
���±�ţ�1004-0609(2017)-01-0051-06
��������-����ѹ��Эͬ���ö���ղ�ѹ�������Ͻ����֦������Ӱ��
�����ɣ�« �գ��� �ɣ������
(�ϲ����մ�ѧ �������칤��ѧԺ���ϲ� 330063)
ժ Ҫ��
ͨ�������������ͬ��������������ѹ������ղ�ѹ����ZL114A���Ͻ�Ķ���֦����࣬�о���������������ѹ��Эͬ���ö���ղ�ѹ�������Ͻ����֦������Ӱ�죬������ղ�ѹ����ZL114A���Ͻ����֦������볬�����ʼ�����ѹ���Ĺ�ϵ������������ڳ������ʺ�����ѹ��Эͬ�����£�����ЧӦ������ѹ������ЧӦ��ͬӰ����ղ�ѹ�������Ͻ����֦����ࣻ�ڳ�������600 W������ѹ��350 kPaЭͬ�����£���ղ�ѹ�������Ͻ����֦�������С��������ѹ��С��300 kPaʱ���������ʶ����Ͻ����֦�����Ӱ��ϴ�����ѹ������300 kPaʱ������ѹ������ղ�ѹ����ZL114A���Ͻ����֦�����Ӱ��ϴ�
�ؼ��ʣ�
���Ͻ�������֦���������������������ѹ������ղ�ѹ������
��ͼ����ţ�TG249.2���� ���ױ�־�룺A
���Ͻ��������ھ������õ���ѧ���ܡ���ǿ�Ⱥ���ʴ�ԣ����������ռ�㣬�ɱ��ϵͣ���ˣ�Ӧ�÷dz��㷺[1-3]�����Dz��ô�ͳ�����칤�����������Ͻ��� ����֯��һ��֦���Ͷ���֦�����Ƚϴ��ر��Ƕ���֦���ۼ���Сֱ��Ӱ���ųɷ�ƫ�����ڶ��༰�����ķֲ����Ӷ������Ͻ�������֯�����ܲ���Ӱ�졣��ˣ�Ҫ��þ���ϸС����֯���ܵ����Ͻ�����������ƺ������̹��̡�
�ڽ������̹�����ʩ�ӳ�����������ϸ������������20����30���������ѧ�߾Ϳ�ʼ���³������ڽ�������������о�������RAMIREZ��[4]�� ���˳���������þ�Ͻ����徧��ϸ����Ӱ�죬��Ϊ������������ջ�ЧӦ���γɺܶ�ջ��ݼ�����Ѩ���ڿջ��ݵı��������У�������ǿ�ҳ�����������������˺����ڳ���ľ��壬ʹ֮��Ϊ����ľ����ʵ���ɢ�طֲ��������У�����κ��ʣ�ͬʱ�����˾�������������̺���徧��ϸС���ȡ�ESKIN[5-6]���ó����������Ͻ�����̹��̽����˽�Ϊ������о����������������������Ŀջ�ЧӦ�������κ���ֳ�����¾���ϸ�������Ͻ���������������ǿ�ȿ������6%~10%��ATAMANENKO��[7-8] ���ó������崦�����������Ͻ�ľ���ϸ���������о�����Ϊ����������ϸ��Ч����ջ�ЧӦ����Ĺ����йء���Ӣ����[9]�о��˹��ʳ�����Al-Si�Ͻ���֯�����ܵ�Ӱ�죬��Ϊ���ʳ���ͨ���Ȼ��ƺͻ�е���������Һ���κ��ʣ�����Si���ͬʱ���ջ�ЧӦ��ʹ�����еĹ辧������ɿ������ı�����̬�ͷֲ�����С��Ի�����������ã�����ϸ����֯����ߺϽ��ǿ�Ⱥ����ԡ���ɵ�[10]�о��������ʶԽ������������Ͻ����֦������Ӱ�죬�������ʩ�ӳ����������Ͻ����֦������С���Ͻ���֯�õ�ϸ������������[11]�о������������Ͻ����̵ľ���ϸ����������Ϊʩ�ӳ��������Ը����¶ȳ��ֲ��ľ����ԣ������ܹ����Լӿ�������������̽��̣������������Ͻ�ľ���ϸ����Ҫ�鹦�ڳ����ջ��ٳɵ��κ���ֳ��г��ЧӦ�����˾���������ͬʱ����ղ�ѹ������Ϊһ���Ƚ��ķ��������칤�գ����������̹����н������嶼�ܵ�ѹ���������ã����Ի�þ���ϸС����֯���ܵ��������о��������[12-13]����ѹ��������ʱ��ѹ������ʹ���Ͻ�����ͨ������֦�������խͨ�����϶������������һ�ּ�ѹ������������������������Ͻ����֦�����һ��Ϊ10~100 ��m����ѹ�����������Ͻ�������֦����������ͨ����ʵ����խ���൱��������������Ϊ��һ�ּ������á��������Ͻ����������ڼ����γ�һ���Ǽܵ�֦��������һ����ǿ�ȣ��������ļ���������֦����ǿ��ʱ��֦���ᷢ�������Ա���ֱ�����ѣ�������ϸ��������
Ŀǰ��������ר�ҶԳ�����ѹ�����������¾���ϸ�������˴������о����õ��˺ܶ��м�ֵ�Ľ��ۡ�����ղ�ѹ�������̹�����ʩ�ӳ���������ʹ������������ѹ��Эͬ���������Ͻ����壬�ؽ�������Ͻ��������̹��̵�֦��������������Ϊ�����ϴ��Ӱ�졣��ˣ���������ϵͳ�о���������������ѹ��Эͬ���ö���ղ�ѹ�������Ͻ����֦������Ӱ�죬�������Ͻ����֦������볬�����ʼ�����ѹ����ϵ��Ϊ��þ���ϸС����֯���ܸ������Ͻ������ṩ����ָ����
1 ʵ��
ͨ�������Ƶ�VCPC����ղ�ѹ�����豸�����볬����װ�ý���ʵ�飬ϵͳ����ԭ��ʾ��ͼ��ͼ1��ʾ������ղ�ѹ�������սν���ʱ����ʼ�ڳ��͡���ѹ�����̱�ѹ��ʩ�ӳ�����ֱ��йѹ��ʵʩ��������-����ѹ��Эͬ���ã�����������ͼ2��ʾ�������������γߴ�Ϊd 12 mm��100 mmԲ�������Ͳ��ý����ͣ�Ԥ���¶�Ϊ270 �棬�Ͻ�ΪZL114A(ZAlSi7Mg1A)����ע�¶�700 �����ң��ֱ������ն�20 kPa������ѹ��35 kPa����ѹʱ��80 s����ͬ��������(0��300��600��900 W)����ͬ������ѹ��(200��250��300��350 kPa)�ȹ��ղ���������ղ�ѹ�������Ͻ�������
Ϊ�˲�������֦�����Ĵ�С������ղ�ѹ����������ϵ���ͬ��λ�ֱ�ȡ��������XQ-1�ͽ�����Ƕ���Ը�����������Ƕ��������ĥ����ĥ���⣬��ʴ����ʴҺΪ0.5%HF(��������)����ʴ��ʱ��Ϊ15~ 20 s������XJP-6A�ͽ��������Ը�ʴ��������������֯�۲첢��ȡ����ͼƬ�������ý��߷���Image- Pro Plus������������Զ���֦�������в�����
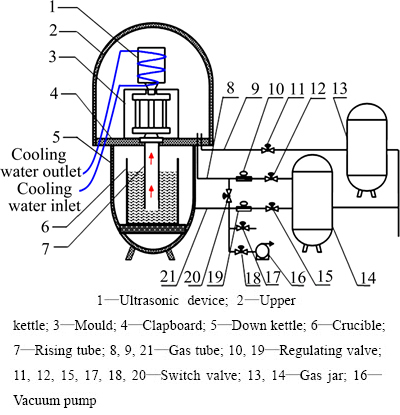
ͼ1 ����������ղ�ѹ���칤��ԭ��ͼ
Fig. 1 Working theory of vacuum counter-pressure casting under ultrasonic vibration

ͼ2 ��������-����ѹ��Эͬ���ù�������
Fig. 2 Process graphs of synergistic action between ultrasonic power and solidification pressure
2 ��������
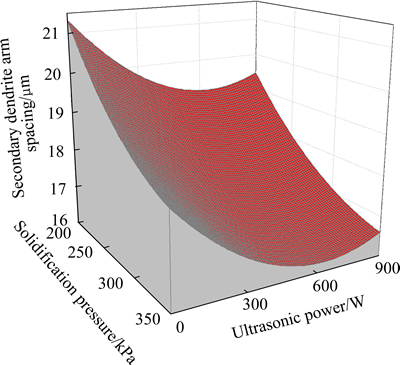
�ڳ�������-����ѹ��Эͬ�����£���ղ�ѹ����ZL114A�Ͻ������Ķ���֦�����(Secondary dendrite arm spacing, SADS)�IJ��Խ�����1���С���1�У�D1��D2��D3�ֱ�Ϊ����1��2��3֦����λ�����������Ĵ�С���ӱ�1���Եó����ڳ�������-����ѹ��Эͬ��������ղ�ѹ����ZL114A���Ͻ���������֦�����仯���ߣ������ͼ3��ʾ����ͼ3���Կ�������ղ�ѹ����ZL114A���Ͻ����֦������볬�����ʼ�����ѹ������һ���Ĺ�ϵ���������ʼ�����ѹ����ͬӰ�����֦������С������������600 W������ѹ��350 kPaʱ����ղ�ѹ����ZL114A���Ͻ����֦������2��С��������ѹ��С��300 kPaʱ���������ʶ���ղ�ѹ����ZL114A���Ͻ����֦�����Ӱ��ϴ�����ѹ������300 kPaʱ������ѹ������ղ�ѹ����ZL114A���Ͻ����֦�����Ӱ��ϴ�ͼ4��ʾΪ��ͬ������ZL114A���Ͻ�����֯��ͼ4(a)��ʾΪ����ѹ��350 kPa�����Ͻ�����֯��ͼ4(b)��ʾΪ��������600 W�����Ͻ�����֯��ͼ4(c)��ʾΪ��������600 W������ѹ��350 kPaЭͬ���õ����Ͻ�����֯����ͼ4�������Կ�������������600 W������ѹ��350 kPaЭͬ���������Ͻ�����֯����ϸС��

ͼ3 ��������-����ѹ��Эͬ�����¶���֦�����仯����ͼ
Fig. 3 Variation trend of SADS with ultrasonic power and solidification pressure
��1 ����֦�������Խ��
Table 1 Testing results of secondary dendrite arm spacing

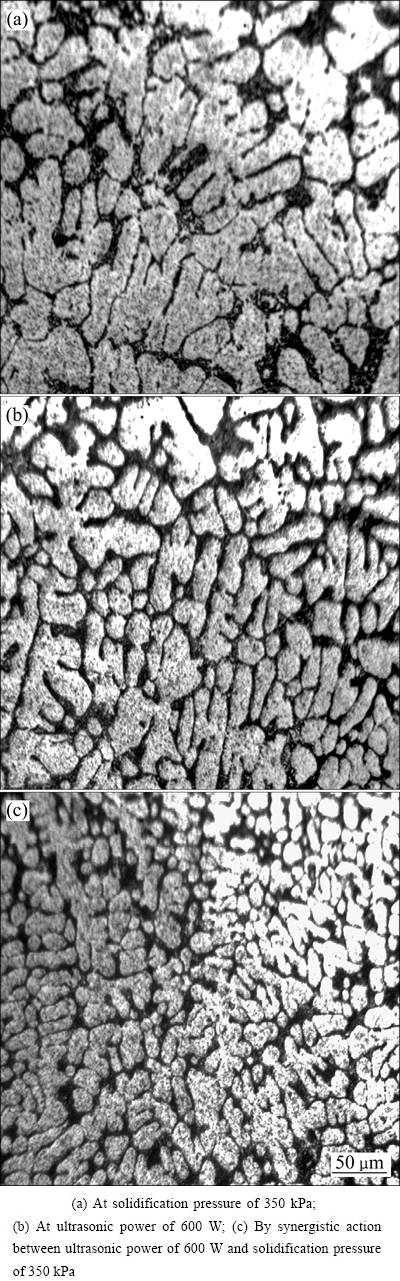
ͼ4 ��ͬ������ZL114A���Ͻ������֯
Fig. 4 Microstructures of ZL114A aluminum alloy under different conditions
ͨ����������С���˷���ϵõ���ղ�ѹ����ZL114A���Ͻ���������֦������볬�����ʼ�����ѹ���Ĺ�ϵ���棬������ͼ5��ʾ����ͼ5���Եó�����ղ�ѹ����ZL114A���Ͻ����֦������2�볬������U������ѹ��pc�Ĺ�ϵ��ʽ(1)��ʾ��

 (1)
(1)
�������û�ʹ���Ͻ������в���ǿ�ҵĿջ�����������ЧӦ�ȳ���ЧӦ���ջ�������ЧӦʹ���Ͻ����֯�õ�ϸ�����ﵽ�˼�С����֦������Ч��[14-16]�����dz�������Խ����ЧӦЧ��Խ���������������ʴ���600 Wʱ���䳬���������������ո��࣬�������������ֲ��¶����ߣ��ӳ���������֦���ij���ʱ�䣬����ʹ��֯��ִ���֦�����Ҳ�� ��[17-18]����ղ�ѹ����������ѹ���������»�����������á��������õĴ�С��Ҫȡ��������ѹ��������ѹ��Խ�������þ�Խǿ������Һ���ܹ���˳����ͨ������֦�������խͨ�����������������ң��ڼ��������У���ʹ֦�����ɹǼܣ�ֻҪ��ǿ�ȵ��ڼ�����ѹ����֦���ᷢ�����Ա��������ᱻҺ������ϣ�ʹ���뾧�����֦࣬��ϸС[19-20]���ڳ�������-����ѹ��Эͬ�����£����Ͻ������ͬʱ�ܵ��������ü�����ѹ�������ã���������-����ѹ��Эͬ����ʾ��ͼ��ͼ6��ʾ���������ջ�ЧӦ�����Ŀջ����γɳ�������У���������ѹ������ЧӦ�����ļ�ѹ��ʹ�ջ��ݸ����ױ����������ܶ���ʼ�Ŀջ��ݱ�����������У������Ĵ���ǿ�ҵij���������������˺����ڳ����֦�����γɴ�������ľ����ʵ㣬���������������ӣ�ʹ���Ͻ����֯�õ�ϸ����ͬʱ���������ò�����������Ч��������ղ�ѹ��������ѹ�������²����������������ӣ��������������Ͻ����������ʵ���ɢ�����³���֦���Ķ���֦���ڸ������ײ������ʵĸ��������¾������۶ϵ������Ҽ�ʹ֦�����ɹǼܣ�ֻҪ��ǿ�ȵ��ڳ�������-����ѹ��Эͬ�����ĵ�������֦��������ױ�Һ������ϣ�ʹ���뾧�����࣬��һ��ϸ����������С����֦����ࡣ
ͼ5 ����֦������볬�����ʺ�����ѹ����ϵ���ͼ
Fig. 5 Fitting relationship of SADS with ultrasonic power and solidification pressure

ͼ6 ��������-����ѹ��Эͬ����ʾ��ͼ
Fig. 6 Sketch map of synergistic action between ultrasonic power and solidification pressure
3 ����
1) �������ʺ�����ѹ��Эͬ���ö���ղ�ѹ�������Ͻ����֦�����Ӱ�����ԡ�����������600W������ѹ��350 kPaʱ����ղ�ѹ�������Ͻ����֦�������С��������ѹ��С��300 kPaʱ���������ʶ����Ͻ����֦�����Ӱ��ϴ�����ѹ������300 kPaʱ������ѹ������ղ�ѹ����ZL114A���Ͻ����֦�����Ӱ��ϴ�
2) ��������ղ�ѹ����ZL114A���Ͻ����֦������2�볬������U������ѹ��pc�Ĺ�ϵ��
REFERENCES
[1] ������, ������, ���¾�. ��յ�ѹ��ʧģ�����������ʧģ�������Ͻ���֯�����ܶԱ�[J]. �й���ɫ����ѧ��, 2013, 23(1): 22-28.
JIANG Wen-ming, FAN Zi-tian, LIU De-jun. Comparison of microstructures and properties of aluminum alloy between expendable pattern shell casting with vacuum and low-pressure and lost foam casting[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(1): 22-28.
[2] BAREKAR N S, DAS S, YANG X, HUANG Y, EL FAKIR O, BHAGURKAR A G, ZHOU L, FAN Z. The impact of melt conditioning on microstructure, texture and ductility of twin roll cast aluminium alloy strips [J]. Materials Science and Engineering A, 2016, 650(5): 365-373.
[3] SHIN J S, KO S H, KIM K T. Development and characterization of low-silicon cast aluminum alloys for thermal dissipation[J]. Journal of Alloys and Compounds, 2015, 644(25): 673-686.
[4] RAMIREZ A, QIAN M, DAVIS B. Potency of high-intensity ultrasonic treatment for grain refinement of magnesium alloys[J]. Scripta Materialia, 2008, 59: 19-22.
[5] ESKIN C I. Broad prospects for commercial application of the ultrasonic (cavitation) melt treatment of light alloys[J]. Ultrasonics Sonochemistry, 2001, 8(3): 319-325.
[6] ESKIN C I. Improvement of the structure and properties of ingots and worked aluminum alloy semifinished products by melt ultrasonic treatment in a cavitation regime[J]. Metallurgist, 2010, 54(7): 505-513.
[7] ATAMANENKO T V,ESKIN D G, ZHANG L, KATGERMAN L. Criteria of grain refinement induced by ultrasonic melt treatment of aluminum alloys containing Zr and Ti[J]. Metallurgical and Materials Transactions A, 2010, 41(8): 2056-2066.
[8] ZHANG L,ESKIN D G, KATGERMAN L. Influence of ultrasonic melt treatment on the formation of primary intermetallics and related grain refinement in aluminum alloys[J]. Journal of Materials Science, 2011, 46(15): 5252-5259.
[9] ��Ӣ��, ���, ������, �߲���, ����̩. ���ʳ�����Al-Si�Ͻ���֯�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 1999, 9(4): 719-722.
LI Ying-long, LI Bao-mian, LIU Yong-tao, GAO Cai-ru, DAI En-tai. Effect of high-intensity ultrasounic on structures and properties of Al-Si alloys [J]. The Chinese Journal of Nonferrous Metals, 1999, 9(4): 719-722.
[10] ���, ������, «��, �����. �������ʶԽ������������Ͻ����֦������Ӱ��[J]. �������켰��ɫ�Ͻ�, 2015, 35(1): 103-105.
LI Cheng, YAN Qing-song, LU Gang, SHEN Jia-li. Effect of power ultrasonic on secondary dendrite arm spacing in metal permanent mould casting aluminum alloy[J]. Special Casting & Nonferrous Alloys, 2015, 35(1): 103-105.
[11] JIANG R P,LI X Q, ZHANG M. Investigation on the mechanism of grain refinement in aluminum alloy solidified under ultrasonic vibration[J]. Metals and Materials International, 2015, 21(1): 104-108.
[12] ������, �� ��, κ����, ��־��, �̳���. ��ղ�ѹ���칤�յ����̲���������ģ��[J]. �й���ɫ����ѧ��, 2008, 18(6): 1051-1057.
YAN Qing-song, YU Huan, WEI Bo-kang, XU Zhi-feng, CAI Chang-chun. Solidification feeding behavior and model of vacuum counter-pressure casting technology[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(6): 1051-1057.
[13] YAN Qing-song, YU Huan, XU Zhi-feng, XIONG Bo-wen, CAI Chang-chun. Effect of holding pressure on the microstructure of vacuum counter-pressure casting aluminum alloy[J]. Journal of Alloys and Compounds, 2010, 501: 352-357.
[14] ��ӨӨ. ���Ͻ�������֯�ij���ϸ�������о�[D]. ����: ����������ѧ, 2010.
DING Ying-ying. Study on refinement mechanisms of aluminum alloy solidification treated by high intensity ultrasonic[D]. Dalian: Dalian University of Technology, 2010.
[15] ESKIN G I, MAKAROV G S. Effect of cavitation melt treatment on the structure refinement and property improvement in cast and deformed hypereutectic Al-Si alloys[J]. Materials Science Forum. 1997, 242: 65-70.
[16] ���. ֱ��ʽ������ʩ���������鼰�����̶���ѧ�����о�[D]. ��ɳ: ���ϴ�ѧ, 2010.
LI Kai-ye. Study on Straight type ultrasonic vibration test and its solidification kinetics mechanism[D]. Changsha: Central South University, 2010.
[17] HUANG Hai-jun, XU Yi-fan, SHU Da, HAN Yan-feng, WANG Jun, SUN Bao-de. Effect of ultrasonic melt treatment on structure refinement of solidified high purity aluminum[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(7): 2414-2419.
[18] �� Ǩ. ���ʳ������������Ͻ����̹��̵�Ӱ��[D]. ����: �廪��ѧ, 2008.
HE Qian. Effect of power ultrasonic treatment on solidification process of pure aluminum and aluminum alloy[D]. Beijing: Tsinghua University, 2008.
[19] ������, �� ��, « ��, �ܲ���, ¬��ƽ. �ᾧѹ������ղ�ѹ�������Ͻ����֦������Ӱ��[J]. �й���ɫ����ѧ��, 2014, 24(5): 1194-1199.
YAN Qing-song, YU Huan, LU Gang, XIONG Bo-wen, LU Bai-ping, ZOU Xun. Effect of crystallization pressure on secondary dendrite arm spacing of vacuum counter-pressure casting aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(5): 1194-1199.
[20] KOVACHEVA R, BACHVAROV G, DAFINOVA R. Influence of the counter pressure casting conditions on the microstructural characteristics of AlSi7Mg castings[J]. Journal of Materials Science and Technology, 1996, 12(1): 42-56.
Effect of synergistic action between ultrasonic power and solidification pressure on secondary dendrite arm spacing of vacuum counter-pressure casting aluminum alloy
YAN Qing-song, LU Gang, LI Cheng, SHEN Jia-li
(School of Aeronautic Manufacturing Engineering, Nanchang Hangkong University, Nanchang 330063, China)
Abstract: The effect of synergistic action between ultrasonic power and solidification pressure on the secondary dendrite arm spacing of vacuum counter-pressure casting ZL114A aluminum alloy was studied through testing and analyzing the secondary dendrite arm spacing subjected to different ultrasonic power and solidification pressure. Meanwhile, the relationship of the secondary dendrite arm spacing of vacuum counter-pressure casting ZL114A aluminum alloy with ultrasonic power and solidification pressure was established. The results indicate that ultrasonic effect and extrusion and infiltration effect of solidification pressure affect the secondary dendrite arm spacing of vacuum counter-pressure casting aluminum alloy under synergistic action between ultrasonic power and solidification pressure, and the secondary dendrite arm spacing of aluminum alloy is the smallest under synergistic action of 600 W ultrasonic power and 350 kPa solidification pressure. When the solidification pressure is less than 300 kPa, the effect of ultrasonic power on secondary dendrite arm spacing is obvious, but when the solidification pressure is more than 300 kPa, the effect of solidification pressure on secondary dendrite arm spacing is greater.
Key words: aluminum alloy; secondary dendrite arm spacing; ultrasonic power; solidification pressure; vacuum counter-pressure casting
Foundation item: Project(51261025) supported by the National Natural Science Foundation of China
Received date: 2015-09-08; Accepted date: 2016-05-20
Corresponding author: YAN Qing-song; Tel: +86-791-83953326; E-mail: yanqs1973@126.com
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(51261025)
�ո����ڣ�2015-09-08�������ڣ�2016-05-20
ͨ�����ߣ������ɣ����ڣ���ʿ���绰��0791-83953326��E-mail: yanqs1973@126.com
ժ Ҫ��ͨ�������������ͬ��������������ѹ������ղ�ѹ����ZL114A���Ͻ�Ķ���֦����࣬�о���������������ѹ��Эͬ���ö���ղ�ѹ�������Ͻ����֦������Ӱ�죬������ղ�ѹ����ZL114A���Ͻ����֦������볬�����ʼ�����ѹ���Ĺ�ϵ������������ڳ������ʺ�����ѹ��Эͬ�����£�����ЧӦ������ѹ������ЧӦ��ͬӰ����ղ�ѹ�������Ͻ����֦����ࣻ�ڳ�������600 W������ѹ��350 kPaЭͬ�����£���ղ�ѹ�������Ͻ����֦�������С��������ѹ��С��300 kPaʱ���������ʶ����Ͻ����֦�����Ӱ��ϴ�����ѹ������300 kPaʱ������ѹ������ղ�ѹ����ZL114A���Ͻ����֦�����Ӱ��ϴ�
