网络首发时间: 2018-06-25 17:25
稀有金属 2020,44(03),225-233 DOI:10.13373/j.cnki.cjrm.xy18040037
电极孔隙结构对高比容量硅/碳负极性能的影响
郑仕琦 武兆辉 王建涛 张向军
北京有色金属研究总院国联汽车动力电池研究院
摘 要:
通过控制高比容量硅碳负极(1100 mAh・g-1 )极片压实密度、引入不同尺寸的造孔剂,构筑电极的孔隙结构。采用压汞法(MIP)和扫描电子显微镜(SEM)等表征手段,研究极片的孔隙率、孔径大小和孔径分布对高比容量硅碳负极电化学性能的影响。结果表明:当电极的孔隙率控制在46.2%时,高比容量硅碳负极电极的循环性能较优,循环50周后仍保持765 mAh・g-1 的可逆比容量。进一步通过引入不同尺寸的造孔剂碳酸铵((NH4 )2 CO3 ),优化电极的孔径大小和分布。当造孔剂碳酸铵的颗粒尺寸分布在10μm左右、添加量为10%(质量分数)时,构筑的高比容量硅碳负极电极的循环性能较优,循环50周后仍保持955.7 mAh・g-1 的可逆比容量,大大提升了电极的循环稳定性;通过孔隙结构的控制,电极保持较好的倍率性能,1.0C倍率下仍保持1032.6 mAh・g-1 的较高可逆比容量。将利用造孔剂优化过孔隙结构后的高容量硅碳负极应用于2安时软包装锂离子电池中,电池的循环稳定性和倍率性能的得到了明显的提升。
关键词:
锂离子电池 ;硅碳负极 ;造孔剂 ;孔隙结构 ;
中图分类号: TM912;TB302
作者简介: 郑仕琦(1993-),男,山西运城人,硕士研究生,研究方向:锂离子电池;E-mail:297959137@qq.com;; *张向军,教授;电话:13651182958;E-mail:zhangxj@glabat.com;
收稿日期: 2018-04-20
基金: 国家自然科学基金项目(51404030); 北京市科技新星计划项目(Z161100004916096)资助;
Performance of High Capacity Silicon/Carbon Anodes with Different Pore Structures
Zheng Shiqi Wu Zhaohui Wang Jiantao Zhang Xiangjun
Automotive Battery Research Institute,General Research Institute for Nonferrous Metals
Abstract:
The pore structure of the high capacity silicon/carbon anodes(1100 mAh・g-1 ) was constructed by controlling the compaction density and adding the pore-forming agent with different size.The effects of porosity,pore size and distribution on the electrochemical performances of high capacity silicon/carbon anode were studied by mercury intrusion porosimetry(MIP) and scanning electron microscopy(SEM).The results showed that when the porosity was 46.2%,the cycling performance of the high capacity(1100 mAh・g-1 ) anode electrode was the best,and the reversible capacity after 50 cycles was maintained 765 mAh・g-1 .Furthennore,the pore diameter and distribution of the electrode were optimized by introducing different sizes of pore-forming agent ammonium carbonate((NH4 )2 CO3 ).When the size of ammonium carbonate was 10 μm and the content was 10%(mass fraction),the cycling performance of the high capacity(1100 mAh・g-1 ) anode electrode was the best,and the reversible capacity after 50 cycles was maintained at955.7 mAh・g-1 ,the stability of the electrode was greatly improved;Through the control of pore structure,the electrode maintained a good rate performance,and a high reversible capacity of 1032.6 mAh・g-1 was maintained at 1.0 C rate.After optimizing the pore structure with the pore-forming agent,the high capacity silicon carbon anode was applied to the soft packaging lithium ion battery of 2 Ah,and the circulation stability and multiplier perfonnance of the battery were obviously improved.
Keyword:
lithium-ion battery; porosity; pore size and distribution; silicon/carbon anode;
Received: 2018-04-20
锂离子电池(lithium ion batteries,LIB)具有能量密度高、安全性好、循环寿命长、工作电压稳定、无污染、快速充电等优点,是电动汽车的主要能源载体
[1 ]
。电动汽车的快速发展对锂离子电池的性能提出了更高的需求。开发高性能锂离子电池的关键是开发高比能量、长寿命的正/负极材料
[2 ]
。目前,正极材料的比容量已提高了2倍,所以提高负极材料的比容量是当前高性能锂离子电池发展的必要工作。
商业化的碳素类负极材料已经接近理论容量(372 mAh・g-1 )
[3 ]
,很难再有提升,硅材料因具有较高的理论比容量(4200 mAh・g-1 ),合适的嵌锂电位(~0.4 V vs Li/Li+ ),丰富的储量,成为最有发展潜力的负极材料
[4 ]
。但是硅在嵌/脱锂过程中会产生较大的体积膨胀与收缩
[5 ]
。较大的体积变化带来的机械应力使活性物质与集流体之间失去电接触,且硅材料自身会发生粉化,造成电极循环性能迅速下降
[6 ]
。另外,由于其剧烈的体积效应,硅表面难以形成稳定的固体电解质(solid electrolyte interface,简称SEI)膜,伴随着电极结构的破坏,在新暴露出的硅表面不断形成新的SEI膜,导致充放电效率低,容量衰减加剧
[7 ]
。
硅材料的纳米化和复合化是改善硅体积效应的有效手段。在与硅进行复合的其他材料中,碳素类材料由于体积效应小、导电性高、质量轻、循环性能稳定等优势,被选作用于与硅进行复合的合适材料
[8 ]
。研究表明:将碳与硅进行复合,提高了硅材料的导电性,充分发挥碳循环性能好和硅嵌锂容量高的优点,较大限度地降低电解液与硅的直接接触,同时对硅的体积膨胀起到了缓冲作用,进而改善硅材料的电化学性能
[9 ]
。
在对硅基材料复合化的基础上,可以进一步通过对硅基电极结构的构筑来改善锂离子电池的性能。当前的研究工作者主要通过以下的方法实现电极结构的构筑:构筑硅碳电极孔隙结构、开发和使用新型高效粘结剂、构筑导电网络以有效缓冲和限制硅材料在充放电过程中均匀的体积变化。通过优化电极孔隙结构构筑电极结构是提高硅基电极电化学性能行之有效的方法
[10 ]
。通过电极内部有效孔隙的引入可降低硅在嵌脱锂过程中承受的应力;电极有效孔隙的引入可增加电极的反应面积,提供缓冲硅体积膨胀的空间;电极有效孔隙的引入可缩短电子和离子的扩散路径,大大提高活性物质利用率
[11 ]
。
电极有效孔隙结构的构筑可以通过添加造孔剂、添加合适的导电碳剂、使用增塑剂或独特的填充剂、控制电极制作过程中的条件等方法来实现
[12 ]
。本实验通过前期对造孔剂种类的筛选,选用对电极构筑和后续电化学反应不产生副作用的碳酸铵((NH4 )2 CO3 )为造孔剂。该造孔剂不溶于N-甲基吡咯烷酮(NMP),不与活性材料、导电剂、粘结剂以及集流体发生反应,分解温度低,成本低廉,容易得到
[13 ]
,在实验室条件下可受热完全分解,分解生成气体,从极片中逸出,形成孔隙,实现对电极孔隙结构的构筑。
本文选用商业化的高比容量的硅碳(比容量1100 mAh・g-1 )材料作为负极活性材料,通过对高比容量硅碳电极的压实密度的研究,优选电极的孔隙率;通过添加不同尺寸的碳酸铵优化硅碳负极内部的孔径大小及分布,实现电极结构的构筑;分析研究孔隙率、孔径大小及分布对高比容量硅碳负极性能的影响。
1 实验
1.1 不同孔隙结构电极的制备
第一组实验:将活性物质材料、导电剂和粘结剂按照一定比例混合,并加入适当的NMP调节浆料的固含量后将浆料置于弗鲁克高剪切分散乳化机下分散30 min。第二组实验:将活性物质材料、导电剂和粘结剂按照相同的比例混合,分别加入研磨时间为0.5,1.0,1.5,2 h的碳酸铵粉末(添加量为10%),并加入适当的NMP调节浆料的固含量后将浆料置于弗鲁克高剪切分散乳化机下分散30 min。充分混合均匀后,将浆料涂覆在厚度为10μm铜箔上,控制极片的面密度~6 mg・cm-2 ,在60℃烘箱中处理2 h。烘干后将极片裁剪成直径为14 mm的圆片,将第一组实验得到的极片分别按1.0,1.2,1.4 g・cm-3 的压实密度进行辊压,将第二组实验得到的极片按1.2 g・cm-3 的压实密度进行辊压。然后在充满氩气的管式炉中对电极进行250℃的温度梯度处理,随后在100℃真空烘箱中干燥9 h后备用。
1.2 表征测试
以上述电极为工作电极,金属锂片为对电极,聚丙烯微孔膜(Celgard2300)为隔膜,注入天赐电解液,在氩气气氛的手套箱内组装成CR2032扣式半电池。然后对电池进行循环和倍率性能等相关测试(0.005~1.5 V,1C=1100 mAh・g-1 )。对循环前和循环10周后的极片进行压汞法(MIP)和扫描电镜(SEM)等测试。
2 结果与讨论
2.1 材料表征
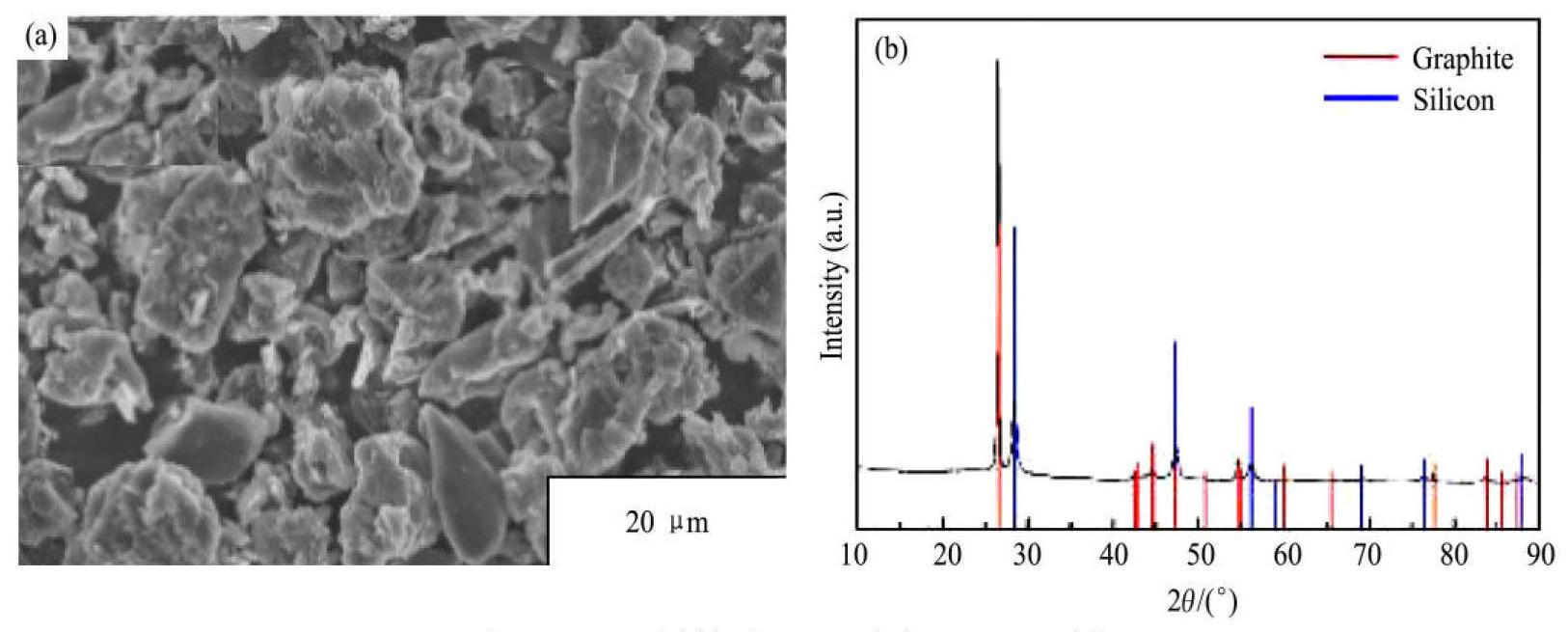
实验中选用的活性物质为高比容量的硅碳材料(简称:S1100)。如图1(a)所示,S1100材料为无规则的块状结构,颗粒尺寸主要分布在4~30μm。通过马尔文粒度分析仪测得S1100材料的中值粒径(D50 )为11.3μm。如图1(b)所示,S1100材料在2θ为28.44°,47.30°,56.12°,69.13°,76.38°和83.03°处出现6个强的尖锐衍射峰,分别对应于晶体硅(111),(220),(311),(400),(331)和(422)六个晶面的衍射峰;在2θ为26.48°,44.54°和54.60°出现的3个衍射峰分别对应于石墨碳(002)、(101)和(004) 3个晶面的衍射峰。这表明S1100材料中主要由晶体硅和石墨两种结构组成[M] 。如图2所示,通过能谱(EDS)测试S1100材料中主要含有Si,O和C3种元素,含量分别为21.94%,12.27%和65.16%,从元素面扫结果可看出,硅元素主要分布在材料颗粒的表层,内部分布较少。
2.2 压实密度对高容量硅基电极电化学性能的影响
通过控制电极的压实密度可以改变电极的孔隙率。硅材料在嵌锂过程中的体积膨胀率高达260%
[15 ]
,因此在硅基电极中保持合适的孔隙率有助于提升电极的结构稳定性。S1100硅/碳复合材料中,硅和石墨的占比分别为22%和64%,而石墨材料在嵌锂态的体积膨胀率约为8%
[16 ]
,因此S1100材料在满嵌锂态的体积膨胀率约为62.32%。假设循环过程中电极总体积不变,则电极所需最小孔隙率为38.39%。
图1 S1100材料的SEM图片和XRD图像
Fig.1 SEM image(a)and XRD patterns(b) of S1100 materials
图2 S1100材料的EDS扫描图
Fig.2 EDS images of S1100 materials
(a) S1100 surface;(b) C;(c) Si;(d) O;(e) EDS spectrum
当控制S1100电极的压实密度为1.4 g・cm-3 时,对应电极的孔隙率为37.2%。根据计算结果,本文选择1.0,1.2,1.4 g・cm-3 压实密度进行研究,优选电极的孔隙率。压实密度为1.0,1.2 g・cm-3 的电极孔隙率为55.2%,46.2%。
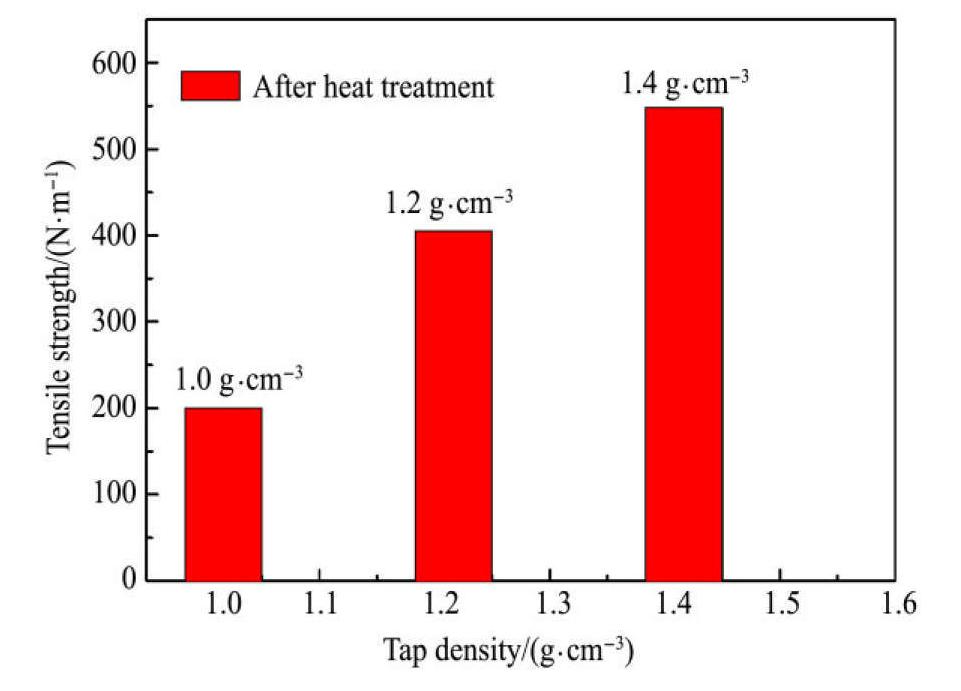
首先通过拉力仪对3种压实密度的电极经过250℃温度梯度处理后的粘结力进行了测试
[17 ]
,结果如图3所示。经环化温度梯度处理后,3个压实密度的电极粘结力均得到了提升。压实密度为1.0 g・cm-3 的电极粘结力较小,随着压实密度的增加,电极的粘结力越来越大。
图3 3种压实密度的电极环化温度处理前后的粘结力变化
Fig.3 Adhesive force changes of electrodes before and after the temperature treatment with three compacted densities
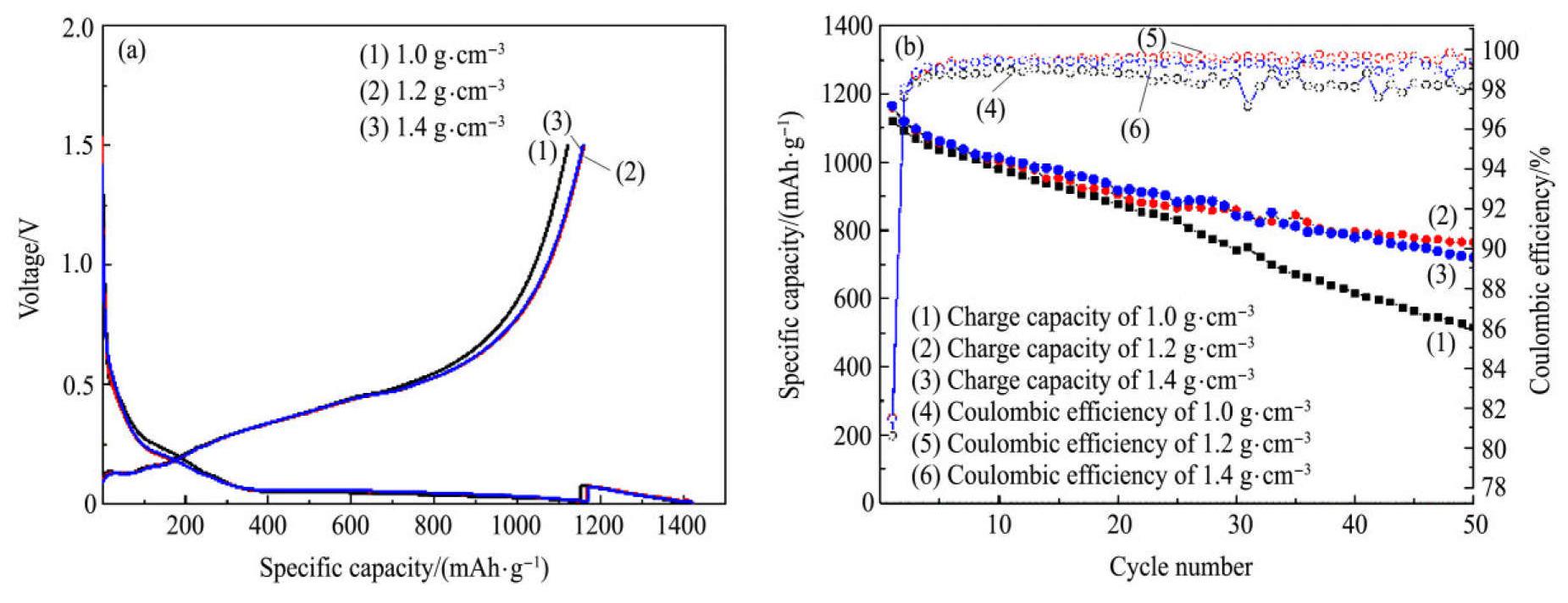
对3种压实密度的S1100电极的电化学性能进行测试,结果如图4所示。如图4(a)所示,压实密度为1.0,1.2和1.4 g・cm-3 的电极首次可逆比容量分别为1121,1160和1158 mAh・g-1 ,首次库伦效率分别为80.6%,81.5%和81.5%。压实密度为1.2和1.4 g・cm-3 电极首次可逆比容量基本一致,比压实密度为1.0 g・cm-3 的电极分别高出39和37 mAh・g-1 。图4(b)为不同压实密度的S1100电极50周循环性能图,压实密度为1.0,1.2和1.4g・cm-3 的电极循环50周后的容量分别为514,765和721 mAh・g-1 ,5~50周的平均库伦效率分别为98.5%,99.5%和99.2%,压实密度为1.2 g・cm-3 的电极循环性能更优,50周后的容量保持率为65.9%,循环稳定性更好。
图5为不同压实密度的电极循环前和循环10周后的SEM图像。当压实密度为1.0 g・cm-3 时,如图5(a)所示,电极在循环前较松散,活性物质与电解液间的接触面积大,因此导致电极的首次不可逆比容量增加,首次库伦效率较低;随着循环周数的增加,这种副反应不断加剧,生成的副反应产物不断堆积,同时在温度处理后电极粘结力较小,不能维持高硅含量电极结构的稳定,使电极表面出现少量裂纹,如图5(d)所示,造成电极结构的破坏,导致后续库伦效率较低、循环性能差。当压实密度为1.4时,虽然在温度处理后电极粘结力较大,且与S1100电极理论所需最小孔隙率相当,但由于材料为颗粒状,在循环过程中无法完全填充孔隙,故仍无法满足电极在充放电过程中体积变化的需求,导致电极在循环过程中出现裂纹,如图5(f)所示,电极结构破坏,因此导致循环性能较差。当压实密度为1.2 g・cm-3 时,电极孔隙率适中,能较好的适应硅在嵌/脱锂过程中的体积变化,电极循环10周后仍然能够维持较完整的形貌结构,如图5(e)所示,电极结构保持稳定,这也是其循环性能较好的原因所在。
图4 不同压实密度电极的电化学性能
Fig.4 Electrochemical performance of electrodes with different compaction density(a)Initial charge-discharge profiles;(b) Cycle performances
图5 电极1.0,1.2,1.4 g・cm-3循环前和1.0,1.2,1.4 g・cm-3循环10周后的SEM照片
Fig.5 SEM images of electrodes with 1.0 g・cm-3 (a),1.2 g・cm-3 (b),1.4 g・cm-3 (c) before cycling and 1.0 g・cm-3 (d),1.2 g・cm-3 (e),1.4 g・cm-3 (f) after 10 cycles
值得一提的是,压实密度为1.2 g・cm-3 时,即使电极的孔隙率能够满足S1100材料在嵌/脱锂过程中的体积需求,但电极自然状态下形成的孔隙结构不能够被S1100材料的体积变化充分利用,所以通过添加造孔剂来改变电极的孔隙大小和分布,可以进一步限制电极的膨胀率,提高电极的结构稳定性。
2.3 孔隙结构对高容量电极电化学性能的影响
通过控制不同的研磨时间,来控制碳酸铵造孔剂的颗粒尺寸,并研究了造孔剂尺寸对S1100电极孔径大小和分布的影响。图6为不同研磨时间碳酸铵粉末的SEM图,从图6(a~c)可以看出,当研磨时间为0.5 h→1.0 h→1.5 h时,碳酸铵粉末的颗粒尺寸逐渐减小,从30μm→20μm→10μm;当研磨时间进一步增加时,碳酸铵粉末会发生团聚,造成颗粒不断增大,如图6(d,f)所示。
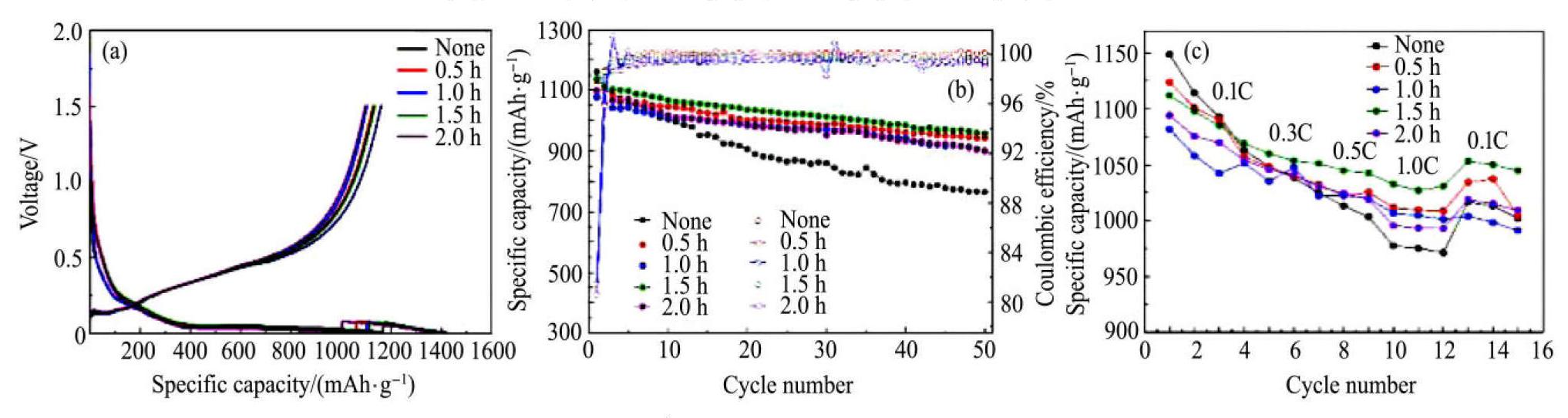
将不同研磨时间的碳酸铵粉末按10%的比例添加到S1100电极中,控制每组电极的孔隙率相同。图7为添加不同尺寸碳酸铵造孔剂的S1100电极的电化学性能图。如图7(a)所示,S1100-None,S1100-0.5 h,S1100-1.0 h,S1100-1.5 h和S1100-2.0 h 5组电极的首次可逆比容量分别为:1160.2,1120.9,1122.6,1135.2和1119.1 mAh・g-1 ,由此可见,添加碳酸铵造孔剂会使S1100电极的首次可逆比容量和首周库伦效率略有降低,如图7(b)所示,S1100-0.5 h,S1100-1.0 h,S1100-1.5 h和S1100-2.0 h 4组添加碳酸铵造孔剂的电极与不添加的S1100-None电极相比50周循环的容量保持率有大幅的提升,50周的容量保持率分别从65.9%提升至81.1%,81.7%,83.6%和81.7%;在添加碳酸铵造孔剂的四组电极中,S1100-1.5 h电极的循环性能更优,50周循环后仍保持有948.7 mAh・g-1 的可逆容量。如图7 (c)所示,与S1 100-None电极相比,添加造孔剂的电极在1C倍率下的容量有明显提升;S1100-1.5 h电极的倍率性能更优,1C倍率下的可逆比容量高达1032.6 mAh・g-1 ,1C时的可逆比容量与0.1C时的比值为91.84%,
图6 不同研磨时间的碳酸铵粉末的SEM图
Fig.6 SEM images of ammonium carbonate with different grinding time
(a) 0.5 h;(b) 1.0 h;(c) 1.5 h;(d) 2.0 h;(e) 2.5 h
图7 添加不同研磨时间碳酸铵造孔剂的电极电化学性能
Fig.7 Electrochemical perfornance of the electrodes with ainnmonium carbonate for different grinding time
(a) Initial charge-discharge profiles;(b) Cycle perfornances;(c) Rate performances
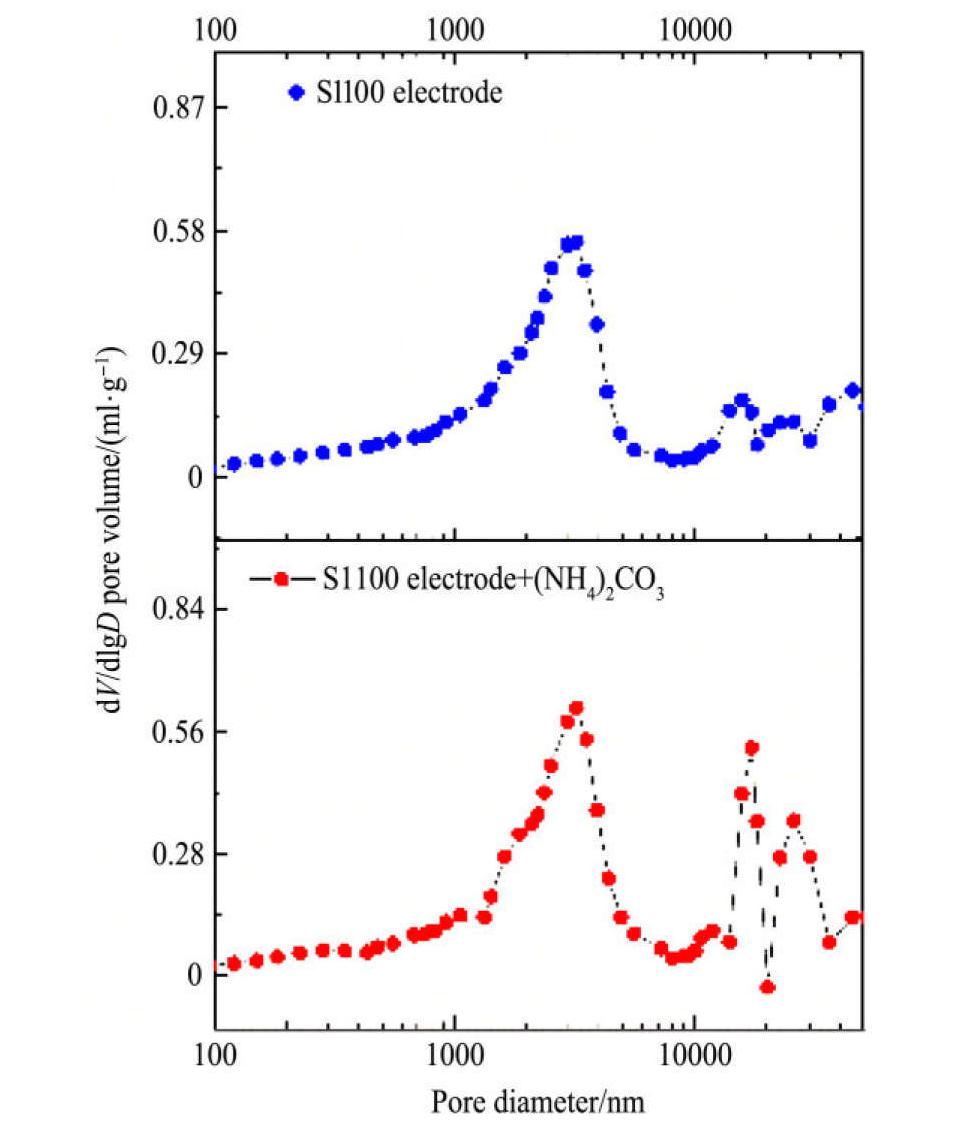
添加10%含量研磨1.5 h碳酸铵与未添加碳酸铵的电极通过压汞法(MIP)测得电极的孔径分布如图8所示。没有添加造孔剂的电极孔径主要分布在5μm以下,且在15~20μm之间也有少量孔隙。当添加10%含量研磨1.5 h的碳酸铵时,电极在5μm以下的孔隙结构没有发生变化,而15~20μm之间的孔明显增多,同时在20~35μm之间出现了新的孔隙,这可能是由于碳酸铵不溶于NMP,在电极分散过程中部分碳酸铵团聚使部分颗粒粒度增大导致的。另外,由于压实密度一定,电极的总孔隙率一定,虽然添加碳酸铵的电极在15~20μm间的孔隙增多,且新生成了20~35μm间的孔隙,但其在较大的孔隙范围内的孔隙数量有所减少。同时在孔隙率一定时,在锂离子电池有效范围内的孔隙增多,活性物质与电解液之间总的接触面积增大,因此导致电极的首次不可逆比容量增加,首次库伦效率降低。
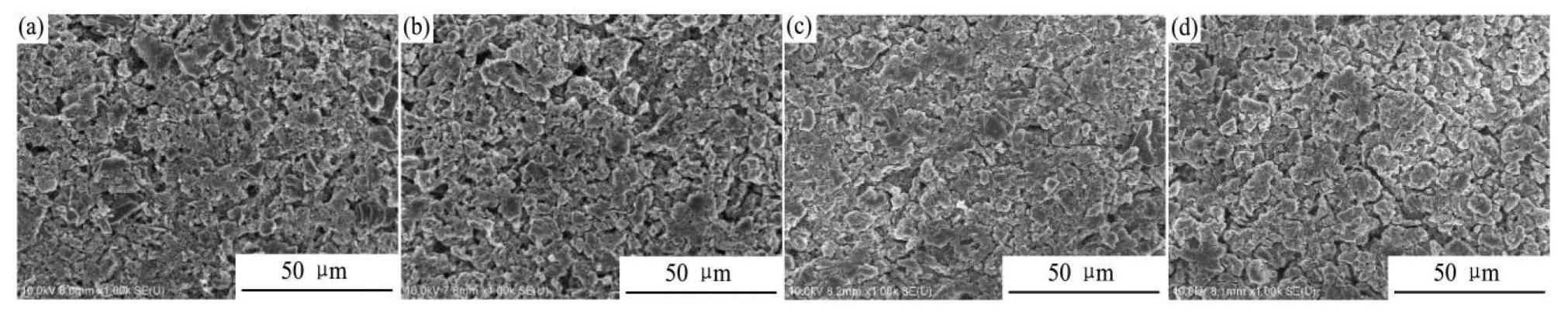
图9为不添加造孔剂和添加研磨1.5 h碳酸铵造孔剂的电极循环前和循环10周后的SEM图片。如图9(a,b)所示,添加碳酸铵造孔剂后的S1100-1.5 h电极与不添加造孔剂的电极相比,电极表面有效孔隙分布较多,分布更加均匀,孔径大小也比较集中。循环10周后,添加碳酸铵的S1100-1.5 h电极表面仍保留一定数量的孔结构(如图9(d)所示),而相比之下,未添加造孔剂的电极表面的孔数量明显减少(如图9(c)所示)。这说明添加碳酸后电极新生成的20~35μm之间的孔隙能更有效的缓解硅在嵌脱锂过程中的体积膨胀,在电极循环后可以保持一定的孔结构,有利于维持电极结构的稳定,提高电极的循环性能。另外,添加碳酸铵后新生成的孔隙可使电极的浸润性能有所提高,维持活性材料颗粒之间及活性材料颗粒与集流体之间的接触性能,因此电极的倍率性能也有所提高。
图8 添加碳酸铵与未添加碳酸铵制备电极的孔径大小分布图
Fig.8 Pore size and distribution images of electrodes with or without ammonium carbonate
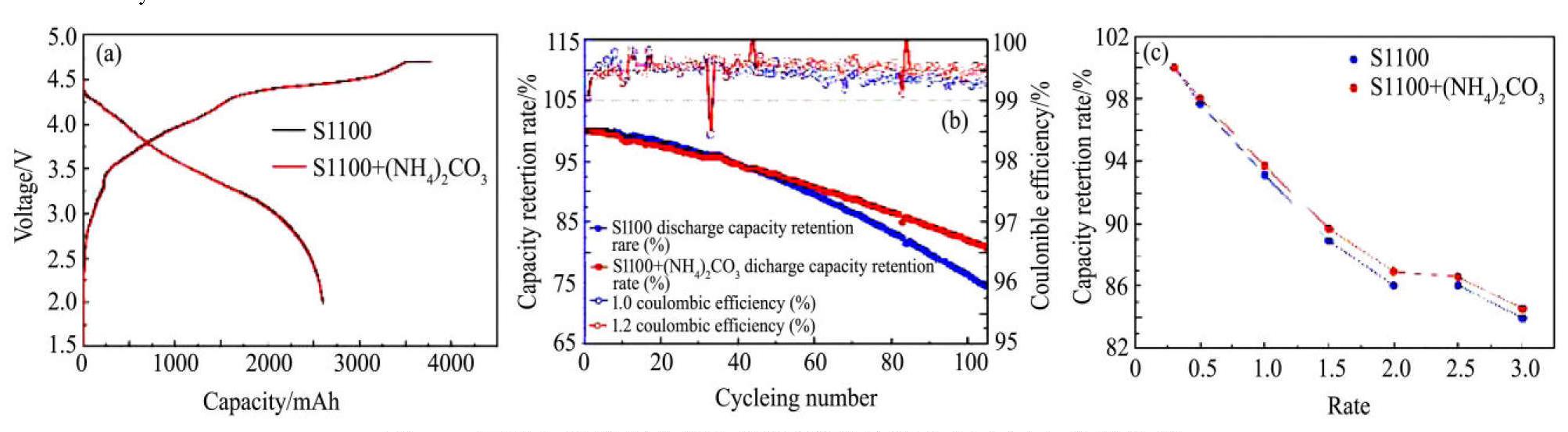
将未添加和添加10%含量磨1.5 h碳酸铵造孔剂的电极分别与富锂锰基固溶体正极组装成卷绕式软包装结构的全电池,设定压实密度为1.0 g・cm-3 ,通过添加少量PVDF作为增稠剂,提高了浆料的粘弹性和稳定性。对全电池的循环和倍率性能进行测试,结果如图10所示。添加碳酸铵和未添加碳酸铵的电池首周放电容量分别为2607.9 mAh和2633.8 mAh,首周库伦效率分别为69.37%和69.43%,首周性能相差不大。电池经105周循环后的容量保持率分别为74.49%和80.75%。105周的平均库伦效率分别为99.44%和99.54%。另外,添加碳酸铵的电池在高倍率下的放电容量保持率增加,倍率性能提高。这说明添加碳酸铵分解生成20~35μm之间的孔隙,优化了负极电极的孔隙结构,提升了负极性能的同时,也有利于提升全电池的循环性能,证明优化电极孔隙结构有利于提高全电池的性能,可以作为一个有效的研究方向。
图9 不添加造孔剂的电极,添加10%研磨1.5 h碳酸铵造孔剂的电极循环前和循环10周SEM照片
Fig.9 SEM images of electrodes (a,c) without and (b,d) with 10%ammonium carbonate grinded 1.5 h before cycling and after10 cycles
图1 0 不添加造孔剂和添加研磨碳酸铵造孔剂电极电化学性能
Fig.10 Electrochemical performance of the electrodes without and with ammonium carbonate
(a) Initial charge-discharge profiles;(b) Cycle perfornances;(c) Rate performances
3 结论
高比容量的硅/碳复合材料制备的电极,合理设计电极的孔隙结构(包括孔隙率、孔径大小和孔隙分布)有利于提高电极结构的稳定性。本文通过控制压实密度和进一步引入碳酸铵作为造孔添加剂设计了S1100电极的孔隙结构,主要得出以下结论:
1.对于比容量约为1100 mAh・g-1 的S1100电极,控制电极的压实密度为1.2 g・cm-3 ,使电极的孔隙率适中时,循环过程中更有利于维持电极结构的完整性。
2.进一步引入碳酸铵((NH4 )2 CO3 )作为造孔添加剂能够改变多孔电极的孔隙大小和孔径分布,使S1100电极在20~35μm之间生成新的孔隙结构,孔径尺寸更加集中,孔隙分布更加均匀,提升了S1100电极的循环稳定性和倍率性能。
3.将利用造孔剂优化过孔隙结构后的高容量硅碳负极应用于2 Ah的软包装锂离子电池中,电池的循环稳定性和倍率性能的得到了明显的提升。
参考文献
[1] Sheng Y P.Investigation of Electrolyte Wetting in Lithium Ion Batteries:Effects of Electrode Pore Structures and Solution[D].Wisconsin:The University of Wisconsin-Milwaukee,2015.1.
[2] Yun F L,Lu S G.Thennal characteristic analysis of lithium ion power-battery based on high nickel ternary material before and after cycle[J].Chinese Journal of Rare Metals,2018,42(2):183.(云凤玲,卢世刚.基于高镍三元材料锂离子动力电池在循环前后的热特性分析[J].稀有金属,2018,42(2):183.)
[3] Kasavajjula U,Wang C,Appleby A J.Nano-and bulk-silicon-based insertion anodes for lithium-ion secondary cells[J].Power Sources,2007,163(2):1003.
[4] Wen Z H,Lu G H,Mao S.Silicon nanotube anode for lithium-ion batteries[J].Electrochemistry Communications,2013,29(10):67.
[5] Wang W,Prashant N K.Nanostructured hybrid silicon/carbon nanotube heterstructures:reversible highcapacity lithium-ion anodes[J].Acs Nano,2010,4(4):2233.
[6] Sethuraman V A,Chon M J,Shimshak M.In situmeasurements of stress evolution in silicon thin filmsduring electrochemical lithiation and delithiation[J].Journal of Power Sources,2010,195(15):5062.
[7] Luo F,Chu G,Xia X X.Thick solid electrolyte interphases grown on silicon nanocone anodes during slowcycling and their negative effects on the performance of Liion batteries[J].Nanoscale,2015,7(17):7651.
[8] Zhu X Y,Wang Y H,Chen H.Research progress in porous silicon based composite negative electrode materials for lithium ion batteries[J].Journal of Process Engineering,2012,6(12):1062.(朱小奕,王艳红,陈晗.锂离子电池多孔硅基复合负极材料的研究进展[J].过程工程学报,2012,6(12):1062.)
[9] Wang M S,Song W L,Wang J.Highly unifonn silicon nanoparticle/porous carbon nanofiber hybrids towards free-standing high-performance anodes for lithium-ion batteries[J].Carbon,2015,82(337):337.
[10] Renganathan S,Sikha G,Santhanagopalan S,White R E.Theoretical analysis of stresses in a lithium ion cell[J].Electrochem Soc.,2010,2(2):156.
[11] Su X,Wu Q L,Li J C,Xiao X C,Lott A.Siliconbased nanomaterials for lithium-ion batteries:a review[J].Energy Mater.,2014,4(1):375.
[12] Jeong G,Sang M L,Choi N S,Kim Y U.Stabilizing dimensional changes in Si-based composite electrodes by controlling the electrode porosity:an in situ electrochemical dilatometric study[J].Electrochimical Acta,2011,56(14):5095.
[13] Du C H,Gao C H,Yin G P,Shi P F,Cheng X Q,Zuo P J.Porous silicon anode for lithium ion batteries and their preparation methods[P].China:CN-101894940-A,2010.(杜春雨,高翠花,尹鸽平,史鹏飞,程新群,左鹏建.用于锂离子电池的多孔硅基负极及其制备方法[P].中国:CN-101894940-A,2010.)
[14] Wei W,Prashant N K.Nanostructured hybrid silicon/carbon nanotube hetero structures:reversible highcapacity lithium-ion anodes[J].Acs Nano,2010,4(4):2233.
[15] Limthongkul P,Jang Y I,Dudney N J.Electrochemically-driven solid-state amorphization in lithium-silicon alloys and implication for lithium storage[J].Acta Ma-terialia,2003,51(4):1103.
[16] Guo D C,Zeng X R,Deng F,Zou J Z,Sheng H C.Preparation and electrochemical performance of expanded graphites as anode materials for a lithium-ion battery[J].New Carbon Materials,2015,30(5):419.(郭德超,曾燮榕,邓飞,邹继兆,盛洪超.微膨石墨锂离子电池负极材料的制备及电化学性能[J].新型炭材料,2015,30(5):419.)
[17] Luo S H.The theoretical study of the data analysis of peel strength test[J].Beijing Textile Journal,2005,26(2):39.(骆顺华.剥离强度测试数据分析的理论研究[J].北京纺织,2005,26(2):39.)