

Microstructure of partially remelted billet of AM60 alloy prepared with self-inoculation method
XING Bo(�� ��)1, LI Yuan-dong(��Ԫ��)1, 2, MA Ying(�� ӱ)1, 2,
CHEN Ti-jun(�����)1, 2, HAO Yuan(�� Զ)1
1. Key Laboratory of Gansu Advanced Nonferrous Metal Materials,
Lanzhou University of Technology, Lanzhou 730050, China;
2. Key Laboratory of Nonferrous Metal Alloys and Processing, Ministry of Education,
Lanzhou University of Technology, Lanzhou 730050, China
Received 13 May 2010; accepted 25 June 2010
Abstract:
The billets of AM60 alloy, prepared with self-inoculation method, were partially remelted into semisolid state. Effects of process parameters on remelting microstructure of semisolid billet were investigated. Experimental results show that the solid particles obtained with self-inoculation method are in smaller grain size and globular shape after partial remelting, compared with those prepared with other casting methods. In the optimized process conditions, the average size of solid particles of partially remelted billet is 65 ��m, and the shape factor is 1.12. The process parameters, i.e. pouring temperature, addition amount of self-inoculants, and the slope angle of multi-stream mixing cooling channel have influence on the microstructure of partially remelted billet. The optimized temperature is from 680 ��C to 700 ��C, addition amount of self-inoculants is between 5% and 7% (mass fraction), slope angle of multi-stream mixing cooling channel is between 30�� and 45��, with which the dendritic microstructure of as-cast billet can be avoided, and the size of solid particles of remelted billet is reduced.
Key words:
AM60 Alloy; self-inoculation method; semisolid process; partial remelting; process parameters;
1 Introduction
Semisolid processing (SSP) is considered as one of the most competitive processes in 21st century and thixo-forming is the commercialized route of SSP[1]. The thixo-forming includes three steps: preparation of non-dendritic billet, partial remelting of billet and final forming. The thixotropic microstructure with spherical morphology is fabricated in partial remelting. Previous research indicates that the morphology of partially remelted microstructure depends mostly on the initial microstructure of semisolid billets[2-3]. Thus, the preparation of non-dendritic microstructure of semisolid billets is the key step of thixo-forming.
The self-inoculation method (SIM) is a novel casting method, which is used for preparation of semisolid billets with non-dendritic microstructure. The process involves mixing between liquid alloy and solid alloy (self-inoculants), with the same composition, and subsequent pouring of the melt into mold through a multi-stream mixing cooling channel. Heterogeneous nucleation is enhanced due to the addition of self- inoculants[4-6]. Large amounts of chilled grains and dendrite fragments form in melt due to the cooling and shearing of the cooling channel[7-10], resulting in a high grain density and a small grain size in solidification morphology.
SIM can be used in rheo-forming and thixo-forming. The research on preparing semisolid billets of AM60 alloy with SIM has been completed in our previous work. In this work, in order to realize the full process of thixo-forming, the microstructure of partially remelted AM60 alloy billets prepared by SIM is investigated, and the effects of process parameters of SIM on the microstructure of remelted billets are investigated. The aim of this work is to provide an effective semisolid microstructure preparation method which is suitable for thixo-forming, and also to optimize the processing parameters of thixo-forming on the basis of SIM.
2 Experimental
The material used in this study is commercially available AM60 magnesium alloy. All experiments were carried out in the SG2-75-10 resistance furnace with a steel crucible of 150 mm in diameter and 250 mm in height. A K-type thermocouple was inserted into the middle of the crucible to measure the temperature of the melt. The AM60 alloy was heated to melt and held at 730 ��C for 10 min, and degassed with C2Cl6 and held at 710 ��C for 10 min. Then, the temperature of melt was adjusted to a required one (melt treatment temperature). The metallic mold was used in the preparation process.
Firstly, billets were prepared with different pouring methods. In M1 method, the melt was poured into the mold directly at 700 ��C. In M2 method, the self- inoculants were added to the melt at 700 ��C (melt treatment temperature) with an addition of 5% (mass fraction). Then, the melt was poured into the mold. The self-inoculants, 5 mm��5 mm��5 mm in size, were prepared with the same composition as the melt. In M3 method, the melt was adjusted to 700 ��C, then poured into the mold through the multi-stream mixing cooling channel. The cooling channel was specially designed with optimal slope control and water cooling system. Finally, the SIM billets were prepared. The SIM process included two main steps: first, adding the self-inoculants to the melt and stirring quickly, and then pouring the melt into the mold through multi-stream mixing cooling channel, which was used in M3 method. The process was operated with melt treatment temperature of 700 ��C and addition amount of self-inoculants of 5%. Main feature of SIM process is illustrated in Fig.1. The detailed conditions of different pouring methods are summarized in Table 1.
In order to investigate the effect of process parameters of SIM on microstructure of remelted billets, billets with different process parameters were prepared. In Table 2, the conditions of preparation process are summarized.
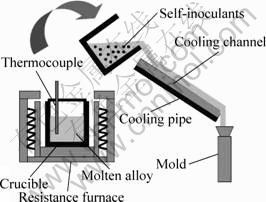
Fig.1 Schematic diagram of self-inoculation method
Table 1 Processing conditions of various pouring methods
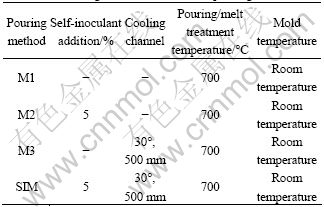
Table 2 Processing conditions of SIM process
The billets processed with different casting conditions were machined into samples with a height of 10 mm and a diameter of 10 mm. The isothermal treatment was operated in a SX2-4-10 resistance furnace at 605 ��C and kept for 45 min. The temperature tolerance was kept within ��1 ��C. When the samples were heated for predetermined time, they were taken out quickly for water quenching. In order to avoid oxidation of samples, they were encased with aluminum foil in the resistance furnace.
The samples were polished and etched by a solution containing 4% HNO3. The microstructure was examined with MEF-3 optical microscope. With image pro software, the equivalent circle diameter and shape factor (S) are calculated:
![]() (1)
(1)
where A�� and p�� are area and perimeter of solid particles, respectively.
3 Results and discussion
3.1 Microstructures before and after partial remelting
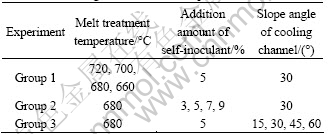
Fig.2 shows the microstructures of AM60 billet before and after partial remelting. As shown in Figs.2(a)-(d), the as-cast microstructures are composed of primary ��-Mg grains and eutectics (��-Mg+Mg17Al12) at the intergranular boundaries. However, the evidently different grain morphology occurs in microstructures in different states. The typical dendritic microstructure (Fig.2(a)) is prepared with a conventional mold casting (M1), and the tiny dendritic microstructures as shown in Fig.2(b) and Fig.2(c) are prepared with M2 and M3. However, the microstructure exhibited in the specimen with SIM is much finer than that in M2 and M3. The morphology is relatively more spherical and of smaller size (Fig.2(d)).
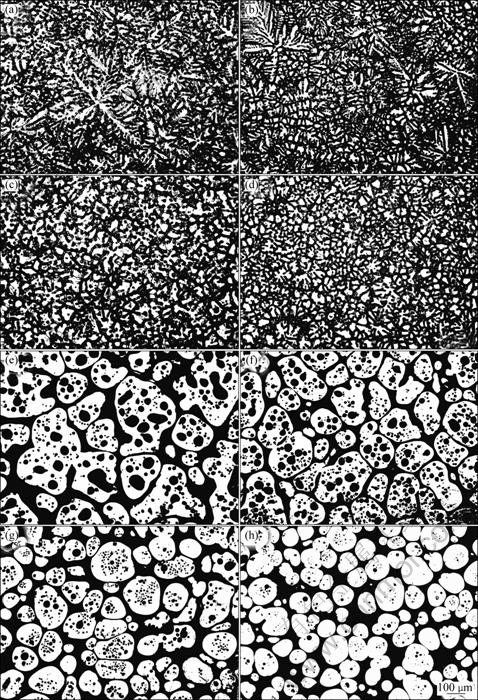
Fig.2 Microstructures of AM60 alloy before (a-d) and after (e-h) partial remelting with different methods: (a) and (e) M1; (b) and (f) M2; (c) and (g) M3; (d) and (h) SIM
Microstructures after partial remelting are shown in Figs.2(e)-(h). The microstructures are composed of primary ��-Mg grains and eutectic liquid phase. The eutectic liquid phase is mainly present at the boundaries of primary phase, and some are entrapped inside the primary ��-Mg phase. As shown in Fig.2(e), the morphology of grains of M1 billet is evidently coarse and non-globular. Compared with semisolid isothermal treatment of M1 billet, the billets produced with M2 and M3 consist of relatively globular grains. However, it is relatively large and inhomogeneous as shown in Fig.2(f) and Fig.2(g). Fig.2(h) shows the remelted microstructure of semisolid billet prepared with SIM. It is very evident that finer and globular particles distribute homogenously among the eutectic liquid phases. At the same time, there is a little liquid phase entrapped into the primary grains.
It is indicated by the analysis of partial remelting microstructures of AM60 billets that the pouring method has important effect on the equivalent circle diameter and shape factor of grain particles (Fig.3). In case of the M1 method, the grain size of partially remelted billet is up to 174 ��m, and the roundness of grains is 3.62. This states that the solid particles are large and the roundness is poor. In case of the M2 and M3 method, the grain size and roundness are relatively reduced. But, in case of the SIM process, the least size and best roundness are obtained as 75 ��m and 1.28, respectively. Thus, one can see from the metallographic morphology and the measurement that SIM is prospective to improve the quality of semisolid microstructure.
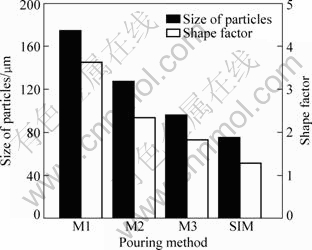
Fig.3 Size and shape factor of solid particles of partial remelting microstructure of AM60 billets produced with different pouring methods
3.2 Effect of SIM processing parameters on partial remelting microstructures of AM60 alloy
Previous research has shown that the initial microstructure of semisolid billet has great effect on the reheating process. For the SIM process, the main processing parameters, melt treatment temperature, addition amount of self-inoculants, and slope angle of the cooling channel affect the billet preparation. So, it is necessary to investigate the effect of SIM processing parameters on partial remelting microstructure to optimize the processing parameters of semisolid thixo- forming based on SIM.
Fig.4 shows the partial remelting microstructures of semisolid billets by SIM with different melt treatment temperatures. The morphologies show that melt treatment temperature has a great influence on the remelting microstructures. Fig.4(a) indicates that the primary ��-Mg particles with large size are formed at high temperature of 720 ��C during partial remelting. Fig.4(b) and (c), however, show that the solid particles evolve gradually into a small size and relatively uniform distribution with decreasing the melt treatment temperature to 700 ��C and 680 ��C. But, with further decreasing treatment temperature to 660 ��C, the coarse and inhomogenous particles are visible again (Fig.4(d)). The solid morphology varies with decreasing the treatment temperature from large size to small and then to large again. Fig.5 shows the effects of melt treatment temperature on average grain size and the shape factor of primary particles. It can be seen that the grain size drops to a low level as the melt treatment temperature decreases from 720 ��C to 700 ��C and then drops to the bottom of the curve as the temperature decreases to 680 ��C. But when the temperature is decreased to 660 ��C, the grain size bounces back upward. The effects of melt treatment temperature on shape factor of the particles have similar features as those of the particle size. The relatively better roundness is obtained as the temperature is between 680 ��C and 700 ��C.
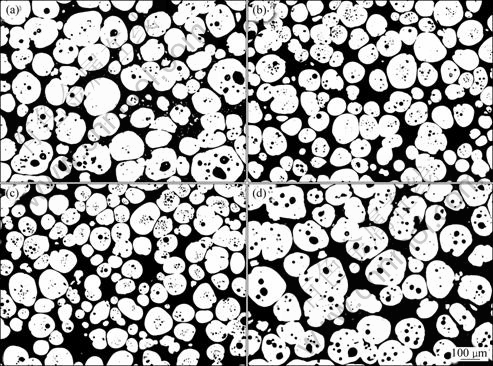
Fig.4 Partial remelting microstructures of AM60 billets produced by SIM with different melt treatment temperatures: (a) 720 ��C; (b)700 ��C; (c) 680 ��C; (d) 660 ��C
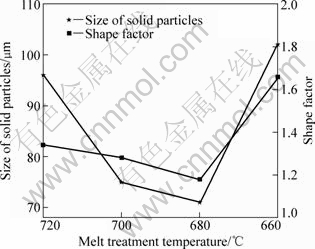
Fig.5 Size and shape factor of solid particles of partial remelting microstructures of AM60 billets produced by SIM with different melt treatment temperatures
Melt treatment temperature has an influence both on the undercooling of melt and the dissolving of self-inoculants in SIM. If the melt treatment temperature is high, self-inoculants are dissolved fully. At the same time, the melt temperature is higher than the liquidus temperature when the melt flows into the cooling channel, resulting in weakened heterogeneous nucleation and remelting of nuclei. However, if the pouring temperature is very low��a solid shell forms readily on the cooling channel, reducing the effective nuclei and forming the dendritic morphology finally in the semisolid billets (660 ��C), which eventually leads to the formation of large and non-globular remelting microstructures.
The effects of addition amount of self-inoculants on partial remelting microstructures of AM60 alloy are shown in Fig.6. It can be seen from Fig.6 that the effect of addition amount of self-inoculants on partial remelting microstructure is similar to that of the melt treatment temperature. At first, the grain turns small and globular as the addition amount increases up to 5% (Fig.6(b)) and 7% (Fig.6(c)), and then turns large as the addition amount increases up to 9% (Fig.6(d)). Fig.7 shows that the size and shape factor of solid particles turn better as the addition is between 5% and 7% and are deteriorated as the addition is increased up to 9%. This is mainly due to the influence of the nucleation and survival of nuclei. If a less addition amount is employed, the self-inoculants dissolve quickly and a small temperature drop is achieved, making the heterogeneous nucleation weakened and nuclei dissolved seriously. In contrast, if an excessive addition is used, the alloy temperature reduces greatly and a solid shell forms easily onto the cooling channel. As a result, the dendrites are produced, and the inferior remelting microstructure will be formed subsequently.
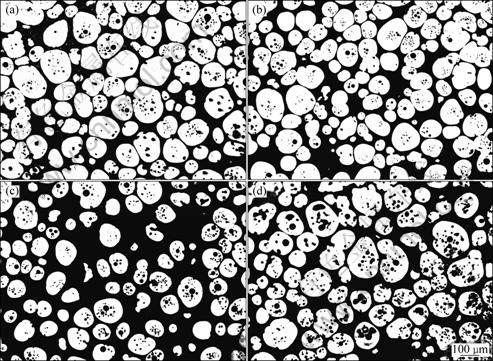
Fig.6 Partial remelting microstructures of AM60 billets produced by SIM with different addition amounts of self-inoculants: (a) 3%; (b) 5%; (c) 7%; (d) 9%
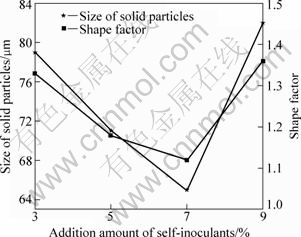
Fig.7 Size and shape factor of solid particles of partial remelting microstructure of AM60 billets produced by SIM with different addition amounts of self-inoculants
In SIM process, the slope angle of cooling channel is another important processing parameter. Naturally, it affects the microstructure of semisolid billets during partial remelting. Fig.8 shows the effects of slope angle on the partial remelting microstructures of AM60 alloy. It is seen evidently from the morphologies that the particles are smaller and more spherical in the case that the angle is adjusted between 30�� and 45��. The particle size and shape factor have the similar pattern (Fig.9). In the billets preparation, too small or too large angles all have adverse effects on the process. When the angle is too small, the melt flows over the channel slowly and the solid shell forms readily. Conversely, if the too large angle is employed, the melt flows over the channel in a very short time, which is unfavorable for the formation of chill grains and dendrite fragments. As a result, the remelting microstructure deteriorates.
3.3 Mechanism of microstructural formation in partial remelting process
Existing research indicates that the partial remelting process of non-dendritic billet includes three steps[11-12]: 1) composition uniform step at the reheating temperature less than the eutectic melting temperature; 2) eutectic melting at the eutectic melting temperature; 3) grain spheroidizing and growing at the reheating temperature above the eutectic melting temperature. Some researchers hold the idea that the size and roundness of particles of remelted billet depend mainly on the morphology of initial microstructure, and its spheroidization and growth[13].
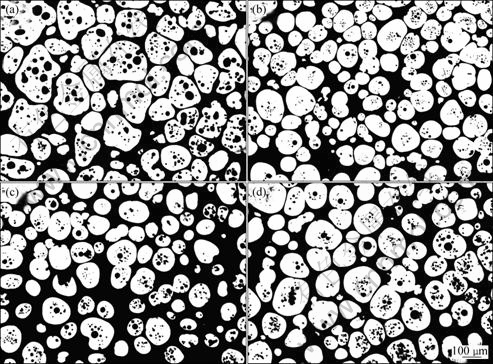
Fig.8 Partial remelting microstructures of AM60 billets produced with SIM with different slope angles of cooling channel: (a) 15��; (b) 30��; (c) 45��; (d) 60��
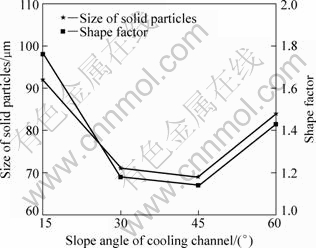
Fig.9 Size and shape factor of solid particles of partial remelting microstructure of AM60 billets produced by SIM with different slope angles of cooling channel
According to the minimum interface free energy theory, a non-spherical solid grain will finally grow to a spherical one based on the rule of Ostwald ripening[14]. The microstructures of SIM billets are composed of small and irregular polygon grains, and also include much tiny dendrite fragments. During heating stage, these refined particles will change into small spherical grains directly, which is very different from the conventional evolution where the evolution is from dendrite to big block, then to fragment particles and finally to spherical grains[15]. Thus, under the same reheating condition, the remelting microstructures of SIM billets are better than billets produced by other pouring methods.
On the other hand, with the increase of partial remelting time, the particles will grow gradually. The growth is realized by the solute diffusion between the liquid and solid interfaces. The driving force of growth is the energy difference before and after growth. As smaller grains have a larger surface curvature and are in the unstable condition, the grains will grow if the solute atoms have enough diffusion ability.
As mentioned above, the SIM billets are composed of small irregular polygon grains and tiny dendrite fragments, so that these grains have different curvature radius. According to solidification thermodynamic theory, the melting point in equilibrium state is related to the surface curvature. The large the curvature is, the lower the melting point is[16]. Thus, when heating temperature is above the solidus temperature, the concave part of dendrites entrapped in the liquids is easier to be melted than the convex part. Besides, as the primary phase is rich in Mg-phase, the Mg solute atoms in liquids will diffuse to solid/liquid surface and concentrate up on the convex part of dendrite during unbalanced solidification. At the same time, Al and Mn atoms diffuse into liquids and concentrate up on the grain boundary, leading to the decrease of melting temperature. These mechanisms enhance the melting of tiny dendrite and finally change it into globular grains. As a result, the grains with optimal size and shape factor are obtained after remelting of the SIM billets.
4 Conclusions
1) Pouring method has evident effects on the initial microstructure of billets. By use of multi-stream mixing cooling channel and self-inoculants, the microstructures of SIM billets are visibly refined. After partial remelting, solid particles of SIM billets are of smaller size and more globular shape, compared with those prepared with other pouring methods.
2) The processing parameters of SIM, such as melt treatment temperature, addition amount of self- inoculants, and slope angle of multi-stream mixing cooling channel, have influence on the microstructure of partially remelted billet. In order to obtain a fine and spherical semisolid microstructure, the optimized temperature is determined to be between 680 ��C and 700 ��C, the addition is from 5% to 7%, and the slope angle should be adjusted between 30�� and 45��.
3) The microstructures of SIM billets are composed of small irregular polygon grains and tiny dendrite fragments. During partial remelting, the refined particles change directly into small spherical grains. Besides, the decrease of balanced melting point on the concave part of dendrite leads to remelting and shedding of tiny dendrites and enhances the formation of small and globular grains.
References
[1] XIE Li-jun, XU Jun, YANG Bi-cheng, ZHANG Zhi-feng, SHI Li-kai. Thixoforming and industrial application of the semi-solid alloy Al-6Si-2Mg [C]//KANG C G, KIM S K, LEE S Y. Proc of 9th Int Conf on Semi-solid Processing of Alloys and Composites. Busan, Korea, 2006: 72-75.
[2] ALLEN C M, O�� REILLY K A Q, CANTOR B. Effect of semisolid microstructure on solidified phase content in 1xxx Al alloys [J]. Acta Materialia, 2001, 49: 1549-1657.
[3] SEO P K, KANG C G. The effect of raw material fabrication process on microstructural characteristics in reheating process for semi-solid forming [J]. J Mater Process Technol, 2005, 162(5): 402-409.
[4] REN Zheng, ZHANG Xing-guo, FANG Can-feng, HAO Hai. Effect of electromagnetic suspension casting on grain refinement for wrought magnesium alloy [J]. Chinese Journal of Materials Research, 2007, 21(5): 491-495. (in Chinese)
[5] LI Yuan-dong, YANG Jian, MA Yin. Study on self-inoculation method for semi-solid slurry preparation [J]. Special Casting and Nonferrous Alloys, 2010, 30(3): 227-230. (in Chinese)
[6] XING Bo, LI Yuan-dong, MA Ying, QU Jun-feng, ZHANG Peng, HAO Yuan. Effect of self-inoculation cast on grain refinement for AM60 magnesium alloy [J]. Foundry, 2010, 59(4): 339-343. (in Chinese)
[7] OHNO A. An introduction to the solidification of metals [M]. XING Jian-dong, Tr. Beijing: China Machine Press, 1990: 23-30. (in Chinese)
[8] WILLIAM J. The continuous rheoconversion process: Scale-up and optimization [D]. Worcester: Worcester Polytechnic Institute, 2005: 26-42.
[9] PAHLEVANI F, SALARFAR S, NILI-AHMADABADI M. Dendritic-globular structure transition of ductile iron in semi-solid casting using cooling slope plate [C]//ALEXANDROU A, APELIAN D. Proc of 8th Int Conf on Semi-solid Processing of Alloys and Composites. Limmasol, Cyprus, 2004.
[10] EASTON M A, KAUFMANN H, FRAGNER W. The effect of chemical grain refinement and low superheat pouring on the structure of NRC castings of aluminium alloy Al-7Si-0.4Mg [J]. Materals Science and Engineering A, 2006, 420: 135-143.
[11] LI Yuan-dong, HAO Yuan, CHEN Ti-jun, MA Yin. Effects of different primary microstructure on semi-solid melting behavior of AZ91D magnesium alloy [J]. The Chinese Journal of Nonferrous Metals, 2004, 14(3): 366-371. (in Chinese)
[12] WANG Shun-cheng, LI Yuan-yuan, CHEN Wei-ping, ZHENG Xiao-ping. Microstructure evolution of semi-solid 2024 alloy during two-step reheating process [J]. Transaction of Nonferrous Metals Society of China, 2008(18): 784-788.
[13] WANG Xiao-yin, JIE Wan-qi. Controlled melting process of off-eutec alloy [J]. Acta Materialia, 2004, 52: 415-422.
[14] HARDY S C, VOORHEES P W. Ostward ripening in a system with high volume fraction of coarsening phase [J]. Met Trans A, 1988, 19(A): 2713-2721.
[15] LI Yuan-dong, HAO Yuan, YAN Feng-yun, FANG Min. Structural evolution of AZ91D magnesium alloy during semi-solid isothermal heat treatment [J]. The Chinese Journal of Nonferrous Metals, 2001, 11(4): 571-575. (in Chinese)
[16] HU Han-qi. Metal solidification [M]. Beijing: Metallurgical Industry Press, 1985: 59. (in Chinese)
Foundation item: Project(2007CB613700) supported by the National Basic Research Program of China; Project(50964010) supported by the National Natural Science Foundation of China; Project(090WCGA894) supported by the International S&T Cooperation Program of Gansu Province, China
Corresponding author: LI Yuan-dong; Tel: +86-931-2976795; E-mail: liyd_lut@163.com
DOI: 10.1016/S1003-6326(09)60349-6
