稀有金属 2001,(01),14-18 DOI:10.13373/j.cnki.cjrm.2001.01.004
铝基复合材料激光焊焊缝界面反应及影响因素的研究
刘黎明 孟琴
摘 要:
以SiCW/ 6 0 6 1Al铝基复合材料为对象 , 通过系列试验研究了激光焊接条件下铝基复合材料的界面行为 , 指出该种材料可焊性差的原因主要是与焊接过程中Al (l) +SiC (s) →Al4 C3 (s) +Si (s) 的界面反应有关。研究了焊接工艺参数对界面反应的影响 , 探索出铝基复合材料熔焊的新途径。
关键词:
铝基复合材料 ;激光焊接 ;界面反应 ;
中图分类号: TG44
收稿日期: 2000-09-04
基金: 国家自然科学基金!资助项目 [批准号 5 9875 0 16 ];
Study on Interface Reaction in Aluminium Matrix Composite under Laser Welding Conditions
Abstract:
Interface reaction of aluminium matrix composite SiCw/6061Al in the welded joint subjected to laser welding was studied. Through a series of tests, it was pointed out that the main reason for bad weldability of the material is concerned with the interface reaction taking place during the welding, that is: 4Al (l) +3SiC (s) →Al 4C 3 (s) +Si (s) . Effects of welding parameters on interface reaction were also investigated. A new method for welding of aluminium matrix composite by fusion welding was probed.
Keyword:
Aluminium matrix composite; Laser welding; Interface reaction;
Received: 2000-09-04
铝基复合材料因具有高比强度、 高比模量、 耐高温、 抗辐射、 尺寸稳定性好等优异的综合性能而受到人们的广泛关注, 并将逐步取代部分传统的金属材料而广泛应用于航空、 航天、 汽车制造业等领域, 成为今后金属基复合材料发展与研究的主流
[1 ]
。 众所周知, 任何先进的材料只有被加工成构件以后, 才真正具有使用价值, 而焊接常常是形成构件必不可少的加工手段。 由于铝基复合材料增强相与基体之间的物理、 化学性能差别很大, 难以获得理想的焊接接头, 成为该种材料走向实用化的严重障碍。 采用通常的熔焊方法将在焊缝中出现气孔、 界面反应物等缺陷, 难以获得高质量接头
[2 ]
。 激光焊由于具有能量集中、 可调等特点, 较有希望抑制熔池中的界面反应, 因而受到人们的关注
[3 ,4 ,5 ]
, 但国内外有关这方面研究的报道极少。
本文通过系列试验研究了激光焊条件下铝基复合材料SiCW /6061Al 的界面行为, 分析了焊接工艺参数对界面行为的影响, 指出了该种材料可焊性差的原因主要与焊接过程中基体与增强相间的界面反应有关, 激光输出功率是影响界面反应程度的主要焊接工艺参数。
1 试验材料及方法
1.1 试验材料
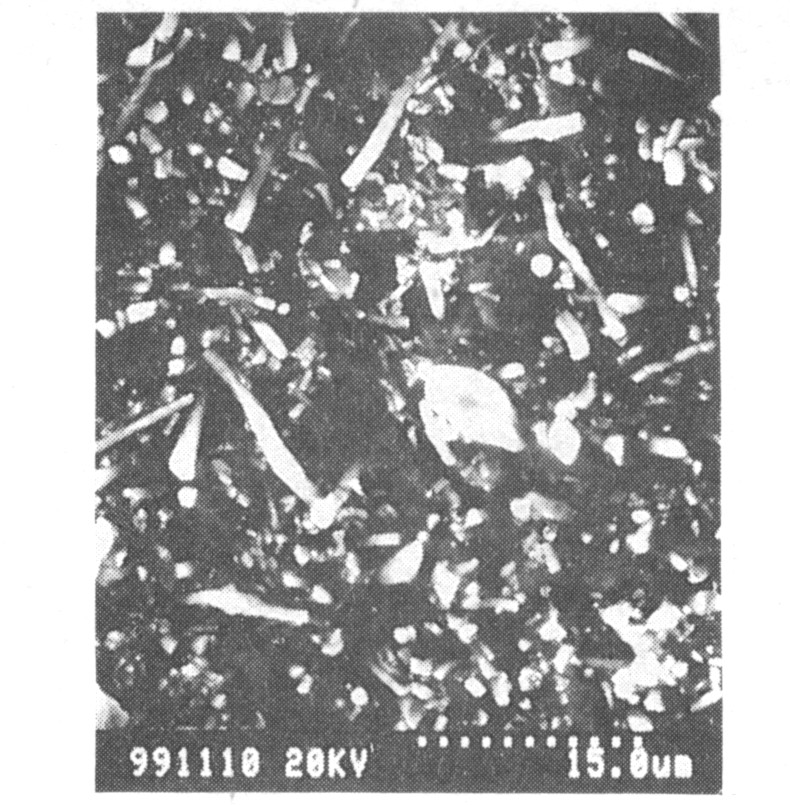
采用挤压铸造法制备铝基复合材料SiCW /6061Al。 增强相SiC晶须平均直径为0.5 μm, 体积比为20%。 该复合材料在扫描电镜下的显微组织见图1, 在退火状态下拉伸强度为220 MPa。 基体6061Al的化学成分如表1所示。
图1 SiCw/6061Al铝基复合材料显微组织
Fig .1 Microstructure of SiCw /6061 composite
表 1 6061Al的化学成份 ω/% 下载原图
Table 1 Chemical composition of 6061 Al
表 1 6061Al的化学成份 ω/%
1.2 试验步骤
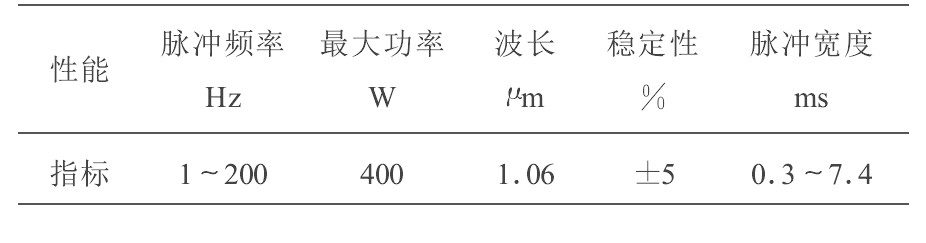
采用线切割方法将材料加工成2 mm×10 mm×30 mm焊件; 将试件进行对接平焊, 焊接设备为美国产YAG固体脉冲式激光加工机, 其性能指标见表2; 在英国Instron公司产的电子万能试验机上进行焊接接头拉伸测试, 拉伸速度为0.5 mm/min; 分别采用 SEM和TEM分析在激光焊条件下铝基复合材料微观组织及界面反应生成物。
表 2 YAG激光机性能指标 下载原图
Table 2 Specification of YAG laser machine
表 2 YAG激光机性能指标
2 界面行为研究
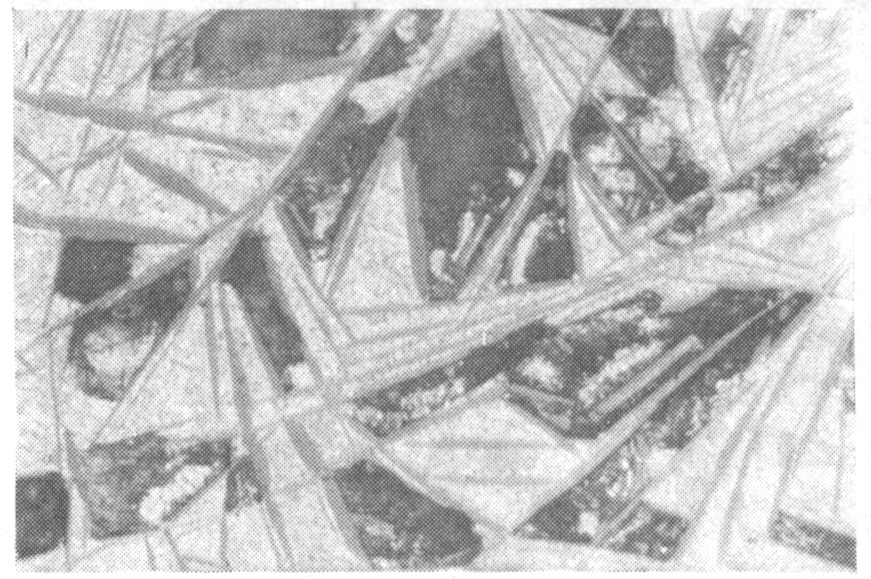
图2为典型的激光焊条件下焊缝组织照片, 与母材相比焊缝中出现了硅块, 晶须变得很细, 说明基体与增强相之间发生了界面反应。 为进一步证实晶须SiC和基体铝间的界面反应, 对铝基复合材料SiCW /6061Al母材与焊缝做透射电镜对比分析, 如图3所示, 母材中增强相SiC与基体铝间界面干净, 无反应物产生; 而焊缝中增强相SiC与基体铝间有反应物出现, 经衍射分析, 反应生成物为Al4 C3 。这是由于在激光焊接铝基复合材料时, 复合材料依靠吸收激光束能量而熔化, 材料对激光束的吸收率α取决于其电阻率及激光的波长, 可用下式表示
[3 ]
:
α = 0 . 3 5 ρ λ √
α
=
0
.
3
5
ρ
λ
式中ρ 为电阻率, λ 为激光波长, α 为吸收率。
由上式可知, 在激光焊接铝基复合材料SiCw/6061Al时, 由于增强相SiC的电阻率比基体铝的电阻率大得多, 因此增强相SiC对激光的吸收率比基体铝的吸收率也大得多, 使得激光束照射处增强相SiC优先吸热, 被迅速加热到很高的温度, 再通过热传导加热基体铝合金, 这种加热机制使得增强相SiC及其附近的基体铝温度要远高于熔池的平均温度, 很容易发生界面反应。 熔融的铝在较高温度下将与SiC发生如下反应
[4 ]
:
图2 SiCw/6061Al激光焊焊缝显微组织 ×1000
Fig .2 Microstructure of weld of SiCw /6061 in laser welding
图3 母材及焊缝TEM照片 (a) 母材; (b) 焊缝
Fig .3 TEM analysis for parent metal and weld
4Al (l) +3SiC (s) →Al4 C3 (s) +Si (s) (1)
在界面上生成细小针状或片状Al4 C3 与硅块, 并且此反应是不可逆的, 反应生成物破坏了增强相SiC与基体铝间原始良好的结合界面, 使增强相SiC晶须难以起到对焊缝的强化作用, 同时生成的Al4 C3 与硅块是极脆的物质, 又进一步削弱了焊缝的强度。 研究
[5 ]
表明采用挤压法制备的铝基复合材料SiCw/6061Al中SiC晶须与6061Al合金基体结合十分完好, 界面干净, 基体与晶须间可能存在8种晶体位向关系
[6 ]
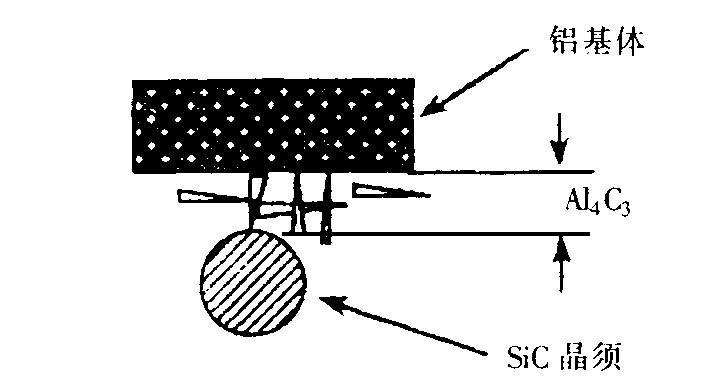
。 但是在激光焊缝中, 界面结合发生了很大的变化, 原始基体与晶须界面已被破坏, 结果见图4。 由图可见, 焊缝中界面反应脆性生成相Al4 C3 相当于在基体与增强相间插入脆性中间层, 阻碍二者间接合, 焊缝中铝基复合材料界面的这种结合机制不仅减少了载荷的传递能力, 而且还为裂纹的萌生和扩展提供了场地。 可以认为, 焊缝中基体与增强相间的界面反应是导致焊缝接头力学性能损失的重要原因。
图4 激光焊焊缝中铝基复合材料界面示意图
Fig .4 Sketch of interface between matrix and reinforced phase in weld of laser welding
至此, 焊缝力学性能损失的原因可以认为:由于 (1) 式的反应, 使得SiC晶须数量减小, 同时改变晶须与基体间结合机理, 降低了焊缝接头的力学性能;由于上述反应, 使得基体组织发生变化, 在基体中出现许多硅块, 使基体的塑性下降。
3 工艺参数对界面反应的影响
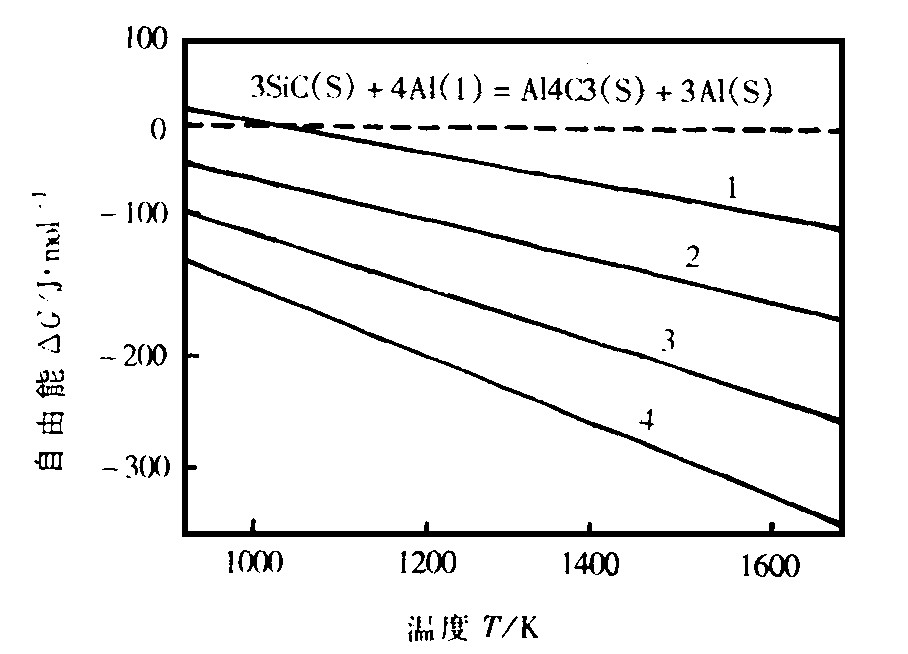
(1) 式反应的自由能公式
[4 ]
为:
ΔG (J・mol-1 ) =113900-12.06T lnT +
8.92×10-3 T 2 +7.53×10-4 T -1 +21.5T +3RT lna Si
式中a [Si] 为硅在液态铝中的活度, 由上式可见ΔG 受温度和a [Si] 两个因素影响, 随着温度的升高, ΔG 减小, 其反应趋势如图5所示。
图5 激光焊熔池中自由能ΔG与焊接温度T、硅活度aSi的关系曲线
Fig .5 Relation among free energy ΔG , welding temperature T and Si activity in laser welding pool 1―a Si =0.1;2―a Si =0.01;3―a Si =0.001;4―a Si =0.0001
图5反映了焊接温度T 、 硅活度α Si 对ΔG 的影响。 焊接温度T 越高, ΔG 也就越小, 界面反应越易进行; 熔池中硅的浓度越大则α Si 的值越大, ΔG 也就越大, 界面反应就越不易发生。 在1000 K以下, ΔG 较大, (1) 式反应很小, 这就是采用压铸法制造铝基复合材料过程中未发现界面反应物的出现, 而在激光焊焊缝中却出现的原因。
在本试验中, 通过测试焊缝接头强度的变化来间接表明焊接规范参数对铝基复合材料焊缝中界面反应的影响。 焊接规范对焊缝接头强度的影响如图6所示。
可见, 伴随着激光功率的增加接头强度明显减低。 这是由于激光输出功率越大, 熔池的温度就越高, ΔG 也就越小, 使得 (1) 式反应就越容易进行, 焊缝中基体与增强相间界面反应加剧, 反应生成物Al4 C3 增多, 导致激光焊中焊缝的力学性能损失就越严重。 可以认为, 激光焊接铝基复合材料时激光束的输出功率是影响界面反应的主要工艺参数。
图6 激光焊接参数对接头强度的影响
Fig .6 Influence of laser welding parameters on joint strength
从这一观点出发, 在保证焊缝熔透的前提下, 使用低能量输入是获得高质量SiCw/6061Al铝基复合材料熔化焊焊缝的重要手段。
4 断口分析
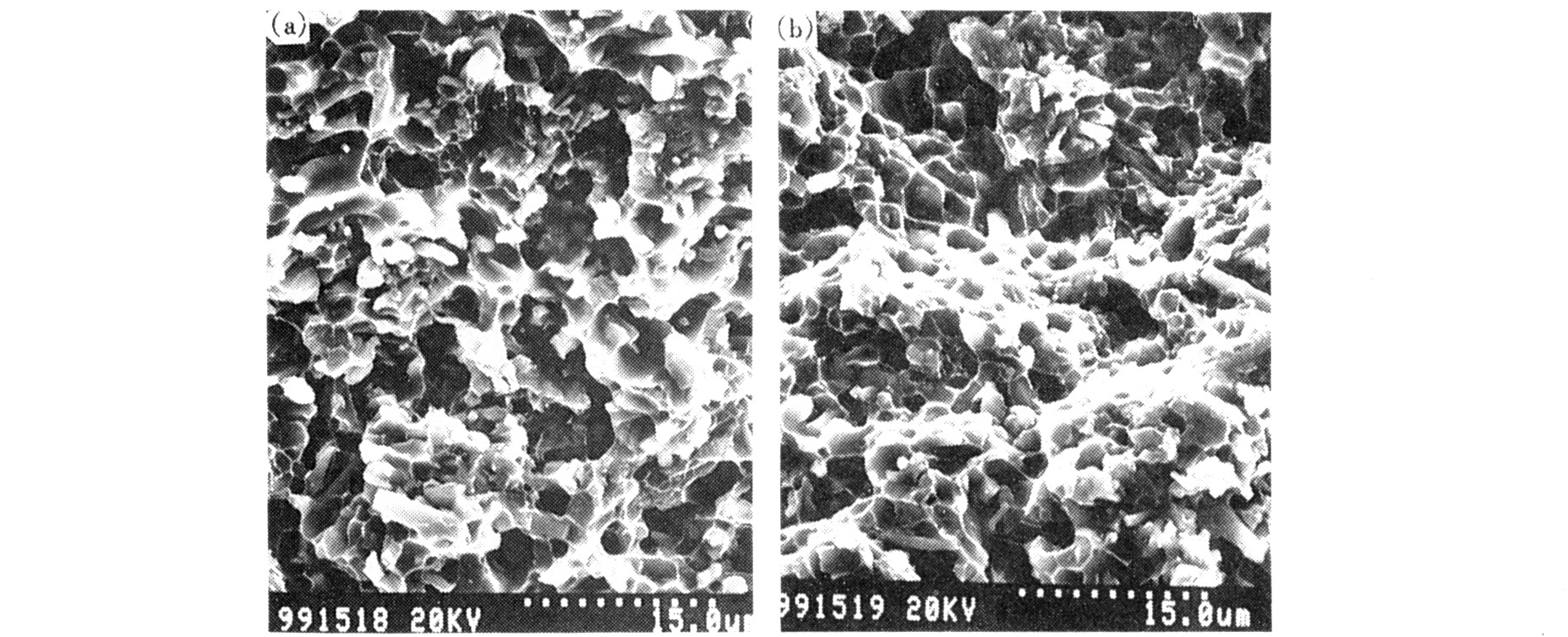
图7为不同规范下焊缝接头拉伸断口形貌, 可见在较低的激光输出功率 (190 W) 下尽管出现了界面反应, 生成相Al4 C3 降低了晶须与基体间的结合强度, 但从拉伸断口上很少发现裸露的晶须的存在, 见图7 (a) , 这说明尽管激光焊焊缝中有反应相Al4 C3 的存在, 但由于反应程度较轻对接头拉伸强度影响不大, 断裂不是发生在基体与增强相的结合界面上。 从这种意义上讲, 晶须仍旧起着强化基体的作用。 随着激光束功率的提高 (250 W) , 在焊缝的拉伸断口处发现有头部裸露的晶须存在, 见图7 (b) , 表明此时界面反应严重, 生成的反应相Al4 C3 增多, 晶须难以起到强化作用, 焊缝接头在晶须与基体的界面上发生断裂, 力学性能表现为焊缝强度明显下降。
图7 接头断口形貌 激光输出功率: (a) 190 W; (b) 250 W
Fig .7 Fracture appearance of welded joint in different laser power
5 结 论
1. 激光焊接SiCw/6061Al铝基复合材料时, 造成该材料可焊性差的主要原因是焊缝中发生如下界面反应:
4Al (l) +3SiC (s) →Al4 C3 (s) +Si (s)
2. 影响SiCw/6061Al铝基复合材料激光焊缝强度的主要工艺参数是激光输出线能量, 激光输出线能量的大小直接影响着界面反应的程度, 线能量越小, 则界面反应程度越轻, 焊缝的力学性能越好。
参考文献
[1] 广濑明夫 熔接学会志 , 1996 , 6 5 (7) :6
[2] 潘龙修 [硕士学位论文 ] 哈尔滨工业大学 , 1992
[3] LienerrTJ, BrandonED , LippoldJC .ScriptaMetall., 1993 , (2 8) :1341
[4] IsekiT , KamedaT , MarayamaT .J.Mater .Sci., 1984, (19) :16 92
[5] 王慕珍 航天工艺 , 1991, (6 ) :1
[6] 耿林 [博士学位论文 ] 哈尔滨工业大学 , 1990