
Microstructure and properties of Fe-based coatings on cutting pick surface formed by plasma jet surface metallurgy
CHEN Hao(陈 颢)1, 2, YANG Jian-gao(羊建高)2,LI Hui-qi(李惠琪)3
1. School of Materials and Chemical Engineering, Jiangxi University of Science and Technology,
Ganzhou 341000, China;
2. Engineering Research Center of High-efficiency Development and Application
Technology of Tungsten Resources of Ministry of Education, Ganzhou 341000, China;
3. School of Materials Science, Shandong University of Science and Technology, Qingdao 266510, China
Received 10 August 2009; accepted 15 September 2009
Abstract: The Fe-based composite coatings were produced on the attrition spot of cutting pick by plasma jet surface metallurgy, and metallurgical bonding was obtained between coating and substrate. The results show that the microstructure, microhardness, wear resistance and erode resistance of the coating are all evaluated. The coating has apparent characteristics of rapid and layered crystallization from planar crystal-cell/dendritic transition zone on the interface, to equiaxed crystal on the midst, to spike crystal on the surface. The microhardness gradually increases from the bottom to the top of the coating. The composite coating has better wear resistance and erode resistance compared to steel substrate.
Key words: cutting pick; plasma jet surface metallurgy; microstructure; wear resistance; erode resistance
1 Introduction
Cutting pick is the important part on coal mining machine, whose running conditions is very bad. It ceases to be effective only due to the damage on the surface caused by wear or corrosion. Hence, regular downtimes are needed for repair and replacement[1-4]. In order to increase the service life of the cutting pick, surfacing techniques are often used to improve the surface properties of components. Laser cladding is an advanced surface modification technology to synthesize wear and corrosion resistant coating materials for components. However, the efficiency of energy transfer of laser is rather low (10%-25%), and its application is limited by the expense of the equipment and the dependence on the reflectivity of bulk material[5-9].
DC (direct current)-plasma jet surface metallurgy is a new high developing technique and an effective material processing method that produces surface metallurgical coatings with many advantages, such as minimized dilution of the powders material from the base metal, good fusion bonding between coating and substrate, fine microstructure and improved surface properties of the coated workpieces. Compared with laser cladding, DC-plasma jet surface metallurgy has higher efficiency of energy transfer and better performance. In recently, it has become one of the most promising processes because of its fine performance, cheap cost and good processing environment[10-12].
In this work, Fe-based alloy coating with high toughness and high wear resistance was designed and fabricated on the place of heavy wear by using plasma jet surface metallurgy, and the microstructure, microhardness, erode resistance and wear resistance of coatings were investigated.
2 Experimental
Fe-based alloy powder was used as the coating material. The particles of the Fe-based alloy powder were less than 150 μm in size and are spherical in shape. Table 1 shows the chemical composition of Fe-based alloy powder.
Table 1 Chemical composition of Fe-based alloy (w/%)

The deposition system was carried out by means of a homemade set-up for transferred arc plasma jet surface metallurgy equipment. The plasma jet was directed at the surface of the substrate and a melt pool was created. Simultaneously, a jet of metal powder forming the feeder was propelled into this melt pool with the aid of carrier gas argon, which also used in the process served the functions of both plasma gas and shielding gas. By the relative movement between the plasma jet and the substrate, a pool of molten coating metal covered the substrate to form a solidified metallic layer, which fused to the substrate. The surface metallurgy processing parameters were as follows: output power 10 kW, working current 300 A, beam diameter 5mm, scanning speed 500 mm/min, sending powder gas flow rate 0.6 m3/h, protection gas flow rate 1.5 m3/h and ionic gas flow rate 0.6 m3/h.
The analysis specimens were cut from the transverse intersection along the vertical direction of plasma scanning, polished with fine diamond paste and etched with aqua regia (the volume ratio of hydrochloric acid and nitric acid is 3?1) for 1-2 min. The microstructure was observed using XJP-100 optical microscope and LEO1450 scanning electronic microscope. The phase structure of the coatings was determined by X-ray diffraction analysis (XRD). A Vickers’ hardness tester with a load of 0.1 kg measured the micro-hardness along the depth in cross-section. The room temperature wear resistance of the surface metallurgy coatings was evaluated on a MLS-225 block-on-wheel dry sliding wear tester. The block specimens were made of quartz sand. The wear tests were operated under load of 70 N and rotational speed of 400 r/min without lubrication. The wear mass loss was measured using a precision electronic balance with accuracy of 0.1 mg.
 3 Results and discussion
3 Results and discussion
In order to improve mechanical property and operational life of cutting pick, the Fe-based alloy coating with high toughness and high wear resistance was designed and fabricated on the place of heavy wear by plasma jet surface metallurgy. The composite coatings from Fe-Cr-C-Ni-B-Si materials were studied and the influence of the processing parameters on the microstructure and properties was investigated systematically. With these optimized parameters, the defect-free, 3 mm thickness coatings with ideal shape and good surface quality were formed on the cutting pick surface by plasma jet surface metallurgy with powder feeding. Fig.1 shows the cutting pick strengthened by plasma jet surface metallurgy, and the white part in Fig.1 is the Fe-based composite coatings.

Fig.1 Cutting pick strengthened by plasma jet surface metallurgy
3.1 Microstructure of coating
As shown in Fig.2, the metallurgical coating is fully dense and uniform (Fig.2(a)), and the white layer of planar crystallization was observed at the interface, which shows a metallurgical bonding between the coating and substrate (Fig.2(b)). The districts of coating can be divided into metallurgical coating, heat affected zone (HAZ) and substrate. During solidification, the planar crystallization can be observed at the interface and subsequently dendrite in the coating grows epitaxially in the direction of heat flow towards the center of the coating.
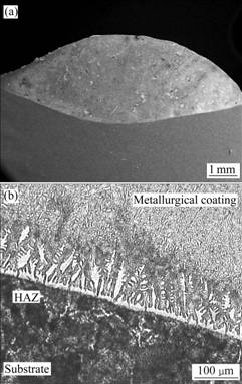
Fig.2 Microstructure of metallurgical coating: (a) OM micrograph of overview transverse section; (b) SEM image of coating
Fig.3 shows the XRD pattern of the coating. Cr, B and Si are dissolved in γ-(Fe, Ni) solid solution partly, strengthening and hardening the matrix. Beyond the solubility, Cr atoms form intermetallic compound particles of great hardness at grain boundaries. The results of XRD analysis show that the intermetallic compounds are precipitated including (Cr, Fe)7C3. Due to the high-speed heating and cooling, it is possible to obtain metastable structures without being restricted by the equilibrium phase diagram. A similar microstructure can be found in laser-clad layer[13-14]. But the primary dendrite in the coatings is coarser than that in layers prepared by laser cladding because of high heat input and slower cooling rate during the DC-plasma jet surface metallurgy.
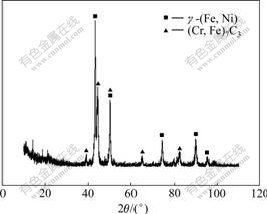
Fig.3 XRD pattern of metallurgical
3.2 Micro-hardness distribution
Fig.4 shows the hardness distribution of coatings formed by plasma jet surface metallurgy. The hardness of laser cladding coating and melted zone is significantly more enhanced than substrate, and it is inevitably to make indentions close to the (Cr, Fe)7C3 particles, which results in much higher hardness. It is notable that there is no sudden transition from the coating to the substrate in the hardness, which indicates the absence of demarcation in material properties across the interface. The increase of hardness is due to higher cooling rates and fine microstructure obtained in coatings, and the decrease of hardness of the exoexine because of melting loss of alloy elements. The coating with higher hardness and dispersion ensured higher wear-resistant in substrate surface of cutting pick.
3.3 Wear resistance
Fig.5 shows the relative wear resistance of the coatings at room temperature by dry sliding wear test
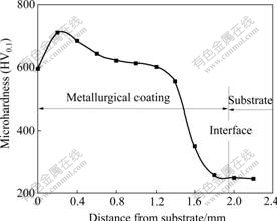
Fig.4 Microhardness of coating
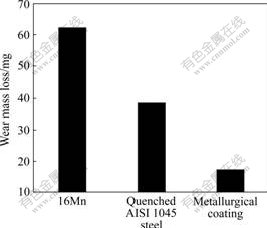
Fig.5 Wear mass loss of specimens
comparing with the references of 16Mn steel and quenched AISI1045 steel. It can be seen from Fig.5, the metallurgical coating has excellent wear resistance.
SEM image of worn surface is shown in Fig.6. Observation of the worn surface of upper layer shows furrow marks that are typical evidence of sliding wear. It is clearly evident that deep and fairly long continuous furrows characterized the worn surface where the material is removed from the surface during wear. The significant improvement of wear resistance may be due to the solution hardening, refined crystal hardening and second phase particle strengthening[15].
3.4 Erode resistance
During eroding process, the erode-resistant performance of metallurgical coating is markedly higher than the level of substrate, thus the erode resistance capability is enhanced.
The plasma jet surface metallurgy coating has compact and uniform crystal structure and has limited heat affected zone since the power of plasma jet is high and scanning period is short. The melting speed is rapid after heated coating and substrate surface, which makes the under cooling large. And alloy elements in molten pool can rapidly develop multiple compounds to increase the quantities of non-spontaneous nucleus and to improve nucleation rate greatly; thus small and homogeneous microstructure is obtained. Compact microstructure can availably enhance bond strength of grain boundary and swell intensity and toughness of materials and decrease the impurities content of unit crystal. And then the degree of segregation decreases in the process of rapid cooling. Thereby the accelerating corrosion that is caused by original cells is reduced. In addition, chromium steel can significantly enhance the erosion resistance, but the carbon and chromium easily generate carbonation chromium. The higher the content of carbon is, the lower the chromium content will be in metallurgical coating, thereby erosion resistance of coating will be decrease. However, the general working surface required a certain hardness and intensity, and the more the carbon content is, the higher the intensity and hardness of cladding coating is. Thus, the contents of chromium and carbon are considered for the impact on capability of erode-resistant[16].
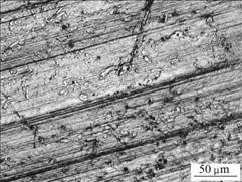
Fig.6 SEM image of worn surface of specimen
In order to test the effect of actual use, the cutting pick strengthened by plasma jet surface metallurgy was processed into coal mine pick test. The results show that the metallurgical coating effectively protects the cutting pick, resulting in the increase of the service life, the decrease of the replacement of workers, and the increase of the production efficiency.
4 Conclusions
1) A matrix composite coating has been successfully prepared on the attrition spot of cutting pick using home-made DC-Plasma jet surface metallurgy equipment. An excellent metallurgical bond between the coating and substrate is observed.
2) The metallurgical coating has apparent characteristics of rapid and layered crystallization from planar crystal-cell/dendritic transition zone on the interface, to equiaxed crystal on the midst, to spike crystal on the surface. The intermetallic compounds precipitated include (Cr, Fe)7C3.
3) Hardness profile across the coating is much higher than that of substrate, but is non-uniform, and wear resistance of the coating is improved due to the solution hardening, refined crystal hardening and second phase particle strengthening.
4) High hardness, high wear resistance and corrosion resistance of the metallurgical coating effectively protect the cutting pick, resulting in cut-off substantial increase in service life.
References
[1] ZHAO Yun-cai. Analysis on materials for manufacturing shearer bits and technology [J]. Mine Machinery, 1999(12): 22-23. (in Chinese)
[2] YAO Shu-yu, LI Hui-qi. Surfacing welded coating of high-speed steel on shearer's pick [J]. Heat Treatment of Metal, 2004, 29(8): 51-53. (in Chinese)
[3] JI Chao-hui. Study on test of cast-in process of inserting hard metal into cutting pick [J]. Foundry, 2004, 53(1): 46-48. (in Chinese)
[4] SUN Hui-lai, ZHAO Fang-fang, ZHAO Shou-xin, QI Xiang-yang. Microstructure and performance of laser cladding on pick surface of coal mining machine [J]. Journal of Coal Science and Engineering, 2006, 12(2): 97-99.
[5] NAVAS C, CONDE A, FERNA?NDEZ B. Laser coatings to improve wear resistance of mould steel [J]. Surface and Coatings Technology, 2005, 194(2): 136-142.
[6] SEXTON L, LAVIN G, BYRNE C. Laser cladding of aerospace materials [J]. Journal of Materials Processing Technology, 2002, 122(1): 63-68.
[7] ANA S, PAULO S, RUI M. Microstructural features of consecutive layers of satellite 6 deposited by laser cladding [J]. Surface and Coatings Technology, 2002, 153(2): 203-209.
[8] PRZYBYLOWICZ J, KUSINSKI J. Laser cladding and erosive wear of Co-Mo-Cr-Si coatings [J]. Surface and Coatings Technology, 2000, 125(1): 15-17.
[9] SONG Wu-lin, ECHIGOYA J, ZHU Bei-di. Vacuum laser cladding and effect of Hf on the cracking susceptibility and the microstructure of FeCrNi laser clad layer [J]. Surface and Coatings Technology, 2000, 126(1): 76-80.
[10] LI Hui-qi, LIU Bang-wu, LI Hui-dong, SUN Yu-zong. Study on cracking behavior of plasma surface metallurgy Fe-based layer [C]//14th IFHTSE Congress, 2004: 952-955.
[11] LI Min, LI Hui-dong, LI Hui-qi, SUN Yu-zong. Development of plasma surface modification technology [J]. Heat Treatment of Metal, 2004, 29(7): 5-8. (in Chinese)
[12] CHEN Hao, LI Hui-qi, SUN Yu-zong, LI Min. Microstructure and properties of coatings with rare earth formed by DC-plasma jet surface metallurgy [J]. Surface and Coatings Technology, 2006, 200(16/17): 4741-4745.
[13] CONDE A, ZUBIRI F Y, DAMBORENEA J D. Cladding of Ni-Cr-B-Si coatings with a high power diode laser [J]. Mater Sci Eng A, 2002, 334: 233-238.
[14] HIDOUCI A, PELLETIER J M, DUCOIN F. Microstructural and mechanical characteristics of laser coatings [J]. Surface and Coatings Technology, 2000, 123(1): 17-23.
[15] ZHANG Li-min, SUN Dong-bo, YU Hong-yin, LI Hui-qi. Characteristics of Fe-based alloy coating produced by plasma cladding process [J]. Mater Sci Eng A, 2007, 457: 319-324.
[16] JEONG Y H, BAEK J H, KIM S J, KIM H G. Corrosion characteristics and oxide microstructures of Zircaloy-4 in aqueous alkali hydroxide solutions [J]. Journal of Nuclear Materials, 1999, 270: 322-333.
(Edited by ZHAO Jun)
Foundation item: Project(50801032) supported by the National Natural Science Foundation of China; Project(2008GQC0027) supported by the Natural Science Foundation of Jiangxi Province, China; Project(GJJ08270) supported by the Foundation of Education Office of Jiangxi Province, China
Corresponding author: CHEN Hao; Tel: +86-15970796661; E-mail: chenhao_168168 @163.com

