工艺参数对注射压缩成型微透镜阵列基板双折射率的影响
蒋丰泽1,刘义伦1,陈磊1,Stefan Kirchberg2
(1. 中南大学 机电工程学院,高性能复杂制造国家重点实验室,湖南 长沙,410083;
2. 克劳斯塔尔工业大学 聚合物材料与塑料工程系,下萨克森州,德国)
摘要:采用注射压缩成型工艺,研究压缩距离、压缩速度和压缩压力对微透镜陈列基板双折射率的影响规律。研究结果表明:与注射成型制件相比,注射压缩成型制件在工作平面内双折射率显著降低约42%;双折射率随压缩速度、压缩压力的增大而减小,随压缩距离的增大先减后增;压缩参数对双折射率的影响从大到小依次为压缩速度、压缩压力、压缩距离。
关键词:注射压缩;工艺参数;微透镜阵列;双折射率
中图分类号:TQ320.63 文献标志码:A 文章编号:1672-7207(2014)08-2610-07
Effects of compression parameters on birefringence of injection compression molded microlens array substrate
JIANG Fengze1, LIU Yilun1, CHEN Lei1, Stefan Kirchberg2
(1. State Key Laboratory for High Performance and Complex Manufacturing,
School of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China;
2. Institute of Polymer Materials and Plastics Engineering, Clausthal University of Technology,
Lower Saxony, Clausthal-Zellerfeld, Germany)
Abstract: The influence of the compression distance, compression speed and compression pressure on birefringence was researched throw injection compression molding. The results show that the birefringence decreases by 42% in the working face of microlens array substrate. With the increase of compression speed and compression pressure, the birefringence becomes lower while the compression distance grows bigger. Compression distance, compression speed and compression pressure show a decreasing magnitude of influence on birefringence.
Key words: injection molding; parameter; microlens array; birefringence
微透镜阵列在光学连接、探测器阵列、平板显示器、生物医学测试等领域得到了广泛应用[1-3]。传统石英材料微透镜阵列成型采用热压成型,质量较好,但生产效率较低;当前广泛采用注射成型方法制造聚合物材料(PMMA、PC等)微透镜阵列,效率高,但成型制件光学性能偏差[4]。开发高质量、高生产效率的微透镜阵列成型工艺已成为进一步拓宽聚合物微透镜阵列应用领域、满足市场需求的关键。注射压缩成型集成了热压成型和注射成型的优势,具有成型制件效率高,质量好的特点[5-6]。李沙等[7]采用Moldflow仿真软件对注射成型和注压成型的收缩均匀性进行了分析;陈宇宏等[8]针对注压成型透明件的光学性能进行了研究,主要侧重于光学检测;Cheng等[9]研究了工艺参数对光场分布的均匀性的影响。现有研究大多针对成型制件的性能进行检测,而对压缩过程工艺参数的研究很少,且很多注塑成型机缺乏注塑压缩工艺控制模块,对该工艺的成型模具的设计方法也缺乏有效的研究。本文作者自主开发一套用于微透镜阵列注塑压缩成型模具,并利用单因素实验方法开展注射压缩成型工艺参数研究,对实验结果进行敏感度分析,对影响制件双折射率的因素进行排序分析。
1 微透镜阵列双折射率及其测量方法
1.1 双折射率的描述
无定形聚合物由于成型工艺导致的残余应力的存在,产生各向异性[10]。当透射光通过时,1束光线被分解成沿2个主应力方向振动、以不同速度传播的2束光线。双折射率定义为折射率在某点2个主应力方向上折射率的差值,根据应力光学定律,并通过折射率计算光程差。
 (1)
(1)
式中:△n为双折射率;△为光程差;h为投影件厚度。
式(1)表明:可以用光通过各向异性物质时分解成的2束折射光在单位厚度产生的光程差来表征双折射就率[11-12]。
1.2 双折射率的测量方法
本文采用平面偏光干涉色法定性研究成型制件双折射率的分布,旋转式补偿法定量研究成型制件双折射率。在厚度已知的情况下,通过测量光程差△即可得到双折射率△n。根据干涉色与光程差△的对应关系估计光程差,采用旋转式补偿法测量光程差△[13-14]。
旋转式补偿法(色纳蒙法)测量装置的原理图如图1所示,采用平面正交偏正光场布局,1/4波片与检偏器夹角为90°,构成色纳蒙补偿器。未放入微透镜阵列基板,视场为暗场;放入微透镜阵列基板后,视场变亮;将基板旋转使得待测点变黑,再将样品旋转45°使待测点达到最亮;旋转检偏器使待测点重新变暗,
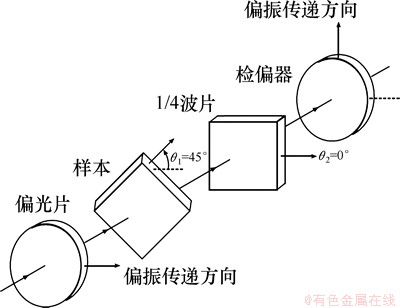
图1 旋转式补偿法
Fig. 1 Analyzer rotation method
读取检偏器转过的角度θ(消光角)[15]。若单色光波长为λ,则光程差△为
 (2)
(2)
将式(2)代入式(1)得
 (3)
(3)
2 注塑压缩成型实验
2.1 实验设计
本实验的注射成型工艺参数采用经Moldflow仿真优化得到的优选组合:熔体温度为270 ℃,模具温度为80 ℃,注射速率为5 cm3/s;3个压缩参数分别为:压缩距离0.6 mm,压缩速度6 mm/s,压缩压力30 kN;注射过程中保压压力为50 MPa。
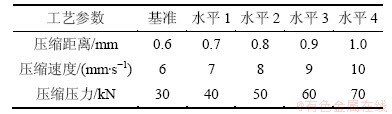
采用单因素试验法,研究压缩距离、压缩速度和压缩压力对微透镜阵列基板对双折射率的影响。各参数因素水平如表1所示。
表1 单因素实验设计
Table 1 Single experiment design
2.2 实验设备与实验材料
2.2.1 微透镜阵列
模芯采用与德国克劳斯塔尔工业大学合作设计制造的高精度镍模芯。微透镜阵列由阵列基板和在基板上规则排布的微透镜组成,如图2所示。由于微透镜高度与基板厚度相比极小,制件各向异性造成的光程差主要由基板决定,主要研究微透镜阵列基板的成型参数对光学双折射率影响。
2.2.2 注塑压缩成型模具
微透镜阵列模具采用基于压缩框概念的模具结构,一模两腔布局。微透镜阵列结构特点决定了不能用点浇口而只能从制件侧壁进胶。本套注射压缩成型模具的设计关键在于:2次合模过程中确保合模压力的有效控制和结构免干涉问题。
微透镜阵列注射压缩成型模具结构如图3所示,注射阶段锁模力由推件板与动模板镶块之间弹簧组提供,确保分型面闭合不溢料。工作时,注射机合模动作,推动动模镶块到一次合模位置;完成注射后,继续合模,直至动模板与定模板完全接触,完成压缩动作;开模后,注射机顶杆推动推板,制件和浇注系统凝料分别由型芯及凝料推杆同步顶出,随后在复位弹簧的作用下复位。
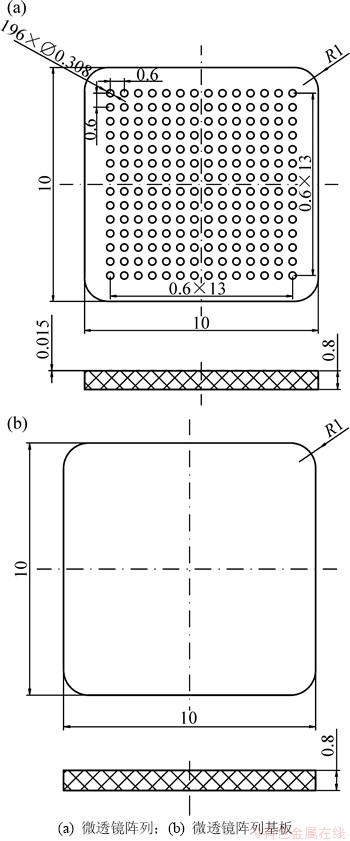
图2 微透镜阵列结构与尺寸设计(单位:mm)
Fig. 2 Microlens array structure and dimension
该模具用于ARBURG 370S 500-100注塑机上,该机配备二次合模的注射压缩功能模块,可用最大压缩压力为500 kN,压缩距离精度为0.1 mm,压缩速度≤10 mm/s。
2.2.3 实验材料
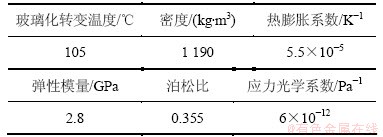
本文采用聚甲基丙烯酸甲酯(PMMA),由台湾奇美公司生产型号为C-205,其基本属性如表2所示。
2.3 实验表征与测试
通过Motic BA300Pol偏光显微镜,采用旋转式补偿法定量测量微透镜阵列双折射率。其主要性能参数如下:放大40~600倍,检偏镜旋转精度为0.2°,载物台旋转精度为0.1°,单色光波长为589 nm;光程差测量精度为0.65 nm。
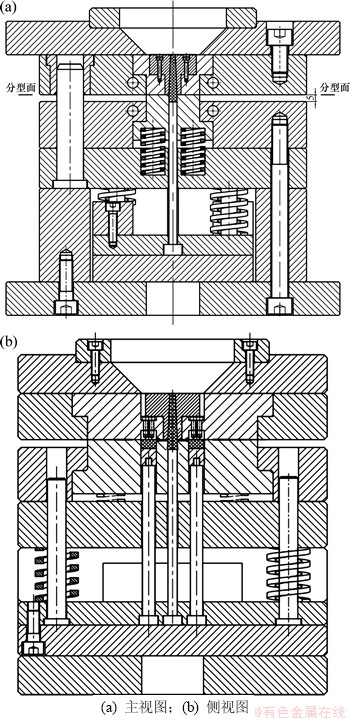
图3 微透镜阵列注射压缩成型模具
Fig. 3 Injection compression mold
表2 PMMA基本材料属性
Table 2 Properties of PMMA
旋转式补偿法测量微透镜阵列沿充填流动方向的不同位置的光程差,测量位置如图(4)所示,根据式(4)计算得到各处的双折射率[16-17]。
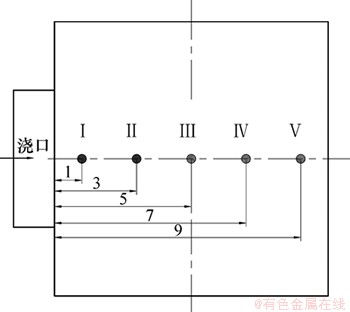
图4 双折射率测量点(单位:mm)
Fig. 4 Measurement position of birefringence
3 实验结果与讨论
3.1 压缩参数对双折射率的影响
压缩速度对双折射率的影响如图5所示。从图5可见:双折射率随着压缩速度的增大而减小。虽然压缩速度越大压缩过程熔体剪切取向更为严重,但是由于压缩速度越大,压缩时间越短,熔体温度下降越小,应力松弛时间越短且剪切应力越短,在考察的压缩速度范围内,提高压缩速度有利于减小残余应力;当压缩速度增加时,熔体仍处于冷却层较薄的高温状态。流动应力可在压缩作用下降低,从而达到减少残余应力的效果。而压缩速度较慢时,冷却层已经形成一定厚度,压缩作用不能完全传递到熔体内部,导致残余应力不能得到释放,降低了注塑压缩成型的效果。故压缩速度越快,双折射率越小。
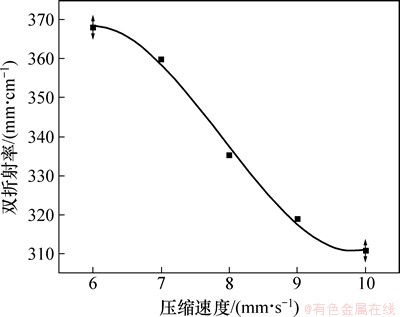
图5 压缩速度对双折射率的影响
Fig. 5 Effect of compression speed on birefringence
压缩距离对残余应力的影响如图6所示。从图6可见:当压缩距离小于0.8 mm时,双折射率随着压缩距离的增加而减小;在压缩距离为0.8 mm附近达到最小值。之后双折射率随着压缩距离的增大,双折射率反而逐渐增大。结合注塑阶段和压缩阶段对熔体剪切取向的影响可以解释为:在注射充填阶段,增大型腔体积将减小熔体充填流动时的压力和速度,降低流动剪切应力,从而减小充填阶段造成的残余应力;在压缩阶段,多余熔体被挤出型腔,压缩过程持续时间越长,熔体温度下降越多,剪切应力越大且由于熔体温度越低,应力松弛时间越长,导致压缩距离超过某个临界值时,双折射率随压缩距离的增大而增大,最终残余应力受注射阶段和压缩阶段的综合作用。实验结果表明,当压缩距离大于0.8 mm时,由压缩阶段造成的内应力增加量大于由注射阶段造成的内应力减少量,导致残余应力反而增加、双折射率增大。故对于本微透镜阵列压缩距离临界值为0.8 mm。
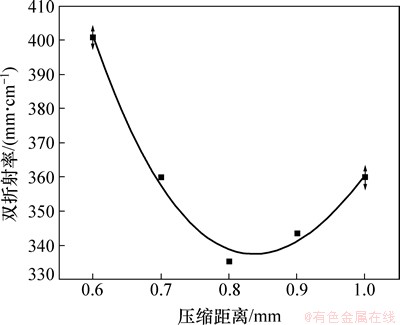
图6 压缩距离对双折射率的影响
Fig. 6 Effect of compression distance on birefringence
随着压缩距离的增大,微透镜阵列边角双折射率明显增大,当压缩距离为1 mm时,制件边缘厚度方向发生开裂现象,如图7所示。通过影像测量仪观察发现,制件边缘存在凸起。这是由于压缩型芯成型面边角在往复压缩和制件顶出过程中出现磨损,行程倒角结构,导致压缩型芯压缩熔体时,型腔边角处熔体存在巨大的剪切力,部分熔体在此处迅速冷却时发生高度剪切取向,导致边缘凸起处具有较大的残余应力;压缩剪切过程使边缘凸起紧贴型腔壁面,开模时,由于压缩型芯后退形成瞬间真空,将边缘拉裂。故对于本制件,应控制压缩距离在1 mm内。
双折射率随压缩压力的增大而减小,如图8所示。只要压缩压力足够大,压缩速度并不依赖压缩压力,但在实际成型实验中,压缩速度的实现依赖于设定的压缩压力,合模机构获得设定的压缩速度必须经历一个阶跃上升的加速过程,压缩压力越大,加速度越大,合模机构达到设定压缩速度的时间越短,整个压缩过程的实际平均速度越大。因此,压缩压力的影响可以归结为压缩速度的影响。
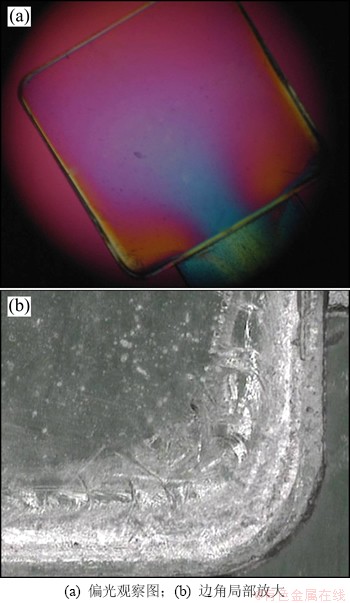
图7 压缩距离过大对制件造成的影响
Fig. 7 Influence caused by too large compression distance
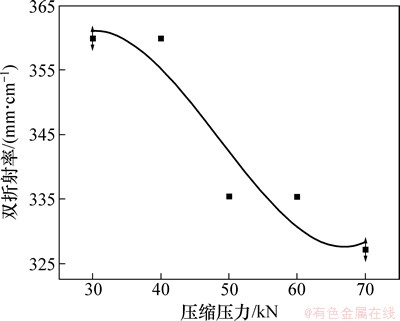
图8 压缩压力对双折射率的影响
Fig. 8 Effect of compression force on birefringence
3.2 工艺参数敏感度分析
采用敏感度分析,确认压缩参数的重要顺序。将各压缩参数对双折射率的影响参数按照三次多项式进行拟合计算:
 (4)
(4)
得到系数A,B,C,D,进行无量纲化处理:
 (5)
(5)
 (6)
(6)
最终得到敏感指数
 (7)
(7)
工艺参数的敏感指数如表3所示。
表3 工艺参数的敏感指数
Table 3 Sensitivity index of parameters

根据敏感指数分析,压缩参数对双折射率的影响从大到小依次为压缩速度、压缩压力、压缩距离。
3.3 优选参数组合的实验验证
根据单因素实验的结果,压缩参数最优水平分别为压缩距离0.8 mm、压缩速度10 mm/s,压缩压力70 kN,在此优选参数组合下进行注射压缩成型实验,成型微透镜阵列在正交偏光下的干涉图如图9所示。比较图9与图7可知:成型的微透镜阵列虽然在边缘呈现更大的双折射率,但是在工作平面内的双折射率明显减小。
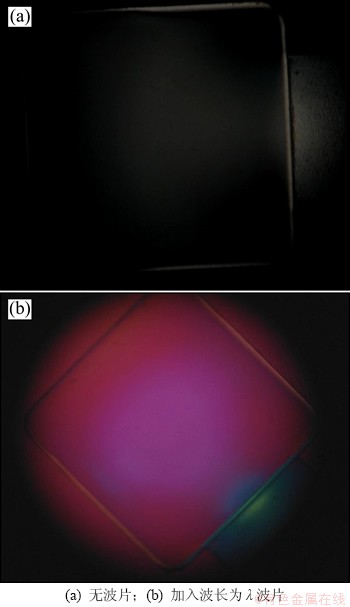
图9 最佳工艺参数组合下制件的偏光干涉图
Fig. 9 Polarization interference under optimal technological parameters
优选工艺参数组合下成型微透镜阵列各点双折射率测量值如图10所示。双折射率平均值为353.37 nm/cm。
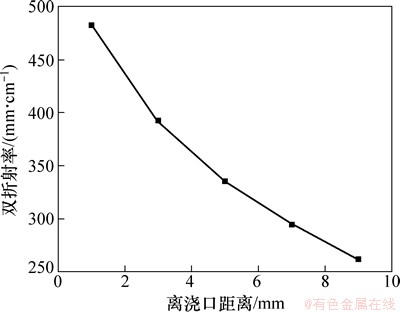
图10 优选工艺下成型制件双折射率沿充填流动方向的分布
Fig. 10 Birefringence distribution throw direction of flow under optimum parameter
3.4 成型方法对双折射率的影响
为了对比研究注射压缩成型和注射成型制件双折射率的分布和大小,使用相同的注射参数进行注射压缩成型和注射成型实验。其中,注射参数为:熔体温度270 ℃、模具温度80 ℃、注射速率5 cm3/s;对于注射成型,保压压力50 MPa;对于注射压缩成型,压缩参数为压缩距离0.6 mm,压缩速度6 mm/s,压缩压力30 kN。
注射压缩成型与注射成型微透镜阵列干涉色分布如图11所示。在检偏镜前加载波长为λ的波片(增加约500 nm光程差),颜色越接近背景红色表示双折射率越小,从红色到靛紫色到蓝色到蓝绿色,双折射率依次增大。由图11可见,在浇口及附近,注射压缩成型制件双折射率更大。这是因为压缩过程中有部分熔体受压回流,在浇口处增大分子取向,使注射压缩成型制件浇口位置双折射率比注射成型的高。但是蓝绿色迅速过渡到蓝色及靛紫色,对制件功能区域影响较小。
通过旋转式补偿法测量各点光程差换算为双折射率如图12所示。成型制件双折射率随离浇口距离的增加而减小;相同位置注压成型制品双折射率明显低于注射成型制品的双折射率,即沿熔体充填流动方向依次减小。结果表明,注射压缩成型制件双折射率平均值比注射成型制件的双折射率减小约42%。
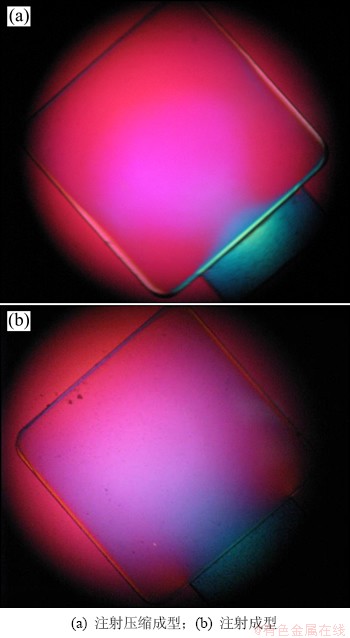
图11 微透镜阵列正交偏光干涉图
Fig. 11 Microlens array observed with white-light interference color method
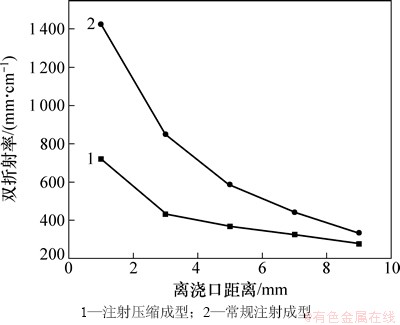
图12 双折射率沿充填流动方向的分布
Fig. 12 Birefringence along melt flow direction
4 结论
(1) 设计了一套高质高效的注射压缩成型微透镜阵列模具,注射压缩成型微透镜阵列双折射率显著降低,平均比注射成型微透镜的双折射率减少约42%。
(2) 双折射率随压缩速度、压缩压力的增大而减小,随压缩距离的增大先减小后增大;压缩参数对双折射率的影响从大到小依次为压缩距离、压缩速度、压缩压力。
(3) 根据单因素实验结果得到优选压缩参数组合,即压缩距离为0.8 mm,压缩速度为10 mm/s,压缩压力为70 kN,在此参数组合下进行验证实验,得到双折射率最小的微透镜阵列,双折射率平均值为353.37 nm/cm。
参考文献:
[1] Nagato K, Hamaguchi T, Nakao M. Injection compression molding of high-aspect-ratio nanostructures[J]. Journal of Vacuum Science & Technology B: Microelectronics and Nanometer Structures, 2011, 29(6): 6F-10F.
[2] 齐斌, 朱建毅, 尹清珍. 光盘注射压缩模设计[J]. 模具工业, 2010, 36(7): 46-48.
QI Bin, ZHU Jianyi, YIN Qingzhen. Design of CD injection compression mold[J]. Die & Mold Industry, 2010, 36(7): 46-48.
[3] 费春红, 张长春, 李达, 等. 塑料光学制件精密成型技术的现状[J]. 橡塑技术与装备, 2004, 30(11): 11-16.
FEI Chunhong, ZHANG Changchun, LI Da, et al. Current situation of plastic optical component precision molding technology[J]. China Rubber/Plastics Technology & Equipment, 2004, 30(11): 11-16.
[4] Shen Y K. A novel fabrication method for mold insert of injection molded microlens array, 2006[C]//Materials Science Forum, 2006: 665-668.
[5] Cheng H, Wang C, Huang C, et al. Micro fabrication of microlens arrays by micro dispensing[J]. Polymers for Advanced Technologies, 2010, 21(9): 632-639.
[6] Liu S, Lin K. Injection compression molding of wedge-shaped plates: Effects of processing parameters[J]. Journal of Reinforced Plastics and Composites, 2005, 24(4): 373-383.
[7] 李沙, 黄汉雄. 注射-压缩精密成型制品收缩率均匀度的研究[J]. 塑料, 2007, 36(5): 54-58.
LI Sha, HUANG Hanxiong. Research of shrinkage precision molding uniformity injection compression component[J]. Plastic, 2007, 36(5): 54-58.
[8] 陈宇宏, 袁渊, 刘小艳, 等. 注射成型和注射压缩成型透明件的光学性能对比与分析[J]. 航空材料学报, 2011, 31(2): 55-60.
CHEN Yuhong, YUAN Yuan, LIU Xiaoyan, et al. Comparison and analysis optical performance of injection molding and injection compression molding transparent component[J]. Journal of Aeronautical Materials, 2011, 31(2): 55-60.
[9] Cheng H, Huang C, Lin Y, et al. Brightness field distributions of microlens arrays using micro molding[J]. Optics Express, 2010, 18(26): 26887-26904.
[10] Liu K H, Chen M F, Pan C T, et al. Fabrication of various dimensions of high fill-factor micro-lens arrays for OLED package[J]. Sensors and Actuators, A: Physical, 2010, 159(1): 126-134.
[11] 计欣华, 邓宗白, 鲁阳. 工程实验力学[M]. 北京: 机械工业出版社, 2005: 170-205.
JI Xinhua, DENG Zongbai, LU Yang. Engineering experiment mechanics[M]. Beijing: China Machine Press, 2005: 170-205.
[12] Bumer S. Handbook of plastic optics[M]. New Jersey: Wiley, 2005: 30-65.
[13] Tsai K, Hsieh C, Lo W. A study of the effects of process parameters for injection molding on surface quality of optical lenses[J]. Journal of Materials Processing Technology, 2009, 209(7): 3469-3477.
[14] Michaeli W, Hener S, Klaiber F, et al. Geometrical accuracy and optical performance of injection moulded and injection-compression moulded plastic parts[J]. CIRP Annals- Manufacturing Technology, 2007, 56(1): 545-548.
[15] Huang C. Investigation of injection molding process for high precision polymer lens manufacturing[D]. Columbus: Ohio State University, 2008.
[16] 许菲, 王克俭, 颜悦. 薄壁塑件注射压缩成型工艺的模拟分析[J]. 塑料, 2010, 39(1): 116-119.
XU Fei, WANG Kejian, YAN Yue. Thin-walled plastic parts injection compression molding process simulation[J]. Plastic, 2010, 39(1): 116-119.
[17] Tsai K. Effect of injection molding process parameters on optical properties of lenses[J]. Applied Optics, 2010, 49(31): 6149-6159.
(编辑 赵俊)
收稿日期:2014-03-05;修回日期:2014-05-01
基金项目:国家自然科学基金外国青年基金资助项目(51150110343);中南大学中央高校基本科研业务费专项资金资助 (2012zzts079)
通信作者:刘义伦(1955-),男,江西九江人,教授,从事机械力学行为、状态监测、故障针对、疲劳强度等研究;电话:E-mail:lylcmee@csu.edu.cn

