稀有金属 2005,(05),631-634 DOI:10.13373/j.cnki.cjrm.2005.05.007
热处理制度对TB2钛合金焊接接头性能的影响
于顺兵 李德富 陈海栅
北京有色金属研究总院加工工程研究中心,北京有色金属研究总院加工工程研究中心,北京有色金属研究总院加工工程研究中心,北京有色金属研究总院加工工程研究中心 北京100088 ,北京100088 ,北京100088 ,北京100088
摘 要:
研究了TB2高强钛合金冷轧板材分别经真空电子束焊和氩弧焊接, 并在β单相区和α+β两相区温度固溶+时效处理后, 其力学性能和显微组织的变化。结果表明:TB2钛合金具有良好的可焊性, 任何焊接方法不同热处理下的接头强度系数均大于0.9, 塑性均低于母材, 其中710℃/30 mim AC+520℃/8 h处理的试样, 综合力学性能较高, 焊缝区内有弥散α析出的β晶粒, 而且焊缝熔合线附近是整个焊缝的最薄弱部位;比较不同焊接方法, 氩弧焊的接头强度较好, 但塑性很差, 热影响区较宽, 晶粒长大明显。该试验结果为组焊成型TB2压力容器提供了参考。
关键词:
TB2高强钛合金 ;焊接接头 ;真空电子束焊 ;氩弧焊 ;热处理制度 ;
中图分类号: TG156
收稿日期: 2005-07-20
Effects of Difference Heat Treatment on Microstructure and Properties of TB2 Titanium Alloy Welded Joints
Abstract:
The microstructure, micro-hardness and tensile properties of TB2 titanium alloy welded joints were studied by electron-beam welding and TIG.It reaches the conclusion that TB2 titanium alloy has good weldability, intensity coefficient of all welded joints is higher than 0.90, the plasticity is lower than that of the matrix material, and the weldment by 710 ℃/30 mim AC+520 ℃/8 h heat treatment can gain the best comprehensive mechanical properties.The weld is composed of needle α and β phases, and the fusion section is the worst part.Compared with two different weld method, weld joint by TIG has better intensity whereas plasticity is lower, the HAZ is broad, and crystal grain is clearly growing.The results of experiment provide reference for welding pressure vessel.
Keyword:
titanium alloy;welded joint;electron-beam welding;the manual argon arc welding;heat treatment;
Received: 2005-07-20
TB2合金属于亚稳定β型合金, 具有冷成型性好、 时效强度和断裂韧性高、 淬透深度大、 耐蚀性好等优点 , 因此广泛应用于星弹连接带、 航空用铆钉及紧固件、 超速离心机转头、 弹性元件等
[1 ]
。 近来, TB2合金又开始在某型号固体发动机壳体及气瓶等焊接高压容器方面显示出良好的使用性能。 焊接是一个复杂的热物理化学冶金过程, 造成了焊接接头部位材料组织和力学组织性能的不均匀性。 同时钛活性较大, 易在高温下吸气脆化, 严重影响焊接零件的使用性能
[2 ]
。 本文选用真空电子束焊和手工氩弧焊, 分别在不同热处理制度下对焊接接头性能进行研究, 为TB2合金高压容器组焊提供了参考, 具有重要的现实意义。
1 材料及试验方法
研究的焊接试验用料为同一批真空自耗电极二次熔炼直径380 mm的TB2合金铸锭, 经开坯-热轧-多道次冷轧得到厚度为2.0 mm TB2钛合金冷轧板材, 冷轧总变形量>22%, 化学成分如表1所示。 将TB2钛合金板材分别进行真空电子束焊和手工氩弧焊, 焊缝方向垂直于母材的轧制方向。 焊前在单相区和两相区进行固溶处理, 焊后分别进行500, 520 ℃/8 h真空时效。 焊接试样焊前清理工艺: 表面喷砂→车铣试样待焊端面→酸洗→丙酮清洗→清水冲洗→烘干。 焊接工艺参数如表2所示。 加工试样时, 依据国标GB/T228-2002, 测试冷轧板材及焊接板材试样经不同热处理后的室温力学性能。
试验前, 取样应保证焊缝热影响的完整性, 并制取焊接接头试样, 用于观测焊接接头不同区域的显微组织结构。 金相试样的观察、 照相是在NEOPHOT-2卧式显微镜下进行的; 利用MXT-50型显微硬度计, 根据GB/T 4342-91《金属显微维氏硬度试验方法》, 测量焊缝不同部位的维氏硬度值, 分析硬度和合金组织性能之间的关系。
表1 TB2合金板材化学成分 (%, 质量分数)
Table 1 Chemical composition of titanium alloy TB2 (%, mass fraction )
元素
Mo
V
Cr
Al
Fe
C
N
H
O
5.21
5.27
7.97
3.07
0.05
≤0.047
≤0.012
≤0.006
≤0.1
表2 TB2合金真空电子束和手工氩弧焊焊接工艺参数
Table 2 Welding parameters of TIG and electron beam welding
焊接电流
加速电压
焊接速度
真空度
接头形式
10 mA
50 kV
12 mm・s-1
1×10-2 Pa
平板对接
65 A
-
4.7 mm・s-1
通氩气
V型坡口35°, 间隙0.3 mm
2 试验结果与分析
2.1 焊缝表面质量分析
真空电子束焊接试样焊缝表面呈银白色, 说明真空电子束焊接对焊缝保护效果较好。 焊缝正面宏观上无裂纹、 气孔等焊接缺陷, 焊缝较窄, 2.0 mm的板材焊缝平均宽度约3.0 mm, 电子束起弧处最宽达到3.5 mm; 在电子束焊缝背面可以明显看到焊瘤、 飞溅等焊接缺陷。 氩弧焊焊缝较宽, 2.0 mm厚的TB2板材氩弧焊焊缝宽度在7 mm以上, 少数氩弧焊焊接试样焊缝表面呈现轻微的金黄色, 说明焊缝有轻微氧化。
2.2 显微组织试验 [3]
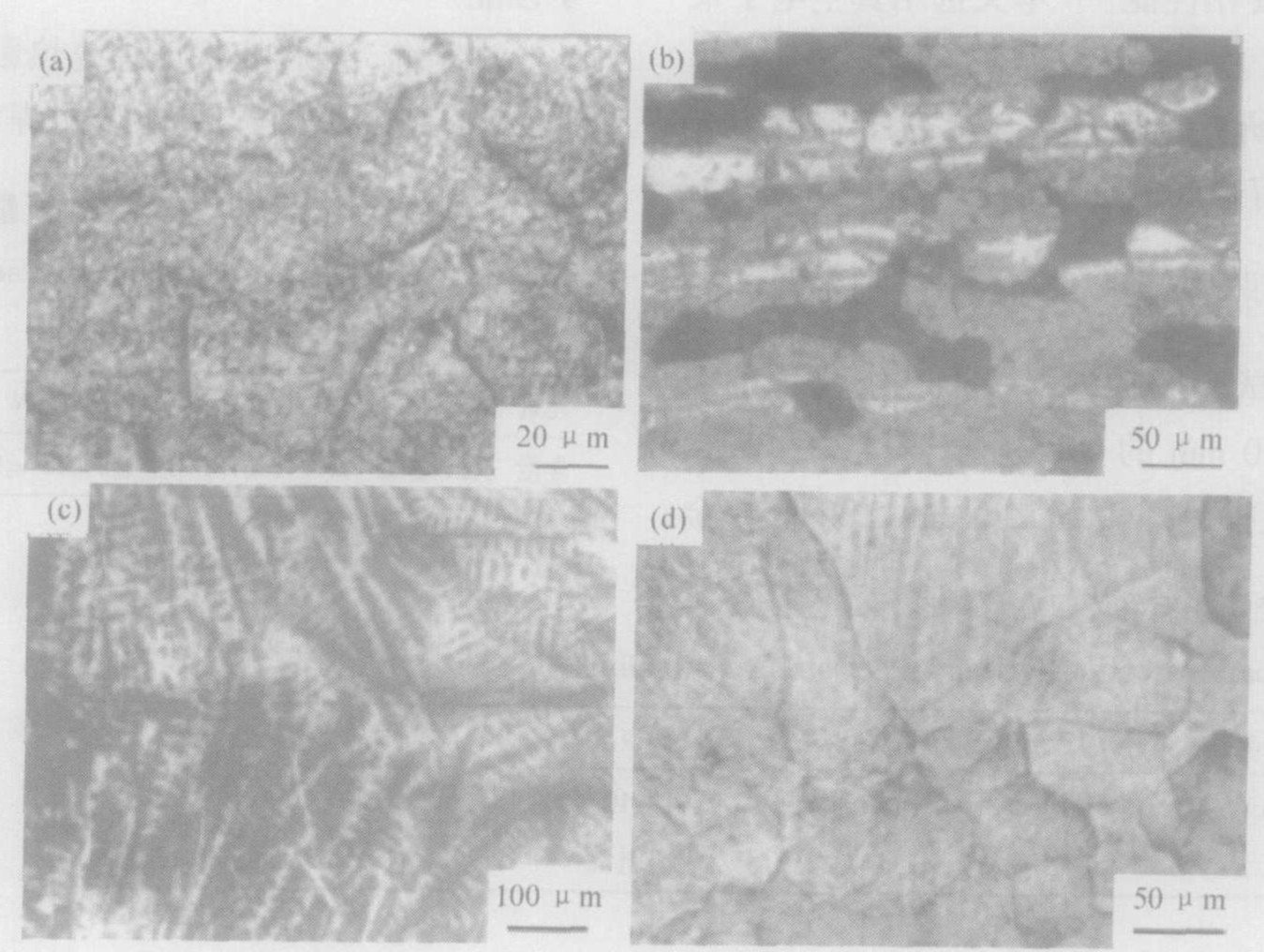
由于对钛合金的氩弧焊焊接研究比较多, 而且比较深入, 因此主要对真空电子束焊接接头组织进行研究。 焊接接头分为焊缝区、 熔合区、 热影响区和母材区, 图1列出了TB2合金母材与焊缝的金相照片。 通过对真空电子束焊接接头金相组织观察和分析发现: 母材晶粒细小, 平均在50 μm, 焊接后焊缝处晶粒长大, 由于电子束焊接的能量密度高, 高温停留时间较短, 晶粒长大不多; 又由于材料自身的传热性能较差, 以及电子束焊热源比较集中, 从而热影响区晶粒较母材晶粒长大也不是很明显, 而且热影响区较窄。 但是从整个焊缝接头来看, 从母材→熔合区→焊缝中心, 晶粒尺寸依次成长大趋势。 由图1 (c) 中可看出, 焊缝中心呈胞状树枝晶铸造组织, 因为焊缝在熔合线附近以半熔化状态基体和晶粒表面非自发形核, 并以柱状晶形状向焊缝中心成长, 时效后α相在焊接接头弥散析出。
2.3 力学性能试验 [4,5,6,7]
为了确定焊接接头的强度极限、 断裂区域, 在力学拉伸试验机上进行了焊接试样的拉伸试验, 如表3所示。 结果表明: 任何焊接方法不同热处理制度下的焊缝接头强度均在母材的90%以上, 有的甚至高于母材, 但塑性均低于母材, 这是因为焊缝区受热熔化, 形成铸造组织, 晶粒比较粗大; 从整体来看手工氩弧焊的焊接接头强度大于真空电子束, 但塑性远低于后者, 而且氩弧焊焊接试样几乎都是从焊接接头处或焊缝热影响区断裂。 这是因为手工氩弧焊法存在热量密度较小、 焊缝较宽、焊缝热影响区大等缺点; 比较不同热处理制度, 两相区固溶空冷+时效处理的真空电子束焊接试样性能均高于单相区, 而适当提高时效温度有利于改善试样的塑性, 强度略有下降, 综合性能较好。 例如焊前710 ℃/30 min固溶空冷+焊后500 ℃/8 h时效电子束试样的抗拉强度超过母材为1285 MPa, 试样焊缝塑性偏低, 延伸率仅为2.3%; 经520 ℃/8 h时效处理的试样强度为1245 MPa, 延伸率为7.8%, 试样综合性能较好。 综上所述, 两相区温度固溶空冷+520 ℃/8 h时效的试样综合力学性能较好, 因此该热处理制度可作为组焊成型压力容器最终热处理工艺。
图1 TB2钛合金790 ℃/30 min+520 ℃/8 h (时效) 母材和电子束焊焊缝显微组织
Fig.1 Microstructures of base and EBW welding titanium alloy TB2 by 790 ℃/30 min+520 ℃/8 h ageing
(a) 母材组织 (横向) ; (b) 母材组织 (纵向) ; (c) 焊接焊缝中心; (d) 熔合线处组织
2.4 TB2合金焊接接头硬度试验
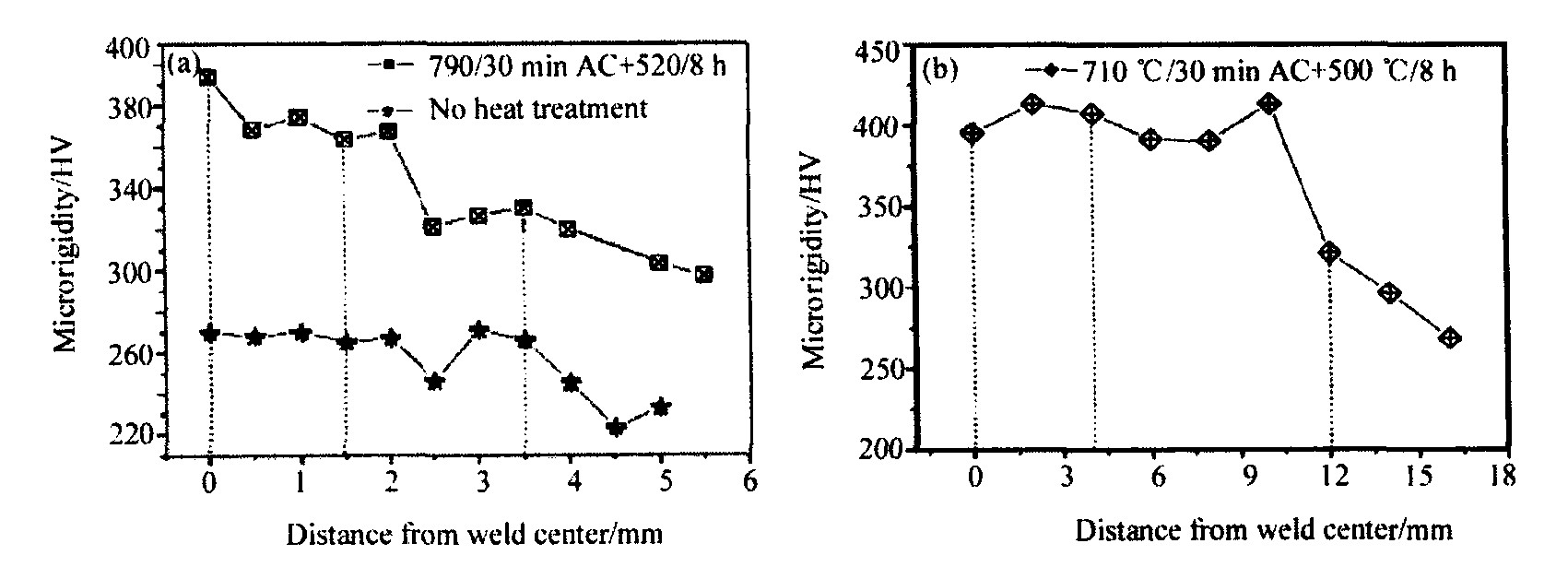
经过对测试的不同焊接方法及热处理状态试样焊缝接头显微硬度结果分析, 绘制了“显微硬度 (HV) -焊缝中心距离 (mm) ”曲线, 如图2所示。
由图2表明, 无论何种焊接, 焊缝中心显微硬度均较高, 离焊接接头中心距离越远, 晶粒组织越细小, 显微硬度值整体呈现下降趋势, 但是在熔合线附近显微硬度发生突变, 较熔合区中心和热影响区都小, 说明该部位可能是焊接接头中的最薄弱部位。 真空电子束焊接, 790 ℃/30 min固溶+500 ℃/8 h时效试样焊接接头显微硬度与未处理试样接头显微硬度明显要高, 力学性能上则反映出时效后焊接试样强度较高、 塑性较低。 与真空电子束焊接焊缝显微硬度相比, 氩弧焊焊接焊缝显微硬度较高, 在距焊缝中心12mm处显微硬度才明显出现下降, 说明氩弧焊焊接热影响区较宽。
表3 TB2合金真空电子束和手工氩弧焊焊接试样室温拉伸性能
Table 3 Tensile properties of TB2 alloy by Electron Beam Welding and TIG
试样编号*
σ b /MPaσ 0.2 /MPaδ 5 /%备注
BA1
1260
1180
9.5
TIG1
1320
1280
2.0
断焊缝
EBW1
1285
1220
2.3
断焊缝
BA2
1290
1225
10.3
TIG2
1265
1205
3.8
断焊缝
EBW2
1245
1185
7.8
BA3
1133
1057
8.7
TIG3
1190
1100
4.5
断焊缝
EBW3
1140
1060
6.0
BA4
1190
1140
13.0
TIG4
1105
1060
9.0
EBW4
1080
1015
7.5
* BA-母材; TIG-手工氩弧焊; EBW-真空电子束焊
图2 焊接接头不同热处理状态显微硬度 (HV) 曲线
Fig.2 Micro-rigidity curve of welding joint by different heat treatment
(a) 真空电子束焊接; (b) 手工氩弧焊焊接
3 结 论
1. TB2合金具有良好的可焊性, 两种焊接方法得到焊接试样的抗拉强度均在母材的90%以上, 而且采用真空电子束焊接焊缝较窄, 热影响区小, 综合性能优于氩弧焊。
2. 通过不同热处理制度下焊接接头性能研究, 选用710 ℃/30 min空冷+520 ℃/8 h时效处理的板材试样能够获得较为满意的焊缝强度、 塑性配合: 抗拉强度1245 MPa, 延伸率7.8%, 该热处理制度可作为组焊成型高压气瓶的最终热处理工艺。
3. 通过对不同焊接方法焊接接头显微硬度测试结果分析, 结果表明: 焊缝接头显微硬度越高, 拉伸试样强度越高、 塑性越低; 焊缝熔合线附近是整个焊缝的最薄弱部位。
参考文献
[1] 陈海珊.TB2钛合金的实际使用及应用研究[A].全国钛应用推广会议[C].1983.
[2] 顾曾迪, 陈根宝.有色金属焊接[M].北京:机械工业出版社, 1997.
[3] 陈石卿.钛合金金相学[M].鲍利索娃.北京:国防工业出版社, 1986.
[4] 王焕琴.钛及钛合金焊接接头的组织、性能和断裂特性[J].焊接, 2001, (11) :27.
[5] 胡礼木.钛合金Ti-6Al-4V电子束焊接接头的性能研究[J].陕西工学院学报, 1997, 13 (4) :43.
[6] 回丽, 谢里阳, 何雪氵宏等.TC2钛合金焊缝与母材性能的实验研究[J].机械设计与制造, 2004, 2 (1) :87.
[7] 崔约贤, 甄良, 杨德庄.Ti-23Al-14Nb-3V合金电子束焊接接头的显微组织及力学性能[J].焊接学报, 1998, 19 (4) :130.