
�й���ɫ����ѧ�� 2004,(04),633-638 DOI:10.19476/j.ysxb.1004.0609.2004.04.020
�ȴ������սγ�ͬ�����ݻ���HMn59-2-1-0.5�Ͻ�ĥ�����ܵ�Ӱ��
ժ Ҫ��
�ƶ��˹���HMn59 2 1 0.5�Ͻ�ͬ�����ݻ����ȴ�������, �Ա��˸úϽ�ݻ��ͽ��ڳݻ���ĥ������, ������HMn59 2 1 0.5�Ͻ��ĥ��������������:����HMn59 2 1 0.5�Ͻ�ͬ�����ݻ���ĥ�����ڽ���ͬ�����ݻ�����֮�൱, ĥ�������Ҫ��ĥ��ĥ��, �ȴ������γɵ�"Ӳ�ʵ�+������"��"���ʵ�+Ӳ����"�ĵ��Ͷ��ิ����ĥ��֯ʹ�Ͻ�������õ�Ħ�����ԡ�
�ؼ��ʣ�
ͬ�����ݻ�;HMn59210.5�Ͻ�;�ȴ���;ĥ������;
��ͼ����ţ� TG162
�ո����ڣ�2003-07-30
�������� (863) �ƻ�������Ŀ (8637150120140);
Effect of heat treatment technique on wear properties of HM59-2-1-0.5 alloy used in car synchro converter ring
Abstract��
The heat treatment technique of HMn59-2-1-0.5 alloy used in car synchro converter ring was determined. The wear properties between HM59-2-1-0.5 alloy and imported material used in car synchro converter ring were compared and the wear mechanism was analyzed. The results show that the wear properties of HM59-2-1-0.5 alloy equal to or are better than those of imported material and the main wear mechanism is abrasive wear. The composite microstructures of hard particle+soft matrix and soft particle+hard matrix make the alloy have excellent friction characteristic.
Keyword��
synchro converter ring; HMn59-2-1-0.5 alloy; heat treatment; wear performance;
Received�� 2003-07-30
������ҵ��һ�����ҹ��õ�֧����ҵ, ��һ�����ҹ�ҵ���������Ϳ�ѧ�������ۺ����֡� �ҹ��Ľγ���ҵ��������ķ�չ, �ѻ����ϴӿ�ʼ����������, ��ʵ���˴�����Ĺ�����, ����һЩ�㲿���������������Ѵﵽ��ӽ������Ƚ�ˮƽ, �����˶Թ����������, ���������������ҵ�������ԡ� ����, Ŀǰ����һЩ�ؼ��㲿��������, �����似���ѶȽϴ�, ��δʵ�ֹ������� ����γ���ͬ�����ݻ�, ���DZ������еĹؼ����֮һ, ���ķ�����ʹ������������ϵͳ����������һ����Ҫ��־
1ʵ��
�ȴ������� SX-2.5-10��ʽ����¯����, ¯�ųߴ�Ϊ200 mm��120 mm��80 mm, ��DR2-4�͵����¶ȿ����������¶ȡ� �����ղ�Vesmat-���ͽ��������۲�����֯; ��HB-3000�Ͳ���Ӳ�ȼƲ���Ӳ��, ѹͷֱ��Ϊ2.5 mm, �غ�Ϊ625 N��
ĥ��������MM200��ĥ��������ϲ���, ����ѹ��Ϊ100��500 N, ת��Ϊ400 r/min�� ĥ�����IJⶨ����ĥ�ۿ��ȷ�, ĥ�ۿ������������ƶ����� ����ͬ�����ݻ��������������¹�����, �����Ҫ��������ĥ��ʵ��, ���Ͳ���20�Ż���, ������1 mL/5 min�� ĥ�����������ͼ1��ʾ, ��״����Ϊ�ݻ�����, ����ֲڶ�ΪRal.63�� �����ĥ����GCr15��иֹ���, ��ʵ��ǰ��830 �����, 150 ��ʱЧ3 h����, Ӳ��ΪHRC60, ���ֱ��澭��ĥ��ʹ�á� Ϊ�˱�֤ʵ�����Ŀɿ��ԺͶԱ���, ����ʹ��ĥ������ÿ������ʱ����״̬��ͬ, Ϊ��, ÿ��һ���������Թ��ֱ������ͬ�����շ������������� Ħ��ϵ����ͨ���ⶨŤ�صĴ�С������, ��:
��=M/f��R
ʽ�� ��ΪĦ��ϵ��; MΪŤ��, N��mm; fΪ�����غ�, N; RΪ���ְ뾶, mm��
ĥ���������ò��JSM-1��ɨ��羵�¹۲졣
ʵ�������õ�ĥ����������״�� �ߴ���ͼ1��ʾ, �����������Ϊ?8��
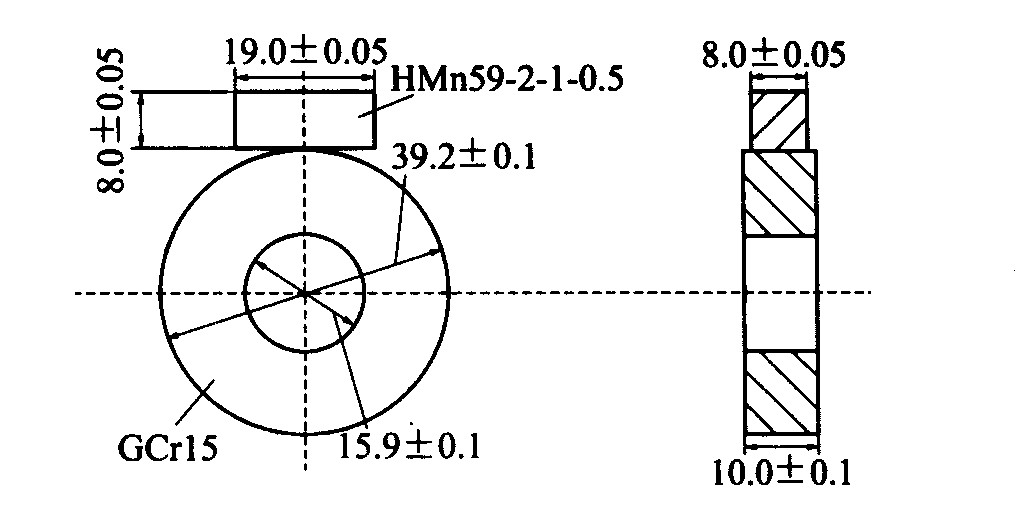
ͼ1 ĥ��������״���ߴ�
Fig.1 Shape and size of friction specimen (mm)
2���������
HMn59-2-1-0.5�Ͻ�ijɷ� (��������, %) Ϊ: 58��59Cu; 1.4��1.7Al; 1.8��2.2Mn; 0.6��0.9Si; 0.35��0.65Fe; 0.3��0.6Pb; 0.1��0.4Sn; ����ΪZn�� �����Ⱦ������Ʊ�ͬ�����ݻ�, �����¶�Ϊ720 �档 ͬ�����ݻ��Ľ�����֯��������, �ر�������ָ����������Ӱ��, ���, ���ñ�Ҫ���ȴ������տ��ƶͼ��Ľ�����֯, �DZ�֤ͬ�����ݻ����ܳ�ַ��ӵ���Ҫ����
2.1�ͺ���ȴ��ʽ��Ӳ�ȵ�Ӱ��
�ݻ����ͺ�ֱ����ˮ��, ����, ����, ����, ɰ����, ���估ɰ����20�� 40 min��Ӳ����ͼ2��ʾ��
��ͼ2�п��Կ���, ��ˮ�䵽ɰ����40 min, ����ȴ�ٶȼ���, �ݻ�Ӳ��HB��188�½���160��
ƽ��״̬��, HMn59-2-1-0.5�Ͻ������֯Ϊ��ɫ��״������+��ɫ���������
2.2ʱЧ�¶ȶԳݻ����ܵ�Ӱ��
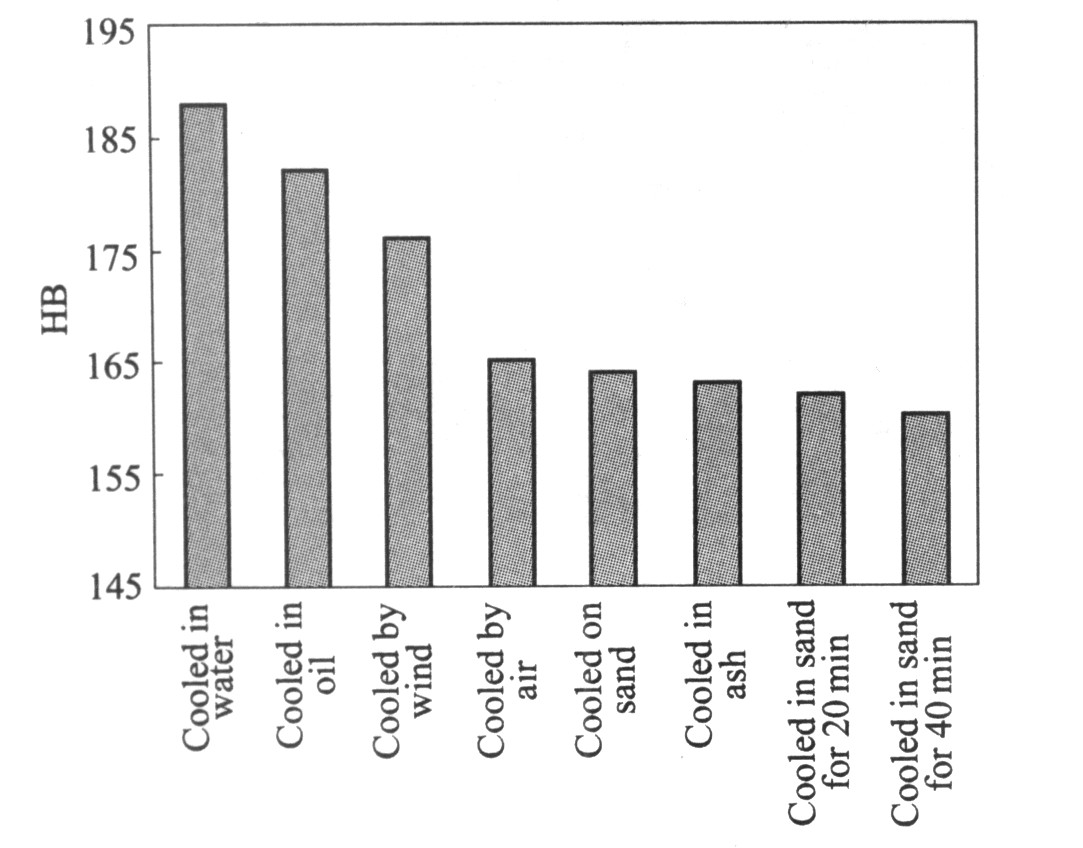
ͼ2 ��ȴ��ʽ��Ӳ�ȵ�Ӱ��
Fig.2 Effects of cooling condition on hardness
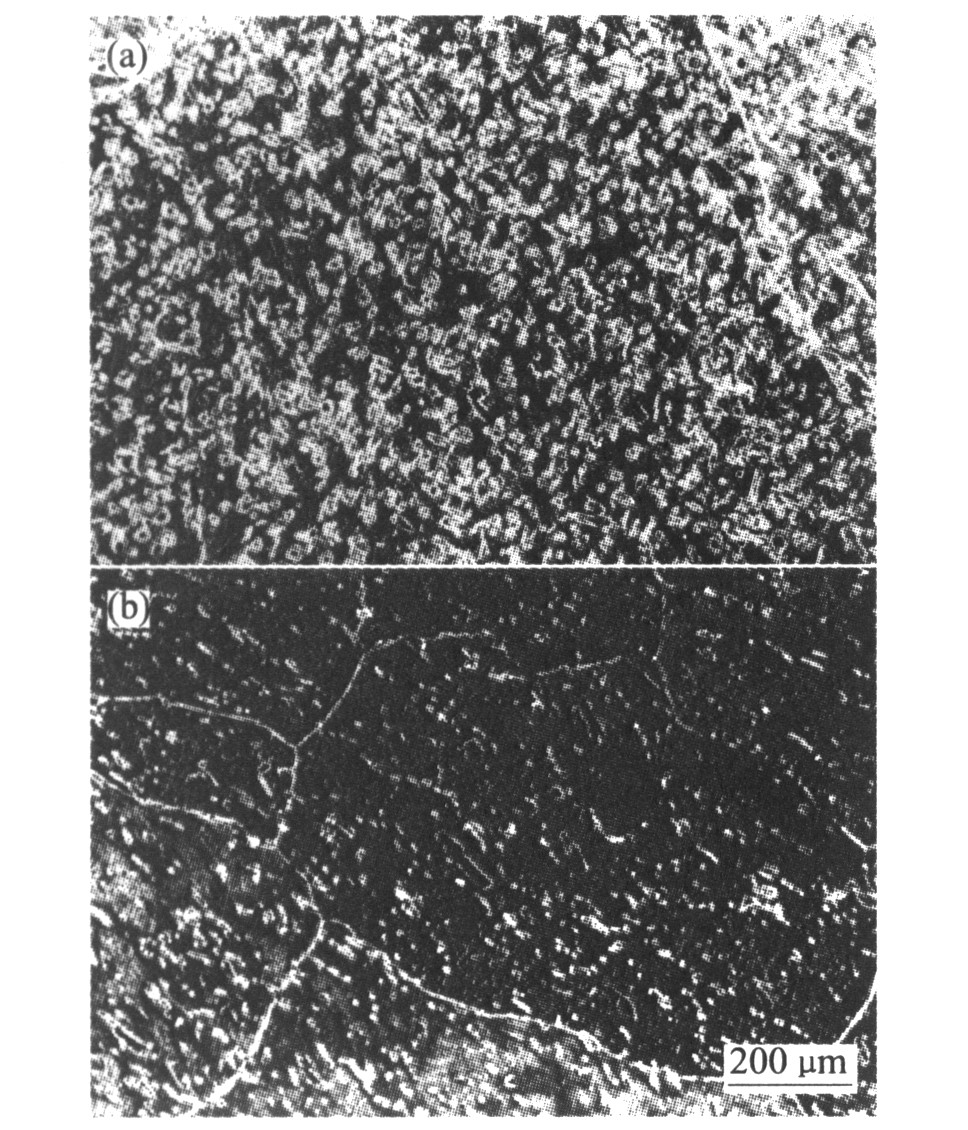
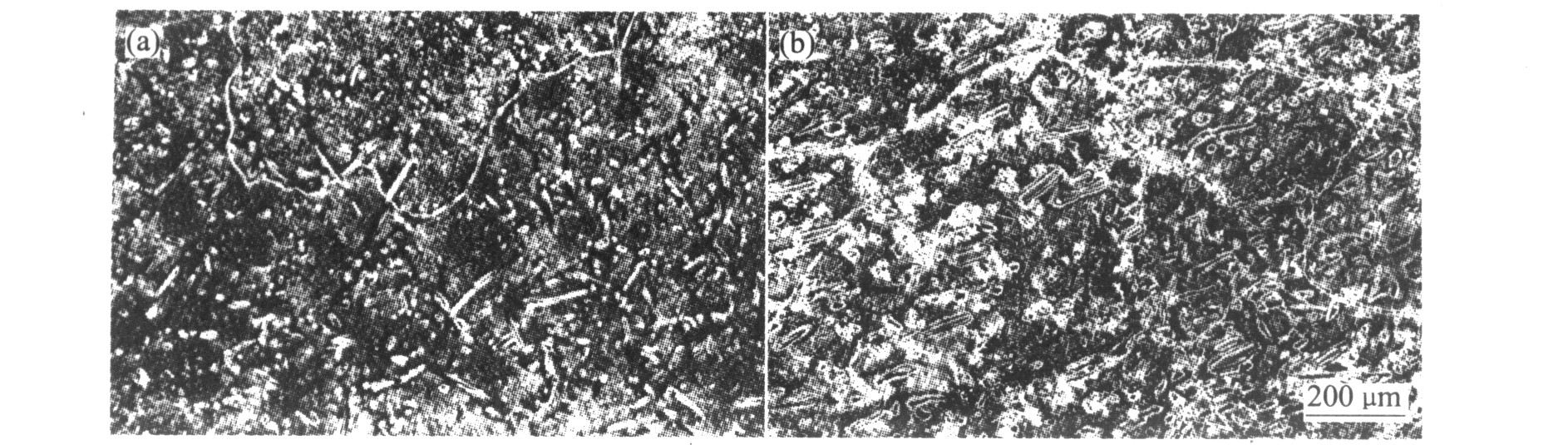
ͼ3 HM59-2-1-0.5�Ͻ�ֱ����ȴ������֯
Fig.3 Microstructures of HM59-2-1-0.5alloy cooled directly (a) ��Cooled in water; (b) ��Cooled in air
Ϊ�˽�һ���о��ͺ��ȴ�����ʽ�Գݻ����ܵ�Ӱ��, �ֽ���������ʵ��: �������ijݻ����¼��ȵ�750 �����, ����ֱ���150�� 200�� 250�� 300�� 350�� 400 ����ʱЧ1 h, ��Ӳ����ͼ4��ʾ��
��ͼ4��֪, Ӳ�������¶ȵ����߶�����, ��200 ��ʱ���ַ�ֵ (HB 176) , ����200 ��ʱӲ�Ȼ����½���
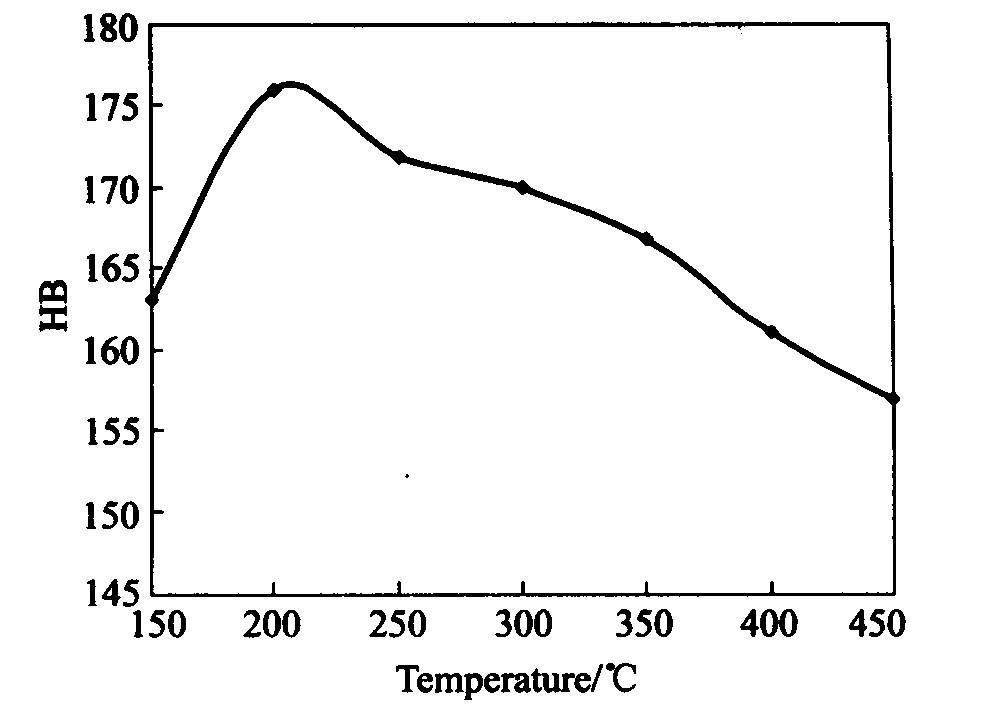
ͼ4 ʱЧ�¶ȶ�Ӳ�ȵ�Ӱ��
Fig.4 Effects of aging temperatureon hardness
�ݻ���ȴ�����¼��ȹ���, ����ֽ�, �����������, �õ��˴������������֯�� ��ͼ5���Կ���: ��ʱЧ����������ӻ���������, 200 ����������������, ����200 �� �������������Ӻܿ�, �����¶ȵ�����, Mn5Si3
200 ��ʱЧ1 h���нϺõ���֯������, �����乤�ռ�, �ɱ���, �dz��ʺϹ�ҵ������ �������ѡ����200 ��ʱЧ1 h�Լ�ֱ�ӿ��䴦���ĺϽ���������ڳݻ� (ȡ��ɣ���ɽγ�) �����˶Ա�ĥ�����顣
2.3�Ա�ĥ��������
ͼ6��ʾ��200 ��ʱЧ1 h�Լ�ֱ�ӿ��䴦����HMn59-2-1-0.5�Ͻ�����ڳݻ��ĶԱ�ĥ��������, ��ͼ�п��Կ���, ���ż����غɵ����Ӽ�ĥ��ʱ����ӳ�, 3����ϵ�ĥ����������, ���ڳݻ�����ĥ���Ը���ֱ�ӿ����������Ե���200 ��ʱЧ1 h������������
���غ�Ϊ400 N, ĥ��ʱ��Ϊ1 h��ʵ��������, ���ϴﵽ�ȶ���ʱ��Ħ��ϵ���ֱ�Ϊ: ���ڳݻ�0.011 5; ����0.121 26; 200 ��ʱЧ1 h 0.010 875�� 3����ϵ�Ħ��ϵ������, 200 ��ʱЧ1 h��Ħ��ϵ����͡�
2.4ĥ�����̽��
ͼ5 HM59-2-1-0.5�Ͻ�ͬ�¶�ʱЧ������֯
Fig.5 Microstructures of HM59-2-1-0.5 alloy aging at different temperatures (a) ��Aging at 200 �� for 1 h; (b) ��Aging at 250 �� for 1 h
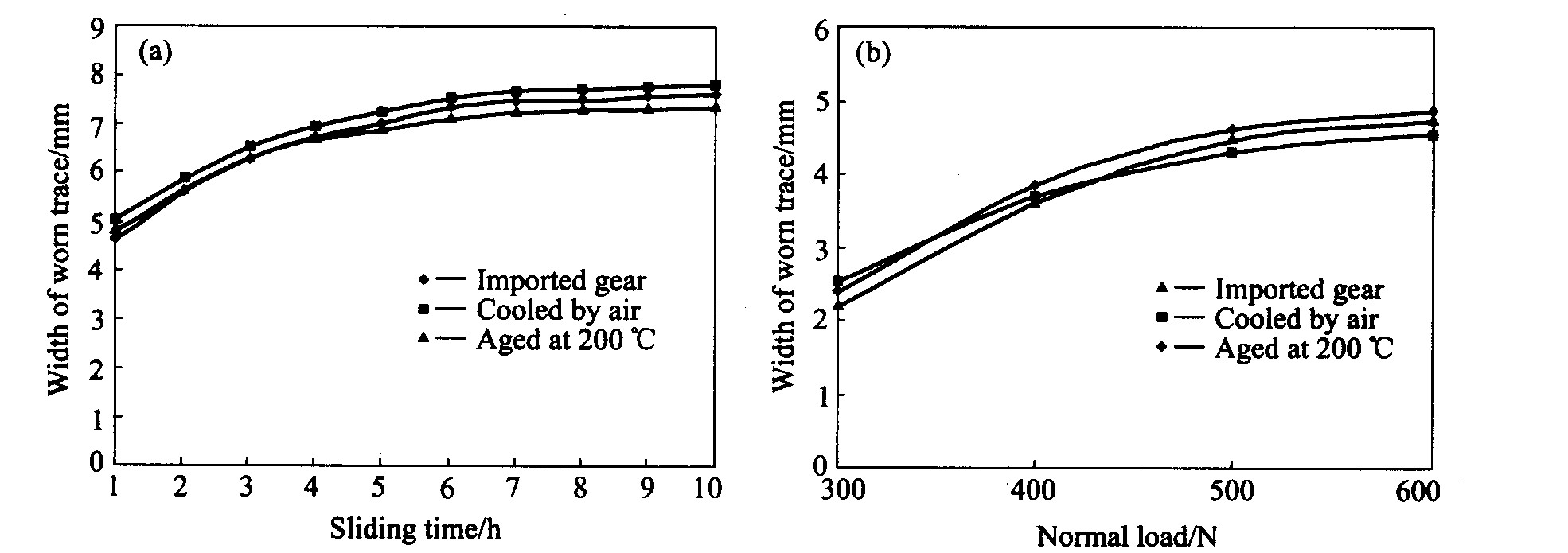
ͼ6 ��ͬĥ�������µ�ĥ������
Fig.6 Wear curves in different conditions (a) ��Worn trace width with sliding time (normal load: 400 N) (b) ��Worn trace width with normal load (sliing time: 1 h)
ͼ7��ʾ��3��ݻ�������ĥ��SEM��ò, ĥ�������ƽ�зֲ����繵, ��ĥ�����Ϊĥ��ĥ��, ���繵����Ҳ���Կ���: 200 ��ʱЧ1 h���繵��ϸ��dz, ��ĥ��Ҫ���ڽ��ڳݻ�, ��ĥ��ʵ�����ý���һ�¡�
ĥ�������, ����Ħ����GCr15��Ӳ��Զ����ͭ�Ͻ��Ӳ��, Ħ�����������, ���Ժ�����ѹ��ͭ�Ͻ����, ����������������, ��Щ���ԺϽ���������������, ʹ�Ͻ���淢�����Ա��ζ��γ��繵�� �ֲ����������ϵĿ�����Mn5Si3Ӳ�Ⱥܸ�, ���Һܴ�, ��Ħ�����ķ��������, ����������, ��ʱ���������ӻ�������������, ��ЩӲ�ʿ�����������������ڽӴ�������, Ҳ���ںϽ���������繵��
�ȴ������HM59-2-1-0.5�Ͻ�, �������� (HB 140) ��Ӳ��Mn5Si3 (HV 800) �ʵ�ֲ��ڽϸ�ǿ�ȵ����� (HB 300)
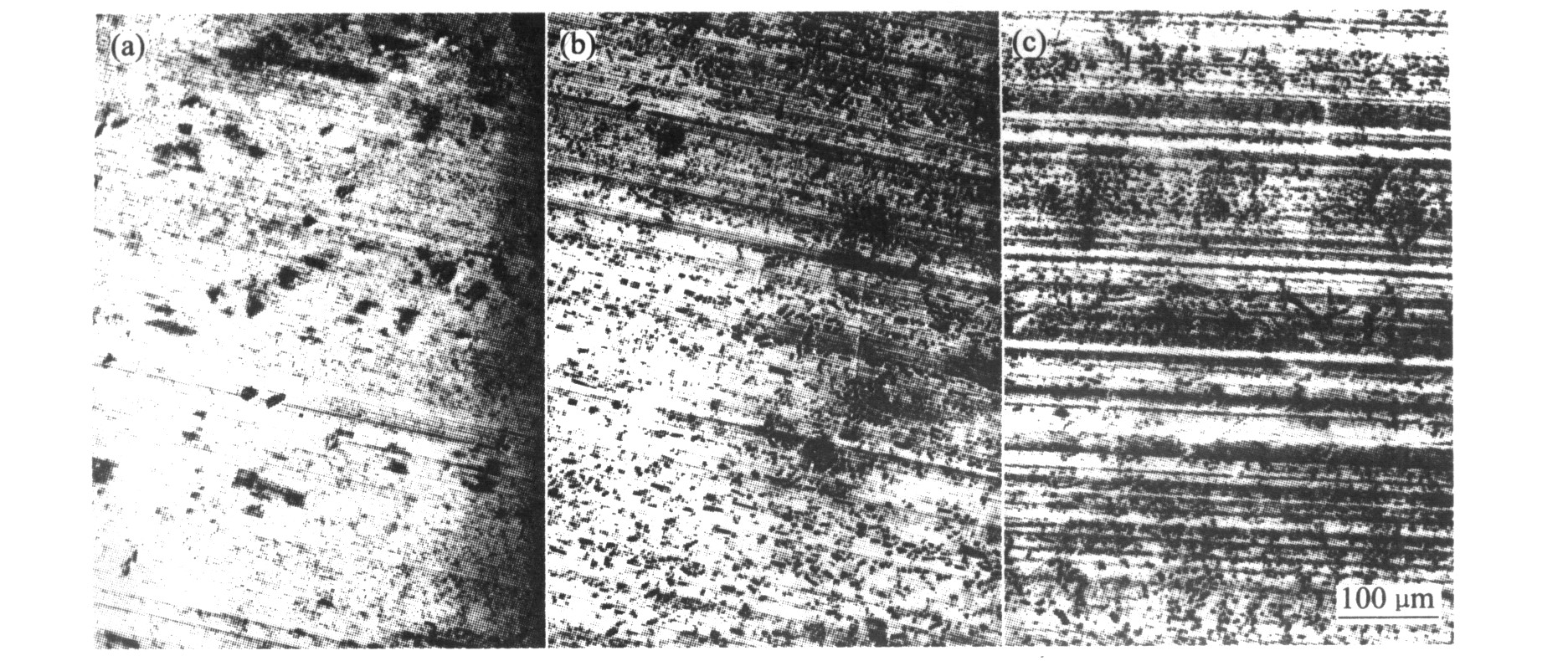
ͼ7 3����ϵı���ĥ����ò
Fig.7 Morphologies of worn trace of three kinds of material (a) ��Aging at 200 �� for 1 h; (b) ��Imported gear; (c) ��Cooling in air
HM59-2-1-0.5�Ͻ��ȴ���������������ĥ��֯, ��ĥ�����ڽ��ڳݻ�����֮�൱, Ϊȡ�����ڡ� ʵ��ͬ�����ݻ����ϵĹ������ṩ�˿��ܡ�
3����
1) 200 ��ʱЧ1 h������HMn59-2-1-0.5�Ͻ�ݻ���ĥ�����ڽ��ڳݻ�������ʱ�Ͻ����ĥ������ڳݻ��൱��
2) HMn59-2-1-0.5�Ͻ�ݻ���ĥ�������Ҫ��ĥ��ĥ��
3) ��Ӳ�ʵ�+�����塱�͡����ʵ�+Ӳ���塱�ĵ��Ͷ��ิ����ĥ��֯ʹ�Ͻ�������õ�Ħ�����ԡ�
�����
