���±�ţ�1004-0609(2013)08-2156-07
��ѹ�ȶ�Mg-6Zn-1Y-1Ce�Ͻ���֯����ѧ���ܵ�Ӱ��
������1����ѧ��1���� �P2
(1. ����������ѧ ���Ͽ�ѧ�빤��ѧԺ������ 454000��
2. ����������ѧ ���ù���ѧԺ������ 454000)
ժ Ҫ����300 �潫d 50 mm����̬Mg-6Zn-1Y-1Ce�Ͻ�ѹ��d 14 mm��d 12 mm��d 10 mm�İ��ģ�ʹ��X�������䡢��ѧ������ɨ��羵����羵�����Ͻ���֯�������������������ܡ�����������Ͻ��ٽᾧ��֯�뼷ѹ����أ���ѹ��Խ���ٽᾧԽ��֣�d 14 mm��d 12 mm��d 10 mm�������ٽᾧ��������ֱ�Ϊ69.0%��85.8%��99.1%��ƽ�������ߴ�ֱ�Ϊ2.7��2.9��5.9 ��m������ǿ�ȷֱ�Ϊ327.4��286.5��237.5 MPa���Ͻ�ĸ�ǿ�ȹ����ںϽ�ϸ��ǿ�����ۺ����á�
�ؼ��ʣ�þ�Ͻ𣻼�ѹ�ȣ���֯����������
��ͼ����ţ�TG146.2 �� �� ���ױ�־�룺A
Effects of extrusion ratio on microstructure and mechanical properties of Mg-6Zn-1Y-1Ce alloy
YANG Wen-peng1, GUO Xue-feng1, REN Fang2
(1. School of Materials Science and Engineering, Henan Polytechnic University, Jiaozuo 454000, China;
2. School of Economic and Management, Henan Polytechnic University, Jiaozuo 454000, China)
Abstract: Mg-6Zn-1Y-1Ce alloy bars with diameters of 14 mm, 12 mm and 10 mm were prepared by extrusion from as-cast ingots with diameter of 50 mm at 300 ��. The microstructures were examined by XRD, OM, SEM and TEM, and the tensile properties were tested at room temperature. The results show that the recrystallization microstructure of as-extruded alloys correlates to the extrusion ratio. The recrystallized area fractions for bars of d 14 mm, d 12 mm and d 10 mm are 69.0%, 85.8% and 99.1%, respectively. The mean grain sizes are 2.7, 2.9 and 5.9 ��m, respectively. The yield strengths are 327.4, 286.5 and 237.5 MPa, respectively. The high strengths are attributed to the combined action of alloying and fine-grain strengthening mechanism.
Key words: magnesium alloy; extrusion ratio; microstructure; tensile properties
��������������ҵ�Ľ��ܼ����ѳ�Ϊ��������ע�Ľ��㣬������������Դ�Ʊ���ǿ�ȡ����ܶȵĸ����ܲ���������Ч�Ľ������֮һ��þ�����ܶȵ͡���Դ���㡢�����������õ��ŵ���ܵ��㷺��ע��Ŀǰ��þ�Ͻ��Ѿ�����������ָ���������������ͺ��ա����������[1-2]���о���������������ϡ����þ�Ͻ���γɸ���ǿ���࣬ʹ�Ͻ����������ҡ�������ѧ����[3-4]��GUO��[5-6]ͨ����Mg-6Zn�Ͻ�����������Y��CeԪ�ؿ�����ǿ��Mg-Zn-Y-Ce�Ͻ𣬸�ϵ�Ͻ����ǿ�ȴ�520 MPa������쳤�ʴ�27%��Ȼ����Ŀǰ����Mg-Zn-Y-Ceϵ�Ͻ�ı�����Ҫ�ǿ������̱�������(����)��ѹ���εIJ�Ʒ��������̬�Ͻ���������˼�ѹ˿�ĵ���֯������[7]����ѹ����̬�Ͻ���õ����Լӹ�����֮һ���Ͻ���֯ϸ���̶��뼷ѹ�¶Ⱥͼ�ѹ��������ء���ѹ�¶Ƚϵ�ʱ���ٽᾧ����ϸС�����Ͻ��л����δ�ٽᾧ��������¶���֯��δ�ٽᾧ�������٣��������᳤��[8]����ѹ�ȵı仯ʵ������Ӧ�����ı仯��ͨ����Ϊ��ѹ��Խ����֯Խ���ȡ�ϸС[9]��Ȼ�����ڼ�ѹ����ͬʱ������ѹ�ȱ�Ȼʹ��ѹ�ٶȽ��ͣ���Ŀǰ���о�δ̽�ּ�ѹӦ�����ʶ���֯�����ܵ�Ӱ�졣���ڸ�ǿ��Mg-6Zn-1Y-1Ce�Ͻ𣬱�������֮ǰ�о��˼�ѹ�¶ȶ�����֯������Ӱ�죬����300 ���DZȽϺ����ļ�ѹ�¶�[8]������ѹ�ȶ���֯�����ܵ�Ӱ����δ��������ˣ�����������300 ���о���ѹ�ȶ�Mg-6Zn-1Y-1Ce�Ͻ���֯�����ܵ�Ӱ�죬̽�ּ�ѹӦ�����ʶ���Ӱ����ƣ�Ϊþ�Ͻ���ӹ����Ż��ṩ�ο���
1 ʵ��
1.1 �����Ʊ�
��̬Mg-6Zn-1Y-1Ce�Ͻ���Ar + SF6���屣�������������������ۻ���Mg(���ȣ�99.9%)��720 ����봿Zn(���ȣ�99.9%)��Mg-47%Y��Mg-90%Ce�м�Ͻ���������������в��Ͻ��裬����20 min�����彽����d 52 mm��ʯīģ���л���������������ӹ���d 50 mm���������Լ�ѹ��
��ѹǰ�����Ϻͼ�ѹģ����300 �汣��1 h��ʹ���������¶Ⱦ��ȡ���ѹʱʹ��MoS2��Ϊ������ѹ���㶨��ԼΪ6.28��105 N����ѹ��ģֱ���ֱ�Ϊd 14 mm��d 12 mm��d 10 mm����Ӧ�ļ�ѹ�ȷֱ�Ϊ12.8��17.4��25������ѹ���¼�ѹ�������ٶ�Ϊ�ֱ�18��12��5 mm/min����ѹ�������¶Ȳ�����2 �档
1.2 ��֯����
ʹ��RigakuD/max-3C��X��������(XRD)��������ɣ�����ԴΪCu K����ɨ�貽��0.033�㣬ɨ�跶Χ20��~80�㡣��������������ĥ�����ʴ��ʹ��Nikon Epiphot��ѧ����(OM)��JEM-6700Fɨ��羵(SEM)�۲���֯����֯��Ƭʹ��ͼ������������ƽ��������ʹ�ý��߷���������羵(TEM)��Ʒƽ���ڼ�ѹ�����ȡ���ֹ�������80 ��m��-30 ���� (11.2 g Mg(ClO4)2+5.3 g LiCl+500 mL CH3OH+100 mL CH2H5OH)��Һ��˫����������ף����ʹ�����Ӽ�������4.0 keV���ٵ�ѹ�³�����Ĥ��ʹ��JEM-3010��TEM����������������λ����̬��������ѹ300 keV��
1.3 �������ܲ���
Բ�������������ؼ�ѹ�����ȡ�����30 mm��ֱ��6 mm (��GB/T 228��2002ִ��)������������HT2800���ϲ��ԣ���1��10-4 s-1�㶨Ӧ�����������졣����Ͽ�ʹ��JSM-6700F��SEM�۲졣
2 ��������
2.1 ����֯
Mg-6Zn-1Y-1Ce�Ͻ�XRD���������ͼ1��ʾ����ͼ1��֪���Ͻ�����Ҫ��������W���(MgZn)12Ce�ࡣ��ѹ̬�Ͻ���֯(ͼ2)��ϸС�ĵ��ᾧ�Ͳ����� �Ĵִ�����ɣ����ᾧΪ��̬�ٽᾧ�������ִ�����δ�����ٽᾧ�ľ�����d 14 mm��ѹ�����ݽ�����֯(��ͼ2(a))�в���δ�����ٽᾧ�ľ����ؼ�ѹ�������������нϴ���ݺ�ȣ��Ҿ����߽���ʾ��״��˵����̬�ٽᾧʱ���¾����γ���ԭʼ�����ľ����ϡ��������֯(��ͼ2(b))��δ�ٽᾧ������״�����߽��Գʾ��״����d 14 mm������ȣ�d 12 mm�����ݽ�����֯���ؼ�ѹ����������δ�ٽᾧ�����ߴ��С(��ͼ2(c))���ݺ���Ժܴ߽��Գʾ��״���������֯(��ͼ2(d))�ɵ��ᾧ��ɣ������۲첻��δ�ٽᾧ������d 10 mm���������˳�ֵ��ٽᾧ���ݡ������(��ͼ2(e)��2(f))��֯���ɵ��ᾧ��ɣ����ѹ۲쵽�ؼ�ѹ���������ľ�����
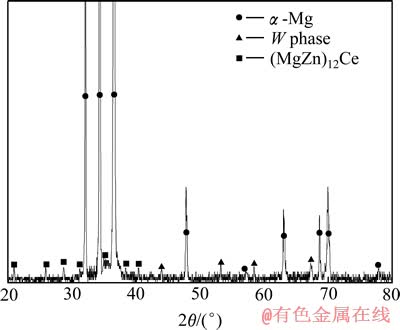
ͼ1 ��̬Mg-6Zn-1Y-1Ce�Ͻ��XRD��
Fig. 1 XRD pattern of as-cast Mg-6Zn-1Y-1Ce alloy
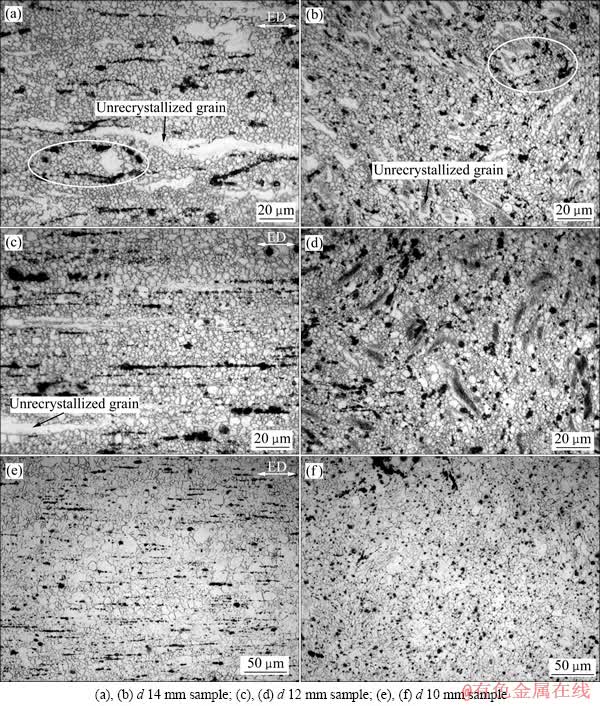
ͼ2 ��ѹ̬Mg-6Zn-1Y-1Ce�Ͻ��ݺ������֯
Fig. 2 Microstructures of cross ((a), (c), (e)) and longitudinal ((b), (d), (f)) sections of as-extruded Mg-6Zn-1Y-1Ce alloy
�ɾ����ߴ�ֲ�ͳ��ͼ(��ͼ3(a)��ͼ��SgΪ����ͳ������)��֪��d 14 mm��������˫�徧���ֲ�������������֯�����ڼ�ѹþ�Ͻ��о������۲쵽[10-11]������ƽ�������ߴ�ԼΪ2.7 ��m������Լ��98.8%�ľ����ߴ�С��10 ��m���������Ϊ54.0%��δ�ٽᾧ�����������ԼΪ31.0%����d 14 mm�����Աȣ����ż�ѹ�ȵ���ߣ��Ͻ���δ�ٽᾧ�������������С��d 12 mm������ԼΪ14.2%(��ͼ3(b))����d 10 mm����Ϊ0.9%(��ͼ3(c))��Ȼ�������ż�ѹ������ƽ�������ߴ�����d 10 mm��������ƽ���ߴ�ԼΪ5.9 ��m��
ͼ2�лҺ�ɫ�ʵ�Ϊ�ڶ������������̬�Ͻ��о����ϵ���״�����仯���ᆳ��ѹ������γɵ�ϸС������ƽ���ڼ�ѹ����ֲ���Ȼ�������ڼ�ѹ�Ƚ�С��d 14 mm���������ֿ����ķֲ��Գ���״������������ͼ2(a)��2(b)����Բ������ʾ����d 12 mm��d 10 mm������֯��û�з�����״�ֲ������Ļ����˵�����ѹ�Ȼ���Ƶڶ���ľ��ȶȡ�
SEM��֯�еڶ������������ɫ(ͼ4)����ͼ4(a)�п��Կ������ݽ���ڶ�������ֲ������ȣ��ֲ������оۼ�������ƽ���ı���������ʾ���Ӹ߱���֯��Ƭ(ͼ4(a)�в�ͼ)�п��Կ���������С��500 nm�IJ���������ѻ���һ����Щ�������м������ǡ���ϸ�۲췢�֣��������ڿ����ı߽����Ǻϣ�������Щ����֮����ճ��(ͼ4(a)�м�ͷ��ʾ)�������Ʋ�� ���������С������û�з�ɢ������ƽ���ڼ�ѹ���䷽������Էֲ������ݽ�����֯(ͼ4(b))��Ҳ���Թ۲쵽�����ۼ���������û���ݽ������ԡ�
ͼ5��ʾΪd 14 mm������TEM����ͼ5��֪���Ͻ��ٽᾧ��־����ڲ���λ�����������ڲ���������λ�������⣬�ھ��ں;����Ϸֲ��Ŵ��������������ƽ���ߴ�ԼΪ110 nm��
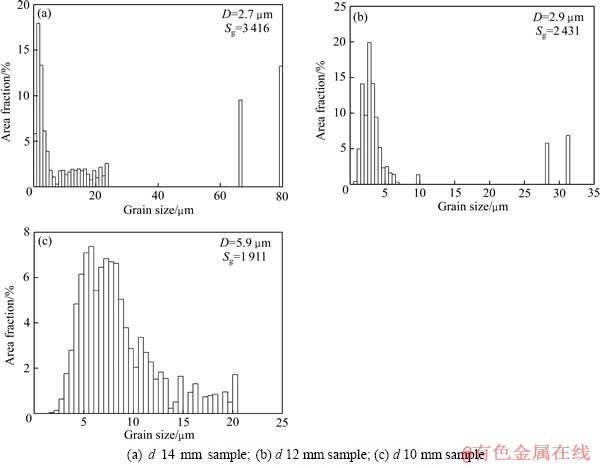
ͼ3 ��ѹ̬Mg-6Zn-1Y-1Ce�Ͻ����ߴ�ֲ�
Fig. 3 Grain size distributions of as-extruded Mg-6Zn-1Y-1Ce alloy

ͼ4 d 12 mm��ѹ̬Mg-6Zn-1Y-1Ce�Ͻ�������SEM��
Fig. 4 SEM images of as-extruded Mg-6Zn-1Y-1Ce alloy with diameter of d 12 mm
2.2 ��������
��1����Ϊ��ѹ�Ͻ���������ܡ��ɱ�1��֪�����ż�ѹ�����ӣ��Ͻ�ǿ�Ƚ��͡�d 14 mm�����ۺ���ѧ�������ţ�������ǿ�ȱ�d 12 mm��d 10 mm�����ֱ��Լ40 MPa��90 MPa����Ȼd 10 mm������֯��Ծ��ȣ���������Դִ��쳤�ʽ���9.5%���Ե���d 14 mm��d 12 mm�����ġ�
�۲������Ͽ���ò(ͼ6)���֣�d 14 mm��ѹ����������ϸС�������Ѻ�һЩ����̨�����(ͼ6(a))����Ͻ�����֯�����Ʋ����������γ�����Ҫ��ϸ�������Ա��Σ����ű��������ӣ�ϸ�����������һ�����α��ε�����ʼת��Ϊ��δ�ٽᾧ�Ĵ�������Ϊ���ı���ģʽ�����������´��������Ա��������ϲ������Ҫ�Դ������Ϊ����֮��������ϸ����֯��չ�������յ��²��϶��ѡ���ˣ�����Ϊ��̬�ٽᾧ�������棬��������Ϊδ�ٽᾧ�������档
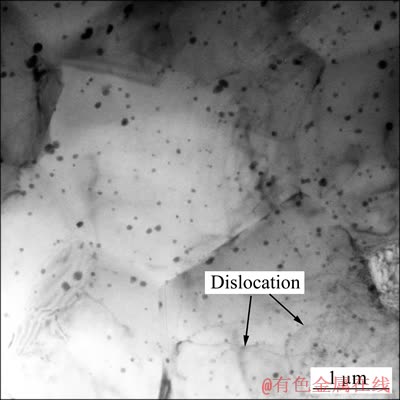
ͼ5 d 14 mm��ѹ̬Mg-6Zn-1Y-1Ce�Ͻ�������TEM��
Fig. 5 TEM image of as-extruded Mg-6Zn-1Y-1Ce alloy with diameter of 14 mm
��1 ��ѹ̬Mg-6Zn-1Y-1Ce�Ͻ����������
Table 1 Tensile properties of as-extruded Mg-6Zn-1Y-1Ce alloy

d 12 mm��d 10 mm����(ͼ6(b)��(c))�Ͽ���ò���ƣ����ɴ�С���ȵ�������ɣ�������Χ�м����˺���⣬�ײ���ϸС��ǿ���������Ϊ���͵����ԶϿڡ�����������У�������Դ�ڶ���������ͻ���Ľ��洦��֮�������������չ�������²��϶��ѡ�
3 ����
3.1 ����֯
�Ͻ���300 �漷ѹ������̬�ٽᾧ��ƽ������ϸ����6 ��m���¡�Ȼ������ѹ����Խ�С��d 14 mm��d 12 mm������δ������ֵ��ٽᾧ��δ�ٽᾧ������ϸС���ٽᾧ������Χ�����侧��ʾ��״��������֯���������ڷ�������̬�ٽᾧ����[12]�����Ի���Ϊ�����ľ����У�����λ�����ھ��紦��������ʹ����ֲ�������Ť������Ť������������ػ��䣬��λ���ܶȳ�������������������λ�������ʱ�䲻����ʱ���������������������Ϊ��̬�ٽᾧ�����κ�֮�����ٽᾧ������ԭʼ�����߽��Թ�����ʽ�κˣ��¾���Χ����ԭʼ�ִ����߽�ʻ�״�ֲ���������ԭʼ������ͬ�ľ���ȡ�����������ű���������δ�ٽᾧ����һ������Ӧ�������·������Ա��Σ���һ����λ���������˶�����ʹ�µľ��������γɡ��ٽᾧ����Խ��Խ�࣬��������ԭʼ�����ڲ���չ�������ѹ���ʱ����֯û����ȫ�ٽᾧ����δ�ٽᾧ��������ԭʼ�������������ؼ�ѹ�������������ԣ��ڷ�������̬�ٽᾧ�����£�δ�ٽᾧ������������ļ�С��Ͻ����Ӧ���йأ��Ͻ��õ���Ӧ��Խ������Խ�ߣ��䶯̬�ٽᾧԽ��֡�������d 50 mm��ѹΪd 14 mm��d 12 mm��d 10 mm��������������Ӧ��ֱ�Ϊ2.55��2.85��3.22����Ӧ��ϴ��d 10 mm����������ȫ�������ٽᾧ������Ӧ���С��d 14 mm��d 12 mm�����ٽᾧ����֣���֯���Դ���31.0%��14.2%��δ�ٽᾧ����

ͼ6 ��ֱͬ����ѹ̬Mg-6Zn-1Y-1Ce�Ͻ������Ͽ���ò
Fig. 6 Fractographs of as-extruded Mg-6Zn-1Y-1Ce alloy with different diameters
ͨ����Ϊ����һ����ѹ�¶��£���ѹ��Խ���ٽᾧ����ԽϸС��Ȼ����d 10 mm����������d 14 mm��d 12 mm�����ִ��ǵ���ѹʱѹ�����¶���ͬ�����ż�ѹ�����ӣ���ѹ�ٶȽ��͡���ˣ�d 10 mm�����о����ֻ��뼷ѹʱӦ�������йء���ѹ�����кϽ��Ӧ�����ʿ�����ʽ���м���[13]��
 (1)
(1)
ʽ�У�vΪ��ѹ���˶��ٶ�(mm/min)����Ϊ��ģ��ǣ�d0��dm�ֱ�Ϊ���Ϻͼ�������ֱ��������ʽ(1)�ɼ����d 14 mm��d 12 mm��d 10 mm������Ӧ�����ʷֱ�Ϊ0.16 s-1��0.12 s-1��0.06 s-1���ɼ���d 10 mm������ѹ������Ӧ��������С��
Zener-Hollomon�����ۺ����¶Ⱥ�Ӧ�����ʵ�Ӱ�죬��˿�����Z����������Ӧ�����ʶ�þ�Ͻ�ľ����ߴ��Ӱ�졣Zֵ������¶�(T)��Ӧ������( )�Ĺ�ϵΪ[14]
)�Ĺ�ϵΪ[14]
 (2)
(2)
 (3)
(3)
ʽ�У�QΪ�����ܣ�RΪĦ�����峣����k��b��Ϊ��������ʽ(2)��(3)��֪�����¶�һ��ʱ�����Ӧ�����ʽ��������ٽᾧ�����ܸ���Ӱ��Խ�������׳���d 10 mm������ѹʱӦ�����ʹ�С���ٽᾧ�����ڼ�ѹ�����г�����ֻ���Ȼ�����侧������������ƽ���ߴ�С��6 ��m������Ҫ���������ȼ�ѹ�����дӻ��������˴��������ij�����(��ͼ5)����Щ���������Ծ����н�ǿ�Ķ������ã�������Ч�谭�����ƶ������ƾ���������֮����Ҫ��þ��ȵ�ϸ����֯����ѹӦ������Խϸߵ�Ӧ�������½��С�
3.2 ��������
�����ߴ�Ϊ1~2 ��m�ļ�ѹ̬��þ����ǿ��ԼΪ150~160 MPa[15]������������ӽ���d 14 mm��������ǿ������2���ࡣ���ԣ�Mg-6Zn-1Y-1Ce�Ͻ���ֳ��ĸ�ǿ�ȳ��˾���ϸ��Ч���⣬����Ͻ��йء�ͨ�����ྦྷ�Ͻ������ǿ��sYS��ѭHall-Petch��ʽ[16]��
sYS=s0+kD-1/2 (4)
ʽ�У�s0Ϊ����������ǿ�ȣ�DΪ����ƽ���ߴ磻kΪ���������ǿ��Ӱ��̶ȵij�����������ʽ(5)�� ʾ[16]��
k=M 2��cr1/2 (5)
ʽ�У�M��Taylor���ӣ��뼤���ϵ������أ�r���ٽ������ڲ�λ��������λ��Դ֮���������( )����c�ǻ���ϵ��������ļ���Ӧ��(MPa)�����Ա�ʾΪ
)����c�ǻ���ϵ��������ļ���Ӧ��(MPa)�����Ա�ʾΪ
tc=s0cos f cos l (6)
ʽ�У�cos f cos lΪSchmid���ӡ����ӺϽ�Ԫ�غ��������ǿ���Ϳ���ǿ����Ce��Mg������ܶȼ��ͣ���ȻY���ܶȽϴ���Mg-Zn�Ͻ��У�Y�Ĺ��ܶȻή�͵��ϵ�ˮƽ[17]��Y��CeԪ�ؼ���ȫ�������̹������γ�����Ԫ(MgZn)12Ce���W�࣬����ǿ����Ҫ��ZnԪ�صĹ��ס�ǿ���������������ĵڶ�������ͳ�������������ã���Ҫǿ����ΪW���(MgZn)12Ce�ࡣW��Ϊ���������ṹ��������ȡ���ϵΪ[001] ||  ��(110) ||
��(110) ||  [18]��Ϊ�����ȶ���ǿ���࣬W����������ߺϽ�ǿ�ȣ����磬W����ǿ���ȼ�ѹMg-6Zn-4Y�Ͻ�����ǿ�ȸߴ�350 MPa[19]��(MgZn)12Ce����Mg12Ce���в���Zn���Mg�γɵĹ����壬�����ȡ���ϵ<100> ||
[18]��Ϊ�����ȶ���ǿ���࣬W����������ߺϽ�ǿ�ȣ����磬W����ǿ���ȼ�ѹMg-6Zn-4Y�Ͻ�����ǿ�ȸߴ�350 MPa[19]��(MgZn)12Ce����Mg12Ce���в���Zn���Mg�γɵĹ����壬�����ȡ���ϵ<100> ||  ��<010> ||
��<010> ||  ��<001> || <0001>[20]���Ի��������Ե���ǿ���á����磬��ѹ̬ZK60-1.5Ce�Ͻ���ǿ�ȴ�340.6 MPa[21]�����ԣ�W���(MgZn)12Ce���ǿ��Ч���ܴ����ߺϽ�ǿ�ȣ�����ǿ���Ϳ���ǿ�����ۺ����ý����ʹ����ǿ��s0����������ʽ(5)��(6)��֪��s0ֵ�����ͬʱ�����kֵ��������ԽϸС���Ͻ�����ǿ����߷���Խ����ˣ�Mg-6Zn-1Y-1Ce�Ͻ�ĸ�ǿ���ǺϽ;���ϸ�����ۺ�Ч����
��<001> || <0001>[20]���Ի��������Ե���ǿ���á����磬��ѹ̬ZK60-1.5Ce�Ͻ���ǿ�ȴ�340.6 MPa[21]�����ԣ�W���(MgZn)12Ce���ǿ��Ч���ܴ����ߺϽ�ǿ�ȣ�����ǿ���Ϳ���ǿ�����ۺ����ý����ʹ����ǿ��s0����������ʽ(5)��(6)��֪��s0ֵ�����ͬʱ�����kֵ��������ԽϸС���Ͻ�����ǿ����߷���Խ����ˣ�Mg-6Zn-1Y-1Ce�Ͻ�ĸ�ǿ���ǺϽ;���ϸ�����ۺ�Ч����
Ȼ����d 14 mm��d 12 mm��������ƽ���ߴ����0.2 ��m����������ǿ�����Լ40 MPa����ˣ���ǿ�Ȳ�����˾���ǿ�������⣬�����������ص�Ӱ�졣������֯������֪�����߾���ϸС�ĵ��ᾧ��δ�ٽᾧ������ɣ�d 14 mm������δ�ٽᾧ������������ߴ�31.0%����d 12 mm������2�����о�������δ�ٽᾧ������ ����ѧ������ã���c�ᴹֱ��(ƫ���5��)��ѹ����[10]������Schmid��δ�ٽᾧ������{0001}��Schmid����ֵ��С[22]����Щ�����Ļ��滬�Ʊ����ƣ������췽��ƽ���ڻ���ʱ�����������
����ѧ������ã���c�ᴹֱ��(ƫ���5��)��ѹ����[10]������Schmid��δ�ٽᾧ������{0001}��Schmid����ֵ��С[22]����Щ�����Ļ��滬�Ʊ����ƣ������췽��ƽ���ڻ���ʱ�����������
 ����ϵҲ����Ծ[23]�����ԣ���Щ����������ʱ���к�ǿ�Ŀ�������������������������ǿ�ȣ���ˣ�d 14mm�������и��ߵ�ǿ�ȡ�
����ϵҲ����Ծ[23]�����ԣ���Щ����������ʱ���к�ǿ�Ŀ�������������������������ǿ�ȣ���ˣ�d 14mm�������и��ߵ�ǿ�ȡ�
4 ����
1) ��300 �桢��d 50 mm��Mg-6Zn-1Y-1Ce�Ͻ����ϼ�ѹΪd 14 mm��d 12 mm��d 10 mm��������ѹ��Խ�Ͻ�̬�ٽᾧԽ��֣�3�������ٽᾧ������������ֱ�Ϊ69%��85.8%��99.1%��
2) ��ѹ��һ��ʱ����ѹ��Խ��ѹӦ������ԽС���ٽᾧ�������¶�Ӱ��Խ��������Խ���ԣ�d 14 mm��d 12 mm��d 10 mm����ƽ�������ߴ�ֱ�Ϊ2.7��2.4��5.9 ��m��
3) ��ѹ̬Mg-6Zn-1Y-1Ce�Ͻ�����������ѧ���ܣ�d 14 mm��d 12 mm��d 10 mm��Ʒ����ǿ�ȷֱ�Ϊ327.4��286.5��237.5 MPa���Ͻ�ĸ�ǿ�ȹ����ںϽ�ϸ��ǿ�����ۺ����á�
REFERENCES
[1] ANYANWU IA, GOKAN Y, NOZAWA S, KAMADO S, KOJIMA Y TAKEDA S, ISHIDA T. Heat resistant magnesium alloys for automotive powertrain applications[J]. Materials Science Forum, 2003, 419/422(I): 445-450.
[2] FROES F. Advanced metals for aerospace and automotive use[J]. Materials Science and Engineering A, 1994, 184(2): 119-133.
[3] SMOLA B,  MORDIKE B L. Significance of stable and metastable phases in high temperature creep resistant magnesium-rare earth base alloys[J]. Journal of Alloys and Compounds, 2004, 378(1/2): 196-201.
MORDIKE B L. Significance of stable and metastable phases in high temperature creep resistant magnesium-rare earth base alloys[J]. Journal of Alloys and Compounds, 2004, 378(1/2): 196-201.
[4]  KLOC L, EVANGELISTA E. Threshold creep behavior of an Mg-Zn-Ca-Ce-La alloy processed by rapid solidification[J]. Materials Science and Engineering A, 1996, 215(1/2): 73-83.
KLOC L, EVANGELISTA E. Threshold creep behavior of an Mg-Zn-Ca-Ce-La alloy processed by rapid solidification[J]. Materials Science and Engineering A, 1996, 215(1/2): 73-83.
[5] GUO X, SHECHTMAN D. Extruded high-strength solid materials based on magnesium with zinc, yttrium, and cerium additives[J]. Glass Physics and Chemistry, 2005, 31(1): 44-52.
[6] GUO X, SHECHTMAN D. Reciprocating extrusion of rapidly solidified Mg-6Zn-1Y-0.6Ce-0.6Zr alloy[J]. Journal of Materials Processing Technology, 2007, 187/188: 640-644.
[7] ��ѧ��, �� �P. ��ǿ��Mg-Zn-Y-Ce-Zr�Ͻ�ϸ˿���Ʊ������[J]. �й���ɫ����ѧ��, 2011, 21(2): 290-295.
GUO Xue-feng, REN Fang. Preparation and characterization of high strength Mg-Zn-Y-Ce-Zr alloy wire[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(2): 290-295.
[8] YANG Wen-peng, GUO Xue-feng. High strength Mg-6Zn-1Y-1Ce alloy prepared by hot extrusion[J]. Journal of Wuhan University of Technology, 2013, 28(2): 389-395.
[9] ������, �� ��, ���˸�, ������, ������, ����ǿ. ��ѹ���ζ�Mg-5.0Y-7.0Gd-1.3Nd-0.5Zr�Ͻ���֯�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2010, 20(9): 1692-1697.
LI Yong-jun, ZHANG Kui, LI Xing-gang, MA Ming-long, WANG Hai-zhen, HE Lan-qiang. Influence of extrusion on microstructures and mechanical properties of Mg-5.0Y-7.0Gd- 1.3Nd-0.5Zr magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(9): 1692-1697.
[10] AZEEM M A, TEWARI A, MISHRA S, GOLLAPUDI S, RAMAMURTY U. Development of novel grain morphology during hot extrusion of magnesium AZ21 alloy[J]. Acta Materialia, 2010, 58(5): 1495-1502.
[11] SASAKI T T, YAMAMOTO K, HONMA T, KAMADO S, HONO K. A high-strength Mg-Sn-Zn-Al alloy extruded at low temperature[J]. Scripta Materialia, 2008, 59(10): 1111-1114.
[12] AL-SAMMAN T, LI X, CHOWDHURY S G. Orientation dependent slip and twinning during compression and tension of strongly textured magnesium AZ31 alloy[J]. Materials Science and Engineering A, 2010, 527(15): 3450-3463.
[13] DIETER G E. Mechanical metallurgy[M]. Singapore: McGraw-Hill Book Company, 1988: 625-629.
[14] ZENER C, HOLLOMON J H. Effect of strain rate upon plastic flow of steel[J]. Journal of Applied Physics, 1944, 15(1): 22-32.
[15] SOMEKAWA H, MUKAI T. Effect of grain refinement on fracture toughness in extruded pure magnesium[J]. Scripta Materialia, 2005, 53(9): 1059-1064.
[16] ONO N, NOWAK R, MIURA S. Effect of deformation temperature on Hall-Petch relationship registered for polycrystalline magnesium[J]. Materials Letters, 2003, 58(1/2): 39-43.
[17] SUZUKI M, KIMURA T, KOIKE J, MARUYAMA K. Effects of zinc on creep strength and deformation substructures in Mg-Y alloy[J]. Materials Science and Engineering A, 2004, 387/389(1/2): 706-709.
[18] SINGH A, WATANABE M, KATO A, TSAI A P. Crystallographic orientations and interfaces of icosahedral quasicrystalline phase growing on cubic W phase in Mg-Zn-Y alloys[J]. Materials Science and Engineering A, 2005, 397(1/2): 22-34.
[19] YANG Wen-peng, GUO Xue-feng. High strength magnesium alloy with ��-Mg and W-phase processed by hot extrusion[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(11): 2358-2364.
[20] YANG Wen-peng, GUO Xue-feng, LU Zheng-xin. TEM microstructure of rapidly solidified Mg-6Zn-1Y-1Ce alloy[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(4): 786-792.
[21] WU A, XIA C, WANG J. Distribution, evolution and the effects of rare earths Ce and Y on the mechanical properties of ZK60 alloys[J]. Journal of University of Science and Technology Beijing: Mineral, Metallurgy, Materials, 2006, 13(5): 424-428.
[22] HOMMA T, MENDIS C, HONO K, KAMADO S. Effect of Zr addition on the mechanical properties of as-extruded Mg-Zn-Ca-Zr alloys[J]. Materials Science and Engineering A, 2010, 527(9): 2356-2362.
[23]  ADEVA P. Effect of forging on the microstructure and mechanical properties of Mg-Zn-Y alloy[J]. Journal of Materials Processing Technology, 2008, 206(1/3): 99-105.
ADEVA P. Effect of forging on the microstructure and mechanical properties of Mg-Zn-Y alloy[J]. Journal of Materials Processing Technology, 2008, 206(1/3): 99-105.
(�༭ ����)
������Ŀ������ʡ�Ƽ�������Ŀ(10212210031)������ʡ��������Ȼ��ѧ����������Ŀ(2010A4300008)������ʡ�ߵ�ѧУ��ҵ���̲����ص�ѧ�ƿ���ʵ���ҿ��Ż���(KLMEM2012)
�ո����ڣ�2012-10-23�������ڣ�2013-04-17
ͨ�����ߣ�������ʦ����ʿ���绰��0391-3986906��E-mail: wenpengy@gmail.com

