DOI:10.19476/j.ysxb.1004.0609.2017.03.009
大断面铜包铝棒坯立式连铸成形工艺参数对连铸复合过程影响的数值模拟
刘新华,付新彤,付华栋,谢建新
(北京科技大学 材料先进制备技术教育部重点实验室 新材料技术研究院,北京 100083)
摘 要:以100 mm×100 mm大断面铜包铝棒坯为对象,建立棒坯连铸复合成形的数值模型,确定模型的边界条件,并通过设计的实验验证数值模型边界条件的准确性。基于验证的边界条件,采用ProCast软件对铜包铝棒坯立式连铸复合成形过程的稳态温度场进行数值模拟,得到了各工艺参数对连铸过程的影响规律,给出了工艺参数的调控策略和合理范围。结果表明,制备100 mm×100 mm大断面铜包铝铸坯的合理工艺参数范围为:在保持铜液温度1250 ℃的条件下,铝液铸造温度为760~790 ℃;一冷水流量为1600~2000 L/h;二冷水流量为900~1100 L/h;二冷水距结晶器石墨套出口距离为20 mm;拉坯速度为80~100 mm/min。
关键词:铜包铝;立式连铸复合成形;温度场;数值模拟
文章编号:1004-0609(2017)-03-0514-11 中图分类号:TG156.2 文献标志码:A
铜包铝(Copper clad aluminum, CCA)复合材料是在铝芯表层包覆一层纯铜的高性能层状复合导体材料,兼具纯铜电导率高、易连接、耐腐蚀,以及纯铝密度低、成本低等优点,在电力、电器、冶金、交通、建筑等领域具有广阔应用前景[1-3]。按用途,铜包铝复合导体可分为断面尺寸较小的线材(包括圆线和扁线)和断面尺寸较大的扁排,其中扁排类产品用量约占一半,市场潜在需求高达每年100万t左右。然而,目前用于生产铜包铝复合线材的主要工艺,如铝线镀铜法[4]、轧制压接法[5]、包覆焊接法[6]等,均难以生产大断面高性能的铜包铝扁排产品。静液挤压法[7]虽然可以生产较大断面的扁排产品,但由于工艺流程长、设备投资大、生产成本高,难以大规模推广应用于纯铜扁排的替代,仅限于对减重有重要要求的少量高端产品上应用。
针对上述问题,本文作者等[8-11]发明了连铸直接成形制备铜包铝复合材料的新工艺,具有流程短、生产成本低、界面结合强度高等优点,为大断面铜包铝复合材料的规模生产和应用开辟了重要途径。连铸直接复合成形新工艺的关键是精确控制铜和铝的连铸凝固行为、铜和铝的固液界面的位置和温度场、以及铜铝界面的反应和过渡层厚度[12-13]。由于铜包铝连铸复合成形涉及的工艺参数较多,传热过程复杂,且铝芯完全处于铜包覆层之中,难以对铝芯的凝固位置和温度场进行直接监测,成为研究铜铝复合过程和工业生产过程控制的主要难题。采用数值模拟的方法可以建立连铸凝固过程的温度场模型,分析温度场变化规律,研究工艺参数对连铸过程的影响,把握铝芯的凝固行为,从而为连铸复合过程的精确控制提供指导。
本文作者以断面尺寸为100 mm×100 mm的较大断面铜包铝棒坯立式连铸成形为对象,采用ProCAST有限元软件对不同工艺参数下棒坯凝固的温度场进行模拟,得到铜包铝棒坯在连铸稳定状态下固液界面的位置,分析工艺参数对大断面铜包铝棒坯连铸过程的影响规律,给出合理的调控策略和工艺参数范围。
1 模型及模拟方法
1.1 物理与几何模型
铜包铝立式连铸直接成形工艺原理[14]如图1所示,制备过程是:分别将铜和铝在坩埚中熔化并达到设定温度,然后通过调整连铸参数使铜液首先连续凝固为包覆层铜管,当铜管连铸达到稳定后,将铝液通过铜管芯棒的中心孔浇注到先凝固的铜管中,通过二次冷却使铝液凝固为芯材,同时使铜与铝实现良好复合。

图1 铜包铝立式连铸直接复合成形工艺原理图
Fig. 1 Schematic diagram of Vertical Core-Filling Continuous Casting (VCFC) processing principle for fabricating CCA composite materials
在铜包铝充芯连铸过程中,铜液与铝液的铸造温度、冷却强度和连铸速度等众多因素均影响连铸过程中的温度场,为了较全面的考虑各因素对温度场模拟结果的影响,建立了包括铜管、铝芯、石墨芯管、石墨铸型、水冷铜套为一体的模拟对象。根据前期研究结果和棒坯断面尺寸,确定结晶器的长度为200 mm。由于铸坯几何形状具有轴对称性,为了提高计算效率,建立如图2所示的1/4三维轴对称几何模型,所有模型均按照与实际中试设备相关部位几何尺寸1:1的比例进行建模。
ProCAST软件自带前处理网格划分模块MeshCAST只能对简单模型进行网格的自动划分,复杂多曲面三维实体模型导入到MeshCAST后会丢失很多信息,修补或定义模型间关系时,需逐步定义模型中的交点、公共线、公共面,修复工作量大,网格质量较差。有限元前处理软件HyperMESH提供了大量的有限元模拟软件接口,而且导入的模型质量高,只需少量的修改甚至不需修改即可直接进行网格划分[15]。因此,本文作者在Pro-E中创建三维几何模型,采用HyperMESH划分面网格,再导入MeshCAST软件中进行体网格的划分,自动生成的网格之间形成良好衔接。
连铸复合成形过程涉及的因素众多,如果考虑连铸过程的全部因素,可能导致模拟计算难以进行,为此在模拟过程中,对铜包铝连铸复合成形过程的物理模型做如下简化处理:
1) 模拟采用稳态模拟,只考虑在设定的边界条件下达到稳定时的温度场;
2) 忽略金属液内部的对流换热;
3) 所有部件各向同性,物性参数仅与温度有关;
4) 除结晶潜热外,不考虑其它相变潜热;
5) 一次冷却水、二次冷却水沿周向均匀分布,冷却强度沿周向相同。
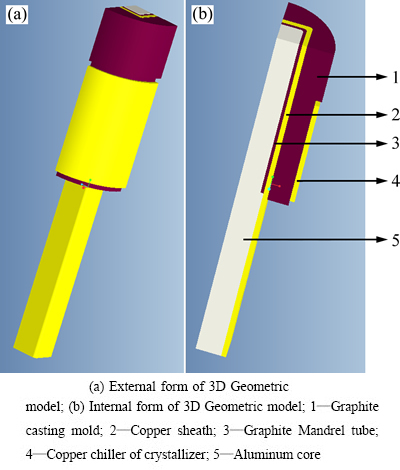
图2 铜包铝立式连铸复合几何模型
Fig. 2 Geometric model of VCFC processing for fabricating CCA composite materials
1.2 边界条件
在热传导分析中,根据物体边界处传热的特点不同,边界条件分为以下3类:
1) 第一类边界条件,给定物体边界上任何时刻的温度分布T0:
T=T0 (1)
2) 第二类边界条件,给定物体边界上任何时刻的热流密度分布q0:
-n・q=q0 (2)
3) 第三类边界条件,给定物体边界与周围环境间的表面传热系数h及周围环境温度Text:
-n・q=h(Text-T) (3)
如图3所示,本研究中温度场分析应用的边界条件设置如下:
边界1、2:恒温边界,为第一类边界条件,分别设为铝液和铜液的铸造温度;边界3:一次冷却水冷却边界,按照第三类边界条件设定冷却水温度和换热系数;边界4:结晶器和石墨内衬暴露于空气区域以及铜包铝铸坯出结晶器还未进入二次冷却区域,按照第三类边界条件分别设定铸坯与空气的换热系数和大气的温度;边界5:二次冷却水冷却区域,按照第三类边界条件设定铸坯和二次冷却水的换热系数以及二次冷却水的温度;边界6:几何对称面,设置对称边界;其余几何边界上均设为绝热边界条件。
界面I为铝芯和石墨芯管的接触界面,本实验中液态金属与石墨模具紧密接触且液态金属流速很小,两者能够进行充分的换热,相关研究[16]表明,液态金属与模具界面换热系数取值范围为10000~20000 W・(m2・k),故将铝芯和石墨芯管的界面换热系数设定为15000 W・(m2・k)(本研究将金属液与石墨的换热系数均设为此值)。界面II为凝固后的铜包覆层与石墨芯管的接触界面,凝固后铜管冷却收缩,固态金属铜与石墨芯管紧密接触。前期研究[16]利用静态热流法通过实验计算得到铜与石墨模具紧密接触时的传热系数为2400~2600 W・(m2・k)。
界面III为凝固后的铜包覆层与石墨模具的接触界面。凝固后金属铜发生收缩,与石墨铸型产生气隙,气隙对界面换热系数产生非常大的影响,气隙的传热主要为空气的热传导。但由于铸坯从凝固开始到结晶出口的一点距离内其温度是逐渐降低的,铸坯的收缩量不同,因此,结晶器内棒坯与结晶器之间沿轴向实际气隙的宽度由于温度不同而不可能为一定值,本研究结合凝固收缩计算公式及棒坯出结晶器出口时实际气隙宽度,计算出更接近实际凝固情况的气隙宽度。金属凝固时的线性收缩尺寸,即气隙的宽度由公式(4)计算:
△L=α×(L×△T) (4)
式中:△L为收缩的线性尺寸,m;α为线性收缩系数,1/K;L为收缩前尺寸,m;△T为温度变化,K。
按照式(4)计算出随着棒坯表面温度变化的气隙宽度值,直至气隙宽度达到实验实际气隙宽度时便稳定与此值。表1所列为棒坯与石墨铸型间气隙宽度和换热系数的计算结果。界面IV为石墨铸型和结晶器铜套的接触界面。石墨铸型与结晶器铜套采用热装方式装配在一起,为紧密接触。
表4 棒坯与石墨铸型间气隙宽度及换热系数
Table 4 Values of width of air gap and heat transfer coefficient between casting billet and internal surface of graphite casting mould at different temperatures


图3 铜包铝立式连铸温度场稳态模拟边界条件和界面条件示意图
Fig. 3 Schematic diagram of boundary condition (a) and interface condition (b) of steady-state temperature field simulation for VCFC processing of CCA composite materials
1.3 换热系数的计算
1.3.1 一次冷却水对流换热系数
按照冷却水强制对流换热公式计算换热系数,建立换热系数与冷却水铜套温度相对的关系。连铸时结晶器的冷却水沿着紧贴着冷却水铜套的一个环形缝隙中流过,与铜套发生对流换热并将热量带走,属于非圆形管道对流换热[17]。非圆管道的特征尺寸采用流体力学中当量直径(de)的概念[17-18],定义为
 (5)
(5)
式中:A为非圆管道的横截面积;P为湿周,即流体和横截面接触长度。
当量直径用于雷诺数Re和努塞尔数Nuf的计算。
根据式(6)计算冷却水的换热系数。
 (6)
(6)
式中:λf为水的导热系数;Nuf为努赛尔数。
1.3.2 二次冷却水界面换热系数
对于二次冷却边界条件,冷却水与铜包铝棒坯的换热系数随着棒坯表面温度的变化而变化。当棒坯表面温度较低时,冷却水与铸坯表面未发生沸腾换热,换热方式为强制对流换热,换热系数由式(7)计算;当铸坯表面温度高于水的饱和温度时,冷却水会发生沸腾现象,此时棒坯表面同时进行核态沸腾换热和强制对流换热,换热系数计算如式(8)所示[19]。
 (7)
(7)
式中: 为棒坯表面温度Twall和冷却水温度Tbulk的平均值,K;
为棒坯表面温度Twall和冷却水温度Tbulk的平均值,K; 为喷水密度,m2 /s;Q为冷却水流量,m3 /s;D为棒坯直径,m。
为喷水密度,m2 /s;Q为冷却水流量,m3 /s;D为棒坯直径,m。
 (8)
(8)
式中:△T=Twall-Tbulk,为铸坯表面温度与冷却水温度差;△Tx = Twall-Tsat,为铸坯表面温度与冷却水沸点温度Tsat之差;Csf为系数,由热态金属和流体性质共同决定,参考冷却水与铜管的换热,取Csf =0.013[20-21]; 、Q′同上式,Tsat在标准大气压下为373 K。
、Q′同上式,Tsat在标准大气压下为373 K。
1.3.3 铸坯表面与大气间的界面换热系数
铸坯拉出结晶器后与周围大气进行辐射传热的同时,还会进行对流传热,其传热边界条件可以表示为
 (9)
(9)
式中:hc为对流换热系数,W・m/K;hr为辐射换热系数,W・m/K。
铸坯与大气间的对流换热属于自然对流,假设大气温度恒定为25 ℃,计算铸坯在不同表面温度下的自由对流换热系数[17],如式(10)所示。
 (10)
(10)
式中:Ra=Gr・Pr为瑞利数;Gr为格拉晓夫数; ;Pr为普朗特数;
;Pr为普朗特数; 为气体的体积膨胀系数,K-1;Δt为铸坯表面温度和周围大气温度的差值;lc为棒坯特征尺寸;
为气体的体积膨胀系数,K-1;Δt为铸坯表面温度和周围大气温度的差值;lc为棒坯特征尺寸; 为空气的运动黏度,m2/s。
为空气的运动黏度,m2/s。
棒坯表面与大气的辐射换热系数按式(11)计算:
 (11)
(11)
式中:ε为铜的发射率,即黑度(本研究取0.6[16]);cb=5.67 W/(m2・K4),为黑体辐射系数;Tw为铸坯表面热力学温度,K;T∞为不受铸坯温度影响处空气的温度,K。
1.4 边界条件的实验验证
边界条件的选取与确定是模拟结果可靠性、精确性的至关重要因素,通过实验验证关键边界条件的正确性十分必要。对于大断面铜包铝铸坯的连铸过程中涉及的边界条件由于受到各种因素的影响,难以准确直接测量,因此,通过设计相似传热条件和方便测量的物理模拟实验,通过实测物理模拟结果及数值模拟结果验证边界条件计算方法的正确性。
物理模拟实验装置与方法如图4所示,结晶器采用与复合连铸相似的结构和装配方式,即石墨铸型与水冷铜套采用热装的方式装配在一起。模拟实验时,通过将一定温度的金属液浇注到石墨铸型中(为方便存储金属液,铸型设计为带底的结构),测量在金属液凝固过程中通过石墨铸型与水冷铜套之间的换热过程。实验过程中为了使凝固时尽量沿周向传热,将实验装置的上下面用一层硅酸铝纤维棉保温。实验过程中通过在石墨铸型上打孔测温的方式采集模具温度随时间的变化,测温孔位置如图4所示,采用K型热电偶测温。
凝固金属铜与石墨衬套间的气隙传热系数以及一次冷却水的传热系数是两个重要的边界条件,对热电偶处温度产生综合影响。为了分别对两个传热变量进行验证,需要进行分离实验,先进行铝液的浇铸实验,采用空冷的冷却条件,通过实验采集温度与模拟温度的对比验证气隙传热系数的准确性。然后进行铜液的浇铸实验,冷却条件为水冷,采用经过验证的气隙传热系数进行一次冷却水传热系数的实验验证。
图5所示为浇铸实验的实测温度和模拟温度随时间的变化曲线,蓝色虚线为实测温度与模拟温度的绝对误差曲线。由图5可知,水冷的冷却速度明显大于空冷的冷却速度,水冷时模拟温度降低的比实际温度要快,这是由于模拟条件将浇注系统看成理想的两端绝热的周向传热而实验中采用保温棉近似绝热条件。测温从浇铸开始时计时,在浇铸的初始阶段温度较低,受环境的影响较大,绝对误差出现较大波动,随着温度的升高,系统趋于稳定,绝对误差开始逐渐减小。计算每个时刻的误差值并求取相对误差,实验的相对误差最大值为10%,因此,可以认为本研究采用的边界条件具有较高的精度,可用于大断面铜包铝铸坯的模拟研究。
1.5 工艺参数的模拟方案设计
本研究中影响温度场的工艺参数较多,包括铜液铸造温度、铝液铸造温度、一次冷却强度、二次冷却强度、芯管长度、连铸速度等,模拟方案的设计至关重要。根据前期的实验研究结果[10-12],在保证铜管连铸质量的前提下,铜液的铸造温度对铜包铝连铸过程影响较小,设定铜液浇铸温度为1250 ℃。在模具结构不变的情况下,对各工艺参数条件下铜包铝复合连铸的稳态温度场进行模拟,考察一次冷却水流量、二次冷却水流量、二冷水距结晶器出口的位置、连铸速度和铝液铸造温度及芯管长度(图1中几何模型上端部到铝液出芯管口处的距离)对铜包铝立式连铸过程的影响。查阅常用正交表,选择了五水平六因素L25(56)正交方案设计,确定了各工艺参数的取值范围,在此基础上进行的工艺参数设置如表2所示。

图4 物理模拟实验装置及热电偶测温位置
Fig. 4 Schematic diagram of physical simulation test device and points of temperature measurement of thermocouples

图5 物理模拟实验时铸型中的金属液凝固过程中实测温度与模拟温度随时间的变化曲线
Fig. 5 Temperature-time curves of measured and simulation values during solidification of metals in casting mold in physical simulation tests
表2 数值模拟工艺参数表及所对应条件下的模拟结果
Table 2 Processing parameters for numerical simulation and their results

2 结果与讨论
2.1 模拟结果评价指标
按照表2所示方案应用ProCAST模拟得到铜包铝棒坯连铸凝固成形过程中的稳态温度场,为了更加直观的分析各工艺参数的模拟结果,选择4个表征模拟结果的指标,如图6所示,各指标及其物理意义如下:
1) 芯管出口处铝的过热度△θ,由图6中所示芯管出口处的铝液温度θAl与铝熔点的差值得到;
2) 金属铝液出芯管与铜管开始接触至冷却到铜铝合金共晶反应温度(548.2 ℃)所需时间t,由接触距离Le(共晶等温线位于芯管下方时取正值)除以拉坯速度得到;
3) 铜的固液界面距铜液入口的距离L1;
4) 铝的固液界面距芯管出口的距离L2(铝固液界面位于芯管出口下方时取正值,上方时取负值)。
2.2 模拟结果
每种模拟方案的模拟结果列于表2中,本研究为多指标无交互作用等水平正交方案,多指标试验中,不同指标的重要程度常常是不一致的,各因素对不同指标的影响程度也不完全相同,多指标试验的结果分析比较复杂,表3所列为极差分析结果。
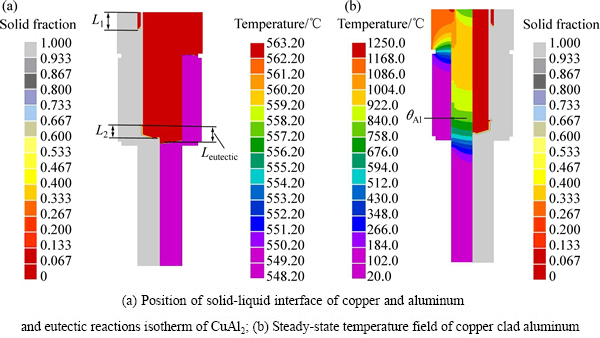
图6 模拟结果的评价指标物理意义示意图
Fig. 6 Schematic diagram of assessment index of simulation results
表3 表2中不同工艺参数下模拟结果的极差分析表
Table 3 Ranges of simulation results at different processing parameters shown in Table 2

每个指标的k1~k5分别为各因素的5个水平所对应的结果指标的平均值。R为每个因素的极差,即该因素各水平下平均指标值的最大值与最小值之差,它反映了该因素的水平变动时,结果指标的变动幅度。极差R越大,说明该因素在所选水平范围内对结果指标的影响越大,也就越重要。因此,依据R的大小,就可以判断因素的主次。为了更加直观的表示各工艺参数对模拟结果的影响,将极差值绘制成效应曲线,如图7所示。
2.2.1 各工艺参数的影响规律
一次冷却水流量和二次冷却水流量的增加使冷却强度增加,最终导致铜铝固液界面的提高,铝液出芯管口的温度降低并与铜管反应的时间变短。由图7的效应曲线可知,一次冷却水流量和二次冷却水流量相对于本研究中其他4个因素对模拟结果的影响较小。这是因为影响铜包铝凝固过程的主要因素为冷却强度,而本课题组前期研究表明,冷却强度在一定范围内随冷却水流量的增加而增大但不会无限制的增大,当冷却水流量达到一定值后,再增大冷却水流量对于冷却强度的增大效果不再明显。由于本研究在模拟过程中选取的冷却水流量范围已经足够大,降低了冷却水流量对于模拟结果的影响。
二次冷却水位置距离结晶器出口距离增加,芯管长度增长,铝液铸造温度提高都将导致铝液与铜管接触时温度较高,接触时间较长,反应较强烈,导致界面层厚度增加,脆性相较多影响性能;反之则使固液界面移至芯管出口以内,铝液的填充变得不连续,芯部铝将产生明显的冷隔等缺陷。拉坯速度的增大使得铜铝的固液界面降低,铝液与铜接触时的温度提高而两者的接触时间缩短。
各工艺参数对铜包铝棒坯连铸成形过程的影响主要包括对包覆层铜管凝固位置、铝芯凝固位置以及铜铝界面结合状态的影响。本研究分别通过各工艺参数对连铸过程三方面影响的分析,得出大断面铜包铝连铸棒坯的合理制备工艺参数范围。
2.2.2 工艺参数对铜管凝固位置的影响
在铜包铝连续复合成形时,外层铜管先在石墨铸型与芯管之间凝固成形,铜管达到稳定连铸后,铝液填充进铜管凝固并与之复合。外层铜管在凝固时固液界面首先不能低于芯管出口,否则铜管不能成型,铜包铝棒坯无法凝固,而且很容易发生安全事故;其次,铜的固液界面不宜过高,防止拉坯时的摩擦力过大从而产生拉不动或者拉断的现象,因此铜的固液界面位置(图6中L1)需要在保证顺利凝固的条件下尽可能大。
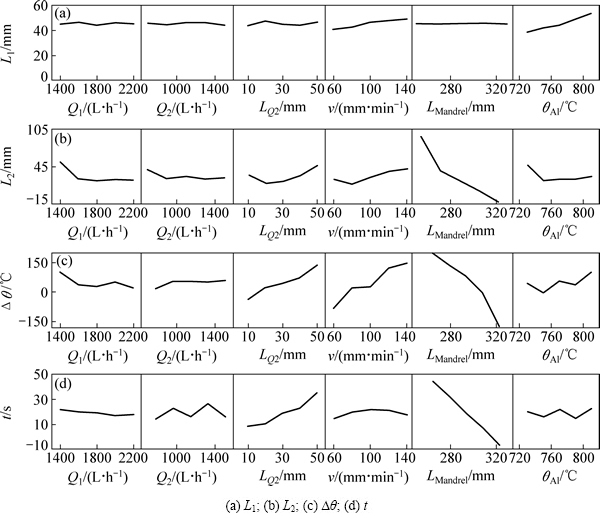
图7 各指标效应曲线
Fig. 7 Trend curves of effect of processing parameters on different assessment indexes
由表3中的铜液距入口处距离L1的各因素极差分析结果可知,R(θAl)>R(v)>R(L二冷)>R(Q1)≈R(Q2)>R(L芯管),但各极差相差很小且都远小于平均水平,表示各因素在所给调节范围内对铜的固液界面影响不明显。铝液温度和拉坯速度对铜固液界面影响相对明显,如图7(a)所示,为防止铜的固液界面过高,应控制铝液温度θAl>730 ℃,拉坯速度v>60 mm/min。
2.2.3 工艺参数对铝芯凝固位置的影响
铝液填充的质量用铝固液界面距芯管出口的位置L2决定。当铝的固液界面位置高于芯管出口时,连铸过程中会产生冷隔、缩孔等严重缺陷;而当铝的固液界面距芯管出口过低的时候,铝液与外层铜管接触过长,界面反应严重,不利于复合界面的性能,将于后面讨论。
由表3中的铝液距芯管出口距离L2的各因素极差分析结果可知,R(L芯管)>R(Q1)>R(L二冷)>R(v)≈R(θAl)>R(Q2),芯管对铝固液界面影响最大。如图7中b所示,在本文条件下,为防止铝的固液界面进入芯管内部,应控制芯管长度L芯管<330 mm。
2.2.4 工艺参数对界面结合状态的影响
当铜和铝两种金属在高温下接触时,会发生元素的相互扩散,形成一定厚度的界面层。适当厚度的界面层可增大界面结合强度,有利于提高铜铝复合材料的性能。但同时铜铝两种金属在高温下的扩散极容易形成脆性金属间化合物相,例如,当温度达到548.2 ℃以上时,铜和铝会发生共晶反应,生成脆性金属间化合物相CuAl2。铜铝界面反应生成的脆性相将导致复合界面质量变差。表征铜铝反应程度的指标为接触时铝液过热度△θ和反应时间t,接触温度越高,反应时间越长,生成的脆性相越多,力学性能越差,因此铝液过热度△θ和反应时间t在保证冶金结合的前提下越小越好。
由表3中的铝液过热度△θ的各因素极差分析结果可知,R(L芯管)>R(v)>R(L二冷)>R(θAl)>R(Q1)>R(Q2),其中芯管长度和连铸速度是影响铝液过热度的主要因素,二冷水流量在所给范围内对过热度的影响最弱。如图7(c)所示,为满足铝液过热度的范围需控制芯管长度L芯管<310 mm,拉坯速度v>60 min,二冷距离L二冷>10 mm,铝液温度θAl>750 ℃。
表3中的铜铝接触至共晶温度的时间t的极差计算结果:R(L芯管)>R(L二冷)>R(Q2)>R(θAl)>R(Q1)>R(v),影响t的主要因素是芯管长度和二冷距离,其他的因素对时间的影响不明显。如图7(d)所示,为使铝液与外层铜管接触且接触时间尽可能短,应控制芯管长度L芯管<330 mm,二冷距离尽可能短。
2.3 工艺参数调控策略与合理范围
综合以上的分析,得出制备100 mm×100 mm大断面铜包铝铸坯的可行工艺参数范围为:一冷水流量为1600~2000 L/h,二冷水流量为900~1100 L/h,二冷水距结晶器石墨套出口距离为20 mm,拉坯速度为80~100 mm/min,芯管长度为290 mm,铝液铸造温度为760~790 ℃,铜液铸造温度为1250 ℃。
上述工艺参数对结果指标的极差总和为:芯管出口处的铝液过热度△θ为1000.6 ℃,铜铝接触至共晶温度的时间t为106.3 s,铜液距入口处距离L1为32.2 mm,铝液距芯管出口距离L2为226.8 mm。由此可知,工艺参数变动对铝液过热度的影响最大,其次为铝液距芯管出口距离和冷却至共晶温度的时间,对铜液距入口处距离影响最小,几乎可以忽略。在实验调控时,应优先调节铝液出芯管口的温度。再按照工艺参数对该指标影响大小的顺序调整工艺参数。例如,由表3和图7可知,芯管长度L芯管对上述3个指标的影响都比较显著,应首先调整,二冷却水距离L二冷次之,连铸速度v再次,而其他参数调整对连铸过程的影响较小,可以最后调整。

图8 可行工艺参数下的模拟结果
Fig. 8 A simulation result under optimized processing parameters
选取以下工艺参数进行数值模拟:一冷水流量1800 L/h,二冷水流量1100 L/h,二冷水距结晶器石墨套出口距离20 mm,拉坯速度100 mm/min,芯管长度290 mm,铝液铸造温度770 ℃。得到的模拟结果如图8所示,可以看出,在该组工艺参数下,共晶等温线处于芯管出口附近,有利于避免界面发生过渡反应,生成不利于界面结合性能的金属间化合物;同时,铝芯的固液界面位置也位于芯管出口下方较小的距离,该种情况不仅有利于铝液连续进入包覆层铜管中而不会形成堵塞,而且铝液与铜包覆层的接触区较短,不容易发生严重的界面反应。因此,该工艺参数是一组有利于制备出良好质量铜包铝棒坯的连铸实验参数。
3 结论
1) 在本研究条件下,芯管长度L芯管、二次冷却水距结晶器石墨套的距离L二冷、连铸速度3个主要参数对连铸坯的影响最大。L芯管和L二冷的增加会使铝液与铜管接触时温度升高,接触时间增加,不利于界面结合性能;反之会使固液界面移至芯管出口以内,芯部铝将产生明显的冷隔等缺陷;连铸速度的增大使得铜铝的固液界面降低,铝液与铜接触时的温度提高而两者的接触时间缩短。
2) 根据模拟结果得到的本文条件下的工艺参数调控策略是:应首先调整芯管长度L芯管,二冷却水距离L二冷次之,连铸速度v再次,最后考虑其他参数的调整。
3) 较合理的连铸工艺参数范围为:在保持铜液温度1250 ℃一定的条件下,铝液铸造温度760~790 ℃,一冷水流量1600~2000 L/h,二冷水流量900~1100 L/h,二冷水距结晶器石墨套出口距离20 mm,拉坯速度80~100 mm/min。
REFERENCES
[1] MITSUGI S,OELSCHLAGEL D, MIYAKE Y, HANAMI T. Properties of copper-clad aluminum bus bars[J]. Hitachi Review, 1974, 23(6): 261-268.
[2] GIBSON A. Emerging applications for copper-clad steel and aluminum wire[J]. Wire Journal International, 2008, 41(2): 142-148.
[3] 罗奕兵, 刘新华, 谢建新. 矩形截面铜包铝导电排的导电性能及断面形状结构的影响[J]. 北京科技大学学报, 2009, 30(10): 1292-1297.
LUO Yi-bing, LIU Xin-hua, XIE Jian-xin. Effects of sectional form and configuration on the conductivity of copper cladding aluminum bars with a rectangle section[J]. Journal of University of Science and Technology Beijing, 2009, 30(10): 1292-1297.
[4] 万天一, 杨家翠. 镀铜铝线及其制品的生产方法[J]. 铝加工, 1992(3): 53-57.
WAN Tian-yi, Yang Jia-cui. The production method of copper-plating aluminum wire and its products[J]. Aluminum Processing, 1992(3): 53-57.
[5] PAUL A. Method of metal cladding[P]. United States, US3408727. 1968-11-05.
[6] 王跃华, 吴云忠, 马永庆, 张 洋, 刘世永. 铜包铝线材室温拉变形后的显微组织和力学性能[J]. 中国有色金属学报, 2006, 16(12): 2066-2070.
WU Yun-zhong, MA Yong-qing, ZHANG Yang, LIU Shi-yong. Microstructure and mechanical properties of copper clad aluminum wire by drawing at room temperature[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(12): 2066-2070.
[7] RHEE K Y, HAN W Y, PARK H J. Fabrication of aluminum/copper clad composite using hot hydrostatic extrusion process and its material characteristics[J]. Mater Sci Eng A, 2004, 384(1/2):70-76.
[8] 谢建新, 刘新华, 刘雪峰, 苏亚军. 一种包复材料水平连铸直接复合成形设备与工艺[P]. 中国, 200610112817.3. 2006-09-04.
XIE Jian-xin, LIU Xin-hua, LIU Xue-feng, SU Ya-jun. Horizontal continuous direct composite cast forming equipment and technology of a cladding materials[P]. China, ZL200610112817.3. 2006-09-04.
[9] 谢建新, 刘新华, 刘雪峰, 罗奕兵. 一种高性能铜包铝矩形横断面复合导电母排及其制备工艺[P]. 中国, 200810057668.4. 2008-02-04.
XIE Jian-xin, LIU Xin-hua, LIU Xue-feng, LUO Yi-bing. A high performance rectangle cross section copper cladding aluminum composite electric busbar and manufacturing process[P]. China, ZL200810057668.4. 2008-02-04.
[10] 吴永福, 刘新华, 谢建新, 王连忠, 董晓文. 矩形断面铜包铝复合材料水平连铸直接复合成形[J]. 中国有色金属学报, 2012, 22(9): 2500-2507.
WU Yong-fu, LIU Xin-hua, XIE Jian-xin, WANG Lian-zhong, DONG Xiao-wen. Copper cladding aluminum composite materials with rectangle section fabricated by horizontal corefilling continuous casting[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(9): 2500-2507.
[11] XIE Jian-xin, LIU Xin-hua,HUANG Hai-you. Horizontal core-filling continuous casting of copper clad aluminum conductor materials: properties and applications[J]. Light Metals Age, 2015, 73(1): 64-67.
[12] SU Yan-jun, LIU Xin-hua, HUANG Hai-you, WU Chun-jing, LIU Xue-feng, XIE Jian-xin. Effects of processing parameters on the fabrication of copper cladding aluminum rods by horizontal core-filling continuous casting[J]. Metallurgical and Materials Transactions B, 2011, 42(1): 104-113.
[13] SU Yan-jun, LIU Xin-hua, HUANG Hai-you, LIU Xue-feng, XIE Jian-xin. Interfacial microstructure and bonding strength of copper cladding aluminum rods fabricated by horizontal core-filling continuous casting[J]. Metallurgical and Materials Transactions A, 2011, 42(13): 4088-4099.
[14] XIE Jian-xin, WU Chun-jing, LIU Xin-feng, LIU Xin-hua. A novel forming process of copper cladding aluminum composite materials with core-filling continuous casting[J]. Materials Science Forum, 2007, 539: 956-961.
[15] 胡宁波, 刘耀蔚, 贾志欣. HyperMesh与ProCAST接口方式的研究[J]. 特种铸造及有色合金, 2014, 34(2): 143-145.
HU Ning-bo, LIU Yao-wei, JIA Zhi-xin. Research on the connector way of HyperMesh and ProCAST[J]. Special Cast and Nonferrous Alloys, 2014, 34(2): 143-145.
[16] 张小军, 刘新华, 吴永福, 谢建新. 铜包铝扁坯水平连铸直接复合成形过程温度场的数值模拟[J]. 铸造工程, 2013, 37(3): 10-16.
ZHANG Xiao-jun, LIU Xin-hua, WU Yong-fu, XIE Jian-xin. Simulation on temperature field for solidification process of horizontal core-filling continuous casting of copper clad aluminum bars[J]. Foundry Engineering, 2013, 37(3): 10-16.
[17] 于录训. 工程传热学[M]. 成都: 西南交通大学出版社, 1990.
YU LU-xun. Engineering heat transfer science[M]. Chengdu: Southwest Jiaotong University Press, 1990.
[18] 戴锅生. 传热学[M]. 北京: 高等教育出版社, 1999.
DAI Guo-sheng. Heat transfer science[M]. Beijing: Higher Education Press, 1999.
[19] WECKMAN D C, NIESSEN P. Numerical simulation of the D.C. continuous casting process including nucleate boling heat transfer[J]. Metallurgical Transactions B, 1982, 13: 593-602.
[20] ROHSENOW W, HARTNETT J P. Handbook of heat transfer[M]. McGraw-Hill Book Company, 1973.
[21] PIORO I L. Experimental evaluation of constants for the Rohsenow pool boiling correlation[J]. International Journal of Heat and Mass Transfer, 1999, 42: 2003-2013.
Numerical simulation analysis of effects of processing parameters on forming process of vertical continuous core-filling casting for copper clad aluminum billets with large section
LIU Xin-hua, FU Xin-tong, FU Hua-dong, XIE Jian-xin
(Key Laboratory for Advanced Materials Processing, Ministry of Education, Institute of Advanced Materials and Technology, University of Science and Technology Beijing, Beijing 100083, China)
Abstract: Taking the copper clad aluminum composite billet with a large section size of 100 mm×100 mm as an object, a numerical simulation of continuous core-filling casting was established. The boundary conditions of the numerical model were determined, and its accuracy was verified by convenient experiment. Based on the verified boundary conditions, the steady-state temperature field of large section copper clad aluminum during the casting was numerically simulated by ProCast software. The effect of each processing parameter on the casting processing is obtained and the controlling method and proper range of the processing parameters are given. The results show that the reasonable processing parameters in preparing copper clad aluminum in 100 mm×100 mm cross section are as follows: under the condition of the casting temperature of copper of 1250 ℃, the casting temperature of aluminum is 760-790 ℃, the flux of the first cooling water is 1600-2000 L/h, the flux of the second cooling water is 900-1100 L/h, the distance from the second cooling water to the exit of graphite crystallizer is 20 mm, and the withdrawing speed is 80-100 mm/min.
Key words: copper clad aluminum; vertical continuous core-filling continuous casting; temperature field; numerical simulation
Foundation item: Project (2013AA030706) supported by the National High-Tech Research and Development Program of China; Project (Z141100004214003) supported by Beijing Science and Technology Plan, China; Project (2015IB012) supported by Yunnan Province Science and Technology Cooperation Plan, China
Received date: 2016-04-21; Accepted date: 2016-09-06
Corresponding author: XIE Jian-xin; Tel: +86-10-62332254; E-mail: jxxie@mater.ustb.edu.cn
(编辑 何学锋)
基金项目:国家高技术研究与发展计划资助项目(2013AA030706);北京市科技计划资助课题(Z141100004214003);云南省科技合作项目课题(2015IB012)
收稿日期:2016-04-21;修订日期:2016-09-06
通信作者:谢建新,教授,博士,电话:010-62332254,E-mail: jxxie@mater.ustb.edu.cn

