DOI��10.19476/j.ysxb.1004.0609.2018.06.06
���ղ�����˫�������������IJ�ƫ��Ӱ��
�ŵ�ȫ����־ǿ�����ٽ����ŷ�ɽ��κ��ƽ
(��ɽ��ѧ �����������װ�������չ��̼����о����ģ��ػʵ� 066004)
ժ Ҫ��˫���������������й��ղ��������IJ�ƫ�����ش�Ӱ�죬���˫���������������ص㣬���ö���������������ȫ������ʳ����������¶ȳ�����ѧģ�ͣ��������۳���Һ��-Һ������-����ͬʱ���ڵĸ������̹��̽���ģ����棬�о����������۳���Mg��SiԪ�����ʳ��������ֲ��������Ա��о���ͬ���ղ���(�����¶ȡ��������)�������������IJ�ƫ����Ӱ����ɣ���������Ͻ�6061������ʵ��Խ��۽�����֤��
�ؼ��ʣ�˫������������������ƫ����������Kiss��߶�
���±�ţ�1004-0609(2018)-06-1128-08���� ��ͼ����ţ�TG233.6���� ���ױ�־�룺A
˫����������(Twin-roll strip casting)���ڽ����ͱ�������������֮һ������Ч�شٽ����ִ�ұ��ҵ��ת�ͷ�չ[1]��ƫ���������ƹ����бȽϳ������������IJ�ƫ�����ں��ƫ������֮һ�����������������������ѧ���ܲ�������Ӱ��[2]������ʱ������������ķֲ�����[3]��������������ϵ�����Ӱ�����[4]������Ԫ���ڹ�Һ�������ܽ�Ȳ�ͬ�Լ���Һ�����е����������Dz������IJ�ƫ���ĸ���ԭ�������Ӱ�����IJ�ƫ���Լ���Ӱ��Ч��Ŀǰ�в����[5]��Ŀǰ�������������к��ƫ������ֵģ��϶࣬��˫���������������е���ֵģ���������������ʳ��������о��۳��ڵ������ֲ������ڽ���������ͬ�����У����������еĶ������¶Ȳ��Լ�Ũ�Ȳ�����Ķ�����Ӱ��������������֯�ͳɷ֣�����ڷ����۳ص����ʳ��Լ�����ƫ��ʱ�����뽫�������¶ȳ������ʳ���Ͻ���������˫��������������ѧģ��[6]��
1 �ೡ�����ѧģ�͵Ĺ���
1.1 ���������������
�����۳���ͬʱ����Һ�ࡢ�����Լ���Һ����������Kiss��������ҪΪ����Һ�������Լ�����������Kiss�����½���Һ�Ѿ���ȫ���̣���Ҫ���������Ĺ�̬���ơ����IJ�ƫ���IJ����������¶ȳ��йأ������۳��ڲ�������ء�������ͨ���������Ƕ�������Ӱ�����۳��ڽ���Һ�����������Ӱ���С�ʶ����ԣ��۳�����ͳһ����Ϊ�������壬�������������۳��ڲ�������Ӱ�죬���ø÷������۳������ʳ������ӷ���ʵ��[7]��
���ǵ�����ģ�͵ĶԳ����Լ��۳��ڸ��ӵ���������Ϊ�˼���ֵģ��ģ�������۳������������¼��衣
1) ��ʵ����ά�ṹ��Ϊ��ά��Գ�ģ�ͣ�
2) �۳��ڽ���Һ��Ϊ����ѹ��Newton���壻
3) ���̹�����ѭ�ֲ����ƽ�⣻
4) �������������Լ������ȱ��Σ��������������������ƣ�
5) �۳��ڽ���Һ��������Ϊ�����˶�[8]��
6) �۳���Һ����Ϊˮƽ�̶�������Һ��IJ���[9]��
7) �۳�������֯ȫ����Ϊ��״����������������״����ʽ�����ȴ����෴��001�����������������Ǽ�϶���ɣ�ͬʱ��̬���DZ��ԶС������DZ�ȣ��ʺ��Թ�̬���DZ�ȡ�
1.2 ����ģ�ͼ��߽�������ȷ��
�۳ؼ���������ͼ1��ʾ���߽��������¡�
1) ���(Entrance��AF)�߽�����
���������AF����Velocity-inlet�����������ٶ�vin���ݳ���������غ������㡣���ڳ����ٶȺ㶨���������ٶ�Ϊ���ݳ����ٶȱ仯�ĺ㶨ֵ[10]��
2) �Գ� (Symmtry��AB)�߽�����
���ڼ��ζԳ������ȱ߽���������Ϊ���������ݡ�
3) ������(Contact surface��CD)����߽�����
�������������������������Ƶļ��裬���̴����ع����������˶����������ܼ���ɢ�ʾ�Ϊ0��
4) ����(Exit��BC)�߽�����
���ڴ���Һ����״̬��ַ�չ����ѹ����ĸ������������Ʒ�����ݶ�ֵΪ�㣬����ʱ���أ�˲̬���������ÿһʱ�̶��dz�ַ�չ�ġ�

ͼ1 �����۳ؼ������߽�����
Fig. 1 Calculation area and boundary conditions of roll casting molten pool
2 ��ֵģ����������
��˫�������豸�۳�����Ϊ�о������о���ͬ���ղ���(������ȡ��۳��¶�)���۳��ڽ���Һ���������������Լ��������ȷ���Ͻ�Ԫ�����IJ�ƫ����Ӱ�죬���������ʵ�鷽�����1�ͱ�2���С�
��1 ��ͬ�����������ֵģ��ʵ�鷽��
Table 1 Numerical simulation experiments under different gap widths

��2 ��ͬ�����¶�����ֵģ��ʵ�鷽��
Table 2 Numerical simulation experiments under different pouring temperature

2.1 �����۳����������ʳ�����
�������Ͻ�Һ���̹��̴���ѡ�ֽᾧ����֮��Һ������ɵĶ�����ɢ��Mg��SiԪ���������۳��ڵķֲ����Ȳ����ȡ������۳������������ʳ��ֲ��������£�
�����۳����������ֲ���ͼ2��ʾ���۳���Ҫ����2��������(Vortex zone)[11]��Vortex 1��������Һ�棬����ҪӰ����Һ������ʱ���Һ�沨�����ͷ��������۳ر�����Һ����DZ�ȣ���һ���潫��Һ���������������һ�����������γɳ�ʼ���ǣ�Vortex 2���γ���Ҫ����Һ��������������Լ�������������������ɵģ�Vortex 2��ϸ��Ш�β��Ҽⲿ���뵽Kiss point��������Vortex 2����Ӱ���۳ع�Һ��������ռ������������ʹƫ����Kiss point������������Һ���ص��۳ؽ��л���ٷ��䡣�����Ĵ��ڲ������Դ�ʹ�������ʵ���Һ���ص��۳��н����ٻ�Ͼ��Ȼ�����һ����������Ĵ��ڻ��ܹ��Խϴ���ٶȳ��֦���ۣ��Լ�о���ϸߵ��¶����۶�֦�����������涼�����������κ��ʣ���ʹKiss�������¶ȳ����Ȼ��Ӷ�������о�����ᾧ���γ�[12]��

ͼ2 �����۳�Һ�����������
Fig. 2 Liquid fraction and streamline of roll casting molten pool
2.2 �����¶ȶ����IJ�ƫ����Ӱ��
�Ͻ�Ԫ�صĺ��ƫ���ȶ���Ϊ����λ�ֲ�Ũ�����ʼŨ��֮�ȼ�c/c0����c/c0��1��Ϊ��ƫ����c/c0��1��Ϊ��ƫ��[13]����ͬ�����¶��±�����ȷ���Mg��SiԪ�غ��ƫ���ȷֲ���ͼ3��ʾ��Mg��SiԪ�غ��������������߲������������������ߣ���Խ����о��Mg��SiԪ�غ�������Խ�죬���������ߴ��ﵽ���ֵʱ�γ���ƫ����壬����Ҫ�����ڸ���λ��������ʱ���λ�ò�ͬ��ɵģ�Խ����������������Һ�кϽ�Ԫ�غ���Ҳ��Խ�ߡ������¶���680 ��������700 ��ʱMg��SiԪ��������λ��ƫ���ȼ��ֵ�������䣬������������720 ��ʱ�����ߴ�Mg��SiԪ�صĺ��ƫ����ֵ�仯�ϴֱ�ﵽ��3.37��2.34��3�ֽ���������SiԪ����ƫ������ߴ��Ϊ0.32 mm��ռ��������������ȷ���16%��680 ���700 �潽���¶���MgԪ����ƫ���ߴ������ͬ������720 �潽���¶�������MgԪ����ƫ���ߴ���0.84 mm��С��0.72 mm��
��ͼ4��5���Կ��������Ž����¶ȵ����ߣ�Vortex 1�����۳�Һ���ƶ�������������Χ��С���������Һ�����ȱ���17.5 mm���Ҳ��䣬Vortex 1���˻�������Һ�����۳غ��ֱ�ӳ�����棬��������Һ��ɢ�Ⱥ����̣�Vortex 2�������ٶȹյ�2�½���5.3 mm����ֵ�ٶ�Ҳ�½���25.3 mm/s��Vortex 2�ı仯��Kiss������Ľ���ǿ�Ƚ��ͣ���Ũ����Һ�ò���������Һ����Чϡ�ʹӶ��������IJ�ƫ����720 �潽��������Vortex 3���Ʋ�������Vortex 2��������������ͨ����ʧ(Disappearance of flow passage)���Ӷ���Ũ�Ƚ���Һ��Vortex 2��Vortex 3֮������Ũ����Һ��Vortex 2 effect��ʧ��ƫ�������ɱ߲����ֳ����������ơ�

ͼ3 ��ͬ�����¶��±�����ȷ���Mg��SiԪ�طֲ�
Fig. 3 Mg(a) and Si(b) element distribution in thickness direction of strip at different pouring temperatures

ͼ4 ��ͬ�����¶����۳�Һ�����������
Fig. 4 Liquid fraction and streamline of molten pool at different pouring temperatures
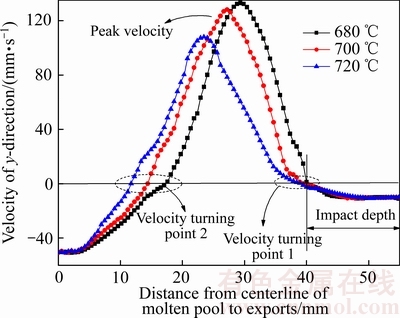
ͼ5 ��ͬ�����¶����۳��������ٶȷֲ�
Fig. 5 Linear velocity distribution in molten pool center at different pouring temperatures
2.3 ������ȶ����IJ�ƫ����Ӱ��
��ͬ��������±�����ȷ���Mg��SiԪ�غ����ֲ���ͼ6��ʾ�����Ź�����2 mm������4 mm��Mg��SiԪ���������ߴ����ƫ���ȷֱ���3.14��2.02������5.08��3.05�����IJ�ƫ�����ء�
һ���������������ƽ�泤��ƽ�������ɿ�֪����ʱ�������Ǻ�ȳ�ƽ����ϵ��������Ź��������������ʱ�伤���Ӷ��������ʽ��ͣ��ڽϵ͵��������������¹�Һ��������������Ԫ������Һ���������±���ˢ�����۳�о����������Һ�ٻ�ϴӶ�ʹ�߲�����Ԫ�غ���ά���ڽϵ�ֵ����һ��������Ԫ���ڹ�����ڴ������غ��������ʽ(1)���ڹ���������������½����۳����ʺ��������������������߲�����Ԫ�غ������������ұ��ֽϵ�ֵ������۳ع���Խ��Խ
���н϶�����ʾۼ���о�������IJ�ƫ���̶�Խ���ء�

 (1)
(1)
ʽ�У�lΪ�۳ع�����ȣ�mm��vinΪ��ڽ����ٶȣ�mm/s��voutΪ�����ٶȣ��������ٶȣ�mm/s��dΪ������ڳߴ磬mm��
����ͬ�������ߴ�������ٶ������£����Ź�����2 mm������4 mm�����ݳ���������غ�����ٶ���10 mm/s������20 mm/s����ͼ7��ͼ8��֪����������ٶ���10 mm/s������15 mm/sʱ��ڳ�����(Impact depth)������10.2 mm�������������3 mm����4 mmʱ������(Impact depth)�����ı䣬�����������ܹ���������Һ�����ܴ����۳ص˳����Ũ�Ȼ�����Һ��ϡ�����ã�ͬʱ�����϶����Һ��֮�����������˾����Ŀ����ԣ����ڼ������Ũ����Һ�ϸ������̳��ڿ����������Ȼ���������ǿ������Vortex 1�����ܹ�������ǰ�ص����ʴ����۳��ڲ���ϡ�����á���������ٶ�������Vortex 1ˮƽ���������۳������߷�������ֱ�߶�������Զ��Һ��λ���ƶ���ͬʱ��������Χ������ʼ���Ǹ�����ʼ�γ�Vortex 3���������Ź�������Vortex 3��������ΧҲ����������Vortex 1λ�õĸı䲻���ڳ�ʼ���ǹ�Һ���洦��������Ԫ��ͨ��������ˢ�����۳أ��߲�����Ԫ�������ٶȼӿ죬��Vortex 3�ij����ܹ��γ�Vortex 3���ƺϽ�Ԫ�صij���������
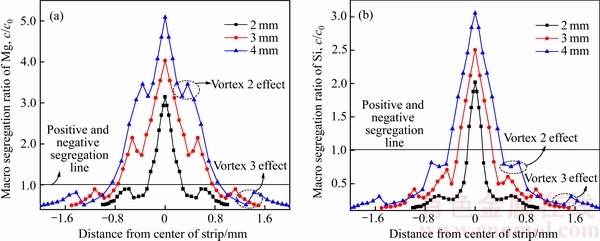
ͼ6 ��ͬ�����±�����ȷ���Mg��SiԪ�طֲ�
Fig. 6 Mg(a) and Si(b) element distribution in thickness direction of strip under different roll gaps

ͼ7 ���첻ͬʱ�۳�Һ������Լ�����
Fig. 7 Liquid phase fraction and streamline under different roll gaps
������Vortex 1λ�õĸı䣬Vortex 2��λ�û���û��̫��仯������Vortex 2����Χ�����С����ͼ8���Կ��������Ź�����2 mm����3 mm����2���������ϵ��ٶ����������ǿ�Ƚ��͡�����Ϊ4 mmʱ��Һ������Vortex 2ͬ�Ϸ�����֮�����ϵ���ض�(Disappearance of back flow passage)������ע���۳ص���Һδ�������ڴ���������ȴҲδ����������ʼ�Ӵ���������ȴ��ֱ�ӱ������۳س��ڡ�
������ϴ�ʱ���϶����Һδ����Vortex 1����������ȴ��Ҳδ��������Һ���ܵ���ʼ�Ӵ�������ȴ���Kiss��λ�ô���Ƚ���(��ͼ9)��������2 mm����3mmʱKiss��λ���½���7.02 mm�����������������4 mmʱKissλ��ֻ�½���3.40 mm�����ǹ���3 mm��4mmʱMg��SiԪ������ƫ������ȴ�ϴ� ��˹���ϴ�ʱKiss��λ�ö�����ƫ����Ӱ���С��

ͼ8 ���첻ͬʱ�۳���������
Fig. 8 Centerline velocity of molten pool under different roll gaps

ͼ9 ���첻ͬʱ�۳�������Һ�����
Fig. 9 Liquid fraction of molten pool under different roll gaps
��ͼ8���Կ����������������ٶȹյ�֮����ٶȷ�ֵ��������ʧ��Vortex 2��ɵ��ٶȹյ�֮��ߴ�Ҳ��28.2 mm�����8.6 mm��Kiss�㸽����Ũ����Һ�Ľ���Ч������������ƫ�۵������ߴ��ĸ�Ũ����Һ�����۳ؽ����ٷ��䣬�������������ǵĺ��϶�����������ߴ���������ƫ����
3 ʵ����֤
��ʵ����ͨ��˫�������豸����֤����6061���Ͻ𱡴��Ŀ�����(��ͼ10��11)������6061���Ͻ�����칤�ղ������ԣ�������η�����ʵ�鲢��ʵ������ж�ʵ��������з���������ȷ����������ʵ����˫�������豸��������������6061���Ͻ𱡴��ĺ������ղ���[14](����3)���ɹ����Ƶ�6061���Ͻ𱡴���
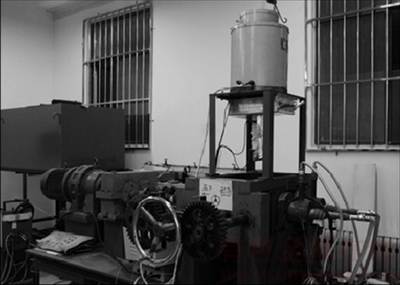
ͼ10 ˫��������������Ƭ[15]
Fig. 10 Photo of twin roll strip rolling machine[15]
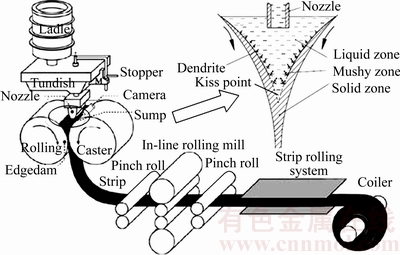
ͼ11 ˫������������������ʾ��ͼ[16]
Fig. 11 Process flow diagram of twin roll strip continuous casting[16]
��3 6061���Ͻ𱡴�����ʵ�鹤�ղ���
Table 3 Strip roll casting experiment process parameters of 6061 aluminum alloy

Ϊ��֤��������ѧģ�͵���ȷ�ԣ���Ҫ��������������Ԫ�صķֲ����ֵ����ֵ����ģ��ֵ���жԱȣ���ʵ����ö���ȡ��ɨ��ķ�ʽ���Ͻ�Ԫ�غ�����ͼ12��13��ʾΪʵ�����Ľ�����֯ͼ��Ԫ��ɨ��ͼ��

ͼ12 ��������������֯
Fig. 12 Cast-rolling strip microstructure

ͼ13 ����ֲ��Լ�EDSɨ����
Fig. 13 Distribution of check points(a) and EDS scan result(b)
ͼ14��ʾΪ��ͬ���ղ���������������ȷ�������Ԫ�غ��ƫ���ȵ�ģ������ʵ�ʼ������ģ������ʵ�ʼ��õ��ĺ��ƫ���ȷֲ���Ϊ���ƣ��ڱ������IJ�λ���ֽ�Ϊ���Ե���ƫ����壬����������Ҳ�������ڻ���������ɵijɷ�ƫ������
ͬʱͼ14Ҳ������ֵģ������ʵ��������һ���IJ��죬һ��������λ�úϽ�Ԫ�غ���ʵ��ֵ��ģ��ֵ��С������Ҫ�ǺϽ�Ԫ�������������������в��ֺϽ�Ԫ��������Ϊ���������˺Ͻ�Ԫ�ص�ʵ�ʺ�������һ����ģ������ʾ������ƫ���ߴ��ʵ�ʼ��ߴ�Ҫ��Mg��SiԪ������������Խ����������ʵ���Ͼ�������ĩ���۳�������Kiss�㸽��Vortex 2�Ķ��������Ѿ�������������������������������Kiss�㸽����״����Ũ����Һ�Ի���һ�����������Ӷ���ʹKiss�㸽�����ָ�Ũ����Һ���������۳أ������˺Ͻ�Ԫ�غ����������ʡ�

ͼ14 ������ȷ���Mg��SiԪ��ƫ����ģ������ʵ��ֵ
Fig. 14 Simulation results and measured values of Mg and Si segregation ratio in strip's thickness direction
4 ����
1) ��ͬ�����¶��£�Mg��Si��ƫ�����������ڱ��������ߴ����������¶���680 ��������700 ��ʱMg��SiԪ��������λ��ƫ���ȼ��ֵ�������䣬������������720 ��ʱ�����ߴ�Mg��SiԪ�صĺ��ƫ����ֵ�仯�ϴ�
2) ���Ź�����2 mm������4 mm��Mg��SiԪ���������ߴ����ƫ���ȷֱ���3.14��2.02������5.08��3.05�����IJ�ƫ�����ء�
3) ͨ������ͬ���ղ���������������ȷ������IJ�ƫ��ģ��ֵ��ʵ��ֵ�Աȷ��֣�����֮������ƻ���һ�£���������ֵģ������к����������������������ã����������λ�ô�ģ��ֵ��ʵ��ֵƫ�ߡ�
REFERENCES
[1] ZAPISKALOV N. Comparison of continuous strip casting with conventional technology[J]. ISIJ International, 2003, 43(8): 1115-1127.
[2] BIROL Y, GEBZE K. Centerline segregation in a twin-roll cast AA8011 alloy[J]. Aluminium, 1998, 77(5): 318-321.
[3] HADAZADEH A, WELL M A. Inverse and centerline segregation formation in twin roll cast AZ31 magnesium alloy[J]. Materials Science & Technology, 2015: 1715-1726.
[4] �����, Сɭ��ϲ, ʯ��־. ����������������ƫ���Ľ�[C]// �й�����ѧ��. 2001�й�����������ļ�. �¾�. ����: ұ��ҵ������, 2001: 816-817.
XU Guo-dong, XIAO Sen-chong-xi, SHI Hong-zhi. Continuous casting slab center segregation improvement of Baosteel[C]// The Chinese Society for Metals. 2001 China��s Steel Conference Proceedings. Book Two. Beijing: Metallurgical Industry Press, 2001: 816-817.
[5] ������, �� ��, ������. ˫��������������״���ĵ������[J]. ����, 2010, 45(3): 13-17.
ZHANG Xing-zhong, LIAO Peng, WANG Ming-lin. Investigation on development of twin roll cast strip[J]. Iron and Steel, 2010, 45(3): 13-17.
[6] �ŷ�ɽ, �� ��, �ƻ���, ��־ǿ, ���ٽ�. ˫����������������ƫ��������ʵ���о�[J]. �й���ɫ����ѧ��, 2015, 25(10): 2739-2744.
DU Feng-shan, L�� Zheng, HUANG Hua-gui, XU Zhi-qiang, AN Zhong-jian. Mechanism and experimental research on centerline segregation of twin-roll strip casting[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(10): 2739-2744.
[7] ������. ��˫���������������¶ȳ�Ӱ����о�[D]. �ػʵ�: ��ɽ��ѧ, 2014.
MENG Zhe-ru. Effect of vibration on twin-roll strip roll casting's flow field and temperature field[D]. Qinhuangdao: Yanshan University, 2014.
[8] GUTHRIE R I L, TAVARES R P. Mathematical and physical modeling of steel flow and solidification in twin-roll/horizontal belt thin-strip casting machines[J]. Applied Mathematical �CModeling, 1998, 22(11): 851-872.
[9] ABOUTALEBI M R, HASAN M, GUTHRIE R I L. Coupled turbulent flow, heat, and solute transport in continuous casting processes[J]. Metallurgical and Materials Transactions B, 1995, 26(4): 731-744.
[10] LI Q, ZHANG Y K, LIU L G, ZHANG P, ZHANG Y, FANG Y. Effect of casting parameters on the freezing point position of the 304 stainless steel during twin-roll strip casting process by numerical simulation[J]. Journal of Materials Science, 2012, 47(9): 3953-3960.
[11] ˾����. 1235 �Ͻ������������IJ�ƫ�����Ƶ��о�����Ԥ����ʩ[J]. ��Ͻ�ӹ�����, 2007, 35(10): 5-6.
SI Kai-tian. Research on segregation and its mechanism of 1235alloy cast-rolling stock and its preventive measures[J]. Light Alloy Fabrication Technology, 2007, 35(10): 5-6.
[12] ZHAO H, LI P, HE L. Coupled analysis of temperature and flow during twin-roll casting of magnesium alloy strip[J]. Journal of Materials Processing Technology, 2011, 211(6): 1197-1202.
[13] JING Cai-liang, TIAN Zhi-hong, WANG Xin-hua. A simple micro-segregation model for steel billet[J]. Journal of Iron and Steel Research, 2013, 25(6): 18-23.
[14] �� ��, ��־��, ·����, �Դ�־. ����������6061���Ͻ��Һ������������֯��Ӱ��[J]. �������켰��ɫ�Ͻ�, 2009, 29(6): 508-511.
WANG Na, ZHOU Zhi-min, LU Gui-min, ZHAO Da-zhi. Effect of technological conditions on 6061 aluminum alloy near liquidus casting microstructure[J]. Special Casting & Nonferrous Alloys, 2009, 29(6): 508-511.
[15] �ŷ�ɽ, ��־ǿ, ·����, �� ��. ��ʽ˫������������: �й�, CN101181719A[P]. 2008-05-21.
DU Feng-shan, XU Zhi-qiang, LU Peng-cheng, ZHANG Pei. Vibrating twin-rolls strip rolling machine: China, CN101181719A[P]. 2008-05-21.
[16] LEE D S, LEE J S, KANG T. Robust molten steel level control in a strip-casting process[J]. ISIJ International, 2005, 45(8): 1165-1172.
Effect of process parameters on centerline segregation of twin-roll strip casting
ZHANG De-quan, XU Zhi-qiang, AN Zhong-jian, DU Feng-shan, WEI Jie-ping
(National Engineering Research Center for Equipment and Technology of Cold Strip Rolling, Yanshan University, Qinhuangdao 066004, China)
Abstract: The technical parameters of twin-roll strip casting have significant impact on the centerline segregation. The mathematical model in completely coupled temperature field, flow field and solute field was established by using multiphase flow technology for the characteristics of twin-roll strip casting mill. The solidification process of simultaneous existence of liquid phase, liquid-solid-phase and solid phase in molten pool was simulated based on the coupled mathematical model. The distribution characteristics of Mg and Si solute field and flow field in the molten pool were studied by the simulation results, and the influence of different technical parameters (the width of the roll seam and casting temperature) on the centerline segregation of the thin strip was studied. The research conclusion was verified by the casting and rolling experiments of the aluminum alloy 6061.
Key words: twin-roll strip casting; centerline segregation; flow field; Kiss point height
Foundation item: Project(51374184) supported by the National Natural Science Foundation of China; Project (E2013203342) supported by the National Natural Science Foundation of Hebei Province��Joint Steel Research Fund Project, China; Project(E2017203043) supported by the Key Project of National Natural Science Foundation of Hebei Province, China
Received date: 2017-03-17; Accepted date: 2017-06-07
Corresponding author: XU Zhi-qiang; Tel: +86-13930357680; E-mail: xzq@ysu.edu.cn
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51374184)���ӱ�ʡ��Ȼ��ѧ���𡪸��������о�����������Ŀ(E2013203342)���ӱ�ʡ��Ȼ��ѧ�����ص�������Ŀ(E2017203043)
�ո����ڣ�2017-03-17�������ڣ�2017-06-07
ͨ�����ߣ���־ǿ�����ڣ���ʿ���绰��13930357680��E-mail: xzq@ysu.edu.cn

