

Redistribution and re-precipitation of solute atom during retrogression and reaging of Al-Zn-Mg-Cu alloys
NING Ai-lin(������)1, 2, LIU Zhi-yi(��־��)1, PENG Bei-shan(����ɽ)2, ZENG Su-min(������)1
1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. Department of Mechanical Engineering, Shaoyang University, Shaoyang 422000, China
Received 19 January 2007; accepted 20 June 2007
Abstract:
The redistribution and re-precipitation of solute atom during retrogression and reaging of three different Al-Zn-Mg-Cu aluminum alloys were investigated. The results of hardness and tensile strength test indicate that after pre-aging at 100 �� or 120 �� and retrogressing at 200 �� for various time and re-aging treatment, the hardness and strength of the alloys are all larger than those under pre-aging condition, some of them even exceed the value under peak aging(T6) condition. TEM observation shows that the PFZ formed during retrogressing in short time becomes narrow and even disappears after re-aging treatment. However, the PFZ formed during retrogressing for a long time does not narrow after re-aging treatment. It is suggested that the redistribution and re-precipitation of solute atom during re-aging treatment result in the narrowing and even disappearance of the PFZ formed during retrogression, which reinforces the grain-boundaries and presents the value of tensile strength exceeding peak-aging strength in the RRA condition, while the precipitates in the matrix of the alloys still keep or even exhibit a more dispersed distribution, and a greater effect of precipitation strengthening is obtained.
Key words:
Al-Zn-Mg-Cu; aluminum alloy; retrogression and reaging; PFZ;
1 Introduction
The retrogression and re-aging(RRA) treatment invented by CINA[1] in 1974 can enhance the resistance of aluminum alloy to stress corrosion up to or close to the level of T73 temper while maintain the tensile strength of T6 temper. Since then a lot of research work on RRA has been done in many countries. However those research work[2-8] is mainly focused on the engineering application of CINA��s invention. And less attention has been paid on the microstructural evolution in RRA treatment and its effect on the tensile properties at room temperature. Currently, there are still some disagreements. For example, CHUUICHI��s research[9] indicated that on the hardness curves of retrogression and RRA of 7475 aluminum alloys there appeared a platform variation corresponding to that of single-peak aging. So did the OLIVERA��s[10] research. Nevertheless, many other researchers[11-13] concluded that the hardness value after RRA treatment showed a single-peak variation, which was higher than that on peak-aging condition. It is suggested that the relationships between the microstructure after RRA treatment and the mechanical property have not far been understood clearly. In this study three different kinds of Al-Zn-Mg-Cu alloys are taken as experimental materials to sufficiently demonstrate the relationships by means of hardness measurement and tension test, TEM and EDX analyses.
2 Experimental
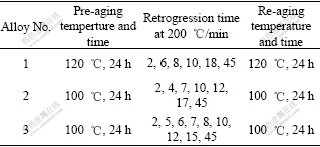
The experimental materials were three different kinds of Al-Zn-Mg-Cu alloys and their chemical compositions are listed in Table 1. The ingots of three alloys were homogenized, hot squeezed and solution heat-treated according to the parameters presented in Table 2. The regime of pre-aging temperature and time, retrogression time and re-aging temperature and time are established in Table 3. The Vickers hardness test was performed on a HV-10A low load hardness test machine. The load of each test was 100 N and the duration was 10 s. Each point represented the mean value of measurements on 3 disks. Tension test was performed on a universal tensile testing machine of CSS-44100 type. The TEM specimens were prepared by mechanically grinding each side of the sample to about 10 ?m in thickness. Further thinning to a thickness of electron transparency was carried out by using accelerating voltage and current of 12-15 V and 70-90 mA respectively, and liquid nitrogen for cooling the specimens. Transmission electron microscopy(TEM) observation was performed on a Tecnai G2 microscope operating at 200 kV and EDX was used to analyze the content of Zn, Mg, Cu elements distributed in grain interior and at grain boundary of each sample.
Table 1 Chemical compositions of alloys tested (mass fraction,%)

Table 2 Heat treatment tempers of alloys tested
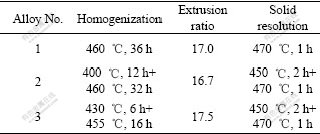
Table 3 Parameters used in retrogression and reaging heat treatment
3 Results and analysis
3.1 Hardness and tensile properties
The results of the hardness test indicate that the hardness curves of Alloy 1 and Alloy 2 after retrogression exhibit a double-peak variation and the minimum hardness value appears at 6 min and 7 min respectively, as shown in Figs.1 and 2. Moreover, they also show that the hardness of Alloy 1 and Alloy 2 present a single-peak variation during the re-aging treatment. As can be seen, the hardness of Alloy 1 and Alloy 2 after retrogressing plus re-aging for various time is greater than that under pre-aging condition (Alloy 1: 120 ��, 24 h; Alloy 2: 100 ��, 24 h), even greater than that under single-peak aging condition. That is different from Refs.[9-10], but is the same as the most literatures[11-13].

Fig.1 Variation of hardness of Alloy 1 during retrogression at 200 �� (RR) and after retrogression plus reaging treatment (RRA)
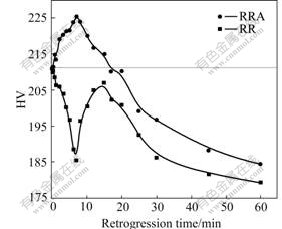
Fig.2 Variation of hardness of Alloy 2 during retrogression at 200 �� (RR) and after retrogression plus reaging treatment (RRA)
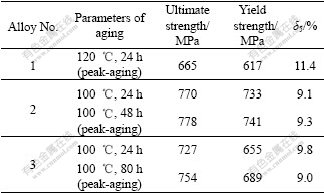
The results of tension test indicate that the tensile strength under three-step aging condition of Alloy 1 after retrogressing for different time (2, 6 min) at 200 �� is higher than that under single-peak aging condition (Figs.3 and 4). The tensile strength values of Alloy 2 that was pre-aged at 100 �� for 24 h and retrogressed for less than 10 min are all greater than those under pre-aging condition. Moreover, the tensile strength of Alloy 2 treated by RRA process of 100��, 24 h+200 ��, 7 min+100 ��, 24 h is even greater than that under single-peak aging condition, as shown in Fig.4 and Table 4. The tensile strength of Alloy 3 retrogressed for less than 15 min is greater than that under pre-aging condition. Furthermore, the tensile strength of Alloy 3 after three-step aging process as 100 ��, 24 h+ 200 ��, 7 min+100 ��, 24h is even greater than that under peak-aging condition as shown in Fig.5 and Table 4. It is suggested that the tensile strength of RRA condition is greater than that under not only pre-aging condition but also single-peak aging condition, and combined with a good elongation.
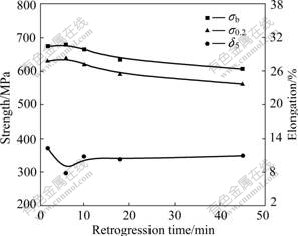
Fig.3 Variation of mechanical properties of Alloy 1 after RRA heat treatment by retrogression at 200 �� and reaging
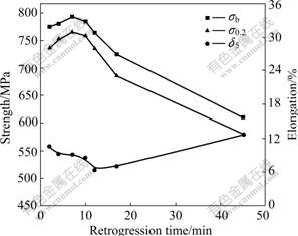
Fig.4 Variation of mechanical properties of Alloy 2 after RRA heat treatment by retrogression at 200 �� and reaging

Fig.5 Variation of mechanical properties of Alloy 3 after RRA heat treatment by retrogression at 200 �� and reaging treatment
Table 4 Tensile properties of alloys aged for different time in single-step aging process
3.2 Microstructural characterization and analysis
A large number of short club shaped �ǡ� phase (MgZn2) and GP zones are observed by TEM in all three kinds of alloys under peak-aged condition (Alloy 1: 120 ��, 24 h; Alloy 2: 100 ��, 48 h; Alloy 3: 100 ��, 80 h), and the interior precipitated particles are highly dispersed (Fig.6), which is the typical interior microstructure for 7000 series aluminum alloy on peak-aging condition, corresponding to the peak-aging strength as high as 665-788 MPa of the three kinds of alloys (see Table 4). At the same time, PFZ at gain boundary appears in peak-aging state of all three kinds of alloys, as shown in Fig.7. The TEM image for Alloy 1 shows that the PFZ becomes wider when the alloy is retrogressed after pre-aged on peak-aging condition (Figs.7(a) and 8(a)). After the alloy is subsequently re-aged at 120 �� for 24 h, the PFZ gets narrow (Figs.8(b) and (c)) and even narrower than that under pre-aging (peak-aging) condition, besides the interior precipitates are more dispersed than that under peak-aging condition (Figs.7(a) and 8(c)).
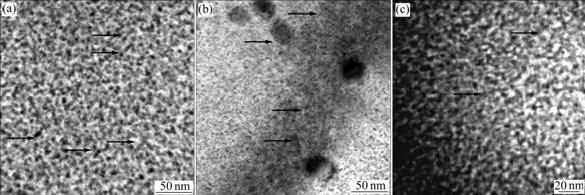
Fig.6 TEM images of interior precipitates of three alloys at peak-aging state (arrows show �ǡ� phases): (a) Alloy 1 (120 ��, 24 h); (b) Alloy 2 (100 ��, 48 h); (c) Alloy 3 (100 ��, 80 h)

Fig.7 TEM images of precipitate free zone(PFZ) at grain boundary of three alloys at peak-aging state: (a) Alloy 1 (120��, 24 h); (b) Alloy 2 (100 ��, 48 h); (c) Alloy 3 (100 ��, 80 h)
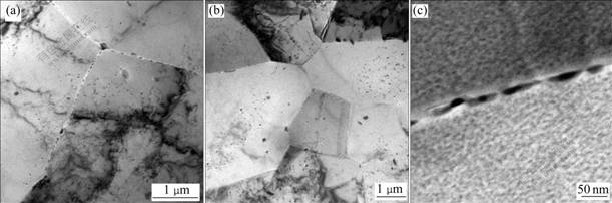
Fig.8 TEM images showing PFZ at grain boundary of Alloy 1 retrogressed at 200 �� for 6 min (a), PFZ narrowed by re-aging at 120 �� for 24 h (b) and high magnification image (c) of Fig.8(b) showing precipitates in grain more dispersive than those in Fig.6(a)
The TEM image for Alloy 2 indicates that there is no PFZ at grain boundaries when the alloy is pre-aged at 100 �� for 24 h as pre-aging treatment (Fig.9(a)). After retrogressed at 200 �� for 7 min, a wider PFZ appears at gain boundaries of the alloy (Fig.9(b)), but becomes narrow greatly during re-aging at 100 �� for 24 h (Fig.9(c)), while the grain interior has the same dispersed distribution of particles as peak-aging condition (Fig.9(c) and Fig.6(b)).
The EDX analysis reveals that the content of solute atoms in Alloy 2 has uniform distribution in the matrix and at gain boundaries when pre-aged for 24 h at 100 ��. After retrogressed at 200 �� for 7 min, compared with grain interior the content of solute atoms at grain boundaries decreases heavily, meanwhile after subsequently re-aged at 100 �� for 24 h, the content of solute atoms at grain boundaries increases sharply and approaches to the content in the matrix, as listed in Table 5.
Table 5 Molar fraction of elements in grain interior and at grain boundary of Alloy 2 under different treatment (%)

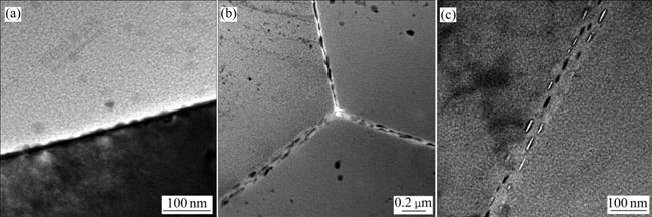
Fig.9 TEM images showing no PFZ formed when pre-aged at 100 �� for 24 h (a), PFZ formed when retrogressed at 200 �� for 7 min (b), PFZ narrowed and ��filled �� by re-precipitating when re-aged at 100 �� for 24 h (c)
4 Discussion
As we can see from Fig.1 to Fig.5 and Table 4, the tensile strength values of Alloy 1 under three-step aging condition after two different retrogression processes (200 ��/2, 6 min) are both greater than those under single-peak aging condition. When Alloy 2 and Alloy 3 are treated following the parameters listed in Table 3, the values of tensile strength of samples retrogressed at 200 �� for less than 10 min and 15 min respectively are all greater than those under pre-aging condition (100 ��, 24 h), furthermore, the tensile strength values of Alloys 2 and 3 treated as following RRA process of 100 ��, 24 h+200 ��, 7 min+100 ��, 24 h are all higher than those under single-peak aging condition. All these reveal that the tensile strength after RRA treatment is greater than that under pre-aging condition, even exceeds the peak strength of single-step artificial aging.
Figs.6 and 7 show that the precipitates of three kinds of peak-aged alloys are highly dispersed, which is dominanted by GP zones except a few short-club shaped �ǡ� phase particles (as pointed by arrows), corresponding to their super-high strength. However, all of them have PFZ. Generally, PFZ is considered the weakness areas of alloy structure[14-15]. They can decrease the intragranular binding forces and the stress concentration occurs at grain boundaries easily, which leads to the decrease of strength. This means the potential of strength of studied alloys is not explored sufficiently.
PFZ at grain boundaries becomes wider when Alloy 1 is pre-aged with peak-aged process parameter and subsequently retrogressed at 200 �� for 6 min (see Fig.8(a)). That is obviously because the precipitates around PFZ in the matrix re-dissolve during the retrogression, then the re-dissolved atoms diffuse to the equilibrium phase (MgZn2) in grain boundaries and deposit on it. All above concerned make the equilibrium �� phase coarse as well as the PFZ wide. In the same way, although Alloy 2 of under-aging condition has no PFZ at grain boundaries, the PFZ somewhat forms during the retrogression at 200 �� for 7 min and the second phase particles at grain boundaries become aggregated and coarse (see Fig.9). Whether the alloy is pre-aged with the parameters of under-aging or peak-aging condition, the PFZ of Alloy 1 and Alloy 2 formed during the retrogression at 200�� for 6 min and 7 min respectively becomes narrower and annihilated after re-aged at 100 �� for 24 h and 120 �� for 24 h respectively (see Figs.8(b), (c) and 9(c)). The results of EDX analysis also indicate that the content of solute atoms in grain interior of Alloy 2 is close to that at grain boundaries and no PFZ is formed, while the content of solute atoms in grain interior is much higher than that at grain boundaries after retrogressed at 200 �� for 7 min and PFZ is formed obviously. After re-aging at 200 �� for 24 h, the content of solute atoms at grain boundary increases, reaching up to the similar level in grain interior, which suggests that PFZ disappears (see Table 5). Obviously, this is caused by the re-distribution and re-precipitation of solute atoms during re-aging. Figs.6(a) and 9(a) show that the microstructures of pre-aged Alloy 1 and Alloy 2 are both dominated by GP zone particles besides a few short club shaped �ǡ� phase. When Alloys 1 and 2 are retrogressed at 200 �� for 6 min and 7 min respectively, large number of small sized GP zones and �ǡ� phase may dissolve in the matrix to enlarge the solid solution quantity of the solute atoms[16-17]. These dissolved solute atoms tend to re-distribute from higher concentration zone near the grain boundaries to lower concentration site in PFZ, so that the PFZ regains a supplement of solute atom. These dissolved solute atoms diffuse into the PFZ and then precipitate during the re-aging, so the PFZ becomes narrower or even disappears. The disappearance of PFZ strengthens the grain boundaries, inhibits the concentrated deformation at grain boundaries and promotes the uniform deformation in grain. All these can release the strengthening potential of the alloys and make great contribution to enhancement of mechanical performance.
Another important factor affecting the mechanical properties of alloys under RRA condition is precipitated particles formed during re-aging including particle dispersity and constitution. As we can see from Figs.6(a) and 8(c), it is suggested that after Alloy 1 is pre-treated on peak-aging condition and subsequently retrogressed and re-aged, the dispersity of interior precipitates reaches the same level under peak-aging condition and all of them consist of a large quantity of GP zones and a few short club shaped �ǡ� phase (see Figs.6(a) and 8(c)). On the condition of the same dispersity in grain, compared with peak-aging condition (��b=665 MPa, ��5=11%), the disappearance of PFZ enhances the tensile strength of the alloys after RRA treatment, and the highest value reaches 679 MPa, meanwhile, the elongation keeps up to 8%, as shown in Fig.3 and Table 4. After Alloy 2 is pre-aged on under-aging condition (100 ��, 24 h), and subsequently retrogressed and re-aged, and the microstructure of the alloy is still dominated by GP zones particle and �ǡ� phase. But compared to pre-aging condition (100 ��, 24 h), short club shaped �ǡ� phase increases and coarsens obviously. The length of �ǡ� phase particle is up to about 6 nm, while the quantities and dispersity increase relatively (see Figs.9(a) and (c)). Obviously, although PFZ decreases the strength of alloys at 100 ��, 24 h pre-aging condition, the increase of �ǡ� phase and increment of quantities and dispersity of precipitates under RRA condition will improve mechanical properties, which leads to a higher tensile strength than that under 100 ��, 24 h pre-aging condition (Figs.4, 5 and Table 4). Even compared with peak-aging condition, the quantities and dispersity of precipitates in those alloys RRA-treated also increase obviously, as shown in Figs.6(b) and 9(c). Based on the disappearance of PFZ, the tensile strength of RRA condition reaches 795 MPa, which is greater than that of pre-aging condition (100 ��, 24 h) with low dispersed precipitates (770 MPa) and peak-aging condition (788 MPa) having PFZ at grain boundary. At the same time, the elongation is over 9%. In the same way, the strength of Alloy 3 exceeds that on peak-aging and RRA condition.
5 Conclusions
1) At a certain range of retrogression time, the hardness values of the RRA-treated Alloys 1 and 2 are both higher than those under pre-aging condition even peak-aging condition, and shows a single peak variation.
2) When being pre-aged at peak-aging condition, Alloy 1 can obtain a larger tensile strength than that under peak-aging condition (665 MPa) after subsequently retrogressed at 200 �� for 6 min and re-aged at 120 �� for 24 h, and its highest strength can reach 679 MPa. While being pre-aged on under-aging condition (100 ��, 24 h), the tensile strength of Alloy 2 and Alloy 3 exceed that on pre-aging condition (770 MPa) even peak-aging condition (788 MPa) after retrogressed at 200 �� for 7 min and re-aged at 100 �� for 24 h, and the highest strength and elongation can reach 795 MPa and 9%, respectively.
3) Re-aging treatment during RRA treatment can annihilate the PFZ formed during short time retrogression and increase the dispersity of precipitated particles in grain.
References
[1] CINA B. Reducing the susceptibility of alloys, particularly aluminium alloys, to stress corrosion cracking [P]. US 3856584, 1974-12-24.
[2] WALLACE W, BEDDOES J C, DEMALHERBE M C. A new approach to the problem of stress corrosion cracking in 7075-T6 aluminum [J]. Canadian Aeronautics and Space Journal, 1981, 27: 222-232.
[3] ISLAM M U, WALLACE W. Retrogression and reaging response of 7475 aluminium alloy [J]. Metals Technology, 1983, 10(10): 386- 392.
[4] NGUYEN C D, RAJAN K, WALLACE W. A TEM study of microstructural changes during retrogression and reaging in 7075 aluminum [J]. Metallurgical Transactions A (Physical Metallurgy and Materials Science), 1983, 14(9): 1843-1850.
[5] DANH N, RAJAN K, WALLACE W. Discussion of effect of retrogression and reaging treatments on the microstructure of Al-7075-T651 [J]. Metallurgical Transactions A (Physical Metallurgy and Materials Science), 1985, 16(11): 2068-2074.
[6] ISLAM M U, WALLACE W. Stress corrosion crack growth behaviour of 7475 T6 retrogressed and reaged aluminum alloy [J]. Metals Technology, 1984, 11(8): 320-324.
[7] HOLT R T, PARAMESWARAN V R, WALLACE W. RRA treatment of 7075-T6 aluminum components [J]. Canadian Aeronautics and Space Journal, 1996, 42(2): 83-87.
[8] RAJAN K, WALLACE, BEDDOES J C. Microstructural study of a high strength stress corrosion resistant 7075 aluminum alloy [J]. J Mater Sci, 1982, 17: 2817-2824.
[9] CHUUICHI O. Investigation of optimization of heat-treatment on SCC resistance of high strength aluminum alloy [J]. Heat Treatment, 1992, 32(2): 83-89.
[10] OLIVEIRA A F Jr. The effect of RRA on the strength and SCC resistance on AA7050 and AA7150 aluminum alloys [J]. Materials Science and Engineering A, 2004, 379: 321-328.
[11] MENG Zhao-fu, ZHENG Yong, LONG Hou-wen. Hardness changes of Al-Zn-Mg alloy during retrogression and reageing [J]. Acta Metall Sinica, 1997, 33(5): 479-484. (in Chinese)
[12] MO Zhi-min, ZHENG Zi-qiao. On RRA heat treatment of 7000 series high strength aluminum alloys [J]. Aluminum Processing, 1996, 19(1): 28-34. (in Chinese)
[13] URAL K. Study of optimization of heat-treatment conditions in retrogression and reageing treatment of 7075-T6 aluminium alloy [J]. Journal of Materials Science Letters, 1994,13(5): 383-389.
[14] PARK J K, ARDELL A J. Microchemical analysis of precipitate free zones in 7075-Al in the T6, T7 and RRA tempers [J]. Acta Metall Mater, 1991, 39(4): 591-597.
[15] PARK D S. Effect of precipitate free zones on low cycle fatigue life of Al-Zn-Mg alloy [J]. Mater Sci Technol, 1995, 11: 921-925.
[16] KNANO M, ARAKI I, CUI Q. Precipitation behavior of 7000 alloys during retrogression and re-aging treatment [J]. Mater Sci Technol, 1994, 10(7): 599-606.
[17] ROBINSON J S,WHELAN S D, CUDD R L. Retrogression and reaging of 7010 open die forgings [J]. Mater Sci Technol, 1999, 15: 717-724.
Foundation item: Project(2001AA332030) supported by the National Hi-Tech Research and Development Program of China
Corresponding author: LIU Zhi-yi; Tel: +86-731-8836927; E-mail: liuzhiyi@mail.csu.edu.cn
