
������ʱ��: 2017-06-06 10:41
���ڽ��ʯ���ߵĺ�ǿ̼�����γ�Ԫ��Ti��ͭ��̥�帴�Ϸ�ĩ���Ʊ���Ӧ���о�
������ɫ�����о���Ժ
���з�ĩ�²���(����)����˾
�Ƽ�����������ҵ��������
ժ Ҫ��
������ɢ�սᷨ�Ʊ��˺�ǿ̼�����γ�Ԫ��Ti��ͭ�����ʯ����̥�������Ϸ�ĩCu Sn13Ti7������ɨ��������� (SEM) ��X�������� (XRD) �����ȷ��ȶԷ�ĩ�����ܽ������о���ͨ���о�ͭ�ѺϽ����������ĥ����, �Ż�����Ԫ�ؼ��뷽ʽ;�о���3��Ԫ����ɢ����, �������ַ�ĩ���������Ʊ���Cu Sn13Ti7��ĩ�ս�Ӧ�����ܽ����˶Ա��о�������������:��ϸͭ�ѺϽ��ĩ�Ʊ��Ľϼѹ�������Ϊ:��ĥʱ��Ϊ72 h, ���ϱ�Ϊ2��1, ������ĥ�����м������Ӽ�Ӳ֬��, �Ա��ⳬϸ���ž�;530��, ����ʱ��1 h 50 min, �ǽ��������ɢ�սṤ��;750��850��֮��, ��ɢ��Cu Sn13Ti7���Ϸ�ĩ���ս��̥����ϵ��ܶȡ�������Ժ�Ӳ���ۺ����ܽϺ�;������Cu Sn13Ti7��ĩ�ɷ��ȶ�, �ۺ�����������
�ؼ��ʣ�
��ͼ����ţ� TF123.74
����飺��˸ (1992-) , ��, ����������, ˶ʿ, �о�����:�����������;E-mail:lishuo_hnu@163.com;;*�ž���, ����, 010-53633105, E-mail:zjg@gripm.com;
�ո����ڣ�2016-12-29
�������ҹ��ʿƼ�������Ŀ (2014DFR51130);������ɫ�����о���ԺԺ�Ƽ����»�����Ŀ (2012110042000022);�����л������Ƽ��ƻ���Ŀ (2016-10);�����л����������˲�������Ŀ (��������[2012]46��) ����;
Preparation and Application of Copper Matrix Composite Powders Containing Carbide Forming Element Ti for Producing Diamond Tools
Li Shuo Pang Pengsha Zhang Jingguo Zhang Shaoming Dai He Li Chenfei
Beijing General Research Institute For Nonferrous Metals
GRIPM Advanced Materials Co.Ltd.
Torch High Technology Industry Development Center, Ministry of Science and Technology
Abstract��
The CuSn13Ti7 copper matrix composite containing carbide forming element Ti for matrix of diamond tools were prepared by the diffusion process. Properties of the powders were studied by scanning electron microscopy ( SEM) , X-ray diffraction ( XRD) , differential thermal analysis. The addition method of Ti was optimized by studying the milling process of Cu-Ti alloys under the protection of argon. Three element diffusion processes were studied, and the sintering application performances of the CuSn13Ti7 powders prepared by diffusion, which were compared with CuSn13Ti7 powders prepared by atomization. The results showed the proper process of ultrafine copper-titanium alloy powders was milling 72 h, and the ratio of balls and powder is 2�� 1. Stearic acid should be added to avoid the agglomeration of ultra-fine powder. The better diffusion-sintering process is 530 �� and 1 h 50 min. When the temperature is between 750 and 850 ��, the sintering body of the CuSn13Ti7 powders prepared by diffusion had more stable and more excellent overall performances than the CuSn13Ti7 powders prepared by atomization, which include density, hardness and impact toughness.
Keyword��
diamond tools; Cu alloy composite powders; Ti; milling; diffusion;
Received�� 2016-12-29
������, �ҹ����ʯ���߹�ҵ���˷�Ծ�ķ�չ, ����������������ת��Ϊ�����ϵ�������Ϊ��߽��ʯ���ߵ�ʹ������������, ���ʯҵ���о����ص�ؼ���������μ�ǿ�Ͻ�̥����϶Խ��ʯ��ұ������, ���ƽ��ʯ̥��Խ��ʯ�Ľ����ԡ�
20����70���, �о�������ͭ�����ȵ��۵�ǥ���Ͻ�������������ǿ̼�����γ�Ԫ��, ��Ti, Cr��֮��, �úϽ�Խ��ʯ�Ľ��������������ĸ���, �����Ǿ�������45��, �Ͻ�ɷֵ������ʱ, �������������Դﵽ0��, ���ֺϽ����ʵ�ֶԽ��ʯұ�ӡ��������:������������ǿ̼�����γ�Ԫ�� (Ti, Cr) ��ͭ�����Ͻ�֮��, ��ǥ���¶���, ��Һ��Ti, CrԪ����������̼ԭ�ӹ��ɵĽ��ʯ����������淴Ӧ, ������Ӧ��̼���� (Ti C, Cr2C3) �ι̵ظ����ڽ��ʯ������, �Ͻ���Һͨ���Խ�������̼����Ľ���ͺ��� (ճ��) ��ʵ�ֶԽ��ʯ�Ľ���ͺ��� (ճ��) �������ֺ��ӻ���Ӧ���ڽ��ʯ����:���ʯ��˿ģ�����ʯ��ͷ������ʽ���ʯ��������������, ����ʵ���˶Խ��ʯ��ұ�� (ճ��) , ��ǿ�Ͻ���� (̥��) �Խ��ʯ��Ƕ����ճ����, ��������˽��ʯ���ߵ�����[1,2,3,4,5,6,7,8]��
�ݹ۹�����ǿ̼�����γ�Ԫ�ضԽ��ʯ�����������о���Ӧ��, ��Ҫ���������ʯ����������Ͱ���������, �����ƽ��ʯ̥���������ʯ��������ճ�Ἴ������
�����ʯ����������Ͱ����������ձ��������������ڽ��ʯ�����������, ʹ���ʯ��Ʋ�֮���γ��˽���̼����Ʋ�ṹ, �Ʋ�����ʯ�����˼���, ���ڱ����Ϊ��������, ���Ѳ�����ʯ���������140 MPa, ���ֽṹʹ���ʯ�����ʽ���, ���и߶�����, �ұ����к�����Ӱ����ʯ���ܡ������ֶ��Ѽ����������豸��ԭ����Ҫ���, Ӱ���������ȶ����ض�, �ҳɱ���;���ҽ����Ѻ�̥����ϵĽ�Ϲ����¶�ƫ��[9,10,11,12,13,14,15]��
�����ƽ��ʯ̥���������ʯ��������ճ�Ἴ�����ǶԽ��ʯ̥����ϵ����, ����ս��Ľ��ʯ�����̥����ϵĽ����ԡ���Ҫ������:ǿ̼�����γ�Ԫ����������ϻ�Ϸ���Ԥ�Ͻ���Ϸ��������ռ�, ��������������:��Ԫ�ط�ĩ��װ�������ϴ�, �ɷֲ�����, ���ײ�����Ʒ�ɷ�ƫ��, Ӱ�칤�������ȶ��ԡ�Ԥ�Ͻ�������̥���ĩ����ÿ����ĩ������������ɺϽ�ĸ��ֽ���Ԫ��, �ɷ־������൱�á�����Ԥ�Ͻ��ĩ���۵�ϺϽ��е�Ԫ���۵�Ҫ�͵ö�, ����ս��¶ȵ͡����������������Ԥ�Ͻ��ĩ�ڽ��ʯ����̥������еõ���Ӧ�á���ǿ̼�����γ�Ԫ��, ��:Ti, Cr��, ���ڻ��Խ���, ����ˮ��������������, ��ĺܴ�, ��:ͭ80%��13%��7%�Ͻ�۲���ˮ��������, ���������10%~20%, �����;���Ч�濼��, ���Dz����õġ���ǿ̼�����γ�Ԫ�صĺϽ�ۿ��Բ�������������������, ����ĩ�����λ������, ��װ���ش�, ѹ�Ƴ������ܽϲ�, �����Ƕ������չ�����Ľ��ʯ���ߵ�ͷ��ѹ����������ʹ��[16,17,18,19,20,21]��
������ɢ���Ʊ���ǿ̼�����γ�Ԫ�صĺϽ��, �������ʼ���������ɢ���Ʊ��Ͻ��ĩ, �������������Ʊ���ȫ�Ͻ�ĩ, ��ɢ���Ʊ��ķ�ĩ�ֽ������ֺϽ�ĩ���ǰ����ֻ��������ϳɷֵĽ�����ĩ����һ��������Ͼ��Ⱥ�, �ڻ�ԭ�������ս���ɢ, ʹ������ĩ����������ɢ, ʹ���ֽ��������Ͻ�Ӧ, �Ӷ��γ�һ�ֳɷ־���һ�¡���ƫ���IJ��ֺϽ�ĩ[21,22,23]�����IJ�����ɢ�սᷨ�Ʊ��˺�ǿ̼�����γ�Ԫ��Ti��ͭ�����ʯ����̥�������Ϸ�ĩCu Sn13Ti7 (Cu80%Sn13%Ti7%) ��
1 ʵ��
1.1 Cu Sn13Ti7���Ϸ۵��Ʊ�
�����õ�ԭ����ҪΪ:��ͭ�塢���Ѱ塢����С��50��m������ͭ�ۡ���λ��5��m�ij�ϸ���ۡ�ͼ1ΪCu Sn13Ti7���Ϸ۵��Ʊ���������ͼ�������Ʊ���������:
(1) ��ϸͭ�ѺϽ��ĩ�Ʊ�:�����ͭ��ʹ��Ѱ�1��1�ı���, ���������ͭ���м�Ͻ�, �������������������ĥ�����м�Ͻ��Ʊ��ɳ�ϸͭ�ѺϽ��ĩ��
(2) ����ͭ�����ʯ̥���������Ʊ�:������С��50��m��ϸ��ͭ�ۡ���λ��5��m�ij�ϸ���ۺͳ�ϸͭ�ѺϽ��ĩ, ��Cu80%Sn13%Ti7%Ԫ������������������, ͨ����ά����2 h��, װ���ս����, �ڴ����ս�¯��, ʵ���¶�:400, 530��580��, ����ʱ��1 h 50 min, ��ȴ������, ��200Ŀɸ��ɸ�֡������۽ṹ����, ���ط���3��Ԫ�صķֲ�������, �Ż��Ʊ����ա�

ͼ1 Cu Sn13Ti7���Ϸ۵��Ʊ���������ͼFig.1 Process chart of copper matrix composite powders containing carbide forming element Ti for matrix of diamond tools
(3) �ڷ�ĩ�Ʊ�ʵ��Ļ�����, ����ɢCu Sn13Ti7��ĩ������Cu Sn13Ti7��ĩ�ڲ�ͬ�����������ս�, �����ս����ܶԱ��о�����Ҫ�о���������:1.����Ʒ10 g, ����ĩѹ��, �ֱ���700, 750, 800, 850, 900���¶���, �ս�1.5 h��ģ�߳ߴ�:55 mm��10 mm��10 mm;ѹ��ѹ��:30 T�����ܶȡ�������ԵIJ��ԡ�ɨ��羵 (SEM) ��ò������ (EDS) �������������2.����Ʒ10 g, ����ĩѹ��, �ֱ���600, 650, 700, 750, 800, 850, 900��;�ս�1.5 h��ģ�߳ߴ�:��10 mm��5 mm;ѹ��ѹ��:12 MPa�����ս�����Ʒ��Ӳ�Ȳ��ԡ�
1.2 ���������
��JSM-840��ɨ��������� (SEM) �Է�ĩ������ò���й۲�, VANTAGE (DI4105) ������ (EDS) �����˳ɷַ���;X���������� (XRD) , D/MAX 2000, ����Cu K������, ɨ���ٶ�Ϊ2 (��) ��min-1;����������ȵ����������� (ON-3000) ���ĩ��������;BT-9300�ͼ������ȷֲ��Ƿ�����λ���Լ����ȷֲ�;������Dupont9900�ȷ����Ƕ����������ȷ��� (TG-DSC) ;���ݹ���GB-516-2002, ���û��ڰ�������ˮ����ֱ��ʽ���ӱ��ؼ�DH-300�������ܶ�;����HR-150������Ӳ�ȼƲ��������Ӳ��ֵ (HRB) ;�������������������������ս������Ŀ���ǿ�ȡ�
2 ���������
2.1 ͭ�ѺϽ��ĩ��ĥ���յ��о�
��״ͭ�ѺϽ�����Ӳ���������, �������ƺ�, ѡȡ����С��150��m��ͭ�ѷ۽��ж������屣��������ĥ, ���ϱ�Ϊ2��1, ��ĥ���, ��400Ŀɸ����
ͼ2Ϊ��ĥ�ۼ�ʱ�� (h) ����λ��D50 (��m) ֮��Ĺ�ϵͼ��������ĥʱ�������, ͭ�ѺϽ�۵���λ��D50�ʼ�С����, ��60 h��, D50��С��10��m���¡�ͼ3Ϊ��ĥ�ۼ�ʱ�� (h) �ͷ�ĩ������ (10-6) ֮��Ĺ�ϵͼ, ������ĥʱ�������, ��ĩԽϸ, ��ĩ�е�����������, ��߳���2300��10-6��������������ĥ�����м����˶����������, ���ڴ���ʱ, ��ĩ��������, ��ĩԽϸ, �����̶ȼ��ء�Ϊ�����ϸ���žۼ���������, ����ĥ�����м������Ӽ�:�ƾ���Ӳ֬�ᡣ�������Ӽ��Աȷ���:����ƾ�, �����˺�ɹ���, ���������ӵ�10000��10-6����, �ҷ�ĩ��ɿ�;��Ӳ֬��ļ���, ����˷�ĩ��ϸ�����ž۵�����, ��ĥ�����Ⱦ��ȡ�
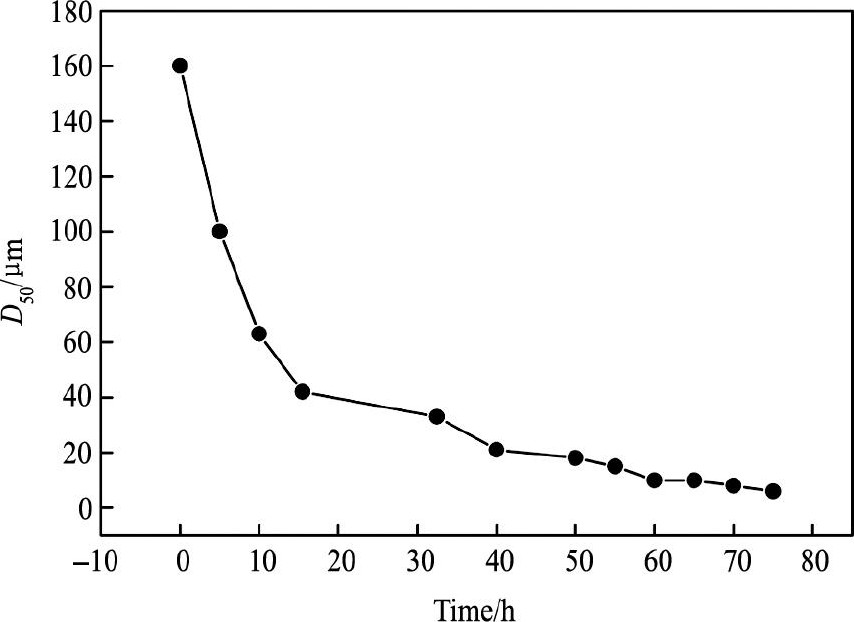
ͼ2 ��ĥ�ۼ�ʱ�����λ��D50֮��Ĺ�ϵFig.2 Curve of milling time vs.median diameter D50of Cu-Ti powders

ͼ3 ��ĥ�ۼ�ʱ��ͷ�ĩ������֮��Ĺ�ϵFig.3 Curve of milling time vs.oxygen content of Cu-Ti powders
ͼ4Ϊ���������ĥ��ϸͭ���м�Ͻ��ĩSEMͼ, ��ĩ�ʲ�����������״��ͼ4 (a) Ϊ��ĥ30 h, �������С��������, ������;ͼ4 (b) Ϊ��ĥ72 h, ��λ��Լ10��m, ��ϸ�ķ�ĩ�Ŀ�����С��1��m���¡�
2.2 Cu Sn13Ti7���Ϸ۵��Ʊ����о�
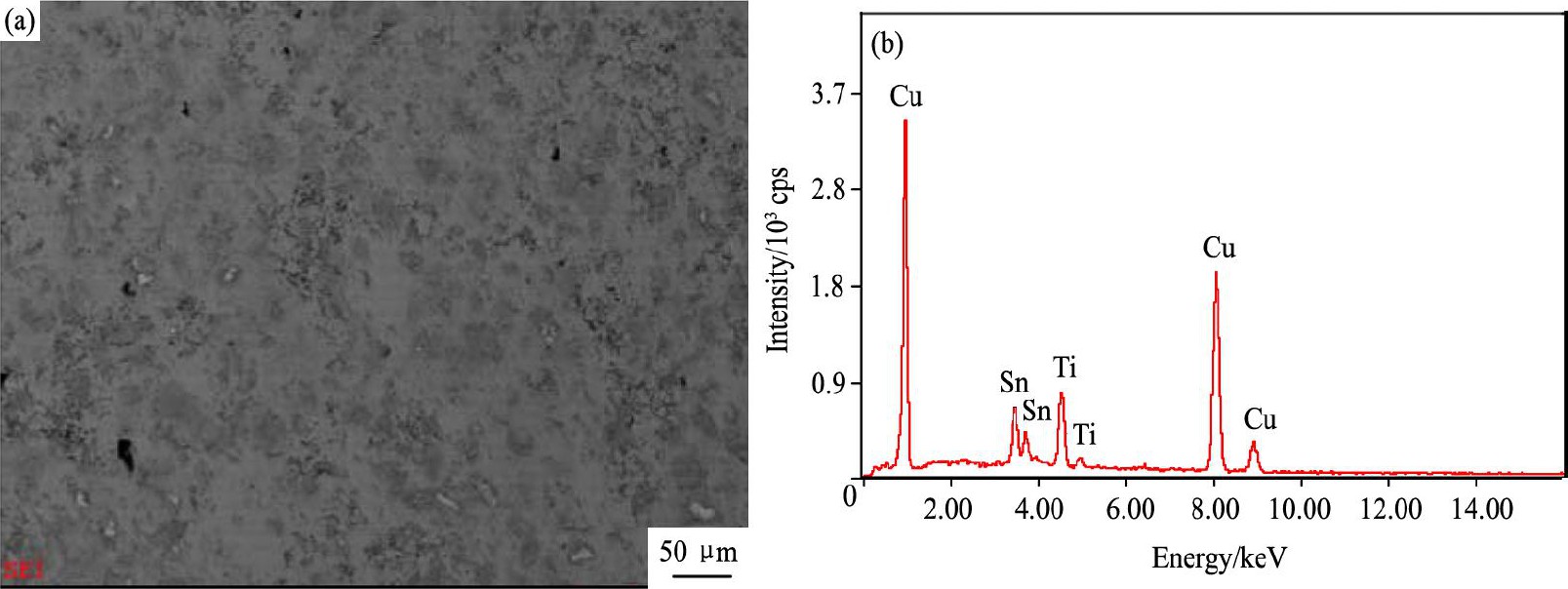
ͼ5Ϊ��Ϸ�SEM��ò, ��ͼ5�ɿ���, ��״����Բ�εij�ϸ���������ڵ��ͭ�� (��֦״) ֦��ϡ�
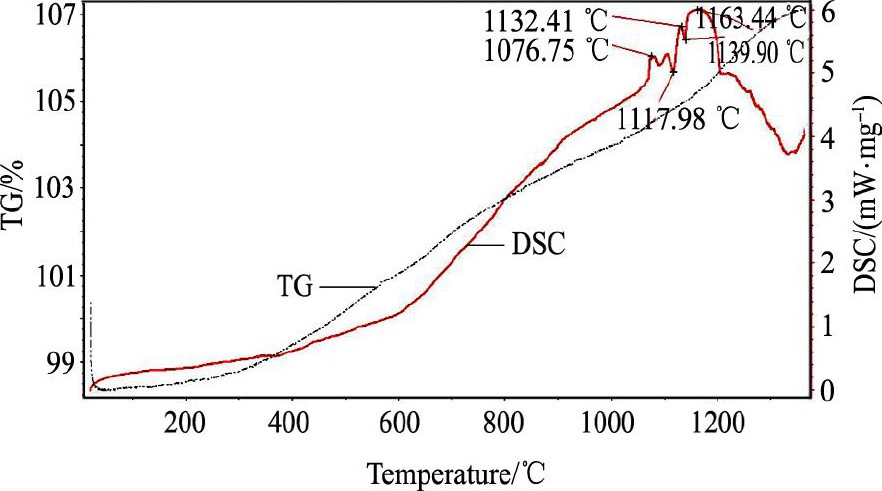
ͼ6Ϊ��ɢ��SEM��ò��ͼ6 (a) Ϊ400����ɢ��ͭ���ѷ�ĩ, ���ܿ�������������, ��Ȼ�����˲����ۻ�����, ˵���˹���������, ��ɢ�����;ͼ6 (b) Ϊ530����ɢ��ͭ���ѷ�ĩ, δ����������, ��Ԫ����ͭ���ѷ����˹��ܡ���580���ս�������, �ս��ķ�ĩ̫Ӳ, �����顣����, 530��, ����ʱ��1 h 50 min, �DZ�ʵ����������ɢ�սṤ�ա�ͼ7Ϊ530�������������׳ɷַ���, ���1��ʾ, ��һ��˵����ͭ������Ԫ�ط�������ɢ���ܡ�ͼ8Ϊ��ɢ�ս��ķ�ĩԪ����ֲ�, �����Ԫ�طֲ��Ͼ��ȡ�

ͼ4��ϸͭ���м�Ͻ��ĩSEM��òFig.4 SEM images of microstructure of ultra-fine Cu-Ti powders (a) Milling time 30 h; (b) Milling time 72 h

ͼ5��Ϸ�SEM��òFig.5 SEM images of microstructure of blending powders (a, b) being different magnification

ͼ6 Cu Sn13Ti7��ɢ��SEM��òFig.6 SEM images of microstructure of Cu Sn13Ti7 powders prepared by diffusion (a) 400��; (b) 530��

ͼ7 530����������ɢ����ò��������ͼFig.7 SEM image of diffusion Cu Sn13Ti7 and EDS spectrum of micro area at 530��
��1 530�����ɷֺ���Table 1 Component content of micro area at 530�� ����ԭͼ
��1 530�����ɷֺ���Table 1 Component content of micro area at 530��
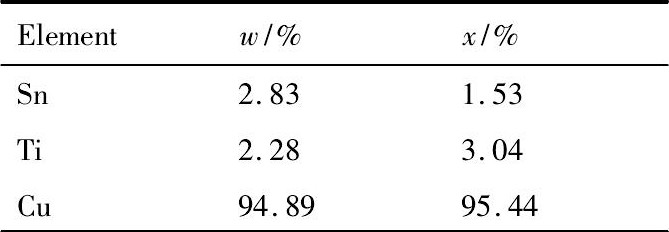
ͼ9��10�ֱ�Ϊ��������ɢ�ս�ͭ���ѷ�ĩDSC���ߡ���DCS����ͼ9��ͼ10���Կ���, ������ĩ����ɢ�ս�DSC���ߵ����Ⱥͷ��ȷ�ֵ�ܽӽ�, ������ĩ�۵�Ϊ1163.44��, ��ɢ�ս�ͭ���ѷ�ĩ�۵�Ϊ1165.23��, ��˵������ɢ�սᷨ�Ʊ���ͭ���ѷ�ĩ�Ͻ̶Ƚϸ�, �ɷ־����ԽϺ�, ��������ĩ�ӽ���

ͼ8 ��ɢ�ս��ķ�ĩԪ����ֲ�Fig.8 SEM image (a) and elements distribution (b, c, d) of powder after sintering diffusion
ͼ9 ��ɢ�ս��Cu Sn13Ti7��DSC����Fig.9 DSC curves of Cu Sn13Ti7 after sintering diffusion

ͼ1 0 ����Cu Sn13Ti7��DSC����Fig.10 DSC curves of Cu Sn13Ti7 produced by atomization method
2.3 ��ɢCu Sn13Ti7��ĩ������Cu Sn13Ti7��ĩ�ս�Ӧ�����ܶԱ��о�
ͼ11Ϊ���ַ�ĩ�ս���ܶȶԱȡ���ͬ��������, ��ɢ���ս��ܶȸ���������ͼ12Ϊ���ַ�ĩ�ս��������ԵĶԱȡ����Կ���700��750��, �������Բ��, �������¶����, ��ɢ���ս������������, ��������ĩ���ȶ���ͼ13Ϊ���ַ�ĩ�ս��Ӳ�ȵĶԱȡ���������������:���¶�����, Ӳ�����ӡ���ɢ���ս�����ս��¶ȵ����, Ӳ������, ������825�淢���½�����������, 750��850��֮��, ��ɢCu Sn13Ti7��ĩ���ս��̥����ϵ��ۺ���ѧ���ܽϺá�
ͼ14Ϊ��ɢ��ĩ�����ս��SEM��ò�ͺ������������������:700��, 1 h 30 min���ӱ�2�ɿ���, �ս����ͭ������Ԫ�غ�����������Χ�ڡ�ͼ13��14�ֱ�Ϊ�ս��Ԫ���������������������ͼ15���Կ���3��Ԫ�طֲ����ȡ�ͼ16����ɫ�������A����������:�Ѻ����������ɷֽϸ�, ���ڸ�����;��ɫ��������B����������:�Ѻ���ƫ��, ͭ������Խϸ�, ���ڸ�ͭ����������δ�����е���Ԫ�صĴ���, ͭ����3��Ԫ�صõ��˱Ƚϳ�ֵ���ɢ����, �Ͻ̶Ƚ�����, ֻ�����ڷ�ĩ���Ŵ�ЧӦ, ���������ָ��ѡ�������ͭ�����������۽ṹ, ��֤�˷�ĩ����ʯ�ս���ܺͽ��ʯ��������γ�̼����Ϳ��, ���̥���ĩ�Խ��ʯ�ѳ���, �Ӷ���߹��ߵ����ܡ�

ͼ1 1 �ս���ܶȶԱ�Fig.11 Contrast of sintering density between two powders

ͼ1 2 ���ַ�ĩ�ս��������ԵĶԱ�Fig.12 Contrast of impaction between two powders

ͼ1 3 ���ַ�ĩ�ս��Ӳ�ȵĶԱ�Fig.13 Contrast of hardness between two powders
��2 �ս����۳ɷֺ���Table 2 Component content of sintered sample ����ԭͼ

��2 �ս����۳ɷֺ���Table 2 Component content of sintered sample
ͼ1 4 ��ɢ��ĩ�����ս��SEM��ò�ͺ������ͼFig.14 SEM and EDS of sintered sample made from diffusion Cu Sn13Ti7

ͼ1 5 �ս��Ԫ�������Fig.15 SEM image (a) and elements distribution (b, c, d) of sintered sample
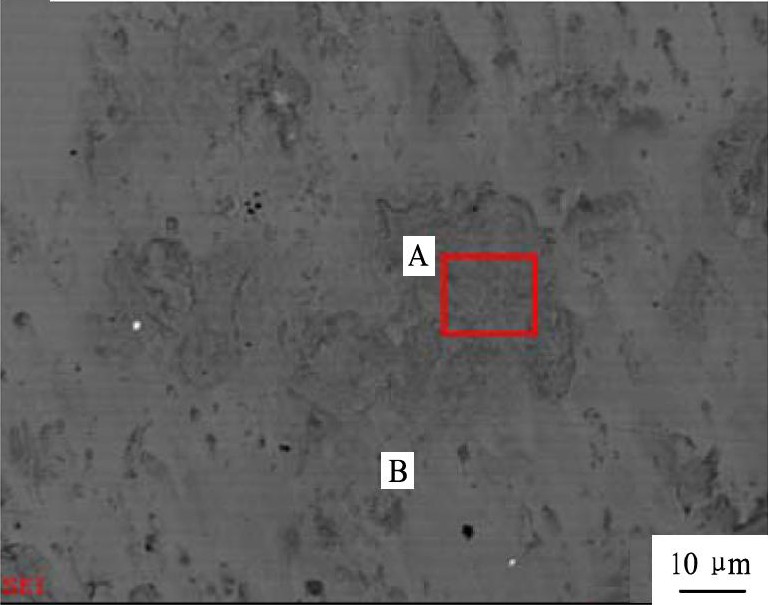
ͼ1 6 �ս����������Fig.16 EDS of sintered sample micro area
��3 A��Ԫ�غ���Table 3 Elements content of Area A ����ԭͼ

��3 A��Ԫ�غ���Table 3 Elements content of Area A
��4 B��Ԫ�غ���Table 4 Elements content of Area B ����ԭͼ
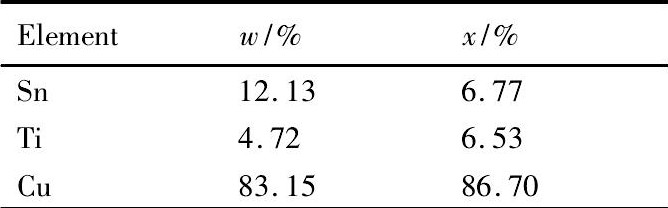
��4 B��Ԫ�غ���Table 4 Elements content of Area B
3 ����
1.��ϸͭ�ѺϽ��ĩ�Ʊ��Ľϼѹ�������Ϊ:��ĥʱ��Ϊ72 h, ���ϱ�Ϊ2��1, ������ĥ�����м������Ӽ�Ӳ֬��, �Ա��ⳬϸ���žۡ�
2.530��, ����ʱ��1 h 50 min, �ǽ��������ɢ�սṤ�ա�
3.750��850��֮��, ��ɢ��Cu Sn13Ti7���Ϸ�ĩ���ս��̥����ϵ��ܶȡ�������Ժ�Ӳ���ۺ����ܽϺ�;������Cu Sn13Ti7��ĩ�ɷ��ȶ�, �ۺ�����������
4.�ս����ͭ������Ԫ�طֲ�����, ��ɢ���۳��, �Ͻ̶Ƚ����ԡ�
�����
