
�й���ɫ����ѧ�� 2003,(06),1519-1522 DOI:10.19476/j.ysxb.1004.0609.2003.06.037
���ϵ��Ȳ;���/����ֽӴ���Ӧǥ���¼���
��������ҵ��ѧ�ִ����Ӽ��������ص�ʵ����,��������ҵ��ѧ�ִ����Ӽ��������ص�ʵ����,��������ҵ��ѧ�ִ����Ӽ��������ص�ʵ����,��������ҵ��ѧ�ִ����Ӽ��������ص�ʵ����,���ڱ�������ʵҵ����˾,���ڱ�������ʵҵ����˾ ������150001 ,������150001 ,������150001 ,������150001 ,����518106 ,����518106
ժ Ҫ��
���ýӴ���Ӧǥ��ʵ���˸��ϵ��Ȳ;����ȹ��������Լ������벻��ְ�ṹ�ĸ��������ӡ�ͨ��ѡ��Ӵ���Ӧǥ�����м��ɷ� ,����SiΪ�м����ʽ���ǥ���������顣�Խ�ͷ��֯������������ ,Si�м�������������֮�䷢��������Ӧ��������Al Si����Һ�� ,�ܹ��������ȹ��������Լ������벻��ְ������ṹ���ܵ�������һ��
�ؼ��ʣ�
��ͼ����ţ� TG454
����飺�Ρ���(1972),��,��ʿ;�绰:04516418146;Email:zjh@hope.hit.edu.cn;
�ո����ڣ�2002-06-12
����������Ȼ��ѧ����������Ŀ (5 99710 0 7);
A new technology for contact reactive brazing of aluminum to stainless steel in composite electro-thermal cooker
Abstract��
A new idea using contact reactive brazing for the close joining of aluminum electro-thermal tube to aluminum sheet and aluminum sheet to stainless steel sheet in composite electro-thermal cooker was put forward. The interlayer for contact reactive brazing was chosen, and the brazing technical experiments using Si interlayer were carried out. Microstructure analysis of the joint shows that, aluminum electro-thermal tube to aluminum sheet and aluminum sheet to stainless steel sheet are fully joined by Al-Si eutectic phase engendered by eutectic reaction between the interlayer Si and base Al.
Keyword��
composite electro-thermal cooker; aluminum electro-thermal tube; contact reactive brazing;
Received�� 2002-06-12
������, �������ǻ���������ʶ�IJ������, ����ȳ����ѿ�ʼ�������ǵ������� ����, ����Ŀǰ���ߡ� �;ߵ�����ʳ�йصIJ�Ʒ�����ò�����Ƴ�, ������ֱ����ĵ��������ֽϲ�, ����������ϵͳֱ���벻��ֹ�����, �Ʊػ���ּ��Ȳ���������
�����ǥ������(����ԡǥ���� ¯��ǥ��)����
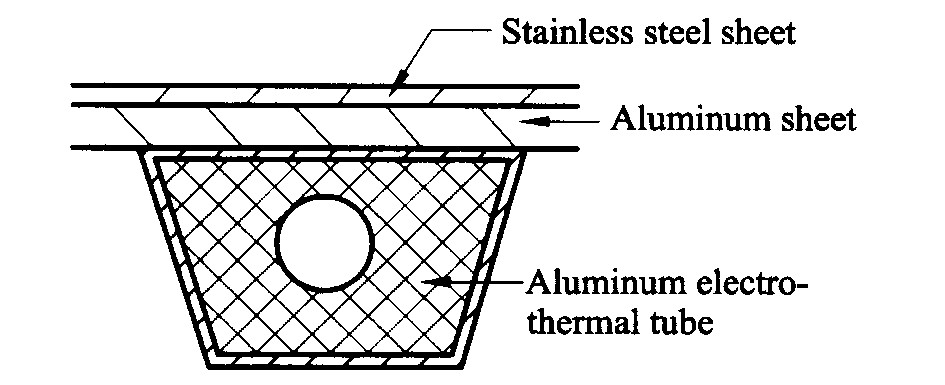
ͼ1 ���ϵ��ȼ���ϵͳʾ��ͼ Fig.1 Sketch map of composite electro-thermal system
����ǥ���� ǥ�ϵIJ����� ���ҵĺ���������, �Ʊػ��γɼ����� ������ ����-������������ȱ��
��������ͨ���ı�Ӵ���Ӧǥ���м��ɷֵķ���, ����SiΪ�м�����, ���ýӴ���Ӧǥ��ʵ�ָ��ϼ��Ƚṹ�Ĵ�����������ӡ�
1 ʵ��
ʵ�������ȹ���Dz���Ϊ����, �����Ȱ���óߴ�Ϊd110 mm��3 mm��L3������, ����ְ���óߴ�Ϊd130 mm��1.5 mm��1Cr18Ni9Ti����ְ塣 �Ӵ���Ӧǥ�����м�����Ϊ����<45 ��m�� ����99%�ķ�ĩ, ǥ��ʱ�м����ʵ��ɸ�״ˢͿ�ھ���ѧ�����ı����ӽ����, װ�������Ƶ�����豸�н���ѹ��ǥ��, ǥ����ֵ�¶�Ϊ600 ��(���м��������Ĺ���������3 0������), ǥ��ʱ��8 s, ǥ��ѹ��300 kPa�� ���õ��Լ��Ƴɽ�������, ���ù�ѧ�� �����������豸��ǥ����ͷ���������з������ۡ�
2 �Ӵ���Ӧ���ϵ�ѡ��
�������Al����������Ӧ��Ԫ�غܶ�, ��1�г��˼��ֵ���Ԫ�ء� ���з���Ni��Al�Ĺ����¶Ƚϸ�, �ӽ�Alĸ�ĵ��۵�, ��˲�������Ϊ������Ӧ����; ��Mg, Zn, Ge, Cu��Ag��Ȼ������Al�������õĹ�����Ӧ, ����������Mg, Zn, Ge, Cu��Ag�ĺ������ϸ�, MgΪ35%, CuΪ33.2%, GeΪ53%, AgΪ72%, Zn���ߴ�95%(��������), ���ǥ��ʱΪ�˵õ��㹻��Һ������������, �������϶���м�����, ����Zn, Cu����Al֮��Ϊ����ɢ, ��������ɶ�������ĸ�ʴ, ���ѡ��Si��Ϊ�Ӵ���Ӧ���м����ϡ�
��1 ������Ԫ�ص����� Table 1 Physical properties of eutecticreaction elements towards Al
| Element | Melting point/ �� |
Eutectic point/ �� |
Eutectic composition/ % |
| Mg | 649 | 451 | 35 Mg, 65 Al |
| Si | 1 430 | 577 | 12.6 Si, 87.4 Al |
| Cu | 1 084 | 548 | 33.2 Cu, 66.8 Al |
| Zn | 420 | 382 | 95 Zn, 5 Al |
| Ge | 938 | 424 | 53 Ge, 47 Al |
| Ni | 1 455 | 640 | 6.1 Ni, 93.9 Al |
| Ag | 962 | 566 | 72 Ag, 28 Al |
3 ��������
3.1���ȹ�/�����ĽӴ���Ӧǥ��
ͼ2(a)��ʾΪ����Si�м��Ӵ���Ӧǥ�������ȹ�/�����ͷ��֯, ǥ������ΪAl���塣 ��ͼ�п��Կ���, Si�м���ܽ���Ϻ�, ����ǥ����ͷ�γ��˽�Ϊ���ܵ�����, ǥ����ͷ��Al���塢 ��(Al)�������Al-Si����3���������(������ijɷּ���2), ������ǥ�����ղ����IJ�ͬ, ��ͷ�и�������Ĵ�СҲ������ͬ�� ��Һ����ɢ��֯(��ͼ2(b)��ʾ)������ȷ�������, Al-Si��Ӧ�������֯�������ԵIJ���, ��϶Ը���ijɷַ���(����2)��֪, �ڽ���Ӧ�����в���, ����֯ΪAl�����Ϸֲ�����״�Ĺ���Si��(��ʶΪB)�Ϳ�״�ij���Si��(��ʶΪC); ԽԶ�뷴ӦԴ, ����Si��Խ����, ����ǰ����, ��ֻʣ���˹���Si�ࡣ ��������֯�仯��Ӧ��Si�м����ܽ����: ����Һ��
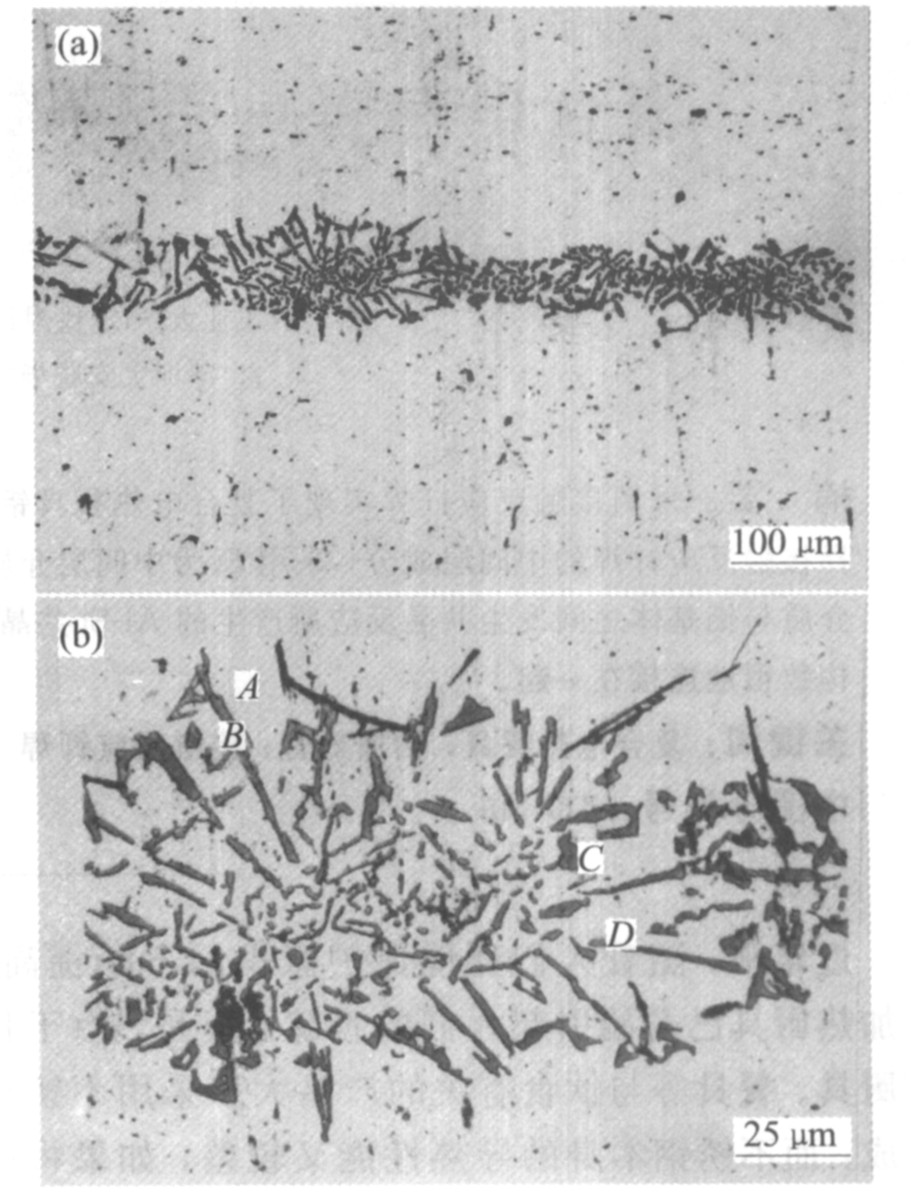
ͼ2 Al/Si/Al�Ӵ���Ӧ����ò Fig.2 Microstructure of Al/Si/Al contact reaction zone
��2 Al/Si/Al�Ӵ���Ӧǥ����ͷǥ������ɷ� Table 2 Results of EDX analysis atAl/Si/Al contact reaction interface
| Position | w(Al)/ % |
w(Si)/ % |
w(Mn)/ % |
w(Fe)/ % |
w(K)/ % |
| Al base | 98.19 | 0 | 1.40 | 0.32 | 0.09 |
| ��(Al) solid solution | 94.21 | 5.30 | 0.09 | 0.40 | 0 |
| Al-Si eutectic | 75.82 | 21.47 | 1.28 | 1.27 | 0.15 |
| A | 99.31 | 0.69 | |||
| B | 55.75 | 44.25 | |||
| C | 72.62 | 27.38 | |||
| D | 99.36 | 0.62 |
������, Si���ܽ�ʹ��Һ����Si�ijɷֳ��ݶȷֲ�, ����Si��������ܽ��н϶��Si, ���ڹ������ɷ�, ��˽ᾧ�����д��ڳ���Si��; Զ��Si�������SiŨ�Ƚϵ�, ��תΪ�����ɷ�, �����֯�еij���Si����ʧ�� �о�����, Al-Si�����Ͻ����ھ������õ��ۺ���ѧ����, �ڸ�������õ�����㷺��Ӧ�á� ͬ��, Al-Siǥ�Ͼ������õ��������, ʹ���Ϊ�������Ͻ�ǥ������ѡ��ǥ��֮һ��
����ڱ�������, ��Ȼ�м����ΪSi����, ������Al-Si������Ӧ����Һ��, һ�������˳���Al-Siǥ�ϵ���������, ǥ��Բ�ǹ��ɹ⻬, ��ͷ�ɽ��洦�Ĺ����弰ǥ�����ĵ�Al-Si���������; ��һ����, ����Һ������Al��Si��Ӧ����, ���ͨ������Si��, ���Է������ǥ��Ŀ���, �Ӷ���֤���������ӵ�ǰ����, �ܹ����ϸС��ǥ�����, ������ýϸߵĽ�ͷ���ܡ�
3.2����/����ְ��ĽӴ���Ӧǥ��
ͼ3��ʾΪ����Si�м��Ӵ���Ӧǥ������/����ְ�Ľ�ͷ��֯, ǥ���ϲ�ΪAl����, �²�Ϊ����֡� ��ͼ�п��Կ���, Si�м���ܽ���Ϻ�, ����ǥ����ͷ�γ��˽�Ϊ���ܵ�����, ǥ����֯�ɦ�(Al)�����塢 Al-Si�����ࡢ Fe-Al�����仯�����3���������, ������ijɷּ���3; ������ǥ�����ղ����IJ�ͬ, ��ͷ�и�������Ĵ�СҲ������ͬ, ����Fe-Al�����仯�����Ŀ�������ǥ
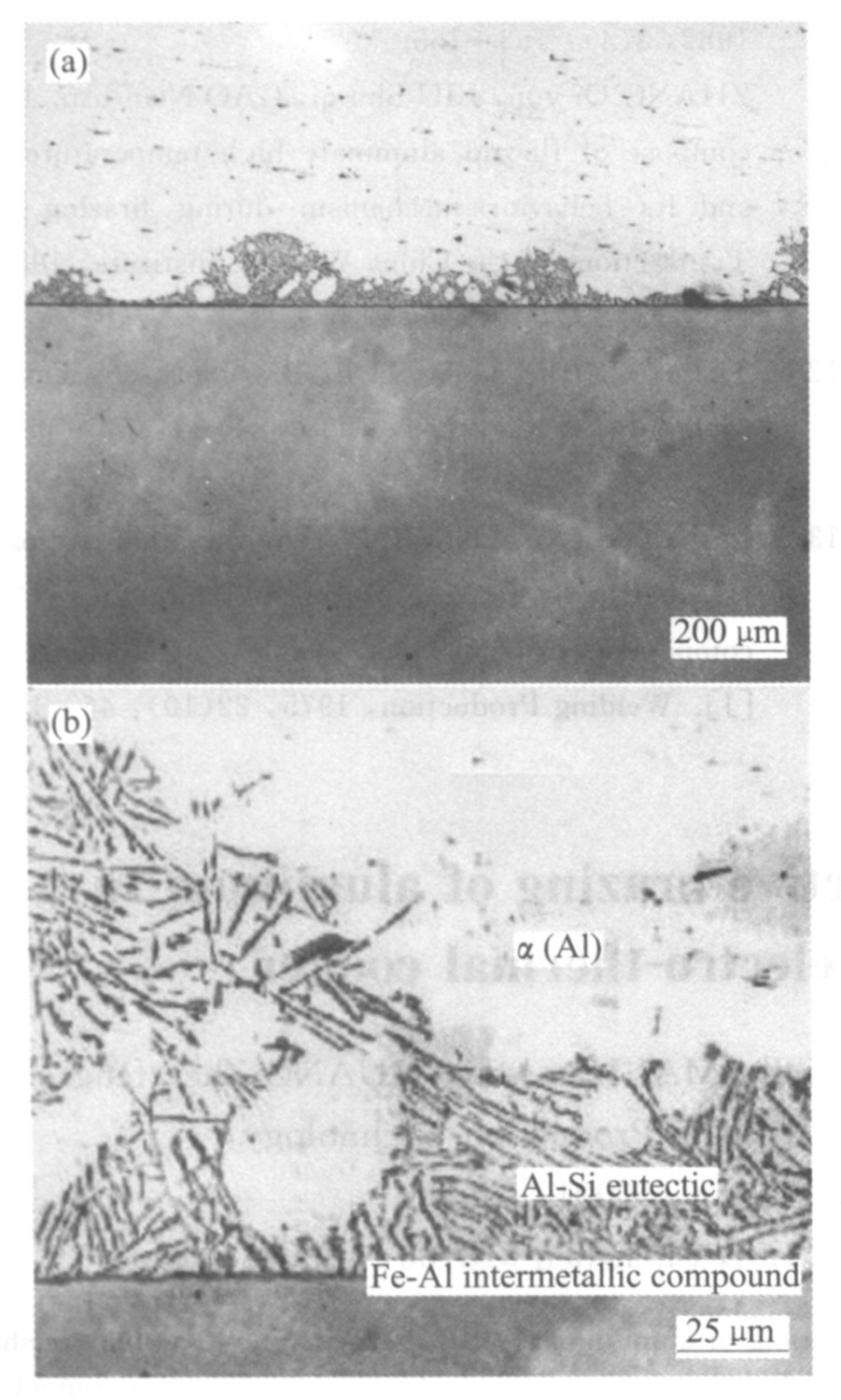
ͼ3 Al/Si/1Cr18Ni9Ti�Ӵ���Ӧ����ò Fig.3 Microstructures of Al/Si/1Cr18Ni9Ti contact reaction zone
��3 Al/Si/1Cr18Ni9Ti�Ӵ���Ӧǥ����ͷǥ������ɷ� Table 3 Results of EDX analysis atAl/Si/1Cr18Ni9Ti contact reaction interface
| Position | Al | Si | Mn | Fe | Cr | Ni |
| ��(Al) solid solution | 92.20 | 6.30 | 0.10 | 1.40 | 0 | 0 |
| Al-Si eutectic | 74.87 | 21.42 | 1.77 | 1.78 | 0.15 | 0 |
| Fe-Al intermetallic compound |
31.52 | 2.29 | 0.01 | 52.36 | 12.09 | 1.73 |
���¶ȵ�����ǥ��ʱ����ӳ����������� ǥ�ӽ�ͷ�ļ����������, ��ͷ��Fe-Al�����仯������Ϸ�������, �����ֳ����ԵĴ��Զ�������, ������ʽ���ѵĽ�ͷ�ھ��������¼���ǿ��ֵ�ϸ�, �����Ŵ��Բ��ȵ����Ӷ��½�(��ͼ4��ʾ)�� �Դ��Բ������е�X�������������ʾ, Fe-Al�����仯����ΪAl13Fe4, AlFe��AlFe3�Ļ�ϴ��Ի�����, ������Ϊ���Ի�������γ���Ҫ�������м��Si��Alĸ�Ľ��нӴ���Ӧ�γɵ�Һ̬ʹAl-Siǥ���е�Ԫ�����̬����ֽ���������з�Ӧ��ɢ����, ����������ܽ����, ��Ӧ��ɢ���еýϻ���, ����Ҫһ�����¶Ⱥ�ʱ������, ��˴��Բ�ĺ���ǿ��Կ��Ƶġ� ���ƽ�ͷ������Ҫͨ��ѡ��ϴ�ļ��ȹ���, �Լ��ٹ���������ʱ��(�ر��Ǹ���ͣ��ʱ��)�� �������, ֻҪ���Բ�ĺ�ȡ�10 ��m, ��/����ֽӴ���Ӧǥ���ɻ�ýϸߵĽ�ͷǿ�ȡ�
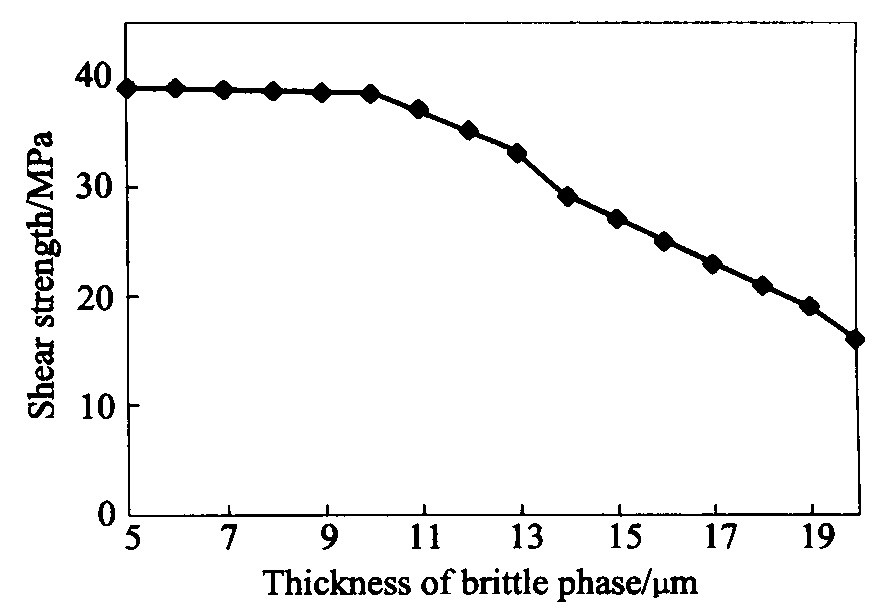
ͼ4 ��ͷ����ǿ������Բ��ȵĹ�ϵ Fig.4 Relationship between thickness of brittle phase and shear tensile
4 ����
���ýӴ���Ӧǥ�������ܹ�ʵ�ֲ���ֵ���Ȳ;������и��ϼ��Ƚṹ���ȹ�/�����Լ�����/����ְ����������ӡ� ѡ���м�����ΪSi, Si��������䷢��������Ӧ��������Al-Si����Һ���ܹ��������ȹ������塢 �����벻��ְ������ṹ���ܵ�������һ��
�����
[1] ��SpitlerCA ,PollackSS .OntheX raydiffractionpatternsof�� alumina[J].JCatalysis,1981,69:241243.
[12] ��ThamkoCB ,ThamkoHF .Brazingmechanism[J].MetallurgicalMaterials,1988,34(2):5265.(inRussian)
