
���±�ţ�1004-0609(2010)04-0736-07
����ų������½���Һ��ı��κͲ�����Ϊ
�˰�Ԫ�������壬�����գ������䣬�ռ���
(������ѧ ���ϵ�Ź����о��������ص�ʵ����, ���� 110004)
ժ Ҫ��
���õ��۵�Sn-32%Pb-52%Bi�Ͻ�ģ���Һ���о�����ų������½����۳�Һ��IJ����ͱ�����Ϊ���������������ų���ʹ����Һ�淢�����α��Σ�Һ��һֱ���ڲ���״̬���۳�������㸽���γɻ��ײ��������������������Һ��������㸽���IJ�������ң�����ɱ��������������Ȧ����ǿ�ȣ�Һ������������Ӿ磻���۳������ĴŸ�Ӧǿ�ȴﵽԼ50 mTʱ��Һ��IJ������ȴﵽԼ��3 mm��Ӧ��һ�������ĵ���ǿ�ȣ��ʵ�����Ƶ�ʿɼ�С����������ɱ��沨����Ӱ�췶Χ��������������������κͼ�СҺ�沨����Ƶ�ʿ�����30 kHz���ҽ����ˣ�Һ��λ����Ȧ���ĸ߶ȸ���ʱ����������νϴ�Һ�沨���Ͼ��ң���ʼҺ���������Ȧ�߶����������ڽ��ܡ��������ɿɽ��͵�����Ӵ�����������������������ǿ�ȴ�С�ı仯���ɡ�
�ؼ��ʣ�
Sn-Pb-Bi�Ͻ���ģ���Һ��Һ�������Һ�沨��������������ų���
��ͼ����ţ�TG249.7���� ���ױ�־�룺A
Deformation and fluctuation behavior of meniscus with
alternating magnetic field in mold
DENG An-yuan, XU Yong-yi, WANG En-gang, ZHANG Xing-wu, HE Ji-cheng
(Key Laboratory of Electromagnetic Processing of Materials ,
Ministry of Education, Northeastern University, Shenyang 110004, China)
Abstract: Simulating molten steel using Sn-32%Pb-52%Bi low-melting-point alloy, the metal free surface fluctuation and deformation behavior with alternating magnetic field was investigated. The results show that the meniscus becomes camber due to alternating electromagnetic field, and the free surface is keeping fluctuating. There are two recirculation flow zones near the triple-phase point where the up flow is encountered with the down flow, which enhances the fluctuation of the free surface in the vicinity of triple-phase point and tends to cause slag entrapment. On the whole free surface, the fluctuation in the vicinity of triple-phase point is the most violent. With increasing coil current intensity, the meniscus distortion is enlarged, and the fluctuation of the free surface is aggravated. When the magnetic flux density on the outer surface of the molten bath is about 50 mT, the fluctuation amplitude of free surface is about ��3 mm. The coil current intensity should be controlled in a reasonable range. With increasing frequency, the effect of electromagnetic force on the free surface fluctuation reduces. Within a proper frequency range, with increasing magnetic field frequency, it tends to increase the meniscus height and decrease the fluctuation of free surface. While the initial metal level is located at the center height of the coil, the meniscus deformation is larger and the metal free surface fluctuation is also more violent. In order to save energy, the metal level should be located at the center of the coil height. The fluctuation behavior clearly interprets the change law of billet surface oscillation marks with coil current intensity in the electromagnetic soft-contact continuous casting process.
Key words: Sn-Pb-Bi alloy; simulating molten steel; meniscus deformation; free surface fluctuation; continuous casting process; alternating magnetic field
Ϊ���������������������Ӵ����������������뵽������������[1]��Χ�Ƹü���������ѧ�߶���ü�����ص����������[2-4]���ų��ֲ�[5-6]��ұ��Ч��[7-9]�Ƚ��д����Ļ����о����ڸü����У��������Ҫ�Խ�����Լ���������ã�����һ���棬���������Ҳ��������Һ����������Һ��IJ���������ڱ�֤�ȶ����ε�ͬʱ����СҺ��IJ������Է��Ӹü�����ұ��Ч����Ϊ��Ҫ���ò���Ҳ���ƴų�����ߺ�Ƶ�ʵķ�Χ��Ŀǰ���Ե����������˫�����õ��о���Ҫ������Һ�κ�����Һ�������Ϊ���о���[10-11]����ȻһЩѧ�߶Խ���ų��µ�Һ���ȶ��Ի��߲����������� ��[4, 12]�����Ե�ų�������ά��һ��Һ�����ʱ��Һ�沨�����ȴ�С����ֱ�Ӳ��Ե��о�����Խ��٣���������С���������������������������������ء�Ϊ�ˣ��������߲��õ��۵�Sn-32%Pb-52%Bi�Ͻ��о�����ų������½����۳ر���ı��κͲ�����Ϊ��Ϊ��������Һ����κͲ�����Ϊ������ع��ղ�����ȷ���ṩ���ݡ�
1 ʵ��
��ʵ����ü���Һλ��������Һ̬�������治ͬλ���ڽ����ų�����������ڳ�ʼҺ��IJ������ý��Ʒ��������������¼�����ڽ���ų��еı��Σ��á�С��Ȧ���������Ÿ�Ӧǿ�ȵķֲ���ʵ��װ��ʾ��ͼ��ͼ1��ʾ������Sn-32%Pb-52%Bi���۵�Ͻ�ģ���Һ������������״̬��װ��ʯӢ�����С��Ͻ����Բ������1��ʾ����Ӧ��ȦΪ5�ѣ��߶�Ϊ66 mm���۳�ֱ��Ϊ46 mm�������в���ͼ�У���0��λ
�ñ�ʾû�����õ�ų�ʱ������Һ���ƽ��λ�ã�����ʼλ�á�
2 ���������
��λ���۳������Ȧ��ͨ���������ʱ���۳��ڻ��������ų����ڱ����۳���״�ͳߴ粻�������£����ͭ�ᾧ�����ڲ��۳�Ϊ��Һ(���Լ���1)�������£�����ᾧ���ڵĵ�ų����������Һ���������������ͼ2��ʾ����ͼ2(a)��(b)�ɼ������ڴų�����ЧӦ��Ӱ�죬�ų��͵������Ҫ�����ڸ�Һ����һ������ڣ��ؾ���Ÿ�Ӧǿ��Ѹ��˥��Ϊ�㡣�������ϵĴų��ֲ����в������ԣ�����Ȧ�߶����Ĵ�ƽ����۳��ڵĴų���ǿ�����������������ϡ���Ѹ��˥������������д�ֱ����������ķ����⣬�����������(��ͼ2(b))����ͼ2(c)�ɿ���������ų�����Լ�����������⣬�仹��������Һ���������á��ڵ�����������£���Һ���۳����γ������������Ե����л���������Һ��Һ�����γɴ����ĵ����������������Һ�����������(�����)�µĸ�Һ���ر�������������������㸽���������ɷ������ײ����Ȼ���γ����۳�Һо�����������ʵ���Χ�ڣ��ϲ������������ڽ����������������У���ǿ���������������ɵĻ��ײ�������������Һ�沨�����ر�������㸽��Һ�沨�������ƣ��ⲻ���ڱ���Һ����ȶ���������ɱ��������������㴦�IJ��������ƻ���ʼ���̵���ȶ�״̬�������ڵ�����Ӵ�Ч���ķ��ӣ�Ҳ���Ƶ�����Ŀɲ�����Χ��
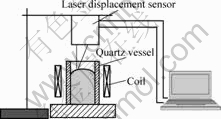
ͼ1 ʵ��װ��ʾ��ͼ
Fig.1 Schematic diagram of experimental apparatus
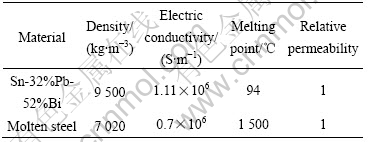
��1 �Ͻ����Һ�����Բ���
Table 1 Physical properties of alloy and molten steel
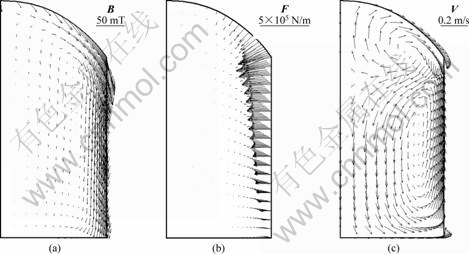
ͼ2 ��Һ�ڵĴų���������������ֲ�(I=700 A��f=20 kHz)
Fig.2 Distributions of magnetic field (a), magnetic force (b) and steel flow (c) of molten steel
ͼ3��ʾΪ����Һ��ı��Ρ���ͼ3�ɿ�������ų��͵���������ֲַ�����ʹ����ʩ�ӽ���ų�

ͼ3 ����Һ��ı���
Fig.3 Deformation of meniscus (f=34 kHz, I=530 A)
���ڵ�����������£��������ڵĽ���Һ���뿪���ڣ���������������½������ɱ����γɻ��������棬���������״�Ƿdz����ӵģ��б��氼�ݺ�¡��Ƚṹ��ʵ��������۳����ɱ������ĵ㡢1/2�뾶�������㸽��Һ��IJ�����Ϊ(��ͼ4)������Һ���ڵ�ų�������һֱ���ڲ���״̬������������֪�����ֲ����������Խ���Һ�����������йء��ʵ��IJ��������ڱ������Լ��Ӻ����ݵ����գ���������ǿ�ȹ������п����ƻ�Һ����ε��ȶ��ԣ��Ӷ�������ɱ������������������������������Ҳ�ͬ���ղ�����Һ�������״�Ͳ���״̬�в�ͬ�̶ȵ�Ӱ�졣
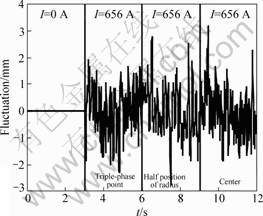
ͼ4 ��ҺҺ���ϲ�ͬλ�ô��IJ�����Ϊ
Fig.4 Fluctuation behaviors on meniscus (f=23.3 kHz)
ͼ5��ʾΪҺ������Ȧ����ƽ�룬Ƶ��Ϊ23.3 kHzʱ����ͬ��Ȧ����ǿ�����۳����������ĵ㴦��õĴŸ�Ӧǿ�ȡ���ͼ5�ɿ��������Ÿ�Ӧ������ǿ�����ӣ��۳��ڵĴŸ�Ӧǿ�������������۳���
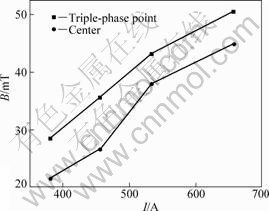
Fig.5 Magnetic flux density at different current intensities
����Һ�ϵĵ������Ӧ��ǿ��ͼ6��ʾΪ��ͬ����ǿ���µ������߶ȡ���ͼ6�ɿ����������ǿ�����ӣ�����������������������ؿ��������ȣ���С�����������Ӷ���������ߺ�����������������ͼ7��ʾΪ��ͬ����ǿ�������ĵ��Һ�沨�����ߡ���ͼ7�ɿ����������ǿ�����ӣ����ڵ������˫������Ч�����������Һ̬��������������Ҳ������ˣ����ŵ���ǿ�ȵ����ӣ�����Һ��IJ����Ӿ硣���۳������ĴŸ�Ӧǿ�ȴﵽԼ50 mT(I=656 A)ʱ��Һ�����ĵ㴦�IJ������ȴﵽԼ ��3 mm��

ͼ6 ��ͬ����ǿ���µ�������߶�
Fig.6 Meniscus heights at different current intensities
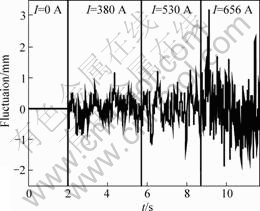
ͼ7 ��ͬ����ǿ�������ĵ��Һ�沨��
Fig.7 Free surface fluctuations of center point at different current intensities
�ڳ��������У�Ϊ���������������ͨ����Һλ���������ڡ�3 mm����Һ�沨��������3 mm����������ɱ��������ʹ����������ۼ���Ӷ�����һϵ�������������ƺ�Ƥ�¼��ӵ�ȱ��[13-14]����ʵ�����ھ�̬ʵ�飬��û�п��ǵ�ʵ������ע�����ɺͽᾧ����Һ�沨����Ӱ�죬��ʵ�ʵĵ�����������У������ǵ�����Һע�����ɺͽᾧ����Ӱ�죬���ֲ�����Ȼ��һ���Ӿ磬��ˣ����Ʊ�Ӱ�쵽���Ӵ��������ұ��Ч���ķ��ӡ�����ʵ�������������Ӧ������ǿ�Ȼ���ʩ�ӴŸ�Ӧǿ�ȵ����ӣ����������������д����dz��������ʧ��Ȼ����������� ��[15]��Һ�沨�����Ӧ������ǿ�����Ӷ�����Ľ�������˵����ɸ������ԭ���������ڲ�������һ��ǿ�Ⱥ�Ľ������Ҳ˵���б�Ҫ������ǿ�ȿ�����һ����Χ�ڡ���Ȼ���õ�����Χ��ᾧ����С���ṹ�Ȳ���������ء���Ϊ��һ�������������Σ����б�Ҫ��ȡ��Ӧ��Һ���ȶ��Դ�ʩ��
ͼ8��ʾΪ����Ƶ����������߶Ⱥ��۳������Һ��λ�ô��ĴŸ�Ӧǿ�ȡ���ͼ8�ɿ������ڲ�ͬ��ʼҺ��λ�ô�����ԴƵ��Ϊ34 kHzʱ����Ӧ�ĴŸ�Ӧǿ�Ⱥ���������θ߶Ⱦ���Ƶ��Ϊ23.3 kHzʱ�Ĵ�����ͬһƵ���£�����Һ��λ����Ȧ���ĸ���ʱ���Ÿ�Ӧǿ�Ⱥ���������θ߶Ƚϴӱ�֤���Ӵ�Ч������Ҫ�������������˵����������������ͨ����ǿ�������������������ͼ9��ʾΪƵ�ʷֱ�Ϊ23.3��34 kHzʱ��Һ�治ͬλ��(����㡢1/2�뾶�����ĵ�)����Һ�沨�����ߡ���ͼ9�ɿ���������Ƶ�ʵ�����Һ�沨�������������ͣ�������㴦��Ƶ��Ϊ34 kHzʱ���䲨�����Ƚ���Լ��2 mm���ڣ��ر������۳����Ĵ������������ڡ�1 mm���¡���˵��Ϊ����Һ�������ȶ����б�Ҫ�ʵ���߽���ų�Ƶ�ʣ�������һ��Ƶ�ʷ�Χ��[16]���仹��������ߴŸ�Ӧǿ�Ⱥ�������ı��θ߶ȡ�ͬʱ����3��λ�õIJ���ֵ�ɼ���Ƶ��Ϊ23.3 kHzʱ����1/2�뾶���IJ���������ȻΪԼ��3 mm���ң����������Ƶ��Ϊ34 kHzʱ������1/2�뾶���IJ��������Ѿ�����Լ![]() mm�������Ĵ��IJ������Ƚӽ�����˵������Ƶ�ʵ����ӣ����Һ�沨����Ӱ�췶ΧҲ��С������Ҫ�����ڴų��ļ���ЧӦ��ʹ�õ����������۳ر��漯�����¡���ˣ�����������δ�С�Ͳ������ȿ���Ƶ�ʿ�����30 kHz�����ǽ����˵ġ�
mm�������Ĵ��IJ������Ƚӽ�����˵������Ƶ�ʵ����ӣ����Һ�沨����Ӱ�췶ΧҲ��С������Ҫ�����ڴų��ļ���ЧӦ��ʹ�õ����������۳ر��漯�����¡���ˣ�����������δ�С�Ͳ������ȿ���Ƶ�ʿ�����30 kHz�����ǽ����˵ġ�

ͼ8 Ƶ�ʶ��۳��ڴŸ�Ӧǿ�Ⱥ�������߶ȵ�Ӱ��
Fig.8 Effects of frequency on magnetic flux density and meniscus height: (a) Magnetic flux density; (b) Meniscus height
2.4 Һ������Ȧ���λ�õ�Ӱ��
��ʼҺ������Ȧ���λ�ö�Һ����κͲ�������Ҫ��Ӱ�졣��ʵ����Ҫ�о���ʼҺ��λ����Ȧ���ء�1/4�߶ȡ����ġ�3/4�߶Ⱥ����صȴ�λ�õ������ǰ��Ĵų�����(��ͼ8)�������ڳ�ʼҺ��λ����Ȧ�߶�����ƫ�¸���ʱ���۳ر������ܵĴŸ�Ӧǿ�Ƚϴ�ͼ10��ʾΪ��ͬҺ��λ���µ���������Ƭ����ˣ���ͼ8(b)��10�ɿ�����������߶���Һ��λ����Ȧ�߶����ĸ���ʱ�ϴ�ʼҺ�����ƻ������ƣ���������κ߶Ⱦ���С����Ҳ˵����Һ��λ����Ȧ���ĸ߶�λ�ø���ʱ������ͬ�����£��ɻ�ýϴ�ĴŸ�Ӧǿ�ȣ�������ͨ����С�Ĺ��ʻ����ͬ��Һ�������Ϊ��
ͼ11��ʾΪ��ͬҺ��λ��ʱ��Һ�沨������ͼ11�ɼ�������ͬ����ǿ���£�����Һ������Ȧ����λ��ƽ��ʱ�������ϼ��ҡ����������Ϻ������ƶ�Һ��λ�ò������ҳ̶ȶ��м�С���ơ���˵����Һ��λ����Ȧ���ĸ߶ȸ���ʱ�����������������θ߶ȣ������ڴŸ�Ӧǿ����������Խ����۳ص��Ŷ�Ҳ��Ӧ������ˣ�ͨ����������Һ��λ�ã�������һ���̶������ƺͼ���Һ��IJ������������Һ����ε�ͬʱ�����б�Ҫ��ȡ������ʩ������Һ��IJ�����

ͼ9 ��ͬƵ������Һ��IJ���
Fig.9 Fluctuations of free surfaces at different frequencies (I=530 A): (a) Center; (b) Half position of radius; (c) Triple-phase point
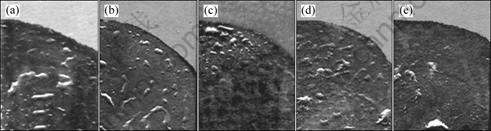
ͼ10 ��ͬҺ��λ���µ���������Ƭ
Fig.10 Photos of meniscuses at different metal levels (I=656 A): (a) Bottom of coil; (b) 1/4 coil height; (c) Center of coil height; (d) 3/4 coil height; (e) Top of coil
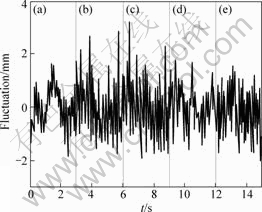
ͼ11 ��ͬҺ��λ��ʱ��Һ�沨��
Fig.11 Free surface fluctuations at different metal levels (I= 656 A): (a) Bottom of coil; (b) 1/4 coil height; (c) Center of coil height; (d) 3/4 coil height; (e) Top of coil
3 ����
1) ����ų������£��������ɱ��淢�����α��Σ�Һ��һֱ���ڲ���״̬����������ʹ�����۳�������������γ����������������ɱ�����·��������۳رڵ��Ϸ���������㸽������ײ������������㸽��Һ��IJ�����������Һ����ȶ�������ɱ��������
2) ���Ÿ�Ӧ������ǿ�����ӣ��������˫������Ч��Խ���ԣ��������������Һ�沨��Ҳ�Ӿ硣���۳������ĴŸ�Ӧǿ�ȴﵽԼ50 mTʱ�������۳�Һ��IJ������Ƚ��ﵽԼ��3 mm������㸽���IJ����Ͼ��ҡ�����͵�����Ӵ���������������������������ǿ�ȴ�С�ı仯���ɡ�����ǿ��Ӧ��һ�������Ŀ��Ʒ�Χ��
3) ��һ����Χ���ʵ���ߴų�Ƶ�ʣ���������������������ε�ͬʱ����СҺ��IJ���������Ƶ��������������ɱ��沨����Ӱ�췶ΧҲ������С��Ƶ�ʿ�����30 kHz���������˵ġ�
4) ��Һ��λ����Ȧ���ĸ߶ȸ���ʱ�����������������θ߶ȣ���������Խ����۳ص��Ŷ�Ҳ��Ӧ����Һ�沨�����ҡ��ڻ����ͬ���δ�С������£�����ʼҺ���������Ȧ�߶�����������ϵͳ���ܡ�
REFERENCES
[1] VIVES C. Electromagnetic refining of aluminum alloys by the CREM process: Part I. Working principle and metallurgical results [J]. Metall Trans B, 1989, 20(10): 623-629.
[2] ZHU X R, HARDING R A, CAMPBELL J. Calculation of the free surface shape in the electromagnetic processing of liquid metals[J]. Appl Math Modeling, 1997, 21: 207-214.
[3] ���º�, ë ��, ��ѧȫ. ���������������������״����ֵģ��[J]. ����ѧ��, 2000, 36(2): 162-166.
ZENG De-hong, MAO Bin, E Xue-quan. Numerical simulation of meniscus shape in cold crucible continuous casting[J]. Acta Metallurgica Sinica, 2000, 36(2): 162-166.
[4] �� ��, ��͢��, �� ��, ����. ������ų�������Һ�����Һ���ȶ��Ե��о�[J]. ���켼��, 2002, 23(6): 388-389.
ZHANG Bin, LI Ting-ju, JIA Fei, JI Shou-hua. Research of surface stability of molten metal under alternative magnetic field[J]. Foundry Technology, 2002, 23(6): 388-389.
[5] ������, ������, ��ʥ��, �� ��. ��������������[J]. ����ѧ��, 2002, 38(l): 105-108.
NA Xian-zhao, ZHANG Xing-zhong, QIU Sheng-tao, GAN Yong. Analysis of soft contact electromagnetic continuous casting technology[J]. Acta Metallurgical Sinica, 2002, 38(1): 104-108.
[6] ��С��, ������, ����ѫ, �����, ������. ������Ӵ�������Ƶ�ų�����ֵģ��[J]. �й���ɫ����ѧ��, 2008, 18(3): 529-534.
XIA Xiao-jiang, WANG Hong-ming, DAI Qi-xun, LI Gui-rong, ZHAO Yu-tao. Numerical simulation of high frequency magnetic field for electromagnetic soft-contact continuous casting[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(3): 529-534.
[7] HE J C, WANG E G, DENG A Y, YU G W, WANG Q, ZHANG Y J, CHEN Z P, ZHOU Y M, FENG C B. Experiment of soft-contact electromagnetic continuous casting of steel[C]//4th International Conference on Electromagnetic Processing of Materials. Lylons: EPM Madylam, 2003, 195-199.
[8] NAKATA H, INOUE T, MORI H, AYATA K, MURAKAMI T, KOMINAMI T. Improvement of billet surface quality by ultra-high-frequency electromagnetic casting[J]. ISIJ International, 2002, 42 (3): 264-272.
[9] PARK J, KIM H, JEONG H, KIM G, CHO M J, CHUNG J S, YOON M, KIM K R, CHOI J. Continuous casting of steel billet with high frequency electromagnetic field[J]. ISIJ International, 2003, 43(6): 813-819.
[10] FAUTRELLE Y, PERRIER D, ETAY J. Free surface controlled by magnetic fields[J]. ISIJ International, 2003, 43(6): 801-806.
[11] KARCHER C, MINCHENYA V. Control of free-surface instabilities during electromagnetic shaping of liquid metals[C]// International Scientific Colloquium Modeling for Electromagnetic Processing. Hannover: University of Hannover, 2008: 143-149.
[12] ������, ������, �����. ���Ӵ����������Ƶ�ų���˲̬����[J]. �й���ɫ����ѧ��, 2009, 19(4): 701-707.
WANG Hong-ming, REN Zhong-ming1, LI Gui-rong. Transient analysis of high frequency electromagnetic field during electromagnetic soft contact continuous casting[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(4): 701-707.
[13] �ź�ϼ, ������, ������, ������. Һ���Կ��ںϽ���������ϵ�Ӧ��[J]. ���ֿƼ�, 2007(4): 26-27.
ZHANG Hai-xia, LIANG Jian-guo, HE Qing-wen, HAN Yong-gang. The application of automatic steel level control on the alloy steel continuous caster[J]. Laigang Science & Technology, 2007(4): 26-27.
[14] ����ѧ, �� ��, �پ��. ���������������ȱ����Բ�[J]. ��������, 2006, 27(3): 63-68.
WANG Wen-xue, WANG Yu, CHI Jing-hao. Surface defects and control measures of stainless steel billet[J]. Iron Steel Vanadium Titanium, 2006, 27(3): 63-68.
[15] �����, �˰�Ԫ, ������, ������, ������, ������, �ռ���. ������Ӵ�����Բ����������ݱ����[J]. ����ѧ��, 2009, 45(4): 464-469.
XU Xiu-jie, DENG An-yuan, WANG En-gang, ZHANG Lin-tao, ZHANG Xing-wu, ZHANG Yong-jie, HE Ji-cheng. Evolvement mechanism of surface oscillation marks on round billet during soft-contact electromagnetic continuous casting[J]. Acta Metallurgica Sinica, 2009, 45(4): 464-469.
[16] DENG An-yuan, JIA Guang-lin, HE Ji-cheng. Three- dimensional characteristics and homogenization of electromagnetic field in soft-contact continuous casting mold[J]. Acta Metallurgica Sinica, 2001, 14(2): 137-142.
(�༭ ����)
������Ŀ�����Ҹ����о���չ�ƻ�������Ŀ(2007AA03Z519)��������Ȼ��ѧ�����ص�������Ŀ(50834010)��������Ȼ��ѧ����������Ŀ(50604005)���ߵ�ѧУѧ�ƴ������Ǽƻ�������Ŀ(B07015)
�ո����ڣ�2009-04-17�������ڣ�2009-07-20
ͨ�����ߣ��˰�Ԫ�������ڣ���ʿ���绰��024-83681716�����棺024-83681758��E-mail��dengay@epm.neu.edu.cn
