
Ӳ�ʺϽ��ս�-�ȵȾ�ѹ¯���Ż�
�� �t1��������1��ʱ����2���� ��1��������1
(1. �Ϻ���ͨ��ѧ ��е�붯������ѧԺ���Ϻ���200240;
2. ���ϴ�ѧ ��Դ�붯������ѧԺ������ ��ɳ��410083)
ժ Ҫ��
ժ Ҫ��������Ӳ�ʺϽ��ս�-�ȵȾ�ѹ¯�ڴ��ȵ���ά����̬��ֵ����ģ�ͣ���¯�ڵ��¶ȳ����з������Ż�������ֶη��淽����������ռ��Ƚβ��ò���ģ�ͺ�S2S����ģ�ͣ��ڵ�ѹ��ѹ������Ƚβ���k-������ģ�ͺ�DTRM����ģ�͡������������������ʵ�������Ǻϣ�ʯīͲ���¶ȷֲ������ȣ�����Ҫԭ����ʯī�ۺ��ս���Ʒ���÷�ʽ�Լ�ʯīͲ�ṹ�IJ�������ʵ��������Ż���ʩ��ʹ�ս���Ʒ�����¶�ƫ������սμ�СԼ10 K����������Ƚμ�С����7 K���ڣ��Ӷ�������ս�������
�ؼ��ʣ�
Ӳ�ʺϽ����ս�-�ȵȾ�ѹ¯���¶ȳ�����ֵ�������Ż���
��ͼ����ţ�TK175 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2007)02-0320-06
Optimization of cemented carbide sinter-HIP furnace
CHEN Yi1, LUO Yong-hao1, SHI Zhang-ming2, DUAN Jia1, JI Jun-jie1
(1. School of Mechanical Engineering, Shanghai Jiaotong University, Shanghai 200240, China;
2. School of Energy and Power Engineering, Central South University, Changsha 410083, China)
Abstract: A three dimensional unsteady numerical model of cemented carbide sinter-HIP furnace was established. The temperature field was simulated and optimized with this model. Dividual simulation method was put forward in the model. In this method laminar flow model and S2S radiation model were used in vacuum heating stage, and k-�� turbulence model and DTRM model were adopted in low-pressure and high-pressure argon heating stages. The simulation results are in consistence with the experiment results, and shows that the temperature distribution in the graphite box is non-uniform, which is mainly caused by the illogical location of the graphite boards and the sintered products and the unreasonable structure of the graphite box. Therefore, the measures to optimize the temperature were brought forward, and the temperature difference reduction of the sintered product surface is reduced to 10 K during the vacuum heating stage, and the temperature difference of sintered product surface falls to ��7 K during the gas heating stage, which can enhance the sintering quality.
Key words: cemented carbide; sinter-HIP furnace; temperature field; numerical simulation; optimization
��ѹ�ȵȾ�ѹ�ս�(Sinter-HIP)���ջ��ѹ�ս�(Over pressure sintering)���գ����ڵ��ڳ����ȵȾ�ѹ��ѹ��(��Լ6 MPa)�¶Թ���ͬʱ�����ȵȾ�ѹ���ս�Ĺ���[1-2]���ս�-�ȵȾ�ѹ¯�������¯���ȵȾ�ѹ¯���ص㣬��������������������ѹ�ȸ�����Ӳ�ʺϽ��Ʒ����Ҫ�豸��Ŀǰ��������Ӳ�ʺϽ��Ʒ������ȱ����ҪΪǷ�ա����պͺ�̼�������ȵȣ�����Ҫԭ�����ս�¯���¶Ȳ����ȼ�¯����������������[3-4]��һЩ�о�����Ϊ��¯�ڵ��¶Ⱦ�������Ӱ�������Ӳ�ʺϽ��Ʒ��������Ҫ����[5-6]��
����ս�-�ȵȾ�ѹ¯�����й��̺����ƶȣ�¯�ڵ��ȹ����̿ɷ�Ϊ4���Σ�
a. ��ռ��ȽΡ�¯��ѹ���������ֺ㶨��ѹ���ܵ�(Լ2 Pa)����������С��¯�ڴ����Ե��Ⱥͷ���Ϊ����
b. ��ѹAr������ȽΡ�¯�ڿռ��ѹ���ﵽ4 kPa��¯�ڴ����Է������Ȼ����Ϊ����
c. ��ѹAr������ȽΡ�¯�ڵ�ѹ���ﵽ5.5 kPa���ս���Ʒ����Һ���ս�Σ�¯�ڴ����Է������Ȼ����Ϊ����¯���¶Ƚϸߣ���Ȼ�������ȼӾ磻
d. ��ѹAr��ȴ�Ρ����ø�ѹ�����¯�ڽ�����ȴ��
���������������Ӳ�ʺϽ�������˾�ӵ¹�PVA��˾������COD733R���ս�-�ȵȾ�ѹ¯���о�ʯīͲ���¶ȳ��ķֲ������ԣ��������Ӧ���Ż���ʩ��
1 ��ֵ����ģ��
1.1 ����ģ��
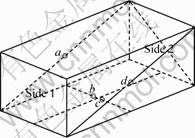
�ڷ�������У�������ģ�ͽ������¼��裺���Թ��֡�ʯī���ȶԴ��ȹ��ײ���Ľṹ�����Ա���Ͳ��ʯīͲ��¯��֧�Žṹ֮��ķ�϶����ÿ���ʯī�۱˴˽�����������Ϊһ����ʯī�ۣ�����¯�ڸ��ṹ���ս���Ʒ������仯[7-8]���Ա���ͲΪ�߽罨��ģ�ͣ�¯��ṹ��ͼ1��ʯī�ۺ��ս���Ʒ�ṹ��ͼ2��
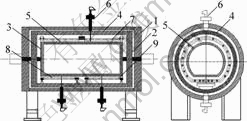
1��¯��; 2������Ͳ��; 3��ʯīͲ��; 4������Ͳ;
5��ʯīͲ; 6�����ƴ��ȵ�ż; 7��������������;
8���ײ���������1; 9���ײ���������2
ͼ1 ¯��ṹʾ��ͼ
Fig.1 Schematic diagram of furnace
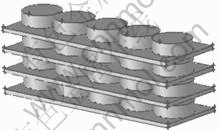
ͼ2 ʯī�����ս���Ʒ�Ľṹ
Fig.2 Structure of graphite boards and sintered products
1.2 ��ѧģ��
�ս�-�ȵȾ�ѹ¯���ȹ����̷dz����ӣ���ͬ���ȹ�������Ҫ���ȷ�ʽ��ͬ����ˣ����÷ֶη�����㣬������ε�������Ra���ж�����������״̬����RaС��108ʱ��Ϊ������������Ra����108��1010֮��ʱ�������������ɵ�����������������1���ٸ��ݸ��εĴ����ص㣬������Ӧ��ģ�ͣ���ռ��Ƚβ��ò���ģ�ͺͱ������ģ�ͣ���ѹ��ѹ������Ƚβ���k-������ģ��(��ģ�ͽϾ�����Ӧ�Թ㡢��������Խ�С�����Ⱥ����������㹤��Ӧ�õ�Ҫ��)����ɢ��������ģ��[9-16]��
��1��������������������������
Table 1 Results of Rayleigh in every stage

���Ʒ�������������Է��̡��������̡��������̡�k-������ģ�ͷ��̡����⣬���������Ȼ���������У�¯�ڲ�����ȼ�գ��������Ϊ���������壬������������״̬���̡�
�����Է��̣�
1.3 �߽������ͳ�ʼ����
�Ա���Ͳ���Ϊ�߽磬���õ�һ��߽�������������Ͳ������¶���ʱ��ĺ�����ϵ����ʼ����Ϊ¯�ӹ��ʼ�������ʼ�͵�ʱ����Ͳ��ڵ��¶ȡ�
2 ��������ʵ����֤
ͼ3��4��ʾΪ���������¶ȷֲ�ͼ�����Կ������ս���Ʒ�����¶ȷֲ����ֳ�����ڵ͡��ϸ��µ͵����ơ����������ս���Ʒ�����¶��Ըߣ������Ƕ����ս���Ʒ�¶Ƚϸߣ��׳��ֹ��������м�����Ϳ���¯�Ų���ս���Ʒ�¶Ƚϵͣ��׳���Ƿ������Ӱ���ս���Ʒ��������

ͼ3 �ս���Ʒ�����¶ȷֲ�ͼ(180 min)
Fig.3 Simulated temperature distribution of sintered products surface (180 min)
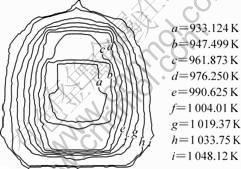
ͼ4 ʯīͲ�ڲ��ռ�x=0������¶ȷֲ�(180 min)
Fig.4 Simulated temperature distribution of surface x=0 in graphite box (180 min)
��2��ʾΪ���������ս��¶ȱ����¶�ƫ����Կ����������ѹ�����֮���ս���Ʒ�����²��С����ѹ������ս���Ʒ����ƽ���²���͡�������Ϊ�����������ȴٽ���¯���¶ȳ��ľ����ԡ���ˣ��ڹ���������ǰ���£����ʵ���������������ǿ¯������������ȡ�
��2 ���������ս���Ʒ�����¶�ƫ��
Table 2 Temperature difference of sintered products surface calculated by model

Ϊ����֤����������ȷ�ԣ���ʯīͲ�ڲ��ռ䲼��7����㣬��¯�ӱ����3֧WRe5-WRe26�����ȵ�ż��������õ�4֧NiCr-NiSi��װ�ȵ�ż����ͼ5��6��ͼ5�г�����ΪʯīͲ�ڵ���Ч���ȿռ䣬�䳤��������Ϊ555 mm��550 mm��1500 mm��ͼ6�е�3�����λ��ʯīͲ�⡣
a��d���������ĵ㣬b��c�������������ĵ�2���㣬
������λ�õľ���Ϊ5 cm
ͼ5 ʵ���ȵ�ż���λ��(4��)
Fig.5 Location of thermocouples
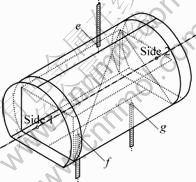
e�����������ȵ�ż����ʯīͲ���15 mm��f���ײ�����¯��1�˿����ȵ�ż����ʯīͲ���5 mm��g���ײ�����¯��2�˿����ȵ�ż����ʯīͲ������5 mm
ͼ6 �����ȵ�ż���λ��(3��)
Fig.6 Location of thermocouples
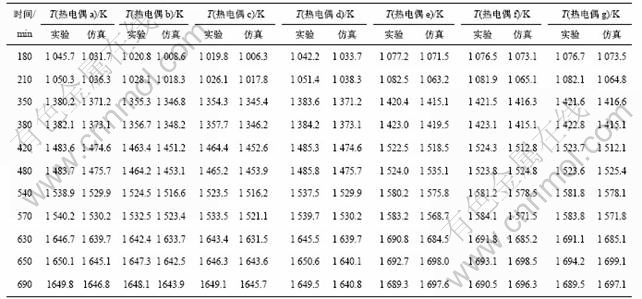
��3��ʾΪ7֧�ȵ�ż�¶ȵ�ʵ��ֵ�����ֵ�����Կ�����ʵ��ֵ�����ֵ�Ϻ��Ǻϣ����ƫ�����15 K��
��3 �ȵ�ż��㴦�¶ȵ�ʵ��ֵ�����ֵ
Table 3 Temperature at location of thermocouples obtained by test and simulation
3 ¯���¶ȳ��ķ����Ż�
3.1 ʯī�ۺ��ս���Ʒ���Ż�
ʯī�ۺ��ս���Ʒ��λ�ö�ʯīͲ���¶ȳ��нϴ��Ӱ�졣Ϊ������ս���Ʒ�����¶Ⱦ����ԣ���ʯī�ۺ��ս���Ʒ�IJ���λ�úͽṹ�����Ż����Ż�ǰ���������ڱ�4�����У�����1Ϊʵ����������������2��3Ϊ�Ż�������
�ӱ�4���Կ�������ͬ���ȹ������£��ʵ��ı�ʯī�۵ijߴ�����������ս���Ʒ������¶Ⱦ����ԣ�������ʯī�ۼ�ļ�һ��������ս���Ʒ�����¶ȵľ����ԣ���¯��װ����Ϊ5��4������£�����3���¶ȳ���������ѣ��Ż���ı����²���������Ƚμ��ٵ���7 K���ڡ�
��4 �����������
Table 4 Parameters and results of simulation

3.2 ʯīͲ�Ľṹ�Ż�
������ͼ7(a)��ʾ�Ľṹ���ս���Ʒ�����γ��˺ܴ��ʣ��ռ䣬�������м������ս���Ʒ����ʯīͲ�ڵķ��䣬��ˣ��ɸı�ʯīͲ�ṹ����С�в��ս���Ʒ��ʯīͲ�ڵľ��룬��ʯīͲ�ij�ͼ7(b)��ʾ�Ľṹ��
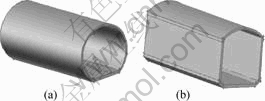
(a) �Ľ�ǰ��(b) �Ľ���
ͼ7 �Ľ�ǰ���ʯīͲ�ṹͼ
Fig.7 Graphite box structure before and after optimization
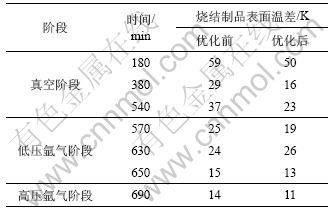
�ɱ�5���Կ������Ľ�ʯīͲ�ṹ���¶�ƫ������ս�ƽ����С10 K���ң�������ս���Ʒ�����¶Ⱦ����ԡ�
��5 ʯīͲ�ṹ�Ľ�ǰ���ս���Ʒ�����²�
Table 5 Temperature difference of sintered products surface before and after optimization
4 �� ��
a. ��Ӳ�ʺϽ��ս��ȵ�-��ѹ¯���¶ȳ��ķ������������ս���Ʒ�����¶ȵķֲ�����Ϊ����ڵͣ��ϸ��µ͡�����ʵ�������Ǻϡ�
b. Ͳ�ڵ��¶ȷֲ������ȡ��������������Ƕ����ս���Ʒ�¶�ƫ�ߣ��׳��ֹ���������¯�Ų���ս���Ʒ�¶�ƫ�ͣ��׳���Ƿ������Ӱ���Ʒ���ս���������ԭ����¯��ʯī�ۺ��ս���Ʒ���÷�ʽ��ʯīͲ�ṹ�IJ��������ڹ��������������£����ʵ�����������Ƚ�¯�ڵ������������ʯīͲ���¶Ⱦ����ԡ�
c.�ڵ�¯װ����Ϊ5��4������£�ȷ��ʯī�۵���ѽṹ�ߴ�(����������)Ϊ��300 m��300 m��30 mm���Ż����ս���Ʒ�����¶Ⱦ����Եõ���ߣ������¶�ƫ����������Ƚμ��ٵ���7 K���ڣ�������ս��Ʒ������ͨ���Ľ�ʯīͲ�ṹ���¶�ƫ������ս�ƽ����С10 K���ң���һ��������ս���Ʒ�����¶Ⱦ����ԡ�
�ο����ף�
[1] ������. Ӳ�ʺϽ��ս�ԭ��[M]. ����: ұ��ҵ������, 1988.
WANG Guo-dong. Cemented carbide sintering theory[M]. Beijing: Metallurgical Industry Press, 1988.
[2] Wofshtein M. Low pressure sinter-HIP system feature computer control[J]. MPR, 1987, 12(2): 880-886.
[3] ������. Ӳ�ʺϽ���ս����ռ������[J]. Ӳ�ʺϽ�, 1996, 13(3): 176-179.
LIU Yong-fu. Sintering atmosphere of cemented carbide and its control[J]. Cemented Carbide, 1996, 13(3): 176-179.
[4] �����, ��ѧ��. Ӳ�ʺϽ������ս�ı��λ����������[J]. Ӳ�ʺϽ�, 2000, 17(3): 156-160.
HONG Yin-cheng, Li Xue-fang. The cause and control of deformation of cemented carbide in hydrogen sintering[J]. Cemented Carbide, 2000, 17(3): 156-160.
[5] Wofshtein M. World first for pfeiffer pressure sintering furnace[J]. MPR, 1986, 11(9): 687-693.
[6] Wofshtein M. Sinter-HIP system for processing cemented carbides[J]. MPR, 1987, 12(5): 373-377.
[7] �� �t. Ӳ�ʺϽ��ս�-�ȵȾ�ѹ¯���¶ȳ���ʵ���о�����ֵ����[D]. ��ɳ: ���ϴ�ѧ��Դ�붯������ѧԺ, 2005.
CHEN Yi. Experimental Study and Numerical Simulation of Temperature Field in a Sinter-HIP Furnace [D]. Changsha: School of Energy and Power Engineering, Central South University, 2005.
[8] ������. Ӳ�ʺϽ��ս�-�ȵȾ�ѹ¯���¶ȳ����漰�ṹ�Ż�[D] . ��ɳ: ���ϴ�ѧ��Դ�붯������ѧԺ, 2006.
LIU Yu-qing. Numerical Simulation of Temperature Field and Optimization of Structure in a Sinter-HIP Furnace[D]. Changsha: School of Energy and Power Engineering, Central South University, 2006.
[9] Coelho P J, Goncalves J M, Carvalho M G. Modeling of radiative heat transfer in enclosures with obstacles[J]. International Journal of Heat Mass Transfer, 1998, 41(4): 745-756.
[10] �����, �� ��. ���ǻ����Ȼ������ֵ�����о�[J]. ���пƼ���ѧѧ��: ���п�ѧ��, 2002, 19(4): 20-22.
LI Guang-zheng, LI Gui. Study of the numerical method for solving the natural convection in an enclosure[J]. J of Huazhong Univ of Sci & Tech: Urban Science Edition, 2002, 19(4): 20-22.
[11] �� ��, �����. һ�ָĽ���SIMPLER�㷨[J]. ���пƼ���ѧѧ��: ���п�ѧ��, 2002, 19(2): 28-31.
ZHANG Ning, LI Guang-zheng. A modified SIMPLER calculation method[J]. J of Huazhong Univ of Sci & Tech: Urban Science Edition, 2002, 19(2): 28-31.
[12] ������, ������, ������, ��. ������ɢ����������άԲ��ǻ����䴫�ȼ����е�Ӧ��[J]. ���ܶ�������, 2005, 20(5): 482-486.
GU Ming-yan, ZHANG Ming-chuan, FAN Wei -dong, et al. The application of a radiation discrete transfer method for the radiation heat transfer calculation of a three-dimensional cylindrical cavity body[J]. Journal of Engineering for Thermal Energy and Power, 2005, 20(5): 482-486.
[13] ���˳, �ܻ���, ½�̶�, ��. ¯�ŷ��任�ȼ����һ�ָĽ�����ɢ���ݷ�[J]. �й��������ѧ��, 2003, 23(4): 162-166.
LI Hong-shun, ZHOU Huai-chun, LU Ji-dong, et al. An improved discrete transfer method for radiative heat transfer in furnaces[J]. Proceedings of CSEE, 2003, 23(4): 162-166.
[14] ������, ������, �� ��. ��տռ�����Ȼ�����뵼�ȡ�����ĸ��ϻ���[J]. ����������ѧ��, 1988, 9(3): 245-250.
REN Ze-pei, ZHANG Li-ning, JIA Li. Natural convection in enclosure combined with conduction and radiation[J]. Journal of Engineering Thermophysics, 1988, 9(3): 245-250.
[15] ������. ��ֵ����ѧ[M]. ����: ������ͨ��ѧ������, 1988.
TAO Wen-quan. Numerical heat transfer [M]. Xi��an: Xi��an Jiaotong University Press, 1988.
[16] ÷ ��. ��ɫұ��¯Ҥ�������Ż�[M]. ����: ұ��ҵ������, 2001.
MEI Chi. Simulation and optimization of nonferrous metallurgical furnace[M]. Beijing: Metallurgical Industry Press, 2001.
�ո����ڣ�2006- 08-06
����飺�¡��t(1980-)���У����������ˣ���ʿ�о�����������Դ���õ��о�
ͨѶ���ߣ��¡��t���У���ʿ�о������绰��021-34205702��E-mail:csuchris@126.com
[1] ������. Ӳ�ʺϽ��ս�ԭ��[M]. ����: ұ��ҵ������, 1988.
[3] ������. Ӳ�ʺϽ���ս����ռ������[J]. Ӳ�ʺϽ�, 1996, 13(3): 176-179.
[4] �����, ��ѧ��. Ӳ�ʺϽ������ս�ı��λ����������[J]. Ӳ�ʺϽ�, 2000, 17(3): 156-160.
[5] Wofshtein M. World first for pfeiffer pressure sintering furnace[J]. MPR, 1986, 11(9): 687-693.
[6] Wofshtein M. Sinter-HIP system for processing cemented carbides[J]. MPR, 1987, 12(5): 373-377.
[7] �� �t. Ӳ�ʺϽ��ս�-�ȵȾ�ѹ¯���¶ȳ���ʵ���о�����ֵ����[D]. ��ɳ: ���ϴ�ѧ��Դ�붯������ѧԺ, 2005.
[8] ������. Ӳ�ʺϽ��ս�-�ȵȾ�ѹ¯���¶ȳ����漰�ṹ�Ż�[D] . ��ɳ: ���ϴ�ѧ��Դ�붯������ѧԺ, 2006.
[10] �����, �� ��. ���ǻ����Ȼ������ֵ�����о�[J]. ���пƼ���ѧѧ��: ���п�ѧ��, 2002, 19(4): 20-22.
[11] �� ��, �����. һ�ָĽ���SIMPLER�㷨[J]. ���пƼ���ѧѧ��: ���п�ѧ��, 2002, 19(2): 28-31.
[13] ���˳, �ܻ���, ½�̶�, ��. ¯�ŷ��任�ȼ����һ�ָĽ�����ɢ���ݷ�[J]. �й��������ѧ��, 2003, 23(4): 162-166.
[14] ������, ������, �� ��. ��տռ�����Ȼ�����뵼�ȡ�����ĸ��ϻ���[J]. ����������ѧ��, 1988, 9(3): 245-250.
