

Microstructure and mechanical properties of new metastable �� type titanium alloy
ZHOU Zhong-bo(���в�)1, FEI Yue(�� Ծ)1, LAI Min-jie(������)1, KOU Hong-chao(�ܺ곬)1,
CHANG Hui(�� ��)1, SHANG Guo-qiang(�̹�ǿ)2, ZHU Zhi-shou(��֪��)2,
LI Jin-shan(���ɽ)1, ZHOU Lian(�� ��)1
1. State Key Laboratory of Solidification Processing, Northwestern Polytechnical University, Xi��an 710072, China;
2. Beijing Institute of Aeronautical Materials, Beijing 100095, China
Received 27 November 2009; accepted 4 May 2010
Abstract:
A new metastable �� type titanium alloy called TB-13 with the combination of excellent strength and ductility was developed successfully. In order to develop a perspective on this new alloy, the influence of several commonly used heat treatments on the microstructure and properties was studied. In solution-treated and quenched samples, a low-temperature aging at 480 ��C results in the precipitation of finer �� phase. The precipitation of coarser �� phase plate at higher aging temperature (560 ��C) leads to the increase of tensile ductility but reduction of strength. During low-temperature aging at 300 ��C, quite homogeneous distribution of fine isothermal �� phase particles was found. The isothermal �� phase provides nucleation sites for �� phase during two-step aging process and makes �� phase extremely fine and disperse uniformly in b matrix. Thus, TB-13 alloy is strengthened and its mechanical properties are improved.
Key words:
metastable �� titanium; heat treatment; microstructure; mechanical property;
1 Introduction
Metastable �� titanium alloys are becoming increasingly attractive for commercial applications in high strength structural components. In contrast to ��+�� alloys, metastable �� titanium alloys do not transform martensitically upon quenching to room temperature, resulting in a metastable �� phase[1]. Metastable �� titanium alloys offer potential advantages of higher tensile and fatigue strengths, greater ability of heat treatment to high strength in thickness section, easier fabrication into some semi-products and enhanced formability[1-3]. While the primary applications continue increasing in the aerospace markets[3-5], metastable �� titanium alloys fast gain applications involving non-aerospace military, automotive parts, oil well down-hole service and surgical implant due to their properties[6-9].
In recent years, with increasing requirement of lighter aircrafts, more and more �� type titanium alloys with high strength and ductility are demanded. Several high strength titanium alloys including Ti-1023, VT22 and Ti-15-3 are used. However, these alloys are proposed to contain Fe, so they have a tendency for solidification segregation which leads to beta fleck[10-12]. The alloys do not have high strength and high ductility at the same time. Accordingly, the exploring of a new titanium alloy with a balanced strength and ductility is necessary considering the practical applications.
TB-13 alloy is a new metastable �� titanium alloy belonging to a seven-component system with good combination of high ductility and strength. In the alloy designing, a method which combined the first principle calculation, molybdenum equivalence and d-electron alloy design approach[13-15] was employed. In order to obtain high strength and high ductility and avoid severe segregation, the alloying element used in this method is to obtain the largest effect with the smallest added amount. To improve mechanical properties, appropriate amount of �� phase stabilized elements present in a form of solid-solution are added to this alloy. Further increase in strength and ductility is attained by adding other elements present in a form of precipitation. It is expected that the growth of the crystal grains in �� phase is suppressed by precipitation of �� phase, which in turn improves the ductility of the alloy. The nominal composition of TB-13 alloy is Ti-7.5Mo-4.8Nb-3.8Ta- 3.6Zr-4Cr-2Al (mass fraction, %). The result of tensile tests of TB-13 alloy under different heat treatment conditions was studied, and the corresponding microstructures and formation mechanisms of various heat treatment conditions were also discussed.
2 Experimental
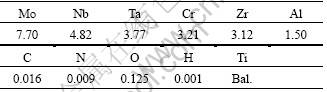
TB-13 alloy was prepared by remelting high purity Ti sponge(99.5%), Ti-Mo(30%), Ti-Nb(50%), Zr sponge(99.5%), Cr and Al (99.95%) (mass fraction) in a vacuum arc furnace. The ingot with a size of d 100 mm��90 mm was remelted three times to ensure the chemical homogeneity. The chemical composition of the ingot is listed in Table 1. TB-13 alloy ingot was firstly hot forged to a square billet with dimensions of 45 mm�� 45 mm using an industrial forging machine, and then hot rolled into a round bar with a diameter of 14 mm at 780��. Specimens for microstructural investigation were taken from the bars with a length of 10 mm. Solution treatments were carried out as follows: the specimens were first heated at different temperatures for 30 min and then water quenched (WQ). Aging treatments were performed at specific temperatures for 8 h followed by air cooling.
Table 1 Chemical composition of TB-13 (mass fraction, %)
The microstructure and phase content of TB-13 alloys were determined by optical microscopy (OM), scanning electron microscopy (SEM), transmission electron microscopy (TEM) and X-ray diffraction (XRD) analysis. The specimens for OM and SEM observation were prepared by rough and fine polishing followed by etching with 10% HF, 20% HNO3 and 70% H2O (volume fraction). Samples for TEM observation were prepared by mechanical grinding to 60 ��m thickness and electropolishing in a solution of 63% methanol, 32% butanol and 5% perchlorate (volume fraction) at -40 ��C with a voltage of 40 V. Tensile tests were performed at room temperature under a strain rate of 1.5��10-4 s-1. The gage length of the specimens was 25 mm.
3 Results and discussion
3.1 Microstructure of rolled bar
The typical microstructure of TB-13 rolled bar is shown in Fig.1. It can be seen from Fig.1 that the initial microstructure consists of an even distribution of small globular �� phase particles in a retained �� phase matrix. The grain of �� phase is highly elongated in the rolling direction and the grain boundary is discontinuous. It is confirmed that the microstructure of the material becomes relatively homogenous after hot forging in the �� phase followed by ��+�� rolling.
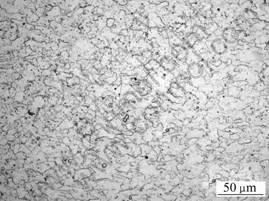
Fig.1 Optical micrograph of TB-13 rolled bar
3.2 Determination of ��-transus temperature
The ��-transus temperature is a critical temperature for the microstructure control of titanium alloy, which can be used as a guide in selecting annealing temperatures. First, XRD method was used to determine the ��-transus temperature of TB-13 alloy. The XRD patterns of TB-13 titanium alloy after solution treatment at 805, 810, 815, and 820 ��C, respectively for 30 min are shown in Fig.2. TB-13 alloy after different heat treatment is mainly composed of �� phase. There is also a small amount of �� phase in the specimens solution treated blow 815 ��C. With increasing temperature, the diffracted X-ray intensity of �� phase was decreased. These spectra confirm that higher solution temperature results in a decrease in �� phase volume fraction, and �� phase is not present after the alloy is water quenched at 820 ��C. As a result, the �� transus temperature of TB-13 alloy is estimated between 815 ��C and 820 ��C.
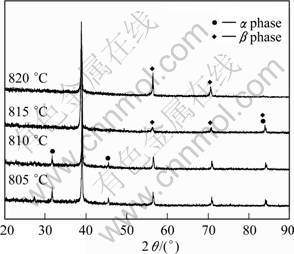
Fig.2 XRD patterns of TB-13 alloy solution treated at different temperature for 30 min and then water quenched
In order to validate the �� transus temperature of TB-13 alloy, the conventional method of the phase disappearance method was used. Fig.3 shows the optical micrographs of specimens after solution treatment at 800, 810, 820, and 860 ��C for 30 min, respectively. It can be seen that the volume fraction of �� phase obviously decreases with increasing the solution temperature, meanwhile, the size of �� phase grain increases. After quenching at 820 ��C, �� phase is retained apparently without any �� precipitation, as shown in Fig.3(c), which implies that the ��-transus temperature of TB-13 alloy is between 815 ��C and 820 ��C. All the age treated specimens were firstly solution treated at 860 ��C. Fig.3(d) shows the �� phase grain size of the specimens which solution treated at 860 ��C. Compared with Fig.3(c), the equiaxed �� phase grain becomes coarser quickly from 20-25 ��m to 100-110 ��m when solution treated at 820 and 860 ��C, respectively.
3.3 Evolution of microstructures with heat treatment
Commonly used aging processes such as one-step aging and two-step aging were applied to investigate the influence of heat treatment on the microstructure.
The SEM and TEM images shown in Fig.4 present the features of �� phase obtained by aging the TB-13 alloy at 480 ��C for 8 h after solution treatment at 860 ��C for 30 min. The �� phase forms in a shape of plate (shown in Figs.4(a) and (b)), having the Burgers orientation relationship with �� phase in which it forms[16]. During aging, a nucleus of �� phase forms, and because of the close atomic matching along this common plane, �� phase thickens relatively slow perpendicular to this plane but grows fast along the plane, thus developing a lath-like �� phase. �� phase is fine and homogeneously distributes on the �� phase matrix as shown in Fig.4(a). It is well known that grain boundaries, dislocations and vacancies are the inherent fault in alloys and conduce to the nucleation of precipitate. Compared with grain boundaries and dislocations, the influence of vacancies on precipitation is relatively weak, but the effect becomes important when the alloy driving force of precipitation is high[17]. Here the low stability of metastable phase in TB-13 alloy specimens after beta solution treatment and aging at relatively low temperature offers a possibility for vacancies to operate. Accordingly, high density precipitates are produced because the driving force of precipitation is high enough.
Fig.5 shows the microstructures of TB-13 alloy after aging at 560 ��C for 8 h observed by SEM and TEM. Compared with that aged at 480 ��C (Fig.4), the grains of �� phase plate are highly elongated on one direction. By changing the aging temperature, both the amount and distribution of �� phase are modified. The nucleation of precipitates in TB-13 alloy during relatively high temperature aging is typically considered to take place at grain boundaries as the side plates form and grow into the grain. As shown in Figs.5(c) and (d), the nucleation and growth process accompanied with the nucleation take place at intragranular sites independent of the grain boundary(Fig.5(b)). Comparison between Fig.4(a) and Fig.5(a) shows that the higher the aging temperature is, the less the �� phase is. A more homogeneous distribution of nuclei leads to more homogeneous distribution of �� phase at relatively low aging temperature.

Fig.3 Optical micrographs of TB-13 alloy after solution treatment at 800 ��C (a), 810 ��C (b), 820 ��C (c), 860 ��C (d) for 30 min, respectively, followed by water quenching
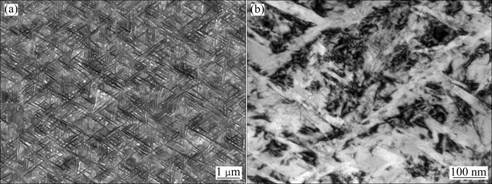
Fig.4 Microstructures of TB-13 alloy after solution treatment at 860 ��C and aging at 480 ��C: (a) SEM image; (b) Bright-field TEM image
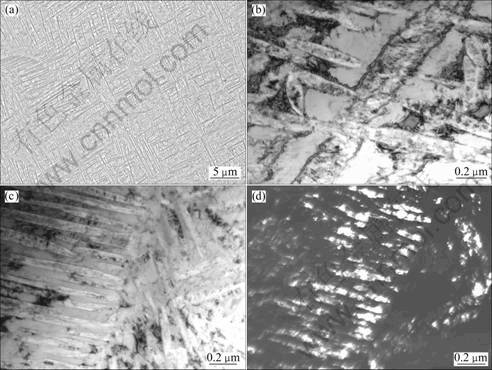
Fig.5 Microstructures of TB-13 alloy after solution treatment at 860 ��C and aging at 560 ��C: (a) SEM image; (b), (c) Bright-field TEM image; (d) Dark-field TEM image
The microstructures of TB-13 alloy after 860 ��C solution treatment and (300 ��C, 2 h)+(560 ��C, 8 h) two-step aging are shown in Fig.6. It can be seen from Fig.6(a) that the size and distribution of �� phase in two-step aging alloy is finer and more uniform than those in one-step aging(Fig.4(b) and Fig.5(b)). The orientation relationship of �� phase and the transformed �� phase is observed by transmission electron microscope. The schematic of the diffraction pattern is presented in Fig.6(b), that indicating the (0001) pattern of the �� phase in the transformed �� phase matrix is superimposed on the �� phase pattern. This is consistent with the established orientation relationship[15-16] between [0001] zone axis of �� phase (the strong spots) and [011] zone axis of �� phase (the weak spots). The orientation relationship between the two phases is: [011]//[0001] and (![]() )// (
)// (![]() ).
).
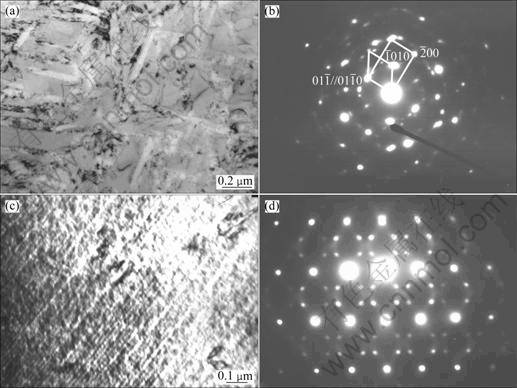
Fig.6 TEM images and selected area electron diffraction (SAED) patterns of TC-13 alloy after solution treating at 860 ��C and two-step aging: (a) TEM image after 300 ��C for 2 h, 560 ��C for 8 h two-step aging; (b) SAED pattern after 300 ��C for 2 h, 560 ��C for 8 h two-step aging; (c) TEM image after aging at 300 ��C for 2 h; (d) SAED pattern after aging at 300 ��C for 2 h
A low temperature aging at 300 ��C for 2 h was conducted to study the formation of isothermal �� phase in TB-13 alloy. Fig.6(c) shows a dark field TEM image of the specimen, revealing numerous isothermal �� phases formed in the �� phase matrix. In Fig.6(d), sharp �� phase reflections are accompanied the �� phase reflections. The reflections of isothermal �� phase are sharp due to the long-range displacement of this phase. As reported in Refs.[18-20], the isothermal �� phase provides nucleation sites for the �� phase which forms during the following high temperature aging, resulting in very fine and homogeneous distribution of �� phase (Fig.6(a)).
3.4 Mechanical properties of TB-13 alloy
The tensile properties of TB-13 alloy specimens with different heat treatment and Ti-1023 alloy are summarized in Table 2. Compared with Ti-1023 alloy, the strength of TB-13 alloy is higher in the solution-treated condition, but the tensile ductility is lower. A possible reason for this phenomenon is that alloying elements in TB-13 alloy are higher than those in Ti-1023 alloy, which increases the forces of atom-atom interaction and enhances the relative stability of the �� phase.
Table 2 Tensile properties of TB-13 alloy in different heat treatment conditions and Ti-1023 alloy

The metastable �� alloys require careful thermomechanical processing to control the final microstructure, which determines the required mechanical property[1]. Table 2 shows that the aging of TB-13 alloy after solution treatment leads to a significant increase in strength and decrease in ductility. The strength achieves 1 640 MPa when the aging temperature is 480 ��C. Even if the aging temperature is 560 ��C, the ultimate strength is as high as 1 300 MPa. In comparison, the ultimate strength of Ti-1023 alloy aged at 500 ��C is 1 225 MPa. Furthermore, the tensile ductility of Ti-1023 alloy is lower than that of TB-13 alloy, and it is inferior in melting for containing Fe. As shown in Table 2, higher aging temperature results in a decrease in tensile strength and an increase in ductility. Apparently, the higher the aging temperature is, the less and coarser the �� phase becomes (see Fig.4(b) and Fig.5(b)). Hence, the change of strength and ductility of TB-13 alloy with different aging temperatures can be easily understood. The combination of strength and ductility in TB-13 alloy can be optimized by selecting an appropriate combination of aging temperature and time. As seen in Table 2, TB-13 alloy shows an excellent combination of strength and ductility after two-step aging processing. The ultimate strength is near 1 320 MPa and the specific elongation is 16.0%. This is due to the fact that uniform and fine dispersion of �� phase is achieved by the nucleation of �� phase on the isothermal �� particles formed during the low temperature aging.
4 Conclusions
1) The �� transus temperature of the experimental alloy TB-13 is determined by XRD pattern to be close to 817 ��C.
2) The �� precipitates of TB-13 alloy exhibit very fine plate structure after solution and aging treatment. The higher the aging temperature is, the coarser �� plate is, the lower the strength is and the higher the ductility is.
3) Uniform and fine distribution of �� phase can be obtained after two-step aging processing. As a result, the optimal combination of strength and ductility is acquired in the TB-13 alloy compared to one-step aging. The ultimate strength is near 1 320 MPa and the specific elongation is 16.0%.
References
[1] TJERING L, WILLIAMS J C G. Titanium [M]. Harburg, Berlin Heidelberg: spminger, 2007: 283-284.
[2] NYAKANA S, FANNING J, BOYER R. Quick reference guide for �� titanium alloys in the 00s [J]. Journal of Materials Engineering and Performance, 2005, 14(6): 799-811.
[3] GE Peng, ZHAO Yong-qing, ZHOU Lian. Aging properties and microstructures of Ti-B20 titanium alloy [J]. Transactions of Nonferrous Metals Society of China, 2006, 16(S3), 2077-2081.
[4] BOYER R R. Titanium for aerospace: Rationale and applications [J]. Advanced Performance Materials, 1995, 2(4): 349-368.
[5] WILLIAMS J C, STARKE E A. Progress in structural materials for aerospace systems [J]. Acta Materialia, 2003, 51(19): 5775-5799.
[6] YU Zhen-tao, ZHENG Yu-feng, NIU Jin-long, HUANGFU Qiang, ZHANG Ya-feng, YU Sen. Microstructure and wear resistance of Ti-3Zr-2Sn-3Mo-15Nb(TLM) alloy [J]. Transactions of Nonferrous Metals Society of China, 2007, 17(S1): 495-499.
[7] FANNING J. Military applications for �� titanium alloys [J]. Journal of Materials Engineering and Performance, 2005, 14(6): 686-690.
[8] MONTGOMERY J, WELLS M. Titanium armor applications in combat vehicles [J]. Journal of the Minerals, Metals and Materials Society, 2001, 53(4): 29-32.
[9] MITSUO N, SHUNICHIRO A, MASUO H, MASAHIKO I, KOICHI M. Ti-2007 Science and Technology [M]. Sendai: The Japan Institute of Metals, 2007: 1371-1645.
[10] OMBERGER H B, FROES F H. Melting of titanium [J]. Journal of Metals, 1984, 36(12): 39-47.
[11] MITCHELL A. Melting, casting and forging problems in titanium alloys [J]. Materials Science and Engineering A, 1998, 243(1/2): 257-262.
[12] TETYUKIN V V, KURAPOV V N, DENISOV Y P. Segregation and phase heterogeneity in titanium ingots and semifinished products [C]//KIMURA H, IZUMI O. Titanium'80, Science and Technology. Kyoto: Metall Soc of AIME,1980: 2117-2128.
[13] ABDEL-HADY M, FUWA H, HINOSHITA K, KIMURA H, SHINZATO Y, MORINAGA M. Phase stability change with Zr content in ��-type Ti-Nb alloys [J]. Scripta Materialia, 2007, 57(11): 1000-1003.
[14] ABDEL-HADY M, HINOSHITA K, MORINAGA M. General approach to phase stability and elastic properties of ��-type Ti-alloys using electronic parameters [J]. Scripta Materialia, 2006, 55(5): 477-480.
[15] ABDEL-HADY M, MORINAGA M. Controlling the thermal expansion of Ti alloys [J]. Scripta Materialia, 2009, 61(8): 825-827.
[16] KAR S K. Modeling of mechanical properties in alpha/beta-titanium alloys [D]. Ohio: The Ohio State University, 2005: 14.
[17] GE P, ZHAO Y, ZHOU L. Influence of solution conditions on aging response of a new metastable beta titanium alloy [J]. Rare Metal Materials and Engineering, 2006, 35(5): 707-710. (in Chinese)
[18] WILLIAMS J, HICKMAN B, LESLIE D. The effect of ternary additions on the decompositon of metastable beta-phase titanium alloys [J]. Metallurgical and Materials Transactions B, 1971, 2(2): 477-484.
[19] PRIMA F, VERMAUT P, THIBON I, PRIMA F, VERMAUT P, THIBON I, ANSEL D, DEBUIGNE J, GLORIANT T. Nanostructured metastable beta-titanium based alloy[C]//MA E, ATZMON M, KOCH C C. Materials Science Forum. Michigan: Trans Tech Publications Ltd, 2001: 307-314.
[20] PRIMA F, VERMAUT P, TEXIER G, PRIMA F, VERMAUT P, TEXIER G, ANSEL D, GLORIANT T. Evidence of ��-nanophase heterogeneous nucleation from �� particles in a ��-metastable Ti-based alloy by high-resolution electron microscopy [J]. Scripta Materialia, 2006, 54(4): 645-648.
[21] BOYER R, COLLINGS E W, WELSCH G, ANSEL D, GLORIANT T. Materials Properties Handbook: Titanium Alloys [M]. USA: ASM International, 1994: 834-837.
[22] DUERIG T, TERLINDE G, WILLIAMS J. Phase transformations and tensile properties of Ti-10V-2Fe-3AI [J]. Metallurgical and Materials Transactions A, 1980, 11(12): 1987-1998.
Foundation item: Project(2007CB613802) supported by the National Basic Research Program of China; Project(KP200912) supported by the Research Fund of the State Key Laboratory of Solidification Processing (NWPU), China
Corresponding author: KOU Hong-chao; Tel: +86-29-88491764; E-mail: hchkou@nwpu.edu.cn
DOI: 10.1016/S1003-6326(10)60637-1
