 ��/�������ϲ�A�ߵ�Ԫ����ɨ�����ͼ
Fig. 14 Element line scanning of line A in steel and aluminum welded joint
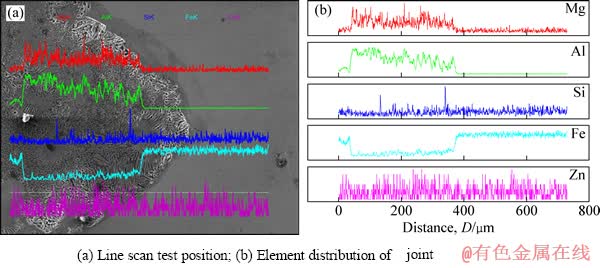
ͼ15 ��/�������²�C�ߵ�Ԫ����ɨ�����ͼ
Fig. 15 Element line scanning of line C in steel and aluminum welded joint
4.6 ��������ṹ��̬����Ҫ����
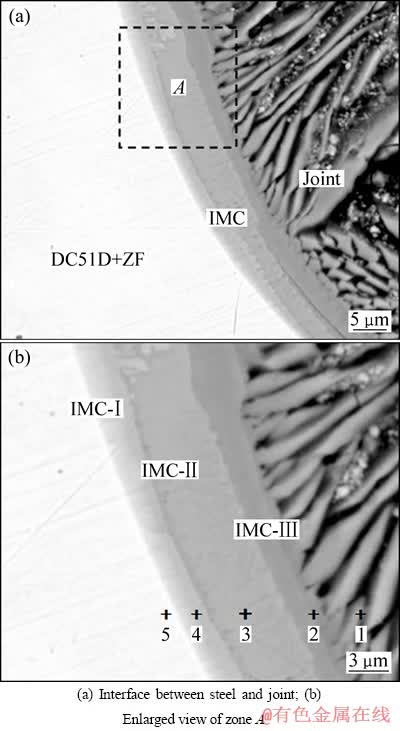
ͼ16 ��/�������SEM��
Fig. 16 SEM images of laser welding-brazing of steel and aluminum interface
ͼ16��ʾΪ��/��������۽ṹ��̬����ͼ16(a)�ɿ�������/�����治ͬ��λ�����仯�����ĺ�Ȳ�ͬ����ͼ16(b)�ɿ�����A�����洦������ĸ�ĵĻ��������״��Ƭ״�������۳ط������������·�Ϊ3�㣬�м����������������������ӿ�����ĸ�ĵ��۳ص�3����������ΪIMC-I��IMC-II��IMC-III�����ֻ������ƽ����ȷֱ�ԼΪ2��5��2 ��m�����㻯������ϸС�ľ��״��
���ڳ���ȡ���̬�ֲ�֮�⣬�����仯���������Խ�ͷ��������Ҫ���ã��������߽�һ����ͼ16�в�ͬ������������EDS�������������4������IMC-III(2��)��Al��Feԭ�Ӹ����Ƚӽ�3:1��IMC-II(3��)��Al��Feԭ�Ӹ����Ƚӽ�5:2��IMC-I(4��)��Al��Feԭ�Ӹ����Ƚӽ�1:1����5����Al��Feԭ�Ӹ����Ƚӽ�1:3���Ʋ�IMC-IΪFeAl��IMC-IIΪFe2Al5�� IMC-IIIΪFeAl3����������1Ϊ��IMC-III���г���������FeAl3������5ΪFe3Al��Ϊ���������ֻ�����ɵĹ��ɲ㡣
��4 ͼ16(b)�н��滯�����EDS�������
Table 4 EDS analysis results of interface compound layer shown in Fig. 16(b)

ͼ17��ʾΪ���ӽ�ͷ��XRD�ס���ⷢ�ֺ���FeAl��Fe3Al���ֽ����仯�������EDS���������ʾ���Ǹ�/������㲻ͬλ�õ���ṹ����ͬ��������Ӧ����ṹ��ͬ�����EDS���������XRD�����������һ�����졣
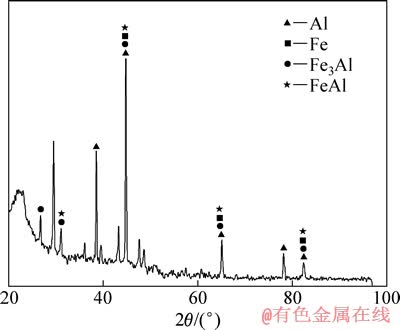
ͼ17 ��/�����ӽ�ͷ��ṹ��XRD��
Fig. 17 XRD patterns of phase structure in steel and aluminum welded joint
5 ����
1) ģ������õĹ�������ຸ�����IJ�ͬλ���¶���ʵ��ͬ�������¶Ȼ����Ǻϣ�������Դģ���ܷ�ӳ���⺸ʵ�ʹ����ص㡣
2) ͨ�������緽������ģ��Ԥ�ⲻͬ���ղ����º����۳���ȵ������������10%����, �������ۻ�����ĸ�IJ��ۻ��������ۻ���Ҫ��Ϊ�����ƻ���ٸ�/�����⺸����������Fe/Al���Խ����仯����Ż���Ԥ��ĸ�/�����⺸���Ź��ղ���������£����ӹ���Ϊ2500 W�������ٶ�Ϊ45 mm/s�������뽹��Ϊ0��
3) �Ż����������£���/�������������ۻ����������ۻ���Һ̬���ڸֱ�����ʪ��չ���ã���/��������γɺ��ԼΪ9 ��m����ϸС���״����FeAl��Fe3Al��ɵĽ����仯����㣬���ӽ�ͷƽ������ǿ��Ϊ27.70 MPa��������ò�����������ԵĻ���Ͷ���������
REFERENCES
[1] ������, �����, �¼���. ���������������һ�廯�ṹ�¼������о���չ[J]. ��е����ѧ��, 2008, 44(6): 27-35.
LONG Jiang-qi, LAN Feng-chong, CHEN Ji-qing. New technology of lightweight and steel-aluminum hybrid structure car body[J]. Chinese Journal Mechanical Engineering, 2008, 44(6): 27-35.
[2] �� ��, ����ɭ, ������. ���ֽ������⺸�ӹؼ������о�[J]. �й�����, 2009, 36(2): 261-268.
YU Gang, ZHAO Shu-sen, ZHANG Yong-jie. Research on key issues of laser welding of dissimilar metal[J]. Chinese Journal of Laser, 2009, 36(2): 261-268.
[3] ������, �¸���, ��ʱ��. �������Ͻ����п�ֹ��˼����Ӻ������о�[J]. �й�����, 2011, 38(6): 0603010.
ZHANG Ming-jun, CHEN Gen-yu, LI Shi-chun. Experimental investigation on fiber laser overlap welding of automotive aluminum to galvanized steel[J]. Chinese Journal of Laser, 2011, 39(4): 0603010.
[4] ZHANG H T, FENG J C, HE P, HACKL H. Interfacial microstructure and mechanical properties of aluminium zinc coated steel joints made by a modified metal inert gas welding-brazing process[J]. Materials Characterization, 2007, 58(7): 588-592.
[5] �� ��, ������, ��ΰ��. ��/��п�ָ�����Դ��-ǥ��ͷ�е�Al-Fe�����仯��������[J]. ����ѧ��, 2007, 28(11): 65-68.
LEI Zhen, WANG Xu-you, WANG Wei-bo. Analysis for Al-Fe intermetallic compounds layer of fusion-brazed joints between aluminium and zinc-coated steel by hybrid welding[J]. Transactions of the China Welding Institution, 2007, 28(11): 65-68.
[6] �ܵ���, �� ƽ, �� ��, �� ��, �¸���. ��Zn��-6016���Ͻ����ֽ����ļ�����ǥ������ֵģ��[J]. �й���ɫ����ѧ��, 2012, 22(6):1738-1746.
ZHOU Dian-wu, WU Ping, PENG Li, ZHANG Yi, CHEN Gen-yu. Laser welding-brazing and numerical simulation of zinc-coated steel and 6016 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(6): 1738-1746.
[7] �� ��, �ܵ���, ���ٻ�, �� ƽ, ����ˮ. ��Zn��-6016���Ͻ⺸����֯�������һԭ������[J]. �й���ɫ����ѧ��, 2012, 22(1): 230-238.
PENG Li, ZHOU Dian-wu, XU Shao-hua, PENG Ping, LIU Jin-shui. Laser lap welding structural properties and first-principle computation of zinc-coated steel and 6016 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(1): 230-238.
[8] MATHIEU A, PONTEVICCI S, VIALA J, CICALA E, MATTEI S, GREVERY D. Laser brazing of a steel/aluminium assembly with hot filler wire (88% Al, 12% Si)[J]. Materials Science and Engineering A, 2006, 435/436(1/2): 19-28.
[9] �� ��, ��ʫ��, ������. 5A02���Ͻ����п��CO2������-ǥ���ӹ���[J]. �������ͺ�����, 2012, 41(11): 140-142.
FAN Ding, ZHANG Shi-zheng, YU Shu-rong. Fusion-brazing welding for dissimilar metals between 5A02 aluminum alloy and zinc-coated steel by CO2 laser[J]. Casting Forging Welding, 2012, 41(11): 140-142.
[10] ���쳼, ������, �� ��. ����ּ����Ӻ���ͷ�¶ȳ���ֵģ�⼰����[J]. �й�����, 2010, 37(12): 3180-3186.
CHU Qing-chen, HE Xiu-li ,YU Gang. Numerical simulation and analysis on temperature field for laser welded stainless steel lap joint[J]. Chinese Journal of Laser, 2010, 37(12): 3180-3186.
[11] �����, �ƽ���, ����ï. ���⺸�ӹ����¶ȳ���ģ��[J]. Ӧ�ü���, 2008, 28(3): 190-195.
ZENG Xiang-chen, HUANG Jian-wen, ZHANG Qing-mao. Thermal field simulation in laser welding process[J]. Applied Laser, 2008, 28(3): 190-195.
[12] ������, ������, �����. �����˹�������Ĵ�����ǿ�ֺ��ӱ��η���Ԥ��[J]. ����ѧ��, 2002, 23(1): 27-33.
LIU Li-ming, LIANG Guo-li, LIU Yu-jun. Analysis and prediction of the welding deformation of high-strength steel in boat based on artificial neural network[J]. Transaction of the China Welding Institution, 2002, 23(1): 27-33.
[13] GHOSAL S, CHAKI S. Estimation and optimization of depth of penetration in hybrid CO2-laser-mig welding using ANN-optimization hybrid model[J]. Int J Adv Manuf Technol, 2010, 47(9/12): 1149-1157.
[14] Ѧ����, �� ��, ���廪. ���⺸���¶ȳ���ֵģ��[J]. ����ѧ��, 2003, 24(2): 79-82.
XUE Zhong-ming, GU Lan, ZHANG Yan-hua. Numerical simulation on temperature field in laser welding[J]. Transaction of the China Welding Institution, 2003, 24(2): 79-82.
[15] SATHIYA P, PANNEERSELVAM K, ABDUL J M Y. Optimization of laser welding process parameters for super austenitic stainless steel using artificial neural networks and genetic algorithm[J]. Materials and Design, 2012, 36(1): 490-498.
(�༭ ����Ƽ)
������Ŀ�����Ҹ����о���չ�ƻ��ص���Ŀ(2012AA111802)�����ϴ�ѧ���������Ƚ������������ص�ʵ������������(71075003)
�ո����ڣ�2013-04-08�������ڣ�2013-10-08
ͨ�����ߣ��ܵ��䣬���ڣ���ʿ���绰��13017297124��E-mail��zdwe_mail@126.com
ժ Ҫ��Ϊ�����ƻ���ٶ�п��/6016���Ͻ��ڼ��⺸����������Fe/Al���Խ����仯������ù��˼��������������κ�ǥ�ϣ������������ö�п����6016���Ͻ�ƽ���Լ����м����Ӻ����顣����ANSYS����Ԫ����������������/�����⺸��Դģ�͡�����ģ��������¶�ͬ����������ȡ��ͬ���������º������������Ϊѵ������������BP�����磬�������⺸�����º��ӹ��ʡ������ٶȡ��뽹���뺸������֮��ķ�����ӳ���ϵ���Ż����ӹ��ղ�����������ʽ����������ɨ��羵��X���������ǡ������Ƶ���������������ֶζ��Ż����������º��ӽ�ͷ������Ľ�����֯���Ͽ���ò������Ԫ�طֲ�����Ҫ����ͽ�ͷ��ѧ���ܽ����о������������ģ������ù�������ຸ�����IJ�ͬλ���¶���ʵ��ͬ�������¶Ȼ����Ǻϣ�������Դģ���ܷ�ӳ���⺸ʵ�ʹ����ص㣻ͨ�������緽������ģ��Ԥ�ⲻͬ���ղ����º����۳���ȵ������������10%���ڣ��Ż����������£������������ۻ����������ۻ���Һ̬���ڸֱ�����ʪ��չ���ã���/��������γɺ��ԼΪ9 ��m����FeAl��Fe3Al��ɵĽ����仯����㣬���ӽ�ͷƽ������ǿ��Ϊ27.70 MPa��������ò����Ϊ���������ԵĻ���Ͷ���������
[1] ������, �����, �¼���. ���������������һ�廯�ṹ�¼������о���չ[J]. ��е����ѧ��, 2008, 44(6): 27-35.
[2] �� ��, ����ɭ, ������. ���ֽ������⺸�ӹؼ������о�[J]. �й�����, 2009, 36(2): 261-268.
[3] ������, �¸���, ��ʱ��. �������Ͻ����п�ֹ��˼����Ӻ������о�[J]. �й�����, 2011, 38(6): 0603010.
[10] ���쳼, ������, �� ��. ����ּ����Ӻ���ͷ�¶ȳ���ֵģ�⼰����[J]. �й�����, 2010, 37(12): 3180-3186.
[11] �����, �ƽ���, ����ï. ���⺸�ӹ����¶ȳ���ģ��[J]. Ӧ�ü���, 2008, 28(3): 190-195.
[12] ������, ������, �����. �����˹�������Ĵ�����ǿ�ֺ��ӱ��η���Ԥ��[J]. ����ѧ��, 2002, 23(1): 27-33.
[14] Ѧ����, �� ��, ���廪. ���⺸���¶ȳ���ֵģ��[J]. ����ѧ��, 2003, 24(2): 79-82.
