
Trans. Nonferrous Met. Soc. China 24(2014) 1046-1052
Effects of rolling and annealing on microstructures and properties of Cu-Mg-Te-Y alloy
Liang CHEN, Jian-ning HAN, Bing-wen ZHOU, Yan-yan XUE, Fei JIA, Xing-guo ZHANG
School of Materials Science and Engineering, Dalian University of Technology, Dalian 116024, China
Received 27 April 2013; accepted 30 July 2013
Abstract:
Microstructures and element distributions of the as-cast, hot-rolled and cold-rolled Cu-Mg-Te-Y alloys were studied. Effects of rolling process and annealing temperature on the properties of the Cu-Mg-Te-Y alloys were correspondingly investigated. The results indicate that the Mg element is homogeneously distributed in the matrix and the fragmentized Cu2Te phase is dispersed in the matrix after hot rolling. Then, the Cu2Te phase is further stretched to strip shape after the cold rolling process. The microstructures of the cold-rolled alloy keep unchanged for the sample annealed below 390 ��C for 1 h. However, after annealing at 550 ��C for 1 h, the copper alloy with fibrous microstructures formed during the cold rolling process recrystallizes, leading to an obvious drop of hardening effect and an increase of electrical conductivity. The Cu-Mg-Te-Y alloy with better comprehensive properties is obtained by annealing at 360-390 ��C.
Key words:
Cu-Mg-Te-Y alloy; microstructures; rolling; annealing; mechanical properties; electrical conductivity;
1 Introduction
High-strength and high-conductivity copper alloys with excellent physical and mechanical properties are widely applied in many high-tech fields such as integrated circles (IC), high speed railways, aerospace [1-5]. A plenty of researches and commercialized production for series of promising copper alloys, such as Cu-Ag, Cu-Fe-P, Cu-Cr-Zr, Cu-Sn and Cu-Ni-Si alloys have been proceeded since 1970s [6-10], especially in some major producers and exporters in Germany, Japan and America. In China, high-strength and high-conductivity copper alloy products still depend on import or imitation because of a low yield of our national advanced products, and hence a new type of high performance copper material development will surely put the field towards a more important strategic and realistic meaningful stage for building with independent intellectual property rights system and preparing technology of advanced materials.
Cu-Mg alloys are recently developed as a new type of high-strength and high-conductivity copper alloys. With trace addition of Mg, the copper alloys will be not only evidently lightened and strengthened with a little increase of resistivity, but also improved for high- temperature properties [11,12]. Besides, the deoxygenization function of the copper liquid during melting process is also contributed to the addition of Mg. With the excellent performance, Cu-Mg alloys are now widely used in high-speed railway contact wires [13,14]. Many researchers [15-19] had made certain achievement on the Cu-Mg alloys. A new type of high-strength and high-conductivity Cu-Mg-Te-Y alloy composed of Mg, Te and rare earth Y was designed on account of the special function of the adding elements. The addition of Te provides a new thought of preparing high performance copper alloys based on the improvement of machinability, corrosion-resistance and arc-resistance [20,21] without any influence on mechanical properties or electrical conductivity [22,23]. A very small addition of rare earth Y into copper alloys can not only refine grains, but also effectively improve the mechanical properties and electrical conductivity by removing some certain low-melting-point impurities.
The aim of this work is mostly to study how the rolling process and annealing affect the microstructures, mechanical properties and electrical conductivity of the new type of Cu-Mg-Te-Y alloys, to provide further efforts and references for microstructure reforming and property improving of new type high-strength and high-conductivity copper alloys.
2 Experimental
Under atmosphere condition, Cu-Mg-Te-Y alloys were prepared in an SPZ-15 medium-frequency induction furnace with starting materials of small pieces of oxygen-free electronic copper (OFEC, 99.99%), Cu-20% Mg master alloy, Cu-66.7% Te master alloy and Y (99.9%), which were molten in sequence in a graphite crucible. Cu-14.3% P master alloy and CaB6 were used as deoxidant agent and flake graphite was used as covering agent. High-purity argon was used to purify the liquid alloy in the graphite crucible. At (1200��10) ��C, copper liquid was poured into the mold made of H13 hot die steel (60 mm��90 mm��80 mm). The composition of the present copper alloy measured by XRF-1800 type of X-ray fluorescence spectrometer is listed in Table 1. The samples were preheated at 850 ��C for 1.5 h in an KSL-1000 type chamber electric furnace, and then 70% of samples were hot-rolled by d250 mm double-roller mill, followed by water-quenching at 25 ��C. Cold-rolling with the deforming rate of 70% was subsequently proceed. Finally, the cold-rolled sheets were annealed at 350-550 ��C for 1 h.
Table 1 Chemical composition of Cu-Mg-Te-Y alloy (mass fraction, %)

The microstructures of the samples were observed by MEF-4 optical microscope (OM) after etching at 25 ��C for 7-10 s with a mixture of ferric chloride (3 g), hydrochloric acid (30 %, 10 mL) and distilled water (100 mL). The distribution of elements was analyzed by EPMA-1600 type of electronic probe microanalyzer (EPMA). The microstructures and fracture behaviors were examined by Zeiss Supra55 type of scanning electron microscope (SEM). Phase composition was analyzed by energy dispersive spectrometer (EDS). Tensile test samples prepared according to GB/T228-2002 were used for tensile strength test at a strain rate of 2 mm/min by CSS-2205 tensile machine at 25 ��C. Electrical conductivity of the samples was measured by D60K digital electrical instrument (20 mm�� 20 mm �� 10 mm). These measurements were carried out three times for each sample.
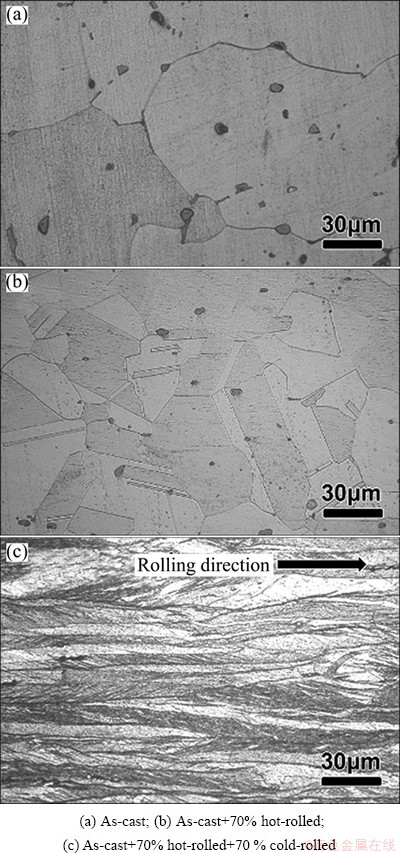
Fig. 1 Optical images of Cu-Mg-Te-Y alloy at different preparation processes
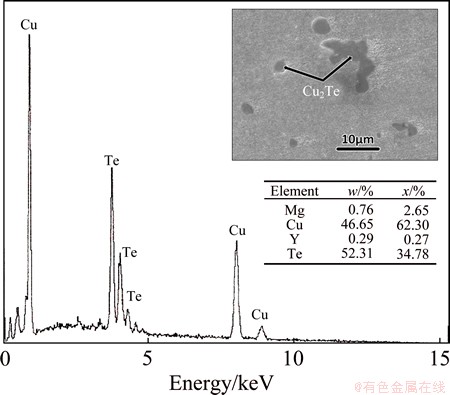
Fig. 2 EDS analysis of particle phases in as-cast Cu-Mg-Te-Y alloy
3 Results and discussion
3.1 Effects of rolling on microstructures
The microstructure of the as-cast Cu-0.52Mg- 0.18Te-0.04Y alloy is shown in Fig. 1(a). Some asymmetry particle phases randomly distributed in the coarse grain crystals or near the thin grain boundaries were easily observed under OM. At room temperature, the copper alloy matrix is mainly composed of Cu-Mg ��-solid since the solubility of Mg in Cu is only around 1.0%. As shown in Fig. 2, the chemical composition of the particle phases was measured by EDS. On the basis of Cu-Te phase diagram, the particle phases can be approximately recognized as Cu2Te intermetallic compounds. The solid solubility of the element Te in the copper is very little and the melting point of Cu-Te intermetallic compounds is higher than that of the copper matrix, which lead to a fact that the Cu-Te compounds will preferentially aggregate near the grain boundaries during the solidification. Thus, as shown in Fig. 1(a), the typical microstructure of the as-cast Cu-Mg-Te-Y alloy consists of Cu-Mg ��-solid and Cu2Te phases. The microstructure of hot-rolled copper alloy with the deformation rate of 70% is shown in Fig. 1(b). The microstructure is obviously refined as the coarse column grain turns smaller with the grain size decreasing from 1 mm to 90 ��m, presenting areas of dynamic recrystallization twin crystal structures. The Cu2Te phases are also degraded and uniformly distribute in the matrix. A fiber structure of cold-rolled copper alloy with the deformation rate of 70% shown in Fig. 1(c) is a typical work-hardened structure with a large number of slip bands and blurred grain boundaries. The grain crystals present flattened and elongated along the axis of the cold rolling [24].
The microstructures and element distributions of Cu-Mg-Te-Y alloy are shown in Fig. 3. It can be seen that segregation of Mg at or around the grain boundaries, resulting from the heterogeneous diffusion of Mg atoms during the rapid solidification is detected. Mg atoms in the copper liquid are hardly complete uniform distribution while consequently segregate at the grain boundaries. Cu2Te particle phases of non-uniform sizes are dispersed in the grain or at the boundaries of the Cu-Mg ��-solid matrix.
The segregation of Mg disappeared because of homogenous redissolution of Mg in the copper matrix after the grain refinement and grain boundary rearrange- ment of hot rolling. In addition, after heat preservation at 850 ��C for 1.5 h, the hot rolling followed by quenching served as the solid solution treatment which provided extra energy for Mg diffusion. The Cu2Te particle phases in the hot-rolled copper alloys become smaller and more uniformly distributed compared with the as-cast alloy. Since the Cu2Te particle phase is the brittle phase with low hardness, some little bigger ones are easily crushed into pieces during the deformation.
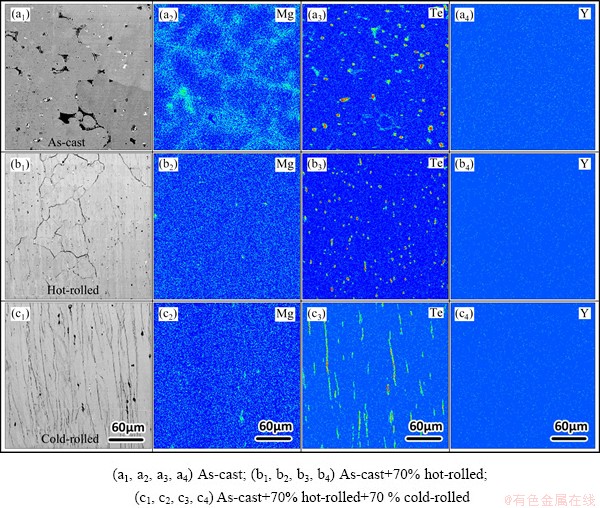
Fig. 3 SEM images and element distributions of Cu-Mg-Te-Y alloy
The following cold rolling does not affect the distribution of element Mg. The band-like Cu2Te phases elongated along the rolling direction disjunctively distributed during cold rolling. As shown in Fig. 4, the original Cu2Te particles are surely flattened and crushed along the rolling direction. The deformable Cu2Te phases with low hardness are cut by the piped up dislocations. The typical band-like distribution with the increase of cold rolling deformation shows up. In the presence of gradually high density of dislocations, the Cu2Te phases are easily cut into pieces and shattered. Moreover, pieces of Cu2Te phases will deform together with the copper matrix and then distribute along the rolling direction. The other continuous Cu2Te phases are dispersive at the grain boundaries, while the disjunctive Cu2Te phases are isolated inside the grain crystals.
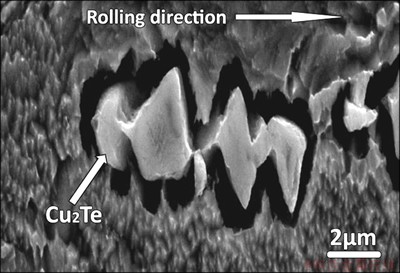
Fig. 4 SEM image of Cu2Te in cold-rolled Cu-Mg-Te-Y alloy
With the low content of Y, the distribution of element Y has hardly obvious changes. In addition, the distribution of element Y is very uniform compared with other added elements.
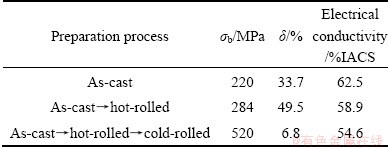
Table 2 Properties of Cu-Mg-Te-Y alloy by different processes
3.2 Effects of rolling on properties
The effects of rolling on the mechanical properties and electrical conductivity of the Cu-Mg-Te-Y alloy are listed in Table 2. Compared with the as-cast alloy, there is a notable increase in both tensile strength and elongation of the hot-rolled alloy, mainly resulting from the defect elimination and significant grain refine strengthening with small homogenous equiaxed crystals instead of bulky columnar crystals. Besides, during the 1.5 h heat preservation before hot rolling, the decomposition of the Cu-Mg interstitial phase left in the solidification and the redissolution of the Mg atom both are beneficial for the solid solution strengthening. Also, due to the sufficient redissolution of Mg, the lattice distortion becomes more serious, leading to the decrease of electrical conductivity of copper alloys. According to Matthiessen��s rule described as follows,
��=��0+����C+K (1)
where ��0 is the resistivity of solid solution component; C is solute atom concentration; ���� is the additional resistivity resulting from 1% addition of solute atom; K is relative to temperature and concentration. The higher the concentration of solute atom is, the lower the electrical conductivity of alloy will be. On the other hand, the increase of the grain boundary owing to the grain refinement by hot-rolling will lead to a rise of electron scattering probability, which is another reason that gives rise to the decrease of the electrical conductivity of the copper alloys [25].
The tensile strength of the cold-rolled samples is obviously improved, while the elongation decreases a lot. The deformation resistance of the ��-solid is enhanced because of the dislocation accumulation and entanglements after cold rolling. The cold-rolled alloy with large lattice distortion degree and more crystal defects has higher electrical resistivity because the increasing vacancy concentration causes the inhomogeneity of electric field, which leads to an exacerbation of the electron scattering [26]. And the change of interatomic distance caused by cold rolling will decrease electrical conductivity.
The fracture morphology of as-cast Cu-Mg-Te-Y alloy is shown in Fig. 5(a). A plenty of dimples indicate a typical ductile fracture of the copper alloy. Many particle phases are at the bottom of the near-circular dimples. The particle phases in the SEM images measured by EDS are surely Cu2Te phases. A lot of microvoids form when the external applied forces are high enough to separate the small particles from the copper matrix at the interface. As the local stress increases, the microvoids grow and coalesce into large cavities. Eventually, the contact areas are too small to support the load and the fractures occur. The dimples finally show up with the particles at the central bottom. As brittle phases, the Cu2Te particles are easily cut into pieces of small parts being the origin of some microvoids under load [27].
The fracture morphology of hot-rolled Cu-Mg- Te-Y alloy is shown in Fig. 5(b). Compared with the as-cast alloy, dimples become more and smaller. The refined equiaxed crystals and the small pieces of particle phases after hot rolling will effectively resist dislocation motion. The refined Cu2Te particles inside the dimples also have positive effects on the morphology of the tensile fracture. The fracture morphology of cold-rolled Cu-Mg-Te-Y alloy is shown in Fig. 5(c). The whole section is a shear plane. Compared with the fracture dimples after hot rolling, the present fracture dimples are much smaller, deeper and well-distributed. Dimples are elongated along the rolling direction instead of equiaxed ones. This is because that the smooth aking slip patterns with large deformation become ripple and a plenty of thin dimple walls consequently form.
3.3 Effects of annealing temperature on micro- structures and properties
The microstructures of Cu-Mg-Te-Y alloy annealed at different temperatures for 1 h are shown in Fig. 6. Annealing at 350 ��C for 1 h, the microstructure still remains fiber-like and strip-like without any changes. Changes between the microstructures of annealed and cold-rolled alloys are still difficult to distinguish at the recovery stage of the annealing. Even the temperature increases to 400 ��C at the starting stage of the recrystallization, the fiber structure still exhibits few orthoscopic new nuclei. When the temperature continuously increases to 450 ��C, a number of equiaxed grains and annealing twin crystals show up in the absence of the fiber-like structures. Annealing at 550 ��C, full recrystallization structure displaces the fiber structure with grain growth in partial region.
The mechanical properties varying with annealing temperature of the double-rolled Cu-Mg-Te-Y alloy are shown in Fig. 7. The tensile strength decreases with the increase of the annealing temperature. When the temperature is below 390 ��C at the recovery stage, point defects annihilate and dislocations rearrange as the copper alloy holds high dislocation density with few changes [28] of mechanical properties: tensile strength of cold-rolled alloy decreases from 520 MPa to 485 MPa, and elongation increases from 6.8% to 13%. When the temperature is beyond 390 ��C, coming into recrystallization stage for the present alloy, dislocations vanish with recrystallizing when annealing temperature increasing, resulting in a sharp decrease in tensile strength and increase in elongation of the alloy. When the temperature is over 500 ��C, the cold-hardening effect disappears entirely and tensile strength is lower compared with the hot-rolled alloy. When the alloy is annealed at 550 ��C for 1 h, the elongation increases up to 50%.
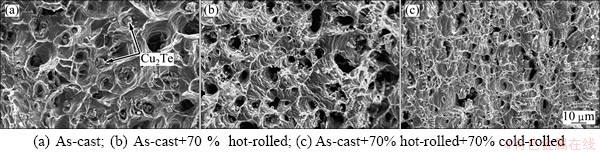
Fig. 5 SEM images showing fracture morphologies of Cu-Mg-Te-Y alloy by different processes
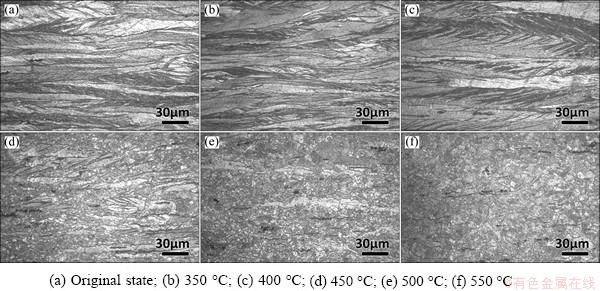
Fig. 6 Optical images of Cu-Mg-Te-Y alloy annealed for 1 h at different temperatures
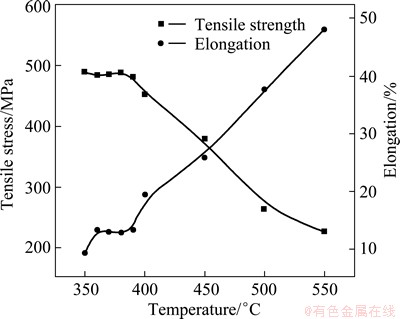
Fig. 7 Mechanical properties of Cu-Mg-Te-Y alloy annealed for 1 h at different temperatures
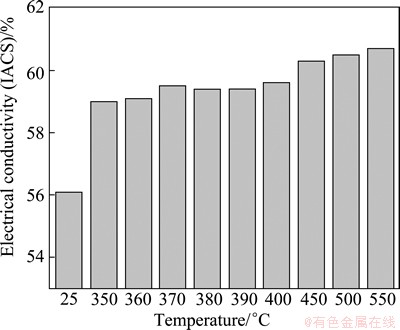
Fig. 8 Electrical conductivity of Cu-Mg-Te-Y alloy annealed for 1 h at different temperatures
The electrical conductivity of the Cu-Mg-Te-Y alloy increases with the annealing temperature increasing, as shown in Fig. 8. At recovery stage below 390 ��C, compared with the cold-rolled alloy, the electrical conductivity increases significantly because the high electrical conductivity depends on the decrease of defect concentration which contributes to the atom diffusion to the grain boundary and annihilation with energy at the recovery stage. Varying with the annealing temperature beyond 390 ��C at recrystallization stage, the electrical conductivity continuously increases slowly. Although the defect annihilating results in the increase of the electrical conductivity, the grain refinement with the increase of new grain boundary strongly scatters the motion of electrons that goes against with the conductivity increasing. The copper alloy will recrystallize more sufficiently with the rising annealing temperature. When the copper alloy is fully recrystallized at 550 ��C, the electrical conductivity reaches 61% IACS, improved by the amplitude of 10 %.
4 Conclusions
1) The element Mg dissolves in the copper matrix, while Cu2Te intermetallic compounds are precipitated at the grain boundary or inside the grain crystal. The morphologies of Cu2Te particles are different by hot and cold rolling.
2) The tensile strength of double-rolled copper alloys is improved from 220 MPa to 520 MPa with obvious work-hardening effects. Annealing at 360-390 ��C for 1 h, copper alloy with tensile strength above 485 MPa and elongation above 13% is acquired. However, the tensile strength drops sharply when the annealing temperature is beyond 390 ��C.
3) The content of element Mg is the major factor that affects the electrical conductivity of the copper alloys. The electrical conductivity decreases after rolling process. Annealing at 360-390 ��C, the electrical conductivity increases sharply at the recovery stage but slowly at the recrystallization stage. After annealing at 550 ��C for 1 h, the electrical conductivity is improved from 55% to 61%.
References
[1] WANG Zhu-tang, TIAN Rong-zhang. Copper alloy and its processing manual [M]. Changsha: Central South University Press, 2002: 110-111. (in Chinese)
[2] ZHAO Yuan-xia, LIU Ping, LIU Xin-kuan, CHEN Xiao-hong, MA Feng-cang, LI Wei, HE Dai-hua. Research progress and application of contact wire for high-speed electric railway [J]. Materials Review, 2012, 26(2): 46-50. (in Chinese)
[3] HUANG Chong-qi. On Contact wire line used in catenary of high speed wheel-rail electrified railway [J]. China Railway Science, 2001, 22(1): 1-5. (in Chinese)
[4] XIE Shui-sheng, LI Yan-li, ZHU Lin. Progress of study on lead frame copper alloy and its implementation in electronic industry [J]. Chinese Journal of Rare Metals, 2003, 27(6): 769-776. (in Chinese)
[5] LI Yin-hua, LIU Ping, TIAN Bao-hong. JIA Shu-guo, REN Feng-zhang, ZHANG Yi. Development and expectation of copper-based lead frame material used in intergrated circuit [J]. Materials Review, 2007, 21(7): 24-26. (in Chinese)
[6] NING Yuan-tao, ZHANG Xiao-hui, WU Yue-jun. Strain strengthening of Cu-Ag alloy in situ filamentary composites [J]. The Chinese Journal of Nonferrous Metals, 2007, 17(1): 68-74. (in Chinese)
[7] BATRA I S. Microstructure and properties of a Cu-Cr-Zr alloy [J]. Journal of Nuclear Materials, 2001, 299: 91-100.
[8] KHEREDDINE A, HADJ LARBI F, DJEBALA L, AZZEDDINE H, ALILI B, BRADAI D. X-ray diffraction analysis of cold-worked Cu-Ni-Si and Cu-Ni-Si-Cr alloys by Rietveld method [J]. Transactions of Nonferrous Metals Society of China, 2011, 21(3): 482-487.
[9] DAI Jiao-yan, YIN Zhi-min, JIANG Rong-rong, SONG Lian-peng, YUAN Yuan. Features of Cu-Fe-P alloy strip prepared by process of horizontal continuous casting-cold rolling-annealing [J]. The Chinese Journal of Nonferrous Metals, 2009, 19(10): 1840-1847. (in Chinese)
[10] YANG Yun-chuan, CHEN Jing-chao, FENG Jing. Microstructure and performance of Cu-Sn-Zr alloy [J]. Rare Metal Materials and Engineering, 2011, 40(2): 351-355. (in Chinese)
[11] ZHU Da-chuan, SUN Yan, SONG Ming-zhao, TU Ming-jing, PAN Hai-bin. Effect of Mg on the electrical conductivity of Cu-Te alloys [J]. Rare Metal Materials and Engineering, 2007, 36(S3): 312-315. (in Chinese)
[12] ZHAO Nan. The initial oxidation mechanism of Cu-Mg alloy [D]. Changchun: Jilin University, 2010: 42-50. (in Chinese)
[13] KIEBLING F. Translated by MEN Han-wen. A new Re330 type of high speed contact wire developed by the German Railway [J]. Electrified Railway, 1995, 3: 25-31. (in Chinese)
[14] XIE Shui-sheng. Processing and preparation of contact wire for high-speed train [J]. Resource Recycling, 2012(10): 48-53. (in Chinese)
[15] ZILLY A, CHRISTIAN U,  S, NOBILING D, JOST N, ENGERT E. Production and metallographic examination of precipitable Cu-Mg alloys [J]. Practical Metallography, 2011, 48(11): 582-593.
S, NOBILING D, JOST N, ENGERT E. Production and metallographic examination of precipitable Cu-Mg alloys [J]. Practical Metallography, 2011, 48(11): 582-593.
[16] MAKI K, ITO Y, MATSUNAGA H, MORI H. Solid-solution copper alloys with high strength and high electrical conductivity [J]. Scripta Materialia, 2013, 68(10): 777-780.
[17] HUANG Zhang-yu, ZHAO Yuan-xia. Hot deformation equation of copper magnesium contact wire for high-speed railway and the application in simulation [J]. Shanghai Nonferrous Metals, 2012, 33(4): 162-168. (in Chinese)
[18] QIN Zuo-xiang, LI Ke-xin, LU Xing. Study on low cycle fatigue of Cu-Mg alloy contact wire [J]. Journal of Dalian Jiaotong University, 2012, 33(1): 69-71. (in Chinese)
[19] ZHANG Qiang. Introduction and innovation of the technology for producing Cu-Mg contact wire for high-speed railway [J]. Railway Locomotive & Car, 2009, 29(3): 77-79. (in Chinese)
[20] ZHU Da-chuan, SONG Ming-zhao, TU Ming-jing. Study on the aging process of Cu-Te alloys [J]. Rare Metal Materials and Engineering, 2005, 34(5): 807-810. (in Chinese)
[21] ZHANG Mei-juan. Effects of alloying element and rolling technology on the microstructure and properties of high-strength and high-conductivity Cu-Mg-Te alloys [D]. Dalian: Dalian University of Technology, 2011: 44-47. (in Chinese)
[22] ZHU Da-chuan, ZHU Chao-kuan, SUN Yan, TU Ming-jing. Study on the corrosion behavior of Cu-Te series alloys in saturated NH4Cl solution [J]. Rare Metal Materials and Engineering, 2007, 36(S3): 143-145. (in Chinese)
[23] XIU Shi-xin, FU Su-jia, FANG Ning-xiang, WANG Ji-mei. Research on Cu-Cr-Te contact material made by melting in vacuum and its properties [J]. Voltage Apparatus, 2003, 39(6): 4-5. (in Chinese)
[24] LIU Pei-xing, LIU Hua-ding, LIU Xiao-tang. Copper alloy plate strip processing technology [M]. Beijing: Chemical Industry Press, 2009: 37-47. (in Chinese)
[25] IVANOV A D, NIKOLAEV A K, KALININ G M, RODIN M E. Effect of heat treatments on the properties of CuCrZr alloys [J]. Journal of Nuclear Materials. 2002, 307-311: 673-676.
[26] CHEN Fei-xia. Physical properties of materials [M]. Beijing: China Machine Press, 2006: 25-29. (in Chinese)
[27] ZHONG Qun-peng, ZHAO Zi-hua. Fractography [M]. Beijing: Higher Education Press, 2006: 147-150.
[28] ASKELAND D R,  P P. The science and engineering of materials I [M] Beijing: Tsinghua University Press, 2005: 335-341.
P P. The science and engineering of materials I [M] Beijing: Tsinghua University Press, 2005: 335-341.
���ƺ��˻��Cu-Mg-Te-Y�Ͻ���֯�����ܵ�Ӱ��
�� �������������ܱ��ģ�Ѧ���࣬�� �ǣ����˹�
����������ѧ ���Ͽ�ѧ�빤��ѧԺ������ 116024
ժ Ҫ���о�Cu-Mg-Te-Y�Ͻ�����̬������̬������̬����֯��Ԫ�طֲ������۲�ͬ�˻��¶ȶ�Cu-Mg-Te-Y�Ͻ���֯�ĸı䣻�������ƺ��˻��¶ȶ�Cu-Mg-Te-Y�Ͻ����ܵ�Ӱ�졣�����������ͬ�����ƹ��ջ�õĺϽ���֯����̬�Ͻ���֯��Ȳ�����ԣ����ƺ�Ͻ���MgԪ�طֲ�����̬�Ͻ�ĸ��Ӿ��ȣ�Cu-Mg-Te-Y�Ͻ�������Cu2Te�౻���飬�ߴ��С���ֲ�������ɢ������������Cu2Te����������ѹ�⣬��ϸ��״���������Cu-Mg-Te-Y�Ͻ���390 ��C�����˻�1 h����֯�仯�����ԣ���550 ��C�˻�1 h������β�������ά״��֯������ȫ�ظ��ٽᾧ���ӹ�Ӳ��Ч����ʧ������ǿ�ȴ�����½����������������˻��¶���360~390 ��C��Χ�ڣ�Cu-Mg-Te-Y�Ͻ���Ի�ýϺõ���ѧ���ܡ�
�ؼ��ʣ�Cu-Mg-Te-Y�Ͻ���֯�����ƣ��˻���ѧ���ܣ�������
(Edited by Xiang-qun LI)
Foundation item: Project (50875031) supported by the National Natural Science Foundation of China; Project (DUT122D205) supported by the Fundamental Research Funds for the Central Universities, China
Corresponding author: Xing-guo ZHANG; Tel:+86-411-84706183; E-mail: zxgwj@dlut.edu.cn
DOI: 10.1016/S1003-6326(14)63160-5
Abstract: Microstructures and element distributions of the as-cast, hot-rolled and cold-rolled Cu-Mg-Te-Y alloys were studied. Effects of rolling process and annealing temperature on the properties of the Cu-Mg-Te-Y alloys were correspondingly investigated. The results indicate that the Mg element is homogeneously distributed in the matrix and the fragmentized Cu2Te phase is dispersed in the matrix after hot rolling. Then, the Cu2Te phase is further stretched to strip shape after the cold rolling process. The microstructures of the cold-rolled alloy keep unchanged for the sample annealed below 390 ��C for 1 h. However, after annealing at 550 ��C for 1 h, the copper alloy with fibrous microstructures formed during the cold rolling process recrystallizes, leading to an obvious drop of hardening effect and an increase of electrical conductivity. The Cu-Mg-Te-Y alloy with better comprehensive properties is obtained by annealing at 360-390 ��C.
