
������ʱ��: 2019-04-15 15:28
����Ħ����Ti-4.5Al-3V-2Fe-2Mo�Ͻ�ij����Ա�����Ϊ�о�
�й��������켼���о�Ժ
���Գ��μ������տƼ��ص�ʵ����
���ֻ����Գ��μ�����װ���������ص�ʵ����
�й�����Ħ�����о�����
ժ Ҫ��
SP700�ѺϽ�(Ti-4.5Al-3V-2Fe-2Mo)���зdz�����ĵ��³����ԺͽϿ��ĵ����ȼӹ����ڡ����ķֱ�������mֵ���ͺ�Ӧ�����ʷ�,���SP700�ѺϽ����Ħ������ͷ�����Ա�����Ϊ�������о����о��������:�������mֵ����795�����������������Ϊ989.9%;���ú�Ӧ�����ʷ�,��795�桢Ӧ������Ϊ5��10-4s-1�����»�������������Ϊ687%�����ַ�����ĸ�ĵ���ѳ����¶�(765��)��������ߡ��ԱȽ���Ħ������������ϸ����֯,������������κ�,����֯�����ֻ�����,�Ҧ��ຬ�����١������������ֻ���ԭ������Ǿ�����Ħ�������ҵ����Ա��κ��µľ����ڲ�����������,�ں����ij��ܱ��ι����о������������������¡��ϸ�Ӧ�����������µı��λ���Ϊ���������������Ѻ��ٽᾧ������Ħ�������ӽ�ͷ���������Ȼ�еӰ�������ڽ�Ϊ���Ե���֯������,�����ܱ��ο���Ч���ƽ���Ħ�������ӽ�ͷ����֯�������ԡ�
�ؼ��ʣ�
SP700�ѺϽ�;����Ħ������;������;����֯;
��ͼ����ţ� TG146.23;TG453.9
����飺������(1981-),��,���ɹų����,��ʿ,������ʦ,�о�����:�ѺϽ��ܳ��μ���;�绰:010-85701254;E-mail:fumj1981@126.com;
�ո����ڣ�2017-12-02
�������ҿƼ������˼ƻ���Ŀ(2069999)����;
Superplastic Deformation Behavior of Friction Stir Welded Ti-4.5Al-3V-2Fe-2Mo Alloy
Fu Mingjie Li Jizhong Zeng Yuansong
AVIC Manufacturing Technology Institute
Aeronautical Key Laboratory for Plastic Forming Technology
Beijing Key Laboratory of Digital Plasticity Forming Technology and Equipment
China FSW Center
Abstract��
SP700 titanium alloy(Ti-4.5 Al-3 V-2 Fe-2 Mo) has excellent superplasticity and relatively wider hot working map at low temperature.This paper used two method to study superplastic deformation behavior of the joint of FSW(friction stir welding) SP700 titanium,as maximum m value method and constant strain rate method.The results showed that a elongation of 989.9% was obtained at795 with maximum m value method;and a elongation of 687% was obtained at 795�� and 5��10-4 s-1 with constant strain rate method.The optimum superplastic deformation temperatures were all higher than that of base materials by two methods.Compared with the finer microstmcture at nugget zone of FSW,the grains grew seriously after superplastic deformation,and the volume of beta phase comparably decreased.The reason for the coarse grains after SPF was because the finer grains had higher distortion energy,and during SPF process the potential energy for the grain growing comparably highly increased.The deformation mechanism at higher strain rate was that grains were elongated,grown,fractured and equixed recrystallization.Microstructure in NZ(nugget zone) and TMAZ(thermo-mechanically affected zone) of FSW joint was obviously non-uniform,however,it could be effectively improved after superplastic deformation.
Keyword��
SP700 titanium alloy; friction stir welding; superplasticity; microstructure;
Received�� 2017-12-02
���ܳ���(SPF)�����Ħ������(FSW)��Ϲ����ǽ����귢չ���������ż���,�ṩ��һ����Ч������Ͻ���ɢ���������ʵ�����Ͻ���Ĺ���������
��+�����ѺϽ�SP700 (Ti-4.5Al-3V-2Fe-2Mo)���ձ�NKK��˾�����Ŀɵ���800���ó����Եĵͳɱ���ǿ�ѺϽ�,2001��SP700�ѺϽ��������������(��������չ�����)��¼���ɻ��ý�������һ������SP700�ѺϽ���������ĵ��³����ԡ����ȴ����������ܡ����õļӹ������ӹ�����,�ں��ա�ҽ����е������������������㷺Ӧ��
SP700�ѺϽ��Ti6Al4V�Ͻ���и��͵�����Ӧ���������ļӹ����ڡ��������SP700�ѺϽ�Ľ���Ħ������ͷ�ij����Լ�������֯�ݱ�������о�,ΪSP700�ѺϽ�FSW/SPF�����ṩ�ο������ݡ�
1 ʵ��
ʵ�������������ҵ�������ι�˾�ṩ��2.0 mm���M̬SP700�ѺϽ���,ʵ�⻯ѧ�ɷ����1��ʾ����3�������ԭʼ��֯��ͼ1��ʾ,������ɫ��Ϊ��������,��ɫ��Ϊ��ת����֯���ɼ�,ĸ��3�������Ϊ���ᾧ��֯,������ľ��нϺõĸ���ͬ�ԡ�������ΪϸС,�������ߴ�Ϊ2��8��m,���г������ຬ��ԼΪ60%��
���ݽ���Ħ������TC4�ѺϽ���Ż����ղ���,����Ħ������SP700�ѺϽ�IJ���ѡȡΪ:����ͷ���ֱ��Ϊ15 mm,ת��Ϊ100 r��min-1,����Ϊ30 mm��min-1,ѹ����Ϊ0.2 mm������ͷ����ѡ����-諸Ͻ�,��������װ�öԺ������������屣���Է�ֹ���������������⡣�亸�������ۡ�X���⼰�����ò��ͼ2��ʾ�����������������,δ���ִִ���,��ͼ2(a);X��������ʾ����������������δ��ȱ��,��ͼ2(b)�����������Ƭ��ʾ������ĸ�Ľ���ʡ��롱״,������ȫ��,��ͼ2(c)��
��1 SP700�ѺϽ�Ļ�ѧ�ɷ� ����ԭͼ
Table 1 Chemical compositions of as-received SP700 tita-nium alloy (%,mass fraction)

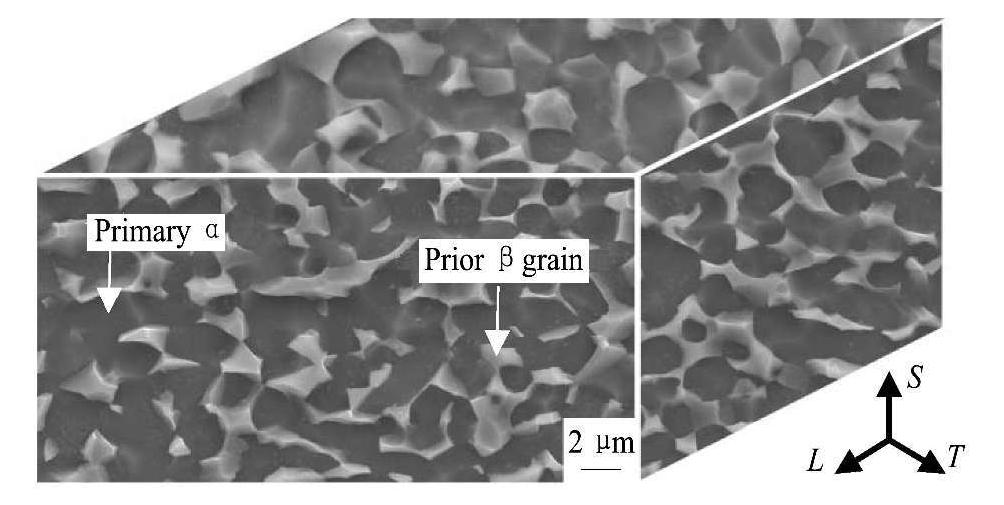
ͼ1 SP700�ѺϽ���ԭʼ��֯SEM��Ƭ
Fig.1 SEM image of as-received SP700 titanium alloy
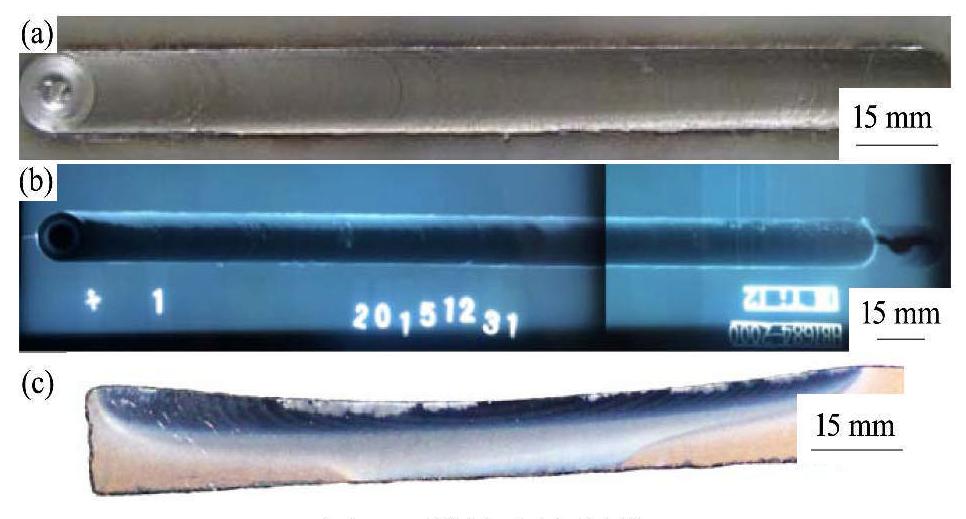
ͼ2 ����Ħ������
Fig.2 Results of FSW joint
(a) Feature of specimen after FSW;(b) X-ray test result;(c) Feature of FSW cross-section
���ǽ���Ħ�����볬�ܳ�����Ϲ��յ�Ӧ��,���������ı���ڰ��������Ľ���Ħ������ͷ��ĸ�ġ����õ�����и�ķ����ӹ����������������ı��ߴ�Ϊ30 mm(��)��6 mm(��),��ͼ3��ʾ,�����Ͳ������1200#ˮĥɰֽ��ĥ�����������������������뺸�췽��ֱ;�����¶�Ϊ755��815��,�¶ȼ��Ϊ20��,��Ӧ�����ʳ��������Ӧ������Ϊ1.0��10-2��5.0��10-4 s-1��
��������ʵ����SANS-CMT4104�������Ƶ�������ʵ����Ͻ���,���ȴ�����Ϊ300 mm,�����ƶ��ٶ���0.0001��500 mm��min-1֮�������ɵ������mֵ���������ٶ�������VΪ0.09mm��min-1,ʱ������tΪ6 s��Ϊ�˷�ֹ�ڸ��±���ʱ��������,������������Ti-1200����������������
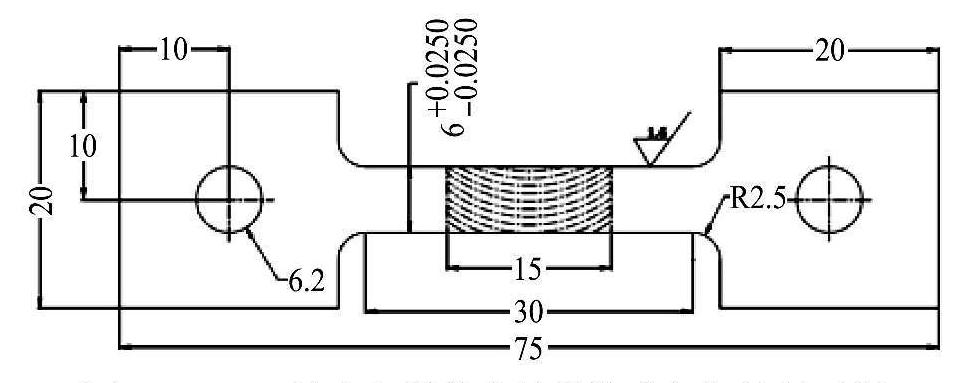
ͼ3 SP700�ѺϽ����Ħ������ͷ������������
Fig.3 FSW joint superplastic tensile specimen of SP700 alloy (mm)
�������Ϻ�����ˮ��,���������ĸ�����֯������OLYMPUS BX41M����������ZEISS��˾��ɨ��羵�����Ϻ������ĺ�ȷ����������֯�۲졣
2 ���������
2.1 FSW��ͷ����������ѧ��Ϊ
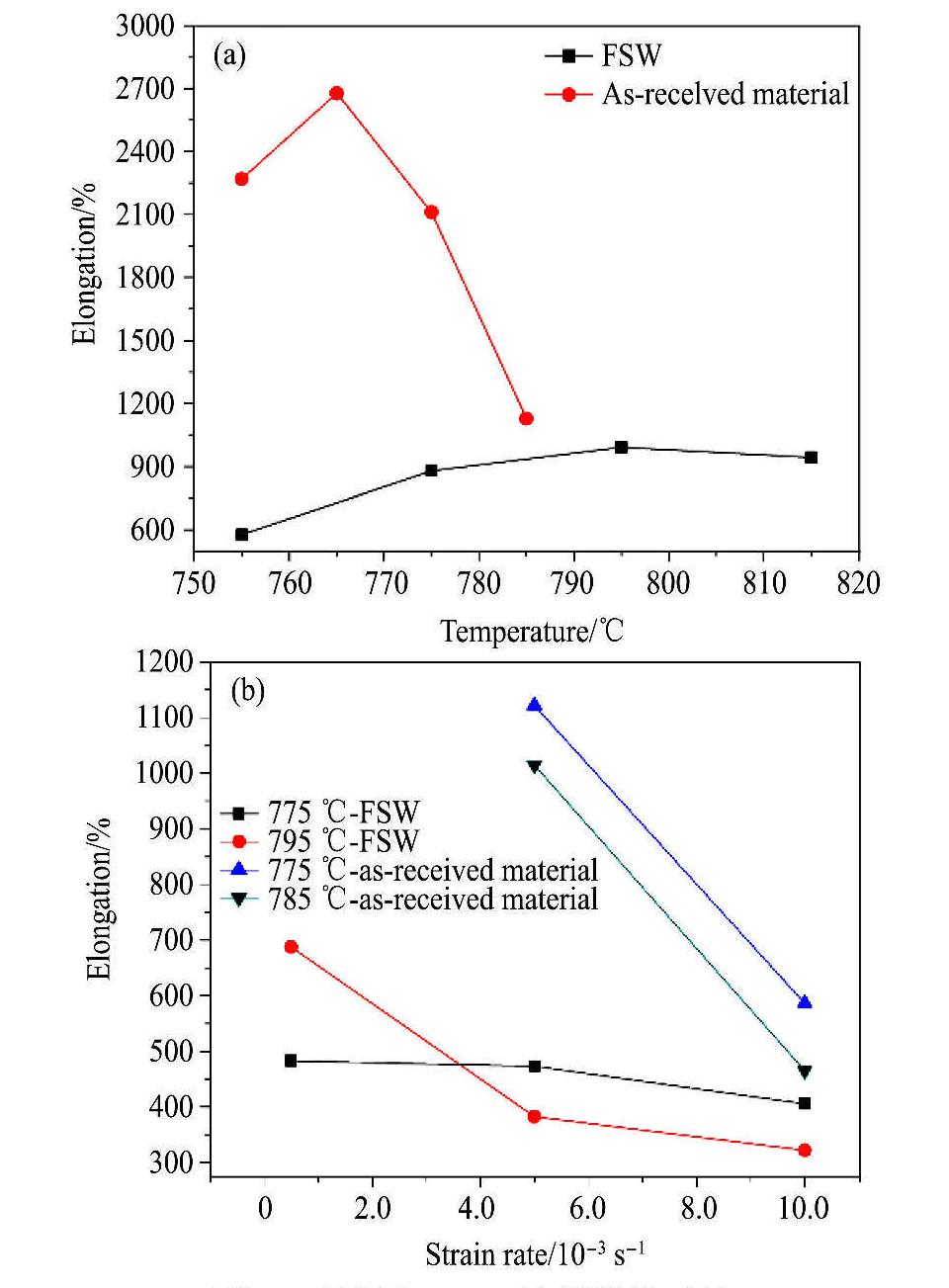
�Ա�ͼ4��ʾ���������췽�����������,��Ҫ���������ڽ���Ħ������,���ڴ˴���0.2 mm��ѹ����,���Ҿ���ĥȥë�̺�,������ι����д˴��Ŀ�����С,����е�ĸ�IJ��ּ���û�бں���������mֵ������ijһ�¶��»����������ʵ���Ч����,����Ҫԭ����ͨ����������ж�mֵʱʱ���м��,�����ϵ�������������ƶ��ٶ�,�Ӷ�ʼ�ձ���mֵ���,����ø��¶��µ����������,��ͼ4(a)Ϊ�������mֵ������õ��IJ�ͬ�¶ȵ������������ɼ�,����Ħ������ͷ����ѳ����¶�Ϊ795��,��ĸ�ĵ���ѳ����¶�(765��)��30��(ͼ5(a)),��õ����������Ϊ989.9%��ͼ4(b)Ϊ���ú�Ӧ���������������½���Ħ������ͷ�ij��������������ɼ�,775���795��������,����Ӧ������Ϊ0.0005 s-1ʱ������������,�ֱ�Ϊ683.1%��687.8%��
��ĸ�ĵij������������ʶԱ���ͼ5��ʾ���ɼ�,�������mֵ��,��ֱ���Ʒ����ĸ�ĵ���ѱ����¶�Ϊ765��,��øߴ�2677%��������;�����ú�Ӧ�����ʷ�,��ֱ���Ʒ����ĸ����775��,0.005 s-1�����»��1121%�������ʡ�
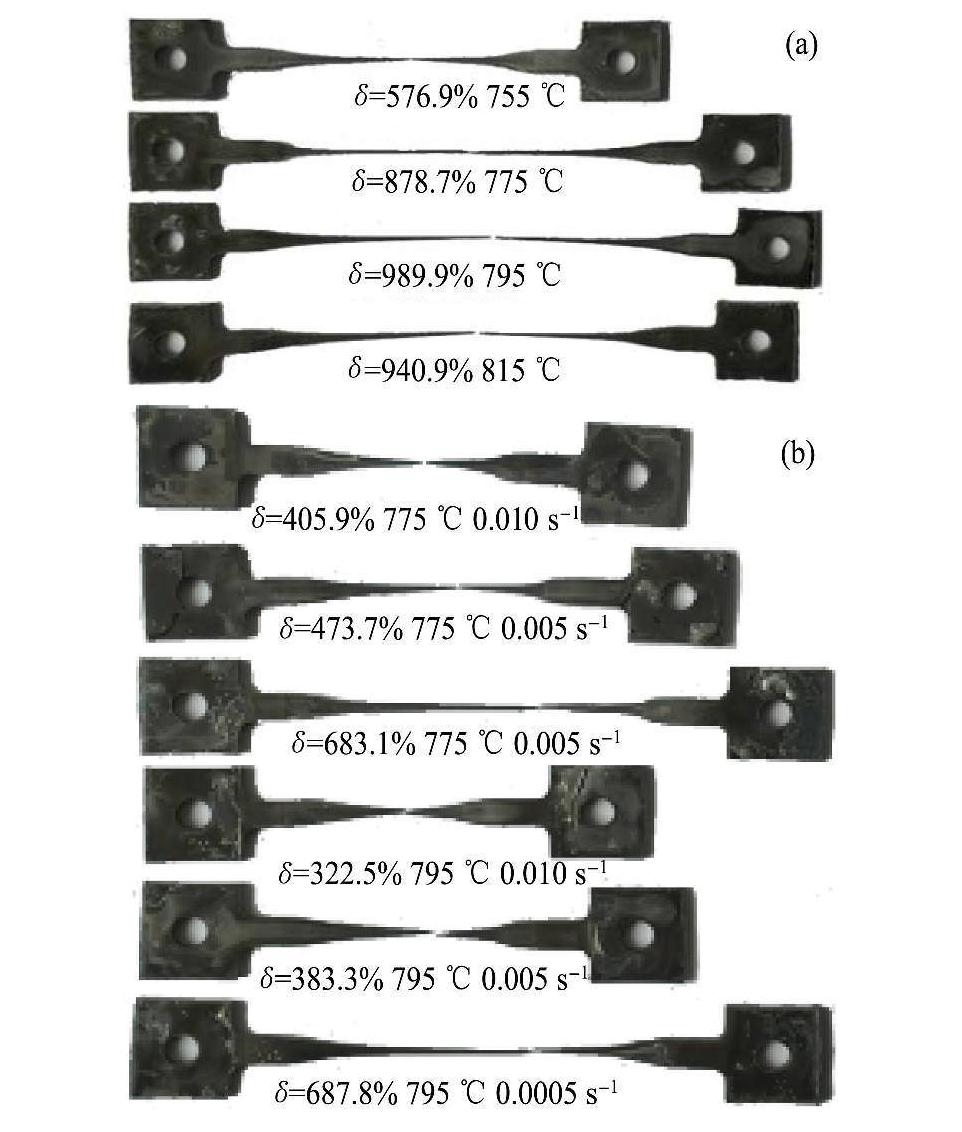
ͼ4 SP700�ѺϽ����Ħ������ͷ���������������
Fig.4 Superplastic tensile specimen feature of FSW joint of SP700 titanium alloy with (a),maximum m method(b) constant strain rate method
ͼ5 ĸ����FSW�ij����ԶԱ�
Fig.5 Elongation comparison between base material and FSW joint with (a),maximum m value method (b) constant strain rate method
��ͼ6��ʾΪ��Ӧ�����ʷ���Ӧ��-Ӧ������,�ɼ����������¶������µ����߷dz�����,��ֻ����0.0005 s-1��Ӧ�������²��ܻ����̬����,���������Ӧ����Ϊ14 MPa���Ա�ĸ����0.005 s-1�����µ�Ӧ��-Ӧ������,������Ӧ���ǽ���Ħ�����Ľ�һ��,�ұ��ι���������̬����,��ͼ7��ʾ��
��Ӧ���������������,���ű�����������,�������ƶ��ٶ��ӿ�,�����ٶ�̬�ٽᾧ������ת��Э�����ε�ʱ�䡣�����mֵ���취���������������DZ仯��,��ͼ8��ʾΪ���mֵ�����������Ӧ�����ʵı仯����,�ɼ�,�ڱ����к���,Ӧ�����ʾ�����0.0005s-1ʱ���������mֵ���б���,�Ӷ�����ͬ�¶���,�������mֵ����õ������ʸ��ں�Ӧ�����ʷ��ġ�
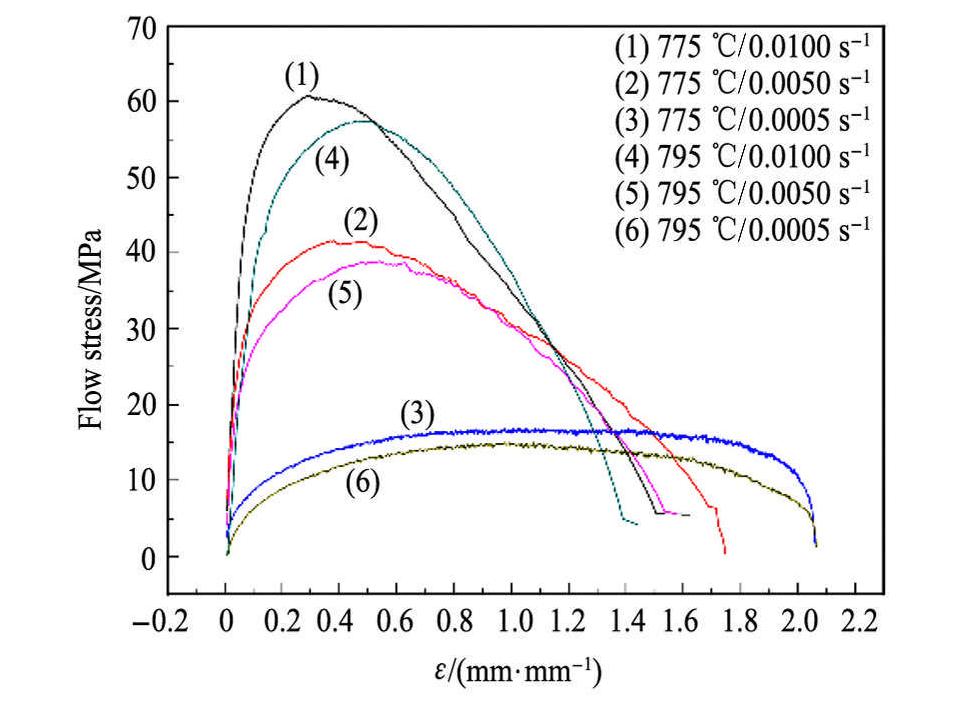
ͼ6 FSW��ͷ��Ӧ�����ʷ���Ӧ��-Ӧ������
Fig.6 Stress-strain curves with constant strain rate method of FSW joint
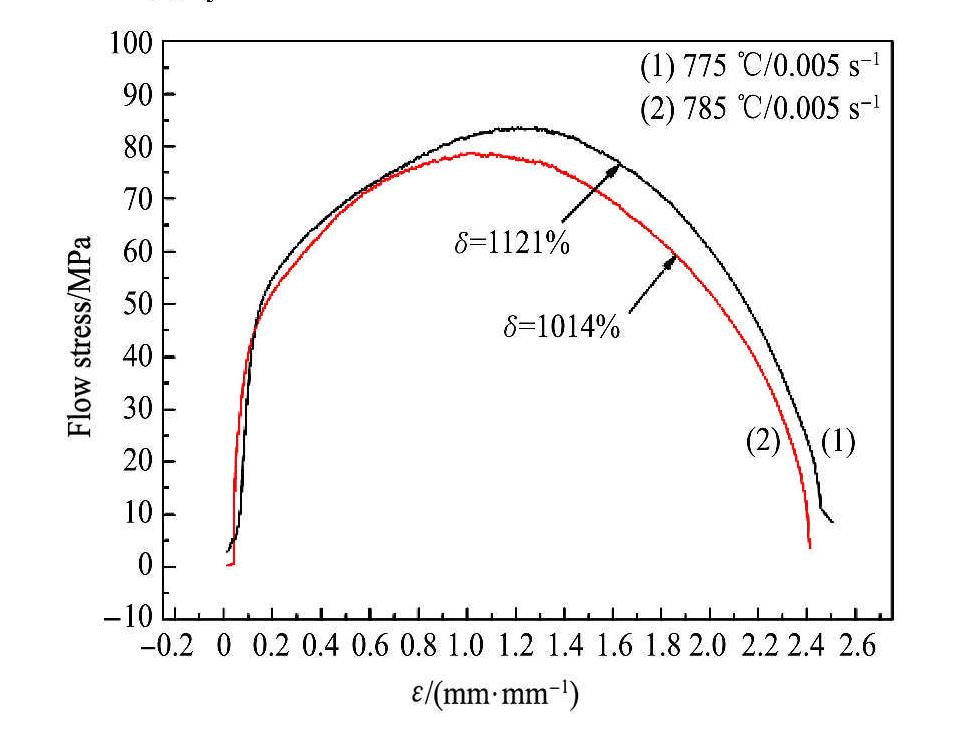
ͼ7 ĸ�ĺ�Ӧ�����ʷ���Ӧ��-Ӧ������
Fig.7 Stress-strain curves Mith constant strain rate method of base material

ͼ8 ���mֵ�����������Ӧ�����ʵı仯����
Fig.8 Strain rate curve of maximum m value method
2.2 ����֯�ݱ�
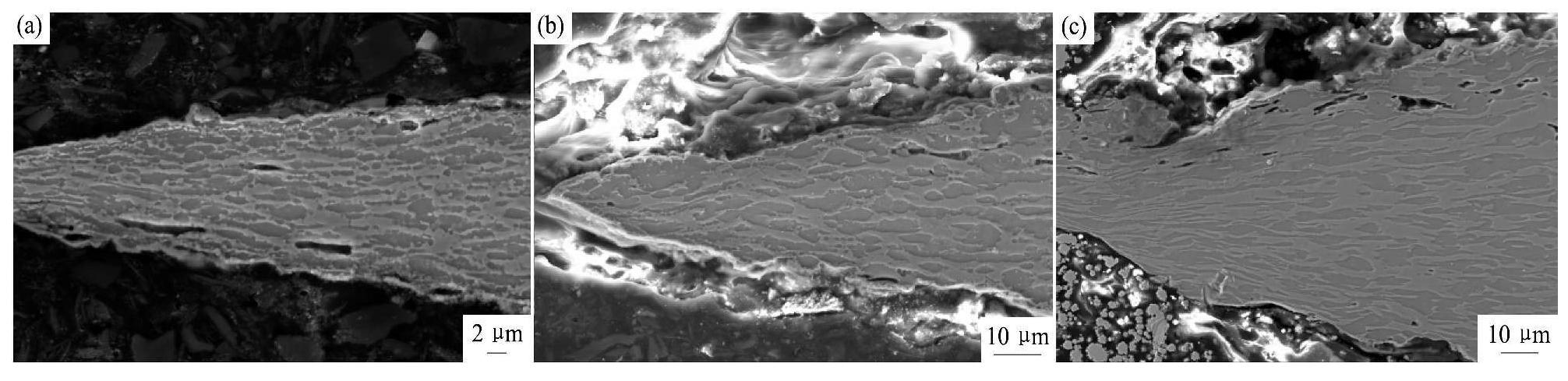
��ͼ9��ʾΪ��������ǰ,����Ħ������ĺ�����(NZ)���Ȼ�еӰ����(TMAZ)�ڽ��治ͬλ�õ�����֯�����������ϵ��´�����֯��������,�ϲ������Ӵ�,����ת��Ϊ����Ħ�����ṩ�ϸߵ�������,���ϲ����о����ߴ�ϴ�Ħ¾���,�Һ��������Ĵ�����Ƭ���֪,�˴����¶��Ѿ�������SP700�ѺϽ����ת���¶�(900��),��ͼ9(a),�¾����ߴ�ԼΪ3��m;�в�����֯Ϊ�ִ�������ӵ�δ��ȫ�ٽᾧ�Ħ¾����������ij���������,�����Ʋ�˴����¶Ƚӽ�����ת���¶�,��ͼ9(b)��ʾ;���²����ýϵ͵�������,�侧���dz�ϸС����,Լ0.5��m,��Ҫ�������б�������ԭʼ�ľ���,�Ա�ԭʼ��֯,����ĺ�����������һ��,��ͼ9 (c)��ʾ��������������֯����������Ҫ�����������벻������,��Ȼ���ñ�����ȵķ�������Ч���ƺ��������¶��ݶ�,����Ч�����ޡ���ͼ9(d��f)����,�������Ե��Ȼ�еӰ����,���Ҵ��������Ȼ�еӰ�����Ŀ�����С,�ֱ�Ϊ55,45��20��m���Ȼ�еӰ��������֯���������Ǿ���ȡ�����һ��,�����ں�������ĸ�ĵĹ�����֯��������ȿ���Ч�����¶��ݶ�,���ӽ�����������
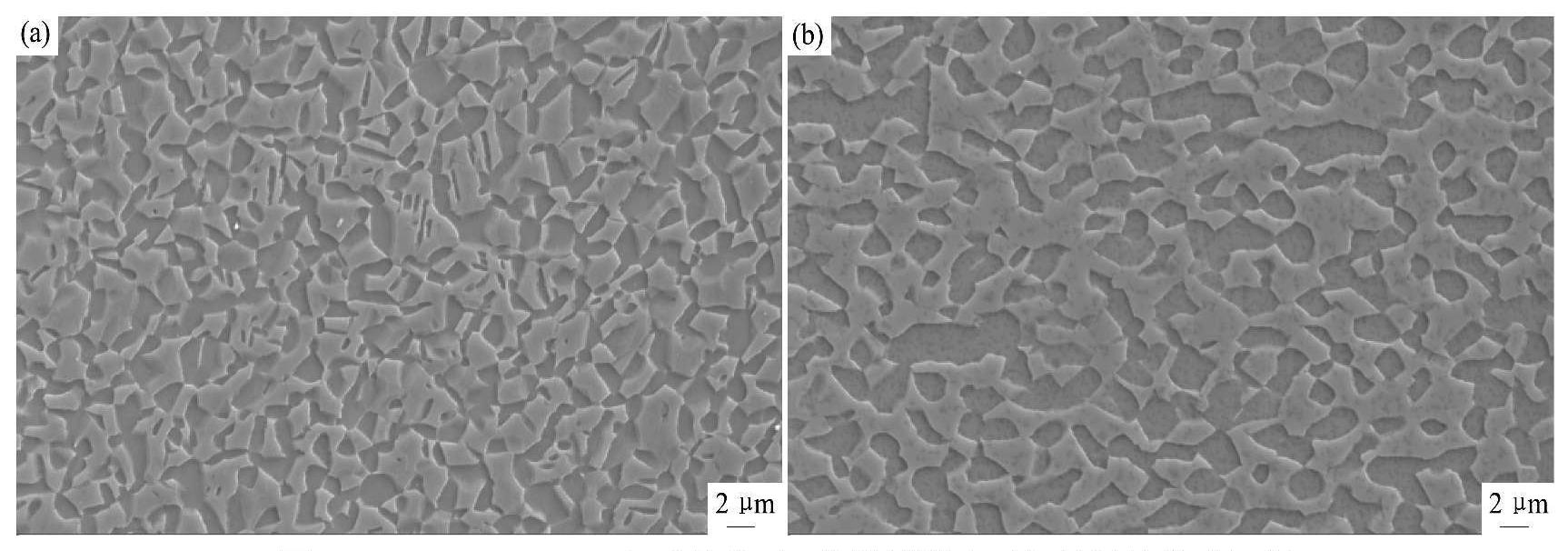
��ͼ10��ʾΪ775��������,������������ͬӦ������������κ������֯���ɼ�,Ӧ�����ʶԺ�����������֯Ӱ������,����Ӧ�����ʵļ�С,�����ߴ糤��̶�����,�ֱ�ԼΪ2,4��6��m,�Ա�ĸ����5.0��10-3 s-1�ı��κ����֯,��ͼ10(d)��ʾ,��ͼ1��ʾ��ĸ��ԭʼ��֯,���0.5��3.0��m����ǰ�������ľ����ߴ�,���κ�ľ�������̶ȷdz�����Ħ���������Ա��������в�����,�����ѺϽ����Ħ����ϸ��������ԭ���ձ���Ϊ,����Ħ���������о��ҵ����Լ��б��ε���ԭʼ��������,������̬�ٽᾧ,�Ӷ�����ϸ��
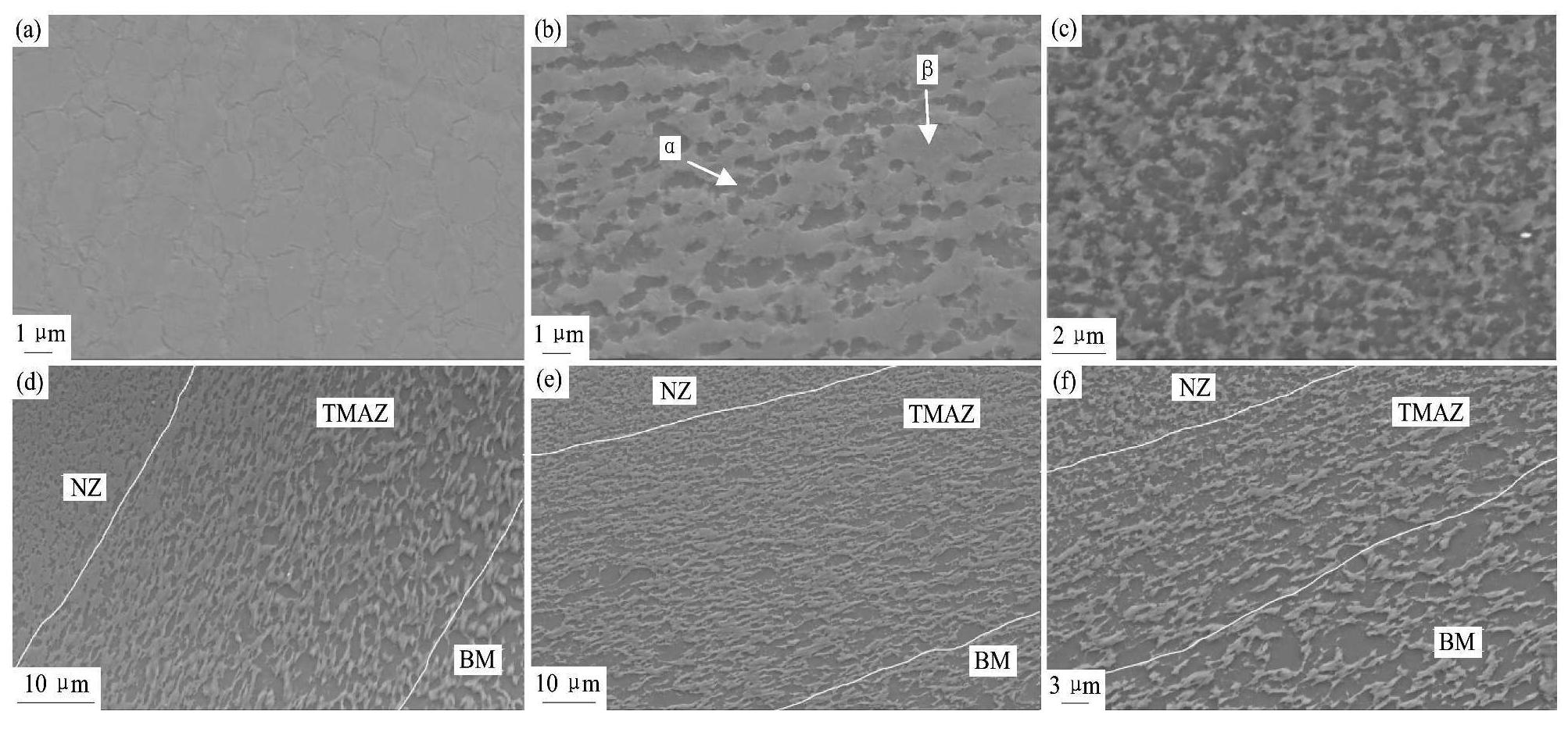
ͼ9 ����Ħ�����������֯
Fig.9 SEM images of FSW SP700 titanium alloy microstructure
(a) Top of NZ;(b) Middle of NZ;(c) Bottom of NZ;(d) Top ofTMAZ;(e) Middle of TMZA;(f) Bottom of TMAZ

ͼ1 0 775��������,������������ͬӦ������������κ������֯
Fig.10 Microstructure of NZ after tensile deformation at 775��under different strain rate(a) 1.0��10-2s-1;(b) 5.0��10-3 s-1;(c) 5.0��10-4 s-1;(d) BM 5.0��10-3s-1
��ͼ12��ʾΪ795��,5.0��10-4 s-1������,�Ȼ�еӰ������ĸ�ĵ�����֯���ɼ�,TMAZ�Ħ¾����ߴ����Խ�BM��ϸС,�Һ����������ӡ���Ȼ,TMAZ�����NZ���ı�������С,���ԶԾ���ϸ������һ�������á�
��ͼ13��ʾΪ�������mֵ������������֯���ɼ�,��755����,�¶ȵĸߵ�,�������mֵ���취����,����֯��Ӱ�첢���������侧���������ʵ���״,���¾���������᳤������ơ�����,�ԱȺ�Ӧ�����ʷ�������֯,���mֵ���ľ�����Ϊ�ִ�,��������mֵ����Ӧ��������Խ�С�й�,���¾��������̲�������
3 ����
1.SP700�ѺϽ����Ħ������ͷ�������mֵ����795��ʱ���989.9%�����������,��ĸ�ĵ���ѳ����¶�(765��)��30 ��;���ú�Ӧ�����ʷ�,��775���795��������,����Ӧ������Ϊ0.0005 s-1ʱ������������,�ֱ�Ϊ683.1%��687.8% ��
ͼ1 1 795������Ͽڵ�����֯
Fig.11 Microstructure of fracture at 795��with strain rate
(a) 1.0��10-2 s-1;(b) 5.0��10-4 s-1;(c) Maximum m value method
ͼ1 2 795��,5.0��10-4 s-1������,�Ȼ�еӰ������ĸ�ĵ�����֯
Fig.12 Microstructure of TMAZ and BM at 775��and 5.0��10-4 s-1(a) TMAZ;(b) BM

ͼ1 3 �������mֵ������������֯
Fig.13 SEM microstructure with maximum m value method at (a) 755��,(b) 775��,(c) 795��,(d) 815��
2.����100 r��min-1��30 mm��min-1�Ľ���Ħ������SP700�ѺϽ�,���������������֯��������,�������·ֱ�Ϊ����������������Ħ¾����������������������δ��ȫ�ٽᾧ�Ĵִ�¾����͵�����֯;�����ܱ��κ�,����Ч���ƺ���������֯��������,���κ��Ϊ������֯��
3.���������������mֵ���ͺ�Ӧ�����ʷ��ij��ܱ��κ�,��������̶�����,�¾���������������,�������ֻ����ء����mֵ���ľ�����Ϊ�ִ�
4.��FSWϸ����ľ����ڳ��ܱ��ι�����Ѹ�ٳ����ԭ�����������FSW�������ڽϴ�Ļ�������ʹ�ڸ��³��ܱ��ι����о��кܸߵľ��������������¡��ϸ�Ӧ�����������µı��λ���Ϊ���������������Ѻ��ٽᾧ��
�����
[1] Ma Z Y.Friction stir processing technology:a review[J].Metall.Mater.Trans.A,2008,39A:642.
