

Wear behaviors and lubrication medium of TiC/Al2O3 ceramic wire drawing dies
YANG Xue-feng(��ѧ��)1, DENG Jian-xin(�˽���) 2, WANG Hui(�� ��)1, ZE Xiang-bo(���)1
1. Department of Mechanical Engineering, University of Jinan, Jinan 250022, China;
2. Department of Mechanical Engineering, Shandong University, Jinan 250061 China
Received 15 July 2007; accepted 10 September 2007
Abstract:
The suitable test equipment for wire-drawing was designed. Wire-drawing tests were carried on with this equipment for TiC/Al2O3 ceramic wire-drawing die. Effect of lubrication medium and drawing velocity on the drawing force was investigated. The wear mechanisms of the ceramic drawing dies were investigated. Worn bore surfaces of the ceramic drawing dies were examined by scanning electron microscopy. The results show that lubricant media have great influence on the drawing force. The drawing force is the smallest when a grease lubricant is used. But alteration of drawing velocity has scarcely any influence on the drawing force. Detailed observations and analyses of the die wear surface reveal that the most common failure of the ceramic drawing die is the wear in the invariable zone and bearing zone owing to the greater press stresses. Abrasive and adhesive wear are found to be the predominant wear mechanisms for ceramic drawing die.
Key words:
wear behaviors; lubricant properties; drawing process; ceramic mould materials; wire drawing dies;
1 IntroductionIn wire drawing industry, the wire drawing die is an important wasting mould used at wire, cable, welding rod, etc. The expense of die is about 50% in all drawing process[1]. The main reason that leads to uselessness of die is friction and worn out[2]. The ceramic materials have excellent general mechanical properties in wear resistance, oxidation resistance and corrosion resistance, and they are the excellent materials used as wire drawing dies[3]. TiC/Al2O3 ceramic wire drawing die has already been developed in laboratory, it has better mechanism properties in drawing process, but the research on lubricant choice and wear behavior is scarce[4]. So the experiment platform is established. The wire drawing experiment is done by using five lubricants, and the wear behavior of die is analyzed by SEM (Scanning Electron Microscope). The TiC/Al2O3 ceramic composite is the favorable material as drawing die, through investigation on lubricant choice and wear behavior, the wear behaviors on every zone in bore surfaces are analyzed and the best lubricant mediums are provided for reducing drawing force in order to offer scientific evidence to use TiC/Al2O3 ceramic die well.
2 Experimental2.1 Preparation of material
The purity of TiC powder is higher than 99.8%, its density is 4.25 g/cm3, its average diameter is shorter than 0.5 ��m. As for ��-Al2O3 powder, its purity is more than 99.9% and its density is 3.99 g/cm3, its average diameter is shorter than 0.5 ��m. They were mixed in ball milling canister with ethanol and ceramic small ball 48 h. The volume fraction of TiC is 45% and that of Al2O3 is 55%. After being roasted in dryness box, the mixed material must be sifted in screen in flowing N2 atmosphere. The ceramic composite wire drawing die was prepared by hot pressing sintering, the sintering temperature was 1 700- 1 800 ��, the pressure was 30 MPa, the heat preservation was 10-30 min, and the sintering atmosphere was N2.
2.2 Testing of mechanics properties
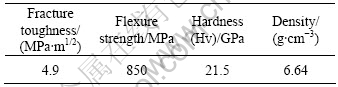
The prepared ceramic samples was sliced into 3 mm��4 mm��36 mm, its density was measured by drainage method; its hardness was surveyed by using Vickers sclerometer; its flexure strength was surveyed by three-point winding method, the span distance was 20 mm, the loading rate was 0.2 mm/min; its fracture toughness was measured by impressive means, the force of impress was 196 N, the retaining time was 15 s, the length of impress was measured by 400 times microscope. The mechanical properties of wire drawing die are listed in Table 1.
Table 1 Mechanical properties of TiC/Al2O3 ceramic composite specimen
2.3 Lubrication and wear testing
The drawn wire is 65 Mn steel; its diameter is 4.5 mm, which changed to 4 mm after drawing process, with the reduction ratio of 21%. Suitable test equipment for wire-drawing is designed. Wire-drawing tests are carried on with this equipment for TiC/Al2O3 ceramic wire drawing die. Effect of the lubrication medium on the drawing force is investigated. There are six lubricant states in the testing, no lubricant; water; engine oil; saponification liquid; lubricating grease; graphite[5]. There are three drawing velocities, i.e. 10, 100 and 500 mm/min.
After experiment of drawing, the die is cut open by thread cutter through symmetrical axis. It is washed in ultrasonic launder by grain alcohol and then dried and preserved in airproof environment. Wire drawing die shows sliding friction with wire in drawing process[6]. The friction and wear behaviors of die interconnect with inner hole closely. The microstructure of die samples is investigated by SEM. The worn bore surfaces of ceramic die are shown in Fig.1.
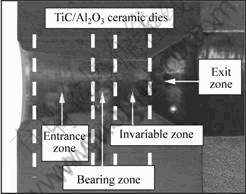
Fig.1 Worn bore surfaces of ceramic die
3 Results and discussion3.1 Variation of drawing force with lubricant
When drawing velocity is 10 mm/min, the drawing forces change as shown in Fig.2. It can be seen that different lubricants have different effects on drawing process. As for no lubricant state, the drawing force is the maximum which reaches 3.10-3.30 kN. When the lubricant is water, the force is less than the former, the average value reaches 2.70 kN. As lubricant is engine oil or saponification liquid, the force is less than the former, reaches about 2.50 kN, and the lubricating effect with engine oil or saponification liquid is the same in the gross. The force value with graphite is 2.00-2.10 kN, it is even less than engine oil or saponification liquid. The force with lubricating grease is the minimum, about 1.80-2.00 kN.

Fig.2 Variations of forces with different lubricants at 10 mm/min
As the velocity is 100 mm/min, the drawing forces change as shown in Fig.3. When there is no lubricant, the drawing force is the maximum all the time whose average value is 3.20 kN. In water lubricant, the force is less than no lubricant, and reaches 2.60-2.75 kN. As lubricant is engine oil or saponification liquid, the force is in the middle of all states, reaches about 2.50 kN, and the lubricating effect with engine oil is better than saponification liquid. The force value with graphite is 2.00-2.10 kN. The force with lubricating grease is the minimum, less than 2.00 kN.
As velocity reaches up to 500 mm/min, the forces change as shown in Fig.4.
When there is no lubricant, the drawing force value maintains 3.20 kN. When there is water lubricant, the force value is about 3.00 kN, which is higher than low velocity. As lubricant is engine oil or saponification liquid, the force is less than the former, reaches about 2.50 kN, and the lubricating effect with engine oil or saponification liquid is the same in the gross, too. The force value with graphite is 2.00-2.10 kN. The force with lubricating grease is the minimum, 2.00-2.10 kN.
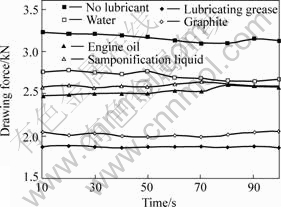
Fig.3 Variations of forces with different lubricants at 100 mm/min
As a whole, the drawing force changes less with drawing velocity, and the force at low velocity is less than at high velocity. In all lubricants, lubricating grease has the excellent lubricating effect in drawing process, and graphite is a little worse than grease lubricant. They are fitting for drawing process. Other lubricants are unfavorable for drawing process.
3.2 Investigation of different zones micrographs
The worn micrograph of entrance zone is shown in
Fig.5(a). It can be seen that the surface of entrance zone is smooth. And there are a few pits on the surface. There is not a mass of friction and no wear traces in the whole entrance zone.

Fig.4 Variations of forces with different lubricants at 500 mm/min
The worn micrograph of bearing zone is shown in Fig.5(b). It can be seen that there are lots of furrows and fallen grains on the surface of bearing zone. The surface is worn badly. It is obvious that the traces bring along wire drawing direction by friction and wear. On local surface, there are some pits due to fallen grains and microcracks.

Fig.5 Micrographs of worn born surfaces in different zones: (a) Entrance zone; (b) Bearing zone; (c) Invariable zone; (d) Exit zone
The worn micrograph of invariable zone is shown in Fig.5(c). It can be seen that the worn behaviors of invariable zone surface are the same as bearing zone, full of furrows and fallen grains. Abrasive wear properties are main worn behaviors. The surface is worn badly and the grains are coarsened. There is a few lubricating leftovers in invariable zone. Obviously, the traces bring along wire drawing direction. On local surface, some pits and micro cracks appear by fallen grains.
The worn micrograph of exit zone is shown in Fig.5(d). It can be seen that the worn behaviors of exit zone surface are completely different from the other zones, which are full of cracks. Main worn behaviors are crushability properties with fallen grains and no traces appear on surface. There are a mass of lubricating leftovers on the surface.
As a whole, the wear and tear behaviors are different in different zones. In the entrance zone, the surface does not contact with wire, so the surface is smooth and only a few scratches due to wire come into it. On the surface of bearing and invariable zone, the wire touches the surface tempestuously, the friction and wear is quite severe, then lots of mechanism traces are produced with fallen grains and micro cracks. In the exit zone, the worn behaviors are main crushability properties with fallen grains, where there are a lot of lubricating leftovers.
3.3 Analyses of wear mechanism of ceramic die
The most common failure of the ceramic drawing die is the wear in the bearing zone and invariable zone owing to the greater drawing stresses. The stress distribution of bore surface is solved by FEM. Fig.6 shows the axial stresses distribution with drawing velocity of 100 mm/min. It can be seen that the axial stresses are axisymmetric and the main stresses are compressive. The great compressive stresses take place at the bearing zone and invariable zone and the maximum value reaches 317 MPa. In the entrance zone and exit zone, the stresses are less than those in the bearing zone and invariable zone.
The radial stress distribution of TiC/Al2O3 ceramic dies is shown in Fig.7. It is obvious that the radial stresses are greater than the axial stresses; the maximum value of compressive stress is 2.03 GPa on the bearing zone surface. The great compressive stresses appear in the bearing zone and invariable zone and the values of stresses descend from bearing zone and invariable zone to entrance zone and exit zone.
In drawing process, wear mechanisms are different in different zones. The surfaces are severely worn in bearing zone and invariable zone, and the wear mechanism is abrasive primarily with small micro cracks.
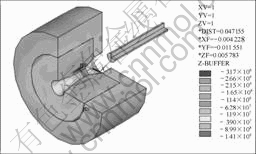
Fig.6 Axial stress distribution of ceramic wire drawing die

Fig.7 Radial stress distribution of ceramic wire drawing die
4 Conclusions1) Lubricant mediums have great influence on the drawing force. The drawing force is the smallest when a grease lubricant is used.
2) Wear behaviors on bore surfaces of ceramic die are different. Detailed observations and analyses of the die wear surface reveal that the most common failure of the ceramic drawing die is the wear in the bearing zone and invariable zone owing to the greater compressive stresses. Abrasive and adhesive wears are found to be the predominant wear mechanisms for the ceramic drawing die.
References
[1] YANG Xue-feng, DENG ian-xin, ZHOU Jun, YAO Shu-qing, LI Chan. Friction and wear behaviors of three ceramic composite[J]. Key Engineering Materials, 2006, 315/316: 94-97.
[2] YANG Xue-feng, DENG Jian-xin, YAO shu-qing. Friction and wear behaviors of Al2O3/TiC ceramic composite using as wire drawing dies[J]. Journal of the Chinese Ceramic Society, 2005, 33(12): 1522-1526. (in Chinese)
[3] DENG Jian-xin, AI Xing. Friction and wear behavior of Al2O3 based ceramic materials[J]. Chin J Mate Res, 1997, 11(3): 252-258. (in Chinese)
[4] YANG Xue-feng, DENG Jian-xin, YAO Shu-qing. Friction and wear behaviors of Al2O3-based ceramic composite using as wire drawing dies[J]. Chinese Journal of Mechanical Engineering, 2006, 42: 121-124. (in Chinese)
[5] YEA Yang-su. Enhanced boundary lubrication by potential control during copper wire drawing[J]. Wear, 1997, 210: 165-170.
[6] WU C W, HSU R Q. Theoretical analysis of extrusion of rectangular, hexagonal and octagonal composite clad rods[J]. International Journal of Mechanical Sciences, 2000, 42: 473-486.
Foundation item: Project(B0614) supported by the Natural Science Foundation of University of Jinan, China; Project(20030422105) supported by the Specialized Research Fund for Doctoral Program of Higher Education, China; Project(Y2004F08) supported by the Natural Science Foundation of Shandong Province, China; Project(NCET-04-0622) supported by the Program for New Century Excellent Talents in University, China.
Corresponding author: YANG Xue-feng; Tel: +86-531-86418270; E-mail: me_yangxf@ujn.edu.cn
