
DOI: 10.11817/j.issn.1672-7207.2016.09.008
���β�����BR1500HS��������������֯��Ӱ��
�������ܽܣ���������
(�����ѧ ���Ͽ�ѧ�빤��ѧԺ�����죬400044)
ժ Ҫ��
���о�����ǿ�ȸ�BR1500HS��ͬ���β�������Ӧ��-��Ӧ����������ǿ�ȵ�Ӱ�죬�����ù�ѧ�����۲첻ͬ���β����µ��۽ṹ������ɨ���������SEM�������ò��ϵĶϿ���ò���о������������ͬ���β����Կ���ǿ�ȡ�����Ӧ����Ӱ����ɲ�ͬ����������¶Ȼ��СӦ�����ʾ��ɼ�С��������Ӧ�����������¶���800~900 ��ʱ����������俹��С�����Ժã������ڳ��Σ�����ͬӦ�����������£��������¶�����Ϊ300~400 �棬500~700 ���Լ�800 ������ʱ�����۽ṹ��֯�ֱ���ҪΪ�����塢�������Լ������壻����ͬӦ�������£��������¶�����Ϊ300~400 ���500~900 ��ʱ������ѷ�ʽ�ֱ�Ϊ���Զ��ѡ����Զ��ѣ�����800~900 ��ʱ�������ѶϿ���ò�Ϻá�
�ؼ��ʣ�
BR1500HS����������������֯�����β�����
��ͼ����ţ�TG142.1 ���ױ�־�룺A ���±�ţ�1672-7207(2016)09-2958-10
Effect of forming parameters on material properties and microstructure of BR1500HS
SHANG Xin, ZHOU Jie, ZHUO Fang, HUANG Lei
(College of Materials Science and Engineering, Chongqing University, Chongqing 400044, China)
Abstract: The effects of different deformational parameters on true stress-true strain curves, tensile strength, microstructure and morphology of BR1500HS were investigated through tensile tests, metallographic optical microscope (OM), scanning electron microscope (SEM). The results show that different deformation parameter ranges have different effects on true stress-true strain curves and tensile strength. Both the increasing deformational temperature and decreasing strain rate can decrease the flow stress. At the temperature ranging from 800 to 900 ��, the flow stress of material is small and the material��s plastic is better, which greatly benefits material forming. At the deformational temperature ranges from 300 to 400 ��, 500 to 700 �� and above 800 ��, the corresponding major microstructures are martensite, bainite and austenite respectively with the same strain rate. Meanwhile, at the deformational temperature ranges from 300 to 400 �� and 500 to 900 ��, the corresponding fracture mechanisms are brittle fracture and dimple fracture, especially at the temperature ranges from 800 to 900 ��, the dimple fracture morphology is better.
Key words: BR1500HS; material properties; microstructure; deformation parameters
����ǿ�ȸְ�����а�ȫ�������Լ����ܻ��������ƣ��ڳ����ṹӦ�����й㷺��ǰ������������м��ߵ�����Ӧ���Ϳ���ǿ���Լ��ϵ�Ӳ��ָ������������ϵ�����쳤��[1-4]�����ڸ����������Σ��������ȳ�ѹ���Ρ��ȳ�ѹ�����ǽ����ϼ��ȵ�һ���¶Ȳ�����ʹ��֯��ȫ�����廯��������ר��ģ�߽��г��β�ͬ����ȴ��𣬵õ�ǿ�ȱȼ��ߵ�������ȳ�ѹ����Ϊ������ѧ������ѧ���Ϲ��̣����������¶ȡ�Ӧ��-Ӧ�����֯��������ã�������������ѿ��ƣ���ȷ��ʶ���β����Բ������ܼ��ڲ�����֯�ݱ���ɵ�Ӱ���Ϊ�ȳ�ѹ���յĺ�����Ƶ춨����[5-8]����������������ѧ�߾��ȳ��μ����еı��ι��ղ��������˽϶��о���MERKLEINL��[9-10]���ȳ�������ڸ����µ�������Ϊ�����������Բ��������˲ⶨ��������ֵģ����ʵ���о�����������о������ڸ����µ���ѧ���ܡ�TURETTA��[11]��Nakazima���ۻ����ϣ��ڲ�ͬ�ı��β���(����Ӧ�����¶��Լ�Ӧ����)�����½��������졢��𣬽�������������ģ����棬������Ż������ڿ˷���ǿ�ȸְ�����ܲ�����鷽����PAUL[12]�����ȳ�ѹ�������ݣ�������ȷ���ȳ�ѹ��������Ԫģ����Ԥ����ϱ��ι��̼������β����������ѧ���ܵ�Ӱ�죬������ȳ�ѹģ�����ľ�ȷ�ȡ�KARBASIAN��[13]���ȳ�ѹ���μ����е��ȡ���е���ܡ��۽ṹ�ͼ������������״�������˲�����ָ���������ι�������������������Ϊ������ѧ���ܡ�������״������ء��ֽ�ƽ��[14]�Գ���ǿ�����USIBOR1500Ϊʵ����ϣ��ڲ�ͬ�����¶ȡ�Ӧ��������������������ʵ�飬�����˴˲��ϵ������俹��ģ�ͣ�ͬʱ��ñ����¶ȡ�Ӧ�����ʶ�����ѧ���ܵ�Ӱ����ɡ�LIU��[15]���ڲ�ͬ���β����µ����������飬�����˶�Ӧ�����µ���ѧ���ܣ�������Ӧ�䡢Ӧ�����ʼ��¶ȵȲ��������˲��ϱ���ģ�ͣ�ͬʱ������ģ�ٶȡ�ģ���¶ȵȲ������ȳ��κ��μ�������Ӱ�죬�Ż���ģ�ٶȡ�ģ���¶Ȳ�����MA��[16-19]���ȳ��ι��̽������ȳ����ȡ����������Ϸ�������ͨ������ֵģ����ʵ�����ϣ������˲��ϱ�����ϵ������������ȳ���ģ����Ƽ����չ��̷������·�����XING��[20]ͨ����ͬ������������ֳ������飬��������Ч�IJ���ģ�ͣ�����һ�������˸����β����Բ������ܵ�Ӱ�졣�����ڳ�ǿ�ְ�BR1500HS�ȳ��ι��ղ����Բ�����֯�������Լ�����ȱ�ݵ�Ӱ������о���Խ��١�����������Ҫ�о����β�����BR1500HS ����ǿ�ֵĿ���ǿ�ȡ�Ӳ�ȡ�����֯���Ͽ���ò�ȵ�Ӱ����ɡ�����BR1500HS ���ȳ��ι��̵Ĺؼ���������·����Ʋ����ʵ�鲽�裬��ò����������۲�������²��ϵ�����֯�ṹ������ Gleeble-1500������ģ��ʵ����ڲ�ͬ�����¶ȡ�������������������Ӧ��-��Ӧ�����ߣ�ʹ��ɨ���������(SEM)��BR1500HS ��������Ͽ���ò���з�����ͨ���Ա����¶ȡ��������ʶԲ��������Լ���֯��ò��Ӱ����ɽ��з������˽ⲻͬ���β����Բ����ڲ�����֯�ݱ���ɵ�Ӱ�졣
1 ʵ��
1.1 ���ϼ��豸
ʵ�����Ϊ�й���ɽ�����ɷ�����˾�з���1.8 mm���BR1500HS�����ְ塣����GB/T4338��2006�������ϸ����������鷽���Ĺ涨���Ƴ���ͼ1��ʾ��������������Gleeble-1500������ģ��ʵ�������������ʵ�顣����ģ��ʵ���У�Ϊ�˱�֤ʵ��ȷ�ɿ�����������ר�ð��ϼо߶��Ͻ��мг֡����ڽ��༼�������� OLYMPUS OLS3000����۽�������BR1500HS���������ȴ�����µ�������֯���й۲��������ͬʱ����SEM������ͨ������Quanta 200F�߷ֱ�ɨ��羵�۲�BR1500HS���Ϻ���ȴ�����µĶϿ���ò��
1.2 ʵ�鷽��
ͼ2��ʾΪ�����칤�շ�������ʵ������ȳ��ι��̵����йؼ���������·��ͼ(ͼ2)�����ʵ�鷽����ͼ2�У�tiΪĿ������¶ȣ�tA3Ϊ�����廯�¶ȣ�tMsΪ������ת�俪ʼ�¶ȣ�tMfΪ������ת������¶ȡ�
��ͼ2�ɼ�����10 ��/s�ļ������ʽ�����������950 �棬����10 s��Ȼ����40 ��/s����ȴ�ٶȽ������ֱ���ȴ��900��800��700��600��500��400��300 �棬�ֱ��ڸ�Ŀ������¶Ƚ��е������죬��Ŀ������¶��¾�����0.03 /s��0.6 /s��Ӧ�����������������ѡ�����������У�ͨ���������������ϵͳ�ɼ�ʵ�����ݡ����ν�����������ȴ�����£��������в��������ı�����֯���������ȼ��Ͽ���ò���з�����

ͼ1 ����������
Fig. 1 Specimen of hot tensile

ͼ2 �����칤�շ���
Fig. 2 Hot tensile process
2 ��������
2.1 ���β���������֯��Ӱ��
Ϊ�������о��ȳ����¶ȶ� BR1500HS������֯��Ӱ�죬���������������������ڹ�ѧ�����¹۲죬�õ���������֯�ķֲ������ͼ3��ͼ4��ʾ��
��ͼ3���Կ������� =0.03 s-1ʱ���¶���ȴ��300~400 �������(ͼ3(a)��(b))��������֯�����˺ܶ���������֯�����¶�Ϊ500~700 ��ʱ(ͼ3(c)~(e))��������֯Ϊ����壬�����б����庬����Խϸߣ����¶�Ϊ800 ������ʱ(ͼ3(f)��(g))������δ������֯ת�䣬������Ȼ��ȫ���ڰ����廯״̬��������Ϊ�����ϰ����廯������300~400 ��ʱ���¶ȵ��ڱ����忪ʼת���¶Ȳ��ӽ������忪ʼת���¶ȣ���Ӧ�����ʽ�С����������������������α����٣�ʹ�������¶��Ա�����������ת���¶����䣬�����н϶���֯����������ת�䣬�Ӷ�ʹ�����ṹ��֯��ҪΪ�����壻������500~700 ��ʱ�������¶Ƚϸߣ����¶ȴﲻ�������������������������֯��Ϊ�����壻���¶�Ϊ800 ������ʱ����������֯���ȶ�̬���ʲ���δ������֯ת�䣬����ȫ���ڰ����廯״̬��
=0.03 s-1ʱ���¶���ȴ��300~400 �������(ͼ3(a)��(b))��������֯�����˺ܶ���������֯�����¶�Ϊ500~700 ��ʱ(ͼ3(c)~(e))��������֯Ϊ����壬�����б����庬����Խϸߣ����¶�Ϊ800 ������ʱ(ͼ3(f)��(g))������δ������֯ת�䣬������Ȼ��ȫ���ڰ����廯״̬��������Ϊ�����ϰ����廯������300~400 ��ʱ���¶ȵ��ڱ����忪ʼת���¶Ȳ��ӽ������忪ʼת���¶ȣ���Ӧ�����ʽ�С����������������������α����٣�ʹ�������¶��Ա�����������ת���¶����䣬�����н϶���֯����������ת�䣬�Ӷ�ʹ�����ṹ��֯��ҪΪ�����壻������500~700 ��ʱ�������¶Ƚϸߣ����¶ȴﲻ�������������������������֯��Ϊ�����壻���¶�Ϊ800 ������ʱ����������֯���ȶ�̬���ʲ���δ������֯ת�䣬����ȫ���ڰ����廯״̬��
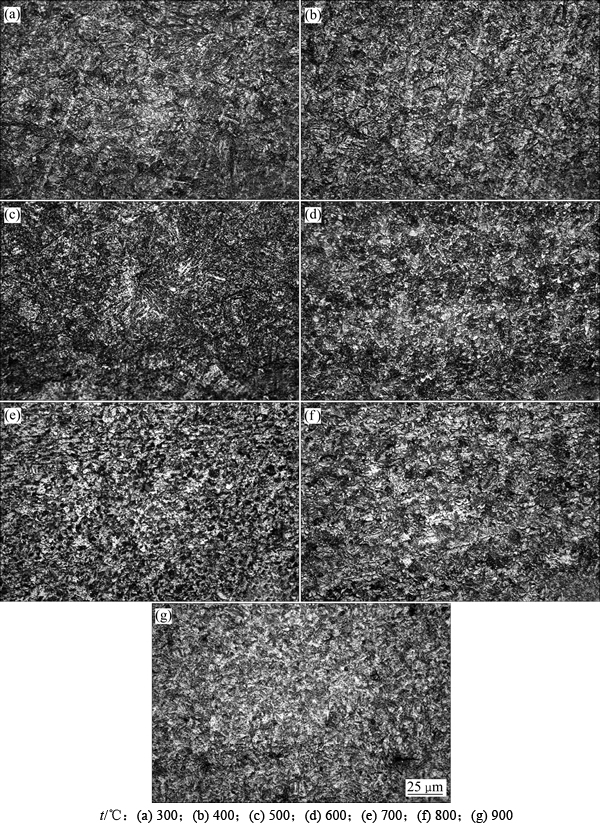
ͼ3 �� =0.03 s-1ʱ����ͬ�¶��²��ϵ�����֯
=0.03 s-1ʱ����ͬ�¶��²��ϵ�����֯
Fig. 3 Microstructures of materials at different temperatures when =0.03 s-1

ͼ4 ��=0.6 s-1ʱ����ͬ�¶��²��ϵ�����֯
Fig. 4 Microstructures of materials at different temperatures when =0.6 s-1
��Ӧ������=0.03 s-1ʱ������֯���жԱȣ�Ӧ������=0.6 s-1ʱ����������������ʱ��̡�������Ӧ��������������������õ�ʱ����٣��������֯�仯�кܴ�Ӱ�졣��ͼ4���Կ��������¶���ȴ��300~400 ��ʱ����������������֯�����������庬������=0.03 s-1ʱ�������庬�����䲿��ԭ����Ӧ�����ʸ�ʱ���������ʱ��̣�����������β������α��ȸߣ�ʹ�ò����¶����ߣ�����������ת���¶ȣ�ʹ��������ת�����еò�����֡�ͬ����֪�����¶�Ϊ500~700 ��ʱ������Ҫ����֯�DZ����壬��Ӧ���������������α�������ʹ�ñ�����ת��������֣���ʹ�ñ����庬����Ӧ������Ϊ0.03 s-1ʱ�ı����庬��Ҫ�٣����¶�Ϊ800 ������ʱ������δ������֯ת�䣬��������ȫ���ڰ����廯״̬��
2.2 �����������Բ��Ͽ���ǿ�ȵ�Ӱ��
�¶ȡ�Ӧ�����ʶԲ��Ͽ���ǿ�ȵ��ۺ�Ӱ����ͼ5��ʾ����ͼ5���Կ�������ͬһӦ�����������£����Ͽ���ǿ�����¶Ƚ��ͳ����Ե��������ơ��������������¶Ƚ��ͣ����Ͻ���ԭ�Ӽ��������ߣ������˾��们�Ƶ��ٽ���Ӧ�������们�����Խ��У���ɲ��ϵĿ���ǿ��Ҳ��֮�����¶�Ϊ600 ������ʱ������ǿ������Ӧ�����ʵ����߶����ӣ������¶�Ϊ550 ������ʱ������ǿ�ȷ�������Ӧ�����ʵ����Ӷ����͡��������ڵ��¶ȸ���600 ��ʱ��Ӧ���������ߣ������˻����ٽ���Ӧ���Լ��������ƻ�����Ӧ����ʹ����������Ӧ�����ӣ���ʹӦ��ǿ��ЧӦ���������Ͽ���ǿ��Ҳ������Ӧ�����ʵ����Ӷ�������400~600 ��ʱ���¶ȵ��ڱ����忪ʼת���¶��ҽӽ������忪ʼת���¶ȣ��ڽϵ�Ӧ�����������²��ϱ��β����α��Ƚ��٣������¶ȴ��ڱ�������������ת���¶����䣬�ɲ����϶̡�ǿ�Ƚϸߵı�����������壬���ڽϵ�Ӧ�������¿���ǿ�ȷ����Ƚϸ�Ӧ�������µĿ���ǿ��Ҫ�ߡ�������������ʹ����ǿ�ȸְ���800~900 ����Σ���ʱ���ϱ��ο�����С����������ԽϺã�������������Ρ�

ͼ5 �����¶ȡ�Ӧ�������뿹��ǿ��֮��Ĺ�ϵ
Fig. 5 Relationships among temperature, strain rate and tensile strength
2.3 ���β���������Ӧ����Ӱ��
2.3.1 �¶ȶ�����Ӧ����Ӱ��
ͼ6��ʾΪ������ͬһӦ�����ʡ���ͬ�¶��µ���Ӧ��-��Ӧ�����ߡ���ͼ6 ��֪���¶ȶԳ���ǿ�ȸְ�BR1500HS���ϵ���ѧ�����нϴ�Ӱ�죻��Ӧ�����ʱ��ֺ㶨ʱ������Ӧ������Ӧ��-��Ӧ�����ߵ�б�ʶ����ű����¶����߶����ͣ���Ӧ������Խ��ʱ�������϶��¶ȵ����ж�Խ�ߡ���ԭ���������¶ȵ����ߣ����ϵ��ȼ���������ǿ������ԭ��ƽ���������ӣ������б俹���������ͣ����们�����ڽ��У�ʹ���ϵ�����Ӧ�����͡�ͬʱ�������¶����ߣ���̬�ظ��붯̬�ٽᾧҲ�����У�ʹ��λ���ܶ��½��������Ա��ι����еļӹ�Ӳ���ĵ��������������˲��ϵ�����Ӧ��������˽��������ԣ��Ӷ������ؽ����˲��ϵ���Ӧ��-��Ӧ�����ߵ�б�ʡ�

ͼ6 ͬһӦ�������²�ͬ�¶������²��ϵ���Ӧ��-��Ӧ������
Fig. 6 True strain-true stress curves of materials at different temperatures with the same strain rate
����ͬ�¶��£����ű��������ӣ�������ʼӦ��Ӳ������̬�ظ����ü�ǿ��Ӧ��Ӳ��������������ƽ������ƣ�Ӧ��-Ӧ��������ƽ����
ͬʱ���ɿ�������BR1500HS������Ӧ��-Ӧ���������ڶ�̬�ٽᾧ���͡��ڱ��εĿ�ʼ�Σ��������Եļӹ�Ӳ����Ӧ������Ӧ������Ӵﵽ��ֵ���ұ����¶Ⱥ�Ӧ�����ʾ��Լӹ�Ӳ�������ܴ��Ӱ�죬���ͱ����¶Ȼ�����Ӧ�����ʶ����ԼӾ�ӹ�Ӳ���������Ӧ�ķ�ֵӦ��-Ӧ�䡣������Ӧ��Խ����ֵʱ����ֵ��������Ӧ������Ӷ��½���������Ϊ��̬�ٽᾧ������ЧӦ�����ȼӹ�Ӳ����ǿ��ЧӦ��ʹ�����ϳ���Ӧ��������ͼ6�д���������Ӧ����������Ӧ�������������仯�ĽΣ���Ϊ��ʱ��̬�ٽᾧ����ľ���ϸ�������ȼӹ�Ӳ���Ϸ�ֵʱ��Ϊ���ң�ʹ�ö�̬�ٽᾧ����ЧӦ���ȼӹ�ЧӦ������Ե�ƽ��״̬[21-22]�������Ͻ�������̬�����Ρ�
2.3.2 Ӧ�����ʶ�����Ӧ����Ӱ��
ͼ7��ʾΪͬһ�¶Ȳ�ͬӦ�����������²��ϵ���Ӧ��-��Ӧ�����ߡ���ͼ7���Կ���������ͬ�¶��£�Ӧ�����ʶԲ�����ѧ����Ӱ�����������벻ͬ�����¶��µ�Ӱ�������ͬ�����¶�Ϊ500 ��ʱ������Ӧ�����ʵ����ߣ�������Ӧ��-��Ӧ�����ߵ�б�ʽ��ͣ����¶�Ϊ300��400��600��700��800��900 ��ʱ�����ϵ���Ӧ��-��Ӧ������б������Ӧ���������߶����ߣ���������Ӧ��������֮���ߡ�
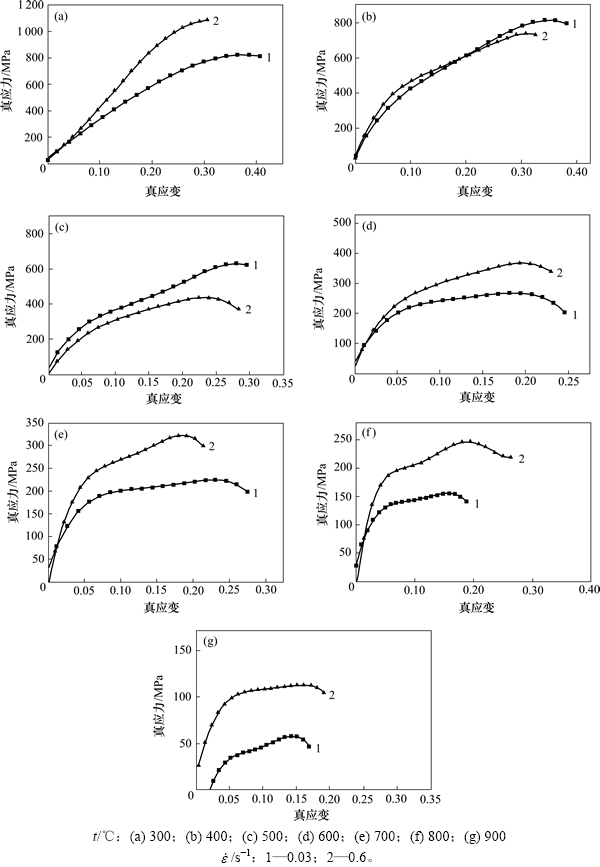
ͼ7 ��ͬһ�¶Ȳ�ͬӦ�����������²��ϵ���Ӧ��-��Ӧ������
Fig. 7 True strain-true stress curves of materials at different strain rates and the same temperature
�����������ı����¶Ⱥ�Ӧ�����ʱ��ֺ㶨ʱ�����Ž������������ӣ����ϵ���Ӧ��-��Ӧ��������������ֳ�ֱ�����������ƣ�����Ҫ��������ϵı�������С�������д��ڵ��ԽΡ��������������Ա��νΣ������߲��ٱ���Ϊֱ�ߣ���ʱ������Ȼ�����ӹ�Ӳ�������ǽ�����̬�ظ��Ͷ�̬�ٽᾧ�ij��ֶԽ��������γ����������ã���ʹ���ߵ�б�ʲ��Ͻ��ͣ�ֱ��Ӧ���ﵽ���ֵ��Ȼ�����߿�ʼ�����½����ƣ����մ�����ԱȽ��ȶ���״̬������Ҫ����Ϊ�����Ķ�̬�ظ��Ͷ�̬�ٽᾧ������������ǿ������ӹ�Ӳ������IJ���ǿ�ȡ�Ӳ�ȡ����ο�����������ﵽ��һ����̬ƽ��[23-25]��
�������¶�һ��ʱ��Ӧ������Խ��������Ӧ��Խ��������ΪӦ������Խ�ߣ���̬�ظ��Ͷ�̬�ٽᾧ�ij̶�ԽС���������ò��ܵ����ӹ�Ӳ�����á���̬�ٽᾧ��ʹ����Ӧ���ﵽ��ֵ����½����ƣ���Ϊ��̬�ٽᾧ�����ۺ��˼ӹ�Ӳ���Բ��ϱ��ο�����Ӱ�죬ʹ�ò��������ڼӹ�Ӳ���Ͷ�̬�ٽᾧ���ۺ������´���һ�ֶ�̬ƽ�⡣
2.4 ���β���������Ͽ���ò��Ӱ��
ͼ8��ʾΪӦ������=0.03 s-1��Ӧ���¶�Ϊ300~900 ��ʱ����������Ͽ�ɨ��羵��Ƭ����ͼ8�ɿ�������ȴ��300��400 ��ʱ�����������ĶϿ���òΪ���Դ������ѡ��Ͽ���֯���ȣ����бȽϽ��ܣ� ����û�г��ֿն�ȱ�ݡ�������Ϊ�ڸ��¼���ʱ��������֯������ȫ�����廯״̬�������֯��ҪΪ����������ʹ���������Ļ����֯��������������������ƫ�۾��磬������������Ĵ���ʹ��������нϸߵ�ǿ�ȣ����������ڵ�������������нϴ�ı��Σ�������䣬�ӹ�Ӳ���̶ȼ��أ����������ƺʹ��Զ��ѡ�
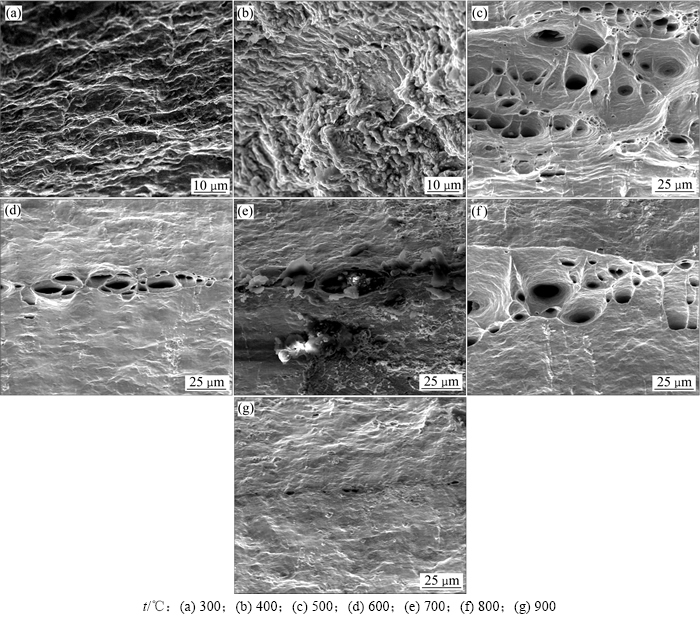
ͼ8 ��=0.03 s-1ʱ����ͬ�¶��²��ϵĶϿ���ò
Fig. 8 Fracture morphologies of materials at different temperatures when =0.03 s-1
��500~900 ����д������ʱ���ڸ��¼���ʱ(950 ��)�����������������ȫת��Ϊ�����壬�ڱ��¹����У������е�����(��P��S��Si��Ti��)�ھ�����ƫ�ۻ����ܣ���Ϊ�ն��ˣ��ھ����γɿ���ȱ�ݣ��������¶������������������Ӧ�������´�ʹλ���ۻ����ն�����Ӷ����²��϶��ѣ�Ϊ���Զ����е����Զ��ѣ����нϸߵ������ԡ���һ������£������ھ���ȱ�ݴ��γɣ�����������̬�ʷ���״���ڶ���ǰ����һ�������Ա��Σ����ѷ�ʽ��ҪΪ�������ؾ����ѣ����������Զ���˵�����BR1500HS�����е���������֯�����൱�����ԣ���������BR1500HS��������ʱ�¶ȵ����ߺͱ���ʱ���ӳ������ѵijߴ������������߲��ϵ����ԣ����ǵ����ѵijߴ����ʱ�������ή�Ͳ��ϵ����ԡ���BR1500HS�������ȵ�tAc3(811 ��)���Ͻ��д��Ȼ����ȴ��400 �����£�������֯��ȫת��������壬������ǿ����Ȼ������
ͨ���Ը���ȴ���¶�Ϊ300��400��500��600��700��800��900 �沢����2 min�����ĵ������������ĶϿ���ò���з���������������300~400 ����ʱ�����ѷ�ʽ��ҪΪ���Զ��ѣ���500~900 ����ʱ������ҪΪ���Զ��ѣ��������¶ȹ����γɵĿն��ϴ������������½�����������800~900 ��ʱ��Ҳ��������tAc3����10~100 ��ʱ�����нϺõ����ѶϿ���ò���ϸߵ��쳤���ʺ����ȳ��Ρ�
ͼ9��ʾΪ��=0.6 s-1ʱ����ͬ�¶��²��ϵĶϿ���ò����ͼ9���Կ���������Ӧ�����ʵ����ӣ��ڲ�ͬ�¶������ѶϿڵ�����ò������һЩ��С���ȵ�Բ�λ���Բ�εİ������ѡ��������ھ������Կ����������ʱ����������ӷֲ���2��ƥ��Ͽ��ϡ���Щ��״ȡ����Ӧ��״̬������������Ҫ��Բ���ӣ�������������Ӧ���������γɵġ�Ӧ���������Ͽڱ����Ϸֲ����ȣ����ն����ſռ�3�������Ͼ��ȳ�����γɵ������ѡ���ʵ�ʶ�������У�����ֲ���������״̬���ӣ��ڶϿ��Ͽ��ܳ��ָ��ֲ�ͬ��״�����ѡ���500~800 ��֮�䣬�����˴�С��һ�����ѣ�����Ҫȡ���ڲ��ϵ����Ժ������¶ȡ��ڲ��ϵ����Լ�����������ͬ����£����ѵ������Ҫ�����Ա���������Ӱ�졣���ϵ����Ա���������������ȴ�֮�������С��

ͼ9 ��=0.6 s-1ʱ����ͬ�¶��²��ϵĶϿ���ò
Fig. 9 Fracture morphologies of materials at different temperatures when =0.6 s-1
3 ����
1) ����ͬӦ�������£���������ȴ��300~400 ��ʱ����������֯����������������֯���ڽϵ�Ӧ�����������������ٶȽ��������¶�Ϊ500~700 ��ʱ��������֯��ҪΪ�����塣���¶�Ϊ800 ������ʱ������֯��ȫ���ڰ����廯״̬��
2) ���¶�Ϊ600 �����ϣ����ϵĿ���ǿ������Ӧ�����ʵ����߶����ӣ������¶�Ϊ550 ������ʱ�����ϵĿ���ǿ������Ӧ�����ʵ����Ӷ����͡���ͬһӦ�������£����ϵĿ���ǿ�������¶ȵĽ��Ͷ����ߡ���ʹ����ǿ�ȸְ���800~900 ����Σ��ڴ��¶��²��ϱ��ο���С�����Ժã�����������ij��Ρ�
3) ��������¶Ȼ��СӦ�����ʾ��ɼ�С��������Ӧ�������¶�Ϊ500 ��ʱ������Ӧ�����ʵ����ߣ���Ӧ��-��Ӧ�����ߵ�б�ʽ��ͣ����¶�Ϊ300��400��600��700��800��900 ��ʱ����Ӧ��-��Ӧ������б������Ӧ�����ʵ����߶����ߣ��������¶ȡ�Ӧ�����ʱ��ֺ㶨ʱ����Ӧ��-��Ӧ��������������ڵ��Ա��γ�ֱ�����������������Ա��β��ٳ�ֱ��״̬����̬�ظ��Ͷ�̬�ٽᾧ���������õ����ӹ�Ӳ��ʹ�����ߵ�б�ʽ��ͣ�ֱ��Ӧ���ﵽ���ֵ��
4) ��Ӧ������Ϊ0.03 s-1ʱ��������300~400 ����ѷ�ʽ��ҪΪ���Զ��ѣ���500~900 �������ҪΪ���Զ��ѣ�����800~900 ��ʱ�����нϺõ����ѶϿ���ò����Ӧ������Ϊ0.6 s-1ʱ�����¶����������ѷ�ʽ��Ϊ���Զ��ѣ������Ͽ���òΪ��С���ȵ�Բ�λ���Բ�εİ������ѡ�
�ο����ף�
[1] ����Ӱ. ����ǿ�ȸְ��ȳ�ѹ���μ����о�[D]. �Ϻ�: ͬ�ô�ѧ��е����ѧԺ, 2008: 2-3.
WANG Liying. The research of hot stamping ultra high strength steel[D]. Shanghai: Tongji University. School of Mechanical Engineering, 2008: 2-3.
[2] �����. ��ǿ�ȸְ��ȳ�ѹ�����о�������Ԫ����[D]. ����: �����ѧ���Ͽ�ѧ�빤��ѧԺ, 2011: 10-15.
JIANG Zhengrong. Hot stamping process research and FEA of high strength steel[D]. Chongqing: Chongqing University. College of Materials Science and Engineering, 2011: 10-15.
[3] BARIANI PFS, BRUSCHI A, GHIOTTI. Testing formability in the hot stamping of HSS[J]. CIRP Annals-Manufacturing Technology. College of Materials Science and Engineering, 2008, 57: 265-268.
[4] LORENZ D, NADERI M, KETABCHI M, et al. Analysis of microstructure and mechanical properties of different high strength carbon steels after hot stamping[J]. Journal of Materials Processing Technology, 2011, 211: 1117-1125.
[5] ��ΰ��, ������, ����, ��. �ְ��ȳ�ѹ�¼�������[J]. ���Թ���ѧ��, 2009, 16(4): 39-43.
XU Weili, GUAN Shurong, AI Jian, et al. Introduction of the new hot stamping technology of steel plate[J]. Journal of Plasticity Engineering, 2009, 16(4): 39-43.
[6] SO H, FASSMANN D, HOFFMANN H. An investigation of the blanking process of the quenchable boron alloyed steel 22MnB5 before and after hot stamping process[J]. Journal of Materials Processing Technology, 2012, 212: 437-449.
[7] NADERI M, SAEED-AKBARI A, BLECK W. The effects of non-isothermal deformation on martensitic transformation in 22MnB5 steel[J]. Journal of Materials Science and Engineering, 2008, 478: 445-455.
[8] KATSUYOSHI I, JUN Y. Valuation method for effects of hot stamping process parameters on product properties using hot forming simulator[J]. Journal of Materials Processing Technology, 2011, 211: 1441-1447.
[9] MERKLEINL M, LECHLER J. Investigation of the thermo-mechanical properties of hot stamping steels[J]. Journal of Materials Processing Technology, 2006, 177: 452-455.
[10] MERKLEINL M, LECHLER J. Determination of material and process characteristics for hot stamping processes of quenchenable ultra high strength steels with respect to a FE-based process design[J]. SAE World Congress, 2008, 8(23): 1728-1736.
[11] TURETTA A, BRUSCHI S, GHIOTTI A. Investigation of 22MnB5 formability in hot stamping operations[J]. Journal of Materials Processing Technology, 2006, 177: 396-400.
[12] PAUL A. Modelling and simulation of hot stamping[D]. Sweden: Lule University of Technology, 2006: 25-30.
[13] KARBASIAN H, TEKKAYA A E. A review on hot stamping[J]. Journal of Materials Processing Technology, 2010, 210: 2103-2118.
[14] �ֽ�ƽ, ����Ӱ, ��Ʊ�, ��. ����ǿ�ȸ���������Ϊ[J]. ���Թ���ѧ, 2009(2): 186-189.
LIN Jianping, WANG Liying, TIAN Haobin, et al. Research on hot forming behavior of ultrahigh strength steel[J]. Journal of Plasticity Engineering, 2009(2): 186-189.
[15] LIU Wei, LIU Hongsheng, XING Zhongwen, et al. Effect of tool temperature and punch speed on hot stamping of ultra high strength steel[J]. Transactions of Nonferrous Metals Society of China, 2012, 22: 534-541.
[16] MA Ning, HU Ping, et al. Model and numerical simulation of hot forming[C]// International Symposium on Automotive Steel, ISAS Conference Proceedings. Beijing: China, Metallurgical Industry Press, 2009: 362-367.
[17] ����, ��ƽ, �ƿ���, ��. ��ǿ������ȳ��μ����о�����Ӧ��[J]. ��е����ѧ��, 2010, 46(14): 68-72.
MA Ni, HU Ping, YAN Kangkang, et al. Research on boron steel for hot forming and its application[J]. Journal of Mechanical Engineering, 2010, 46(14): 68-72.
[18] ����, ��ƽ, ����. �ȳ�������ȡ����������Ϲ�ϵ[J]. �����ȴ���ѧ��, 2010, 11: 33-36, 41.
MA Ning, HU Ping, GUO Wei. Experiments and analysis of relations among heat, stress and transformation of boron steel for hot forming[J]. Transactions of Materials and Heat Treatment, 2010, 11: 33-36, 41.
[19] ����, ���Ļ�, �����, ��. ��ǿ�ȸְ��ȳ�����ֵģ��-������ʽ[J]. ������ѧѧ��, 2011, 28(3): 371-376.
MA Ni, WU Wenhua, SHEN Guozhe, et al. Numerical simulation-static explicit hot forming high strength steel[J]. Chinese Journal of Computational Mechanics, 2011, 28(3): 371-376.
[20] XING Zhongwen, BAO Jun, YANG Yuying. Numerical simulation of hot stamping of quenchable boron steel[J]. Materials Science and Engineering A, 2009, 499(1/2): 28-31.
[21] SELLARS C M��MCTEGART W J��On the mechanism of hot Constitutive equation of AZ3l magnesium alloy for hot deformation[J]��ACTA Metallurgiea, 1966, 14: 1136-1138.
[22] WANG Lingyun, HUANG Guangsheng, et al. Grain refinement of wrought AZ31 magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(3): 594-599.
[23] PARK K, KIM Y S. The effect of material and process variables on the stamping formability of sheet materials[J]. Journal of Materials Processing Technology, 1995, 51: 64-78.
[24] CADA R. Comparison of formability of steels strips, which are used for deep drawing of stampings[J]. Journal of Materials Processing Technology, 1996, 60(60): 283-290.
[25] ZENER C, HOLLOMON J H. Effect of strain rate on the plastic flow of steel[J]. Applied Physics A, 1994, 15(1): 22-32.
(�༭ �°���)
�ո����ڣ�2015-11-05�������ڣ�2015-12-30
������Ŀ(Foundation item)����������Ȼ��ѧ�����ص�������Ŀ(CSTC2009BA4065) (Project(CSTC2009BA4065) supported by Natural Science Foundation of CQ CSTC)
ͨ�����ߣ��ܽܣ����ڣ���ʿ����ʦ�����������ó���ǿ�ְ��ȳ�ѹ�ؼ������о���E-mail: cqzf0223@163.com
ժҪ��ͨ����������ʵ���о�����ǿ�ȸ�BR1500HS��ͬ���β�������Ӧ��-��Ӧ����������ǿ�ȵ�Ӱ�죬�����ù�ѧ�����۲첻ͬ���β����µ��۽ṹ������ɨ���������SEM�������ò��ϵĶϿ���ò���о������������ͬ���β����Կ���ǿ�ȡ�����Ӧ����Ӱ����ɲ�ͬ����������¶Ȼ��СӦ�����ʾ��ɼ�С��������Ӧ�����������¶���800~900 ��ʱ����������俹��С�����Ժã������ڳ��Σ�����ͬӦ�����������£��������¶�����Ϊ300~400 �棬500~700 ���Լ�800 ������ʱ�����۽ṹ��֯�ֱ���ҪΪ�����塢�������Լ������壻����ͬӦ�������£��������¶�����Ϊ300~400 ���500~900 ��ʱ������ѷ�ʽ�ֱ�Ϊ���Զ��ѡ����Զ��ѣ�����800~900 ��ʱ�������ѶϿ���ò�Ϻá�
[1] ����Ӱ. ����ǿ�ȸְ��ȳ�ѹ���μ����о�[D]. �Ϻ�: ͬ�ô�ѧ��е����ѧԺ, 2008: 2-3.
[2] �����. ��ǿ�ȸְ��ȳ�ѹ�����о�������Ԫ����[D]. ����: �����ѧ���Ͽ�ѧ�빤��ѧԺ, 2011: 10-15.
[5] ��ΰ��, ������, ����, ��. �ְ��ȳ�ѹ�¼�������[J]. ���Թ���ѧ��, 2009, 16(4): 39-43.
[14] �ֽ�ƽ, ����Ӱ, ��Ʊ�, ��. ����ǿ�ȸ���������Ϊ[J]. ���Թ���ѧ, 2009(2): 186-189.
[17] ����, ��ƽ, �ƿ���, ��. ��ǿ������ȳ��μ����о�����Ӧ��[J]. ��е����ѧ��, 2010, 46(14): 68-72.
[18] ����, ��ƽ, ����. �ȳ�������ȡ����������Ϲ�ϵ[J]. �����ȴ���ѧ��, 2010, 11: 33-36, 41.
[19] ����, ���Ļ�, �����, ��. ��ǿ�ȸְ��ȳ�����ֵģ��-������ʽ[J]. ������ѧѧ��, 2011, 28(3): 371-376.
