
�й���ɫ����ѧ�� 2003,(05),1202-1205 DOI:10.19476/j.ysxb.1004.0609.2003.05.030
�Ƚ��������б�����ȶ�̬����ģ��
�й���ѧԺ��ѧ�о���,�й���ѧԺ��ѧ�о���,�廪��ѧ������ѧϵ ����100080 ,����100080 ,����100084
ժ Ҫ��
�Ƚ����Ʋ��ɱ���㼰���ɲ���������� ,���ֲ�����ܵ�Ӱ�����ز�ͬ ,���������ٶȡ��������״̬��Һ̬����ճ�Ⱥ�Ĥ���������е��¶ȷֲ�����Ӱ�������ȱ仯�����ء������������Ӱ������ ,�ó�Ӱ�������ȱ仯����Ҫ������Һ̬����ճ�Ⱥ������ٶ� ,��������������ѧ�ļ���ģ�͡�������� :�Ƚ���������ȺͶ���Һ��ճ��ϵ���������ٶȳ˻���ƽ���������� ,�����Һ�ܶȵ�ƽ�����ɷ���
�ؼ��ʣ�
��ͼ����ţ� TG174.443
����飺�ġ�ԭ(1963),��,�о�Ա,��ʿ;
�ո����ڣ�2002-11-10
����������Ȼ��ѧ����������Ŀ (5 0 0 710 66);
Surface coating control model of hot dip aluminizing
Abstract��
Hot dip aluminizing coating consists of surface layer and transition layer, and the thickness of each layer is influenced by respective factors. Drawing velocity, surface state of metal, viscosity of melted aluminum and temperature distribution in the film are possible factors which determine the thickness of surface layer. The viscosity of liquid aluminum and drawing velocity are the main factors to the thickness of surface layer. The fluid dynamics model is established to describe the formation of surface layer, and the thickness of the surface layer can be determined by the viscosity of melted aluminum and drawing velocity through the model. Results show that the thickness of the hot-dip aluminizing surface layer is in proportion to the square root of the product of the melted aluminum viscosity and the drawing velocity, but in inverse proportion to the square root of the melted aluminum density.
Keyword��
hot dip aluminizing; coating; dynamic control; fluid dynamics;
Received�� 2002-11-10
���������ù��ɲ�������������㡣 Roy��
��������ͨ�����Ƚ����������ȱ仯���о�, ���üĶ�̬����ģ��, �ó�����������ȵı仯���¶Ⱥ������ٶȵı仯���ɡ�
1������������Ӱ������
ͼ1��ʾΪQ235���Ƚ����Ľ�����֯�� ��ͼ1���Կ������Ƚ���������֯�ɱ���㡢 ���ɲ㼰����3������ɡ� ���б����������-AlΪ���Ĵ����㼰�ʰ�ɫ��״��FeAl3�Ľ����仯�������; �м���ɲ����� Fe2Al5Ϊ���ľ��״�����仯�����; ��������ͨ�֡�
���ɲ�ĺ�����¶ȡ� ʱ����ֱ�ӵĹ�ϵ; �����ĺ���ܵ���������������ЧӦ��Ӱ��, ����Һ�����Ľ����ԡ� ����Һ��ճ�ȡ� ���������е��ٶ���ֱ�ӵĹ�ϵ
ʽ�� AΪ����, E��Ϊճ�Ի��, RΪ���峣��, TΪ�����¶ȡ�
2������ȱ仯������ѧ����ģ��
ͼ2��ʾΪ�Ƚ���������ѧģ��, ��˿�Ժ㶨�ٶ�(u)��ֱ����, ����������, ������Һ���ճ�����ý�ʹ���������Ĵ�ֱ���ϵĻ����ϲ����ȶ����ٶȷֲ�, Ȼ���������״̬��ֱ��Ӱ���ٶȵĴ�С
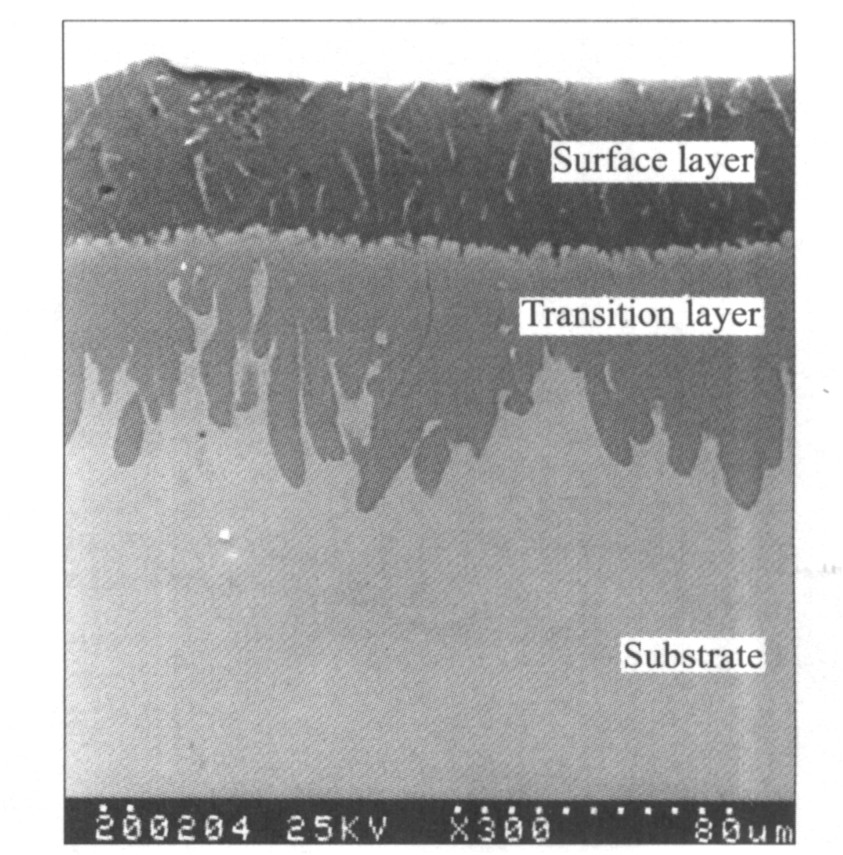
ͼ1 Q235���Ƚ���������֯
Fig.1 Metallographical structure of hot-dip aluminized Q235 steel
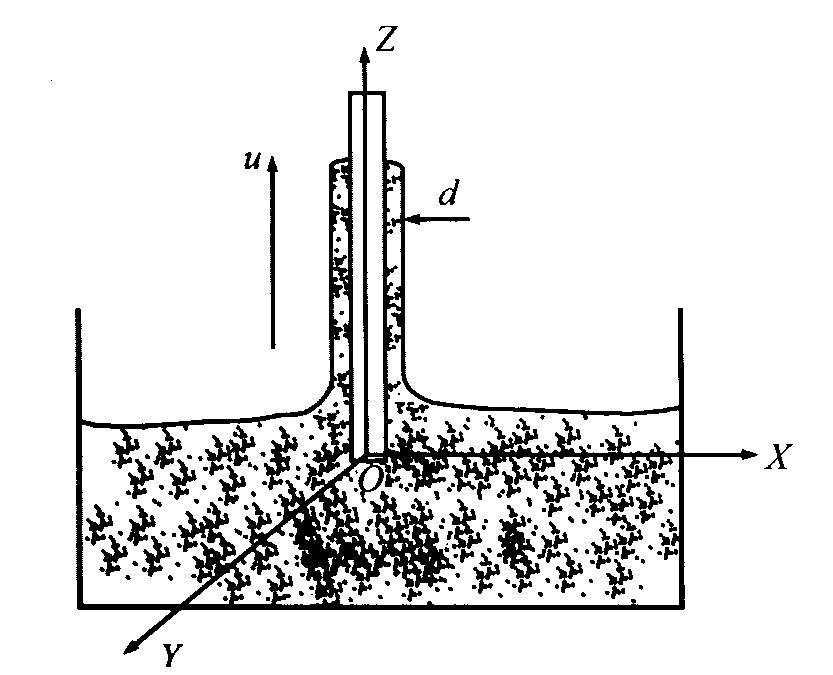
ͼ2 �Ƚ���������ѧģ��
Fig.2 Fluid dynamics model of hot-dip aluminized coating
ͨ��ǰ��ķ�����֪, �����ٶ�(u)�� ����Һ��ճ��(��T)�� ����Һ���¶�(T)��Ӱ�������ȵĹؼ�����, ��������ĺ����u�� T��ճ����T�ĺ����� ������Ը�˿�� �ֹܵ�Բ����ģ�ͼ��ְ��ƽ��������ģ��, ͨ�������Ƶ������ȱ仯�ĺ�����ϵ��
2.1Բ���������ڶ�����������Һ���ȶ�����ģ��
ͼ3��ʾΪԲ���μ���ģ��, ��ͼ��֪Բ������Ʒ���о�������Գ�����, �����������ϵ��ƫӦ������Ϊ
ur=r��=0, uz=uz(r), T=T(r)
ͬʱ���������ڶ�������:
���������, ��Һ������������ö�����ƽ��
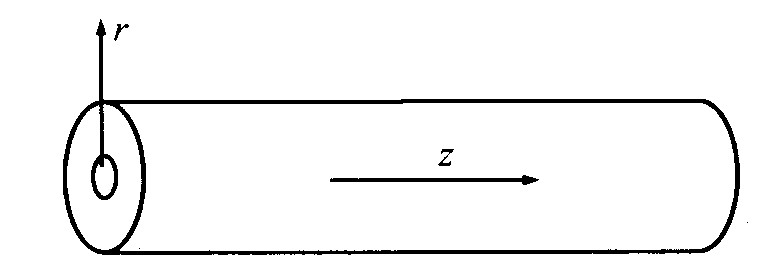
ͼ3 Բ���μ���ģ��
Fig.3 Columniform calculation model
����:
Fr=F��=0, Fz=��g
����������ϵ���˶�����Ϊ
��(2), (3), (4)ʽ�ɵ�
p=-c0z+f(r) (5)
������Բ�����ķ���û��ѹ���ݶ�, �ʴ�������c0=0, ��(5)ʽ����(4)ʽ��
����(6)��ͨ��Ϊ
ʽ�� c1Ϊ����������
ţ�����屾������:
ʽ�� ��Ϊճ��ϵ��, ��(7), (8)��ʽ�ɵ����³��ַ���:
�߽�����Ϊ
r=r1ʱ, uz=0 (10)
r=��+r1ʱ,
ʽ�� r1Ϊ�����뾶, ��Ϊ��Ĥ���, u0Ϊ�����ٶ�, ��ʽ(9)�� (10)�� (11)�ɵ�
��ʽ��Ϊ�����ٶ�u0��Ĥ�����������뾶r1�ĺ�����ϵ��
2.2ƽ��������ƽ���������ģ��
��ֱ������ϵ���˶�����Ϊ
�߽�����Ϊ
x=0ʱ,uy=0 (14)
x=��ʱ,
ʽ�� ��Ϊ��Ĥ���, u0Ϊ�����ٶȡ� ��ʽ(13)�� (14)�� (15)�ɵ�
ʽ(16)��Ϊ�����ٶ�u0��Ĥ�����ĺ�����ϵ��
3 ���������
��������
ͼ4��������750 �桢 ����2 min��������, ϡ�����Ƚ��ƹ����б�������������ٶȱ仯�Ľ���� ͼ��ƽ�����������۵ļ�����, ���߲��������۽������ϵ��3�������ֵ, ��ɢ����ʵ������ ��ͼ4�п��Կ���û�о�������������ֵ��ʵ�������൱��ƫ��, �����������������ֵ��ʵ��ֵ�ǺϺܺá� ��������ƫ���ԭ�����������ڼ���Ĺ����м�����Һ����Һ������¶Ȳ��ܴ�, ���¶����������Һ��ʱ����������, ����ʵ�������ʵ�����Dz����ܵ�, ����������֮ǰ�������ϵ���Һ����һ���Ļ����� ͬʱ��ʱ�������, Fe��Al���ܽ�������, Ӱ�쵽��Һ��ճ�ȡ� ��Щ���Լ���Ľ��������һ����Ӱ��, ��������=k��,����k������ʵ��ⶨ, �ڱ�ʵ����(ϡ����, 750 ��)k��0.33��
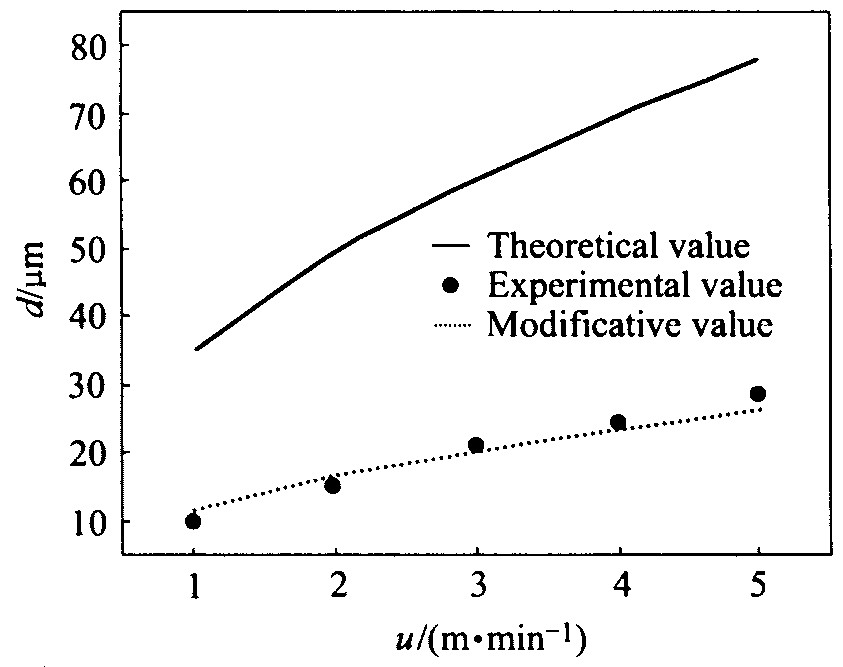
ͼ4 ʵ��ֵ������ֵ�ıȽ�
Fig.4 Comparison of experimental value and theoretical value
����Ͻ��������͵��Ƶ����, ����ʽ(12), ��r1=+��ʱ, Ҳ���ǵ�Բ���������������ƽ��ʱ���ɵ�
���� k����ʵ��ⶨ�ij���, ���Ƕ���Һ��ճ��ϵ��, ��Ϊ��Ĥ���, u0Ϊ�����ٶ�, ���Ƕ���Һ���ܶȡ�
4 ����
�Ƚ��������б��洿����ĺ�ȱ仯���ɿ����ü�������ѧģ���������о�, ���Ƚ���Ϊ
�����
[2] ��LiangD .Hotdipgalvanizedsteel[J].ScriptaMetallurgi caetMaterialia,1997,34(10):15131516.
