������ʱ��: 2016-07-11 13:34
ϡ�н��� 2017,41(04),445-448 DOI:10.13373/j.cnki.cjrm.xy15111801
��ѹ�����Ʊ�MgB2�����߲ļ��������о�
������ ���� �ƹ� ������ ���� ��ƽ��
�����������ϿƼ��ɷ�����˾���������Ʊ����ҹ���ʵ����
����������ѧӡˢ��װ������ý��ѧԺ
������ɫ�����о�Ժ���������о���
ժ Ҫ��
���÷�ĩװ�ܷ� (PIT) �Ѿ������Ʊ���ǧ������MgB2��������, ����Ȼû����ȫ����Ӧ������, ��μ�������߲ĵĵ���������Ȼ��MgB2���������о������һ����Ҫ�����ڴ�ͳ��ԭλPIT���Ʊ�MgB2�����߲ĵĹ�����, ���뼷ѹ���ն�����мӹ��������ֱ���Cu��Cu-Nb��Ϊ������ǿ����, ��װ����37оMgB2����, ͨ����ѹ�����ι��ն�����мӹ����������ý������� (OM) ��ɨ��������� (SEM) ���߲Ľ���ͶϿڵ�����ò���з���, ����1��V��cm-1�ĵ�ѹ�оݺͱ������߷�������Ʒ��4.2 K�µ�Ic-B����, �ó���Ʒ�ڸ��¶��µ�Jc-B����, IcΪ�ٽ����, BΪ�ų�ǿ��, JcΪ�ٽ�����ܶȡ�������ּ�ѹ����������Ԫ���λ���ͬ��, ��ѹ������Ч��������о˿���ܶȡ��Ʊ���ֱ��3.0 mm Cuо�߲���4 T, 4.2 K��Jc�ﵽ2.48��10~4A��cm-2;Cu-Nbо�߲���4 T, 4.2 K��Jc�ﵽ1.59��10~4A��cm-2�����ü�ѹ���ռӹ�MgB2���ϰ���;���ǿ��е�, ����ѹ�����и�����һ�α���������90%, Ŀǰ���õĵ���ṹ��Ҫ��һ���Ż�, ��������������Ʊ��߲ĵij��Ⱥ����ܡ�
�ؼ��ʣ�
MgB;��ѹ;�Ʊ�����;�����߲�;
��ͼ����ţ� TM26
����飺������ (1981-) , ��, ɽ��������, ˶ʿ, ������ʦ, �о�����:���������Ʊ�����, E-mail:nelsm@c-wst.com;;�ƹ�, ���ڸ�����ʦ, �绰:029-86569373, E-mail:gyan@c-wst.com;
�ո����ڣ�2013-12-25
�������ҿƼ��������о���չ�ƻ� (863�ƻ�) ��Ŀ (2014AA032701);����ʡ��Ȼ��ѧ�����о��ƻ���Ŀ (2014JM25059) ����;
Synthesis and Properties of MgB2 Superconducting Wires Fabricated by Extrusion Method
Wang Dayou Shan Di Yan Guo Wang Qingyang Feng Yong Zhang Pingxiang
National Engineering Laboratory for Superconducting Materials, Western Superconducting Technologies Co., Ltd.
Faculty of Printing, Packaging Engineering and Digital Media Technology, Xi'an University of Technology
Research Center of Superconducting Material, Northwest Institute for Nonferrous Metal Research
Abstract��
MgB2 superconducting wire of kilometers could be prepared by powder in tube method (PIT) . But it still could not fully meet the requirements of application. How to improve the length of single wire was still an important research field of MgB2 superconducting material. In the traditional PIT process, the extrusion method was introduced. Two MgB2 composite wires were fabricated with the extrusion procedure, where Cu and Cu-Nb bars were adopted as central strengthening cores, respectively. Two superconducting wires with a diameter of 3 mm were processed by extrusion and drawing. The morphology of the cross section and fracture surface was analyzed by means of optical microscope (OM) and scanning electron microscope (SEM) . The Ic-B curve of the sample was measured with 1 ��V��cm-1voltage criterion and standard four-probe method. The Jc-B curves of the samples at the temperature were calculated.Icwas critic current, B was magnictic field strength, Jcwas critic current density. The deformation of all components of the extrusion process was found to be synchronized. The extrusion technology could effectively increase the density of core wire. At 4 T, 4. 2 K, the Jcof MgB2 with Cu and Cu-Nb core reached 2. 48 �� 10~4A��cm-2and 1. 59 �� 10~4A��cm-2. It was feasible to process the MgB2 superconducting wires by extrusion technology, but the current use of the conductor structure needed to be further optimized.
Keyword��
MgB2; extrusion; fabrication technique; superconducting wire;
Received�� 2013-12-25
Ϊ����Mg B2�����߲ĵ�ʵ�û�����, �����������������з��Ŷ�������Mg B2�����߲ĵij��Ⱥ�����, �������ٽ�����ܶ� (Jc) , ��չ�˴����о�����[1,2,3,4,5,6,7,8,9,10,11,12], ����ͨ��Ԫ�ز�����������Ч�Ĵ�ͨ�������Ļ��Ż���ĩ�Ʊ����������о˿���ܶ�, ��ֲ���ĩװ�ܷ���ԭλ��ĩ����λ��ĩ���Ϸ�������Mg��ɢ���ȡ����߲ĵļӹ���������Ϊ�õ����ߵ�о˿���ܶ�, ͨ���ۺϲ������͡����ơ����εȼ������߲ļӹ������ճߴ�[13,14], ͨ������;��Mg B2�����߲ĵ����ܵõ��˴������, ����Ȼû����ȫ����Ӧ������
Ŀǰ���÷�ĩװ�ܷ� (PIT) �Ѿ������Ʊ���ǧ������Mg B2��������, ����, ʵ�����õ�Mg B2������ͷ���dz����繫�ϵ�����, ������Լ���߲ĵ�Ӧ��, Ϊ���ⳬ����ͷ�����ĵ�����ʧ, ��μ�������߲ĵĵ���������Ȼ��һ����Ҫ���о�������, �����߲ij��ȵ�����, �ڿɼӹ����߲�ֱ����Χ��, �߲ĵij����ȱ������ӳ�, ������̸�PIT��ĩװ�ܹ��̴�������ս�� ��[15]�Ѿ�Һ��ѹ�������뵽Mg B2�߲��Ʊ���, ��ѹѹ��Ϊ700~1330 MPa, һ�α������ɴﵽ70%~90%, ��õ��߲ľ��и��ߵ�о˿�ܶȡ������ȵ�о˿�ṹ���õľ�����ͨ�ԡ�
��[15]�Ѿ�Һ��ѹ�������뵽Mg B2�߲��Ʊ���, ��ѹѹ��Ϊ700~1330 MPa, һ�α������ɴﵽ70%~90%, ��õ��߲ľ��и��ߵ�о˿�ܶȡ������ȵ�о˿�ṹ���õľ�����ͨ�ԡ�
��Ŀǰ����ʵ����ҵӦ�õ�Nb Ti��Nb3Sn���³����߲ĵ��Ʊ�������, ���ü�ѹ�����Ʊ����������ĵ��³����߲Ĺ�����ʮ�ֳ��졣��ѹ�������ô�ı����������������Mg B2о˿���ܶ�, �������ڽ��������ͽ����ȶ������֮��ʵ��ұ����, �Ӷ�����߲ĵ�ǿ�ȡ�����, ���ü�ѹ�����Ʊ��߲�Ҫ����ij�����һ����3~4֮�䡣�������Դ�������Ӹ������ֱ��, ���̰��׳��ȡ���Mg B2�����߲IJ��ü�ѹ�ӹ�����, ���߲ĵij����ȱ������С, ���Լ�PIT��ĩװ�ܹ��̡�
�����ڴ�ͳ��ԭλPIT���Ʊ�Mg B2�����߲ĵĹ�����, ���뼷ѹ���ն�����мӹ�����, ̽����ѹ�����Ʊ�������Mg B2�������ߵĿ��ܡ�
1 ʵ��
1.1 ��ѹ�ð�����
��о���Ʊ�:����̬�ߴ���ۡ�þ�ۡ�̼����ѧʽMg B1.98C0.02���������������г����ĥԼ30 min, ����ĥ��ķ�ĩװ��Nb�� (�⾶10 mm, �ھ�8 mm) , ��ĩ�ڹ��дﵽ����, ��Nb��������CuԲ����ͷ��¡��ٽ�Nb��װ�볤����ͭ�� (�ھ�13 mm, �ھ�11 mm) ������10%�ĵ�ʹ�μӹ��ʼӹ���ֱ��Ϊ��7.8 mm��Ȼ���������ģ���ж���μӹ�, �����Ʊ�������Ϊ154 mm���Աȱ߾�6.65 mm��Mg B2/Nb/Cu��о����
������װ:Ϊ���ƶ�о�߲ļӹ�������о˿�ڲ���������о������, �ֱ����Cu��Cu-Nb��Ϊ������ǿ����, �����������ķ�ʽ��װ����37оMg B2����, ����Ͳ�⾶64 mm���ھ�48 mm, ����϶���ö��ֲ�ֱͬ����Cu����������߰�������ʡ���װ�õļ�ѹ�ð�����ͼ1��ʾ, ������װ��ɺ������շ⺸��
1.2 ��ѹ�����μӹ�
�ۺϿ��Ƿ�ĩ�ͽ������Լ�ѹ�¶ȵ�Ҫ��, ��ѹ�¶�ѡΪ520��, �Ե���Mg-B�̷̹�Ӧ�¶�527�档Ϊ��֤��ѹ�����а������ⲿͬ������, ������520�汣��20 min, ʹ��ѹ��Ʒ�ڲ��¶ȴﵽ����, �����ڼ�ѹǰ�Լ�ѹģ�߽���Ԥ�ȡ���ѹ��Ϊ10, ��������ѹ8mm��s-1�ļ�ѹ�ٶȽ�������, ͬʱע��ͨ�����������������߲��ڼ�ѹ�����е�����������ѹ���ֱ��Ϊ��20 mm�ĸ�������ж��������, ��ֱ��Ϊ��3.0 mm, �����߲Ľ��г����ȴ�����
1.3 ��������
���ý������� (OM) ��ɨ��������� (SEM) (JSM-6700) ���߲Ľ���ͶϿڵ�����ò���з�����
����1��V��cm-1�ĵ�ѹ�оݺͱ������߷�������Ʒ��4.2 K����ͬ�ų� (B) �����µ��ٽ���� (Ic) , �ó���Ʒ��4.2 K����ͬ�ų������µ��ٽ�����ܶ����� (Jc-B) ��
2 ���������
ͼ2��ʾ���Ǽ�ѹ���߲�������ò, ֱ��Ϊ��20 mm, ����Լ1.6 m�����ų��ȷ�����, �ߴ���ȡ���Ʒ����⻬, �����ơ����ˡ�ë�̡����ݡ���Ƥ���㳦��ȱ��, ˵���ڼ�ѹ������, ������Ԫ���λ���ͬ��, Ҳ֤���˲��ü�ѹ���ռӹ�Mg B2���ϰ���;���ǿ��еġ�
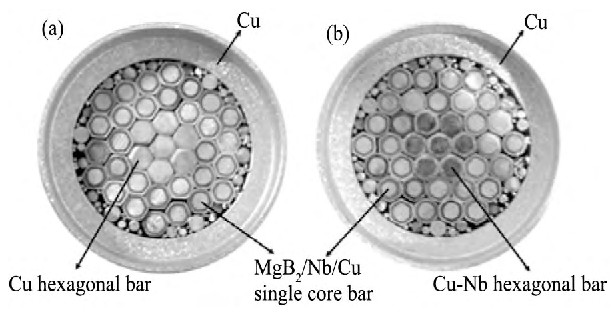
ͼ1 ��װ��ɵĸ�����Fig.1 Macroscopical images of composites
(a) Cu cored; (b) Cu-Nb cored
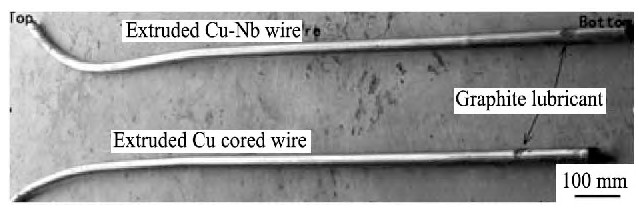
ͼ2 ��ѹ��ĸ��ϰ���Fig.2 Schematic illustration of composite bars after extrusion
��ѹ��ĸ��ϰ���, �ڴӦ�20~��3 mm��Χ�ڽ��ж�������εļӹ�������, �ӹ���������, ���ڼ����ӹ�������, ��ʼ���ֶ�������ͼ3��ʾΪ��3.0 mm���߲Ľ���, ���Կ��������߲ĵ�о˿��������һ���̶ȵIJ����ȱ���, ����δ����о˿���Ѻ�Nb��������ѵ�����, ˵����ѹ��ĸ��ϰ�����Ȼ���Խ��ж��������, �������ڰ����ڲ����ֲ���ǿ�Ȳ���ϴ�, �ڽ�һ�����ι����з������ѡ�
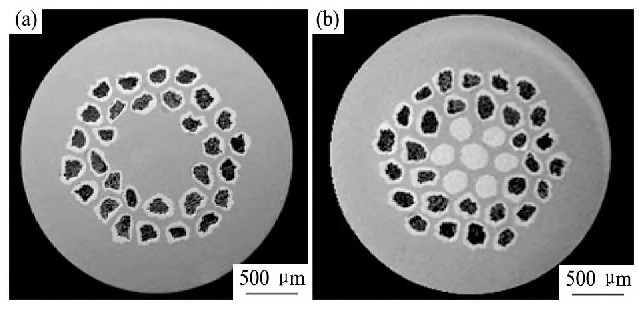
ͼ3 ���μӹ���ֱ����3.0 mm���߲Ľ���ͼFig.3 Cross sections of��3.0 mm composite wires after drawing
�ں����Ĺ����п������¼�����Ĺ����Ż����ܻ��һ�������߲ĵļӹ�����: (1) �Է�ĩװ�ܹ��ս����Ż�, ����Ԥ�Ʒ�ĩ���ϰ��ٽ���װ��; (2) �����ι����������м��˻�, ���⼷ѹ�����β������ڲ�Ӧ��; (3) ���ϵ���ṹ�ͳߴ����Ҳ�д��ڽ�һ���Ż�, ����ı䵥о�ߵijߴ�, �ı�Cu��Nb���ĺ�ȵ������������ι����г��ֵ���ȱ�ݻ��������; (4) �Ż���ѹ���ղ�����һ������߲ĵľ����Ժ��ȶ��ԡ�
Ϊ�˷���о˿�����̶ܳ�, �������߲ĶϿڽ��з�������ͼ4 (a, b, c) �ֱ���ʾ�����жϵ�Cuо��Cu-Nbо�Լ�δ���뼷ѹ���յ�Cuо�߲ĵ�о˿��ò���ɼ�ͼ4 (a, b) ��Ʒо˿�����dz�����ϸС, �������Ƴ���, ��ѹ�ӹ���õ��߲Ľ�δ���뼷ѹ���յ��߲ľ��и��ߵ�о˿�ܶȺ��õľ�����ͨ�ԡ�
ͼ5��ʾ���Ǧ�3.0 mm�����ֽṹ��Mg B2���ϳ����߲ĵ�Jc-B����, Cuо�߲���4 T��4.2K��Jc�ﵽ2.48��104A��cm-2;Cu-Nbо�߲���4T, 4.2 K��Jc�ﵽ1.59��104A��cm-2��ͨ���Աȷ����߲��ڴų��µ����������Ե���Ŀǰ���ô�ͳ�ӹ������Ʊ����߲�, ԭ��Ϊ��ѹ�꾭�������μӹ������˲���о˿ȱ��, �����Ҫ��һ���Լ�ѹ���պͺ����ӹ����̽����Ż�������, Cuо��Ʒ����������Cu-Nbо����Ʒ����, ����ԭ�������Cu-Nb�ṹ���߲���Nbо˿���ڽϴ����ȱ�ݵ������ܽ��͡�
����, ���Ŵų�������, ����˥���ķdz�Ѹ�١�ͬ��������Ҳ������ ��[15]�����IJ��þ�Һ��ѹ��ʽ�Ʊ�Mg B2�����߲��С����������Ч�������ͨ��������, ���ڲ��������ࡢ���������ȴ����¶Ƚ��н�һ���о�, �����˥��������õ����ơ�
��[15]�����IJ��þ�Һ��ѹ��ʽ�Ʊ�Mg B2�����߲��С����������Ч�������ͨ��������, ���ڲ��������ࡢ���������ȴ����¶Ƚ��н�һ���о�, �����˥��������õ����ơ�
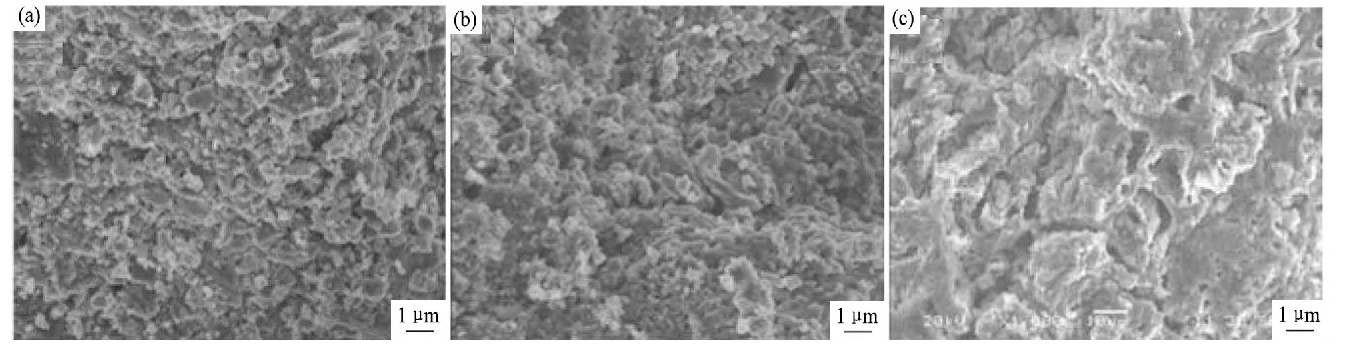
ͼ4 ��3.0 mm�߲ĵĶ�����òFig.4 SEM images of wires with diameter of 3.0 mm
(a) Cu cored wire; (b) Cu-Nb cored wire; (c) Cu cored wire without extrusion
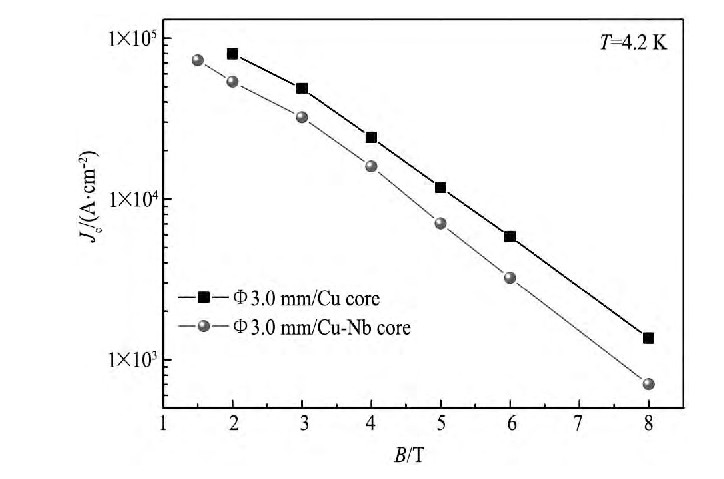
ͼ5 Cuо��Cu-Nbо��Ʒ��Jc-B����Fig.5 Critical current density Jcas function of magnetic field B
3 ����
�ڴ�ͳ��ԭλPIT���Ʊ�Mg B2�����߲ĵĹ�����, ���Ӽ�ѹ���ն�����мӹ�����, ��Ч��������о˿���ܶ�, ��ѹ����������Ԫ���λ���ͬ��, ֤���˲��ü�ѹ���ռӹ�Mg B2���ϰ���;���ǿ��еġ����ü�ѹ�����Ʊ��Ħ�3.0 mm Cuо�߲���4 T, 4.2 K��Jc�ﵽ2.48��104A��cm-2;Cu-Nbо�߲���4 T, 4.2 K��Jc�ﵽ1.59��104A��cm-2��
��ѹ�����и�����һ�α���������90%, Ŀǰ���õĵ���ṹ��Ҫ��һ���Ż�, ��������������Ʊ��߲ĵij��Ⱥ����ܡ�
�����
[1] Sumption M D, Bhatia M, Collings E W, Rhindfliesh M, Tomsic M, Hascicek Y, Dou S X.Irreversibility field and flux pinning in Mg B2with and without Si C additions[J].Supercond.Sci.Technol., 2004, 17 (10) :1180.
[2] Oh S, Kim J H, Lee C, Choi H, Kim C J, Dou S X, Rindfleisch M, Tomsic M.Field, temperature and strain dependence of the critical current for multi-filamentary Mg B2wire[J].Physica C, 2008, 468:1821.
[3] De Fouw J D, Dunand D C.In situ synthesis of superconducting Mg B2fibers within a magnesium matrix[J].Appl.Phys.Lett., 2003, 83 (1) :120.
[4] Hur J M, Togano K, Matsumoto A, Kumakura H, Wada H, Kimura K.Fabrication of high-performance Mg B2wires by an internal Mg diffusion process[J].Supercond.Sci.Technol., 2008, 21 (3) :032001.
[5] Togano K, Hur J, Matsumoto A, Kumakura H.Microstructures and critical currents of single-and multi-filamentary Mg B2superconducting wires fabricated by an internal Mg diffusion process[J].Supercond.Sci.Technol., 2010, 23 (8) :085002.
[6] Giunchi G, Ceresara S, Ripamonti G, Dizenobio A, Rossi S, Chiarelli S, Spadoni M, Wesche R, Bruzzone P L.High performance new Mg B2superconducting hollow wires[J].Supercond.Sci.Technol., 2003, 16 (2) :285.
[7] Kumakura H, Matsumoto A, Fujii H, Togano K.High transport critical current density obtained for powder-intube-processed Mg B2tapes and wires using stainless steel and Cu-Ni tubes[J].Appl.Phys.Lett., 2001, 79 (15) :2435.
[8] Sumption M D, Bhatia M, Wu X, Rindfleisch M, Tomsic M, Collings E W.Multifilamentary, in situ route, Cu-stabilized Mg B2strands[J].Supercond.Sci.Technol., 2005, 18 (5) :730.
[9] Nast R, Schlachter S I, Zimmer S, Reiner H, Goldacker W.Mechanically reinforced Mg B2wires and tapes with high transport currents[J].Physica C, 2002, 372-376 (2) :1241.
[10] Kov��c P, Hu2ek I, Pachla W, Meli2ek T, Diduszko R, Fr9hlich K.Structure, grain connectivity and pinning of as-deformed commercial Mg B2powder in Cu and Fe/Cu sheaths[J].Supercond.Sci.Technol., 2002, 15 (7) :1127.
[11] Sun Y Y, Zhang P X, Wang Q Y, Qi M, Yang F, Jiao G F, Liu G Q, Sulpice A, Yan G.Investigation of Nb-B diffusion and the superconducting properties of Mg B2/Nb/Cu tapes[J].Journal of Superconductivity and Novel Magnetism, 2012, 25 (4) :943.
[12] Serquis A, Civale L, Hammon D L, Coulter J Y.Microstructure and high critical current of powder-in-tube Mg B2[J].Appl.Phys.Lett., 2003, 82 (11) :1754.
[13] Viljama J, Kov��c��P, Hu2ek I, Meli2ek T, �ktrb��k V, Dobrocka E.Effect of fabrication route on density and connectivity of Mg B2filaments[J].Journal of Physics:Conference Series.2010, 234 (2) :022041.
[14] Pachla W, Morawski A J, Kov��c��P, Hu2ek I, Mazur A, Lada T.Properties of hydrostatically extruded in situ Mg B2wires doped with Si C[J].Supercond.Sci.Technol.2006, 19 (1) :1.
[15] Kov��c��P, Hu2ek I, Meli2ek T, Kopera L.Current densities of thin filament Mg B2/Ti/Glid Cop�Lwire[J].Supercond.Sci.Technol., 2011, 24 (10) :105006.

