稀有金属 2007,(03),384-390 DOI:10.13373/j.cnki.cjrm.2007.03.021
酸性加压氧化分解辉钼精矿的实验研究
蒋开喜 王海北 王玉芳 蒋训雄
北京矿冶研究总院冶金研究所,北京矿冶研究总院冶金研究所,北京矿冶研究总院冶金研究所,北京矿冶研究总院冶金研究所,北京矿冶研究总院冶金研究所 北京100044,东北大学材料与冶金学院,辽宁沈阳110004,北京100044,东北大学材料与冶金学院,辽宁沈阳110004,北京100044,北京100044,北京100044
摘 要:
采用酸性加压氧化法分解辉钼精矿, 考察了几种因素对钼精矿转化率和浸出率的影响。实验结果表明, 对含钼49.68%的钼精矿控制硝酸浓度在28.8 g.L-1, 液固比为5, 氧分压为350 kPa条件下, 160℃反应3 h, 钼的氧化率可以达到99%以上, 钼的浸出率小于12%。
关键词:
加压氧化 ;辉钼精矿 ;浸出 ;
中图分类号: TF841.2;TF803.21
收稿日期: 2006-11-20
Pressurized Acidic Oxidation of Molybdenite Concentrate
Abstract:
The effects of several factors on oxidation rate and leaching rate were studied.The results showed that the oxidation rate of molybdenum for 49.68% molybdenite concentrate can reach over 99% when HNO3 concentration was 28.8 g・L-1, L/S=5, partial pressure of oxygen was 350 kPa, and reaction time at 160 ℃ was 3 h, the leaching rate of molybdenum was less 12%.
Keyword:
pressure oxidation;molybdenite concentrate;leaching;
Received: 2006-11-20
钼是一种重要的稀有金属, 主要用于制造不锈钢、 结构合金钢、 工具钢、 铸钢以及化学品, 在国民经济中占有重要地位, 广泛应用于航天、 国防、 能源、 化工、 电子、 生物医药、 农业等领域。
我国钼资源比较丰富, 储量多, 分布广, 资源总量840万t, 仅次于美国, 居世界第二位。 同时我国也是一个钼生产大国, 年产钼产品金属量在3万t左右, 居世界第二位。 在我国的钼产品中, 产量最大的是钼铁 (占钼金属产量的70%左右) , 其次是钼酸盐和钼材。
钼在自然界中主要以辉钼矿形式存在, 在所有钼矿物中, 其工业价值最高、 分布最广, 是钼冶炼的主要原料。 世界钼产量的99%是通过辉钼矿生产的。 工业氧化钼
[1 ,2 ,3 ]
既是生产钼铁的原料, 又是生产钼盐的原料, 是钼精矿生产钼产品的一种中间产品。 传统的辉钼精矿的处理方法主要是氧化焙烧法得到氧化钼和仲钼酸铵。 这种方法由于钼回收率低, 工艺复杂, 原料适应性差, 低浓度SO2 难于制酸, 环境污染等缺点, 已逐渐被淘汰。
随着我国对冶金行业环境污染采取更加严厉的政策, 选择新的钼冶炼方法已经成为大势所趋。 加压湿法冶金
[4 ,5 ,6 ,7 ,8 ,9 ,10 ,11 ,12 ]
因工艺流程短、 金属回收率高、 原料适应性强、 环境友好等特点得到迅速发展。 尽管我国自20世纪70年代就开始进行钼精矿的加压分解研究, 但工业应用的规模和稳定性与国外钼冶炼企业相比还有很大的差距。 因此, 在查阅相关文献资料和探索试验的基础上, 本文拟采用酸性加压氧化分解法处理辉钼精矿, 详细考察温度、 硝酸浓度、 时间、 氧分压、 液固比、 活性炭、 硫酸浓度、 搅拌速度等因素对钼精矿分解转化的影响, 得出最佳的钼精矿酸性加压分解条件。
1 实 验
1.1 原料性质
实验原料为吉林某公司提供的钼精矿。 钼精矿中主要矿物为辉钼矿、 钼钨钙矿、 氧化钼以及钨铅矿。 其中辉钼矿占99.65%。 精矿粒度中0.076 mm以下粒级占68.90%, 0.050 mm以下粒级占45.60%。 主要化学成分见表1。 钼精矿主要成分为硫化钼, 含钼达到49%以上, 另有少量的Cu, Fe, Ca, Mg, Si, Al, K, 而稀散金属镓、 锗、 铼等含量较低, 铼仅为0.002%。
1.2 实验原理
钼精矿在有催化剂硝酸存在和160~200 ℃温度条件下发生如下反应:
MoS2 +6HNO3 =H2 MoO4 +2H2 SO4 +6NO
产生的NO与氧气和水反应使催化剂硝酸得到再生:
2NO+3/2O2 +H2 O=2HNO3
故氧化总反应为:
2MoS2 +9/2O2 +3H2 O=H2 MoO4 +2H2 SO4
氧化过程中铼的总反应为:
表1 钼精矿化学元素分析结果
Table 1 Composition of molybdenum concentrate
Element
Mo
S
Al
Mg
Ga
Ge
As
Na
49.68
33.17
1.61
0.22
<0.05
<0.05
0.22
0.16
Ca
Fe
Cu
K
Zn
In
Re
Pb
0.26
1.36
0.55
0.4
0.24
<0.05
0.002
<0.005
Ba
Be
Bi
Ti
Co
Cr
Li
Sr
0.02
<0.001
<0.01
0.015
<0.001
<0.005
<0.001
0.002
Si
Ni
Se
V
W
Mn
Sb
Cd
4.12
<0.005
<0.01
<0.005
<0.01
<0.005
<0.01
<0.001
4ReS2 +19O2 +10H2 O=4HReO4 +8H2 SO4
加压氧化过程中80%的钼以钼酸或三氧化钼形式进入浸出渣中, 几乎全部铼和20%钼及大部分铜、 铁、 锌、 钾、 钠等杂质进入溶液。
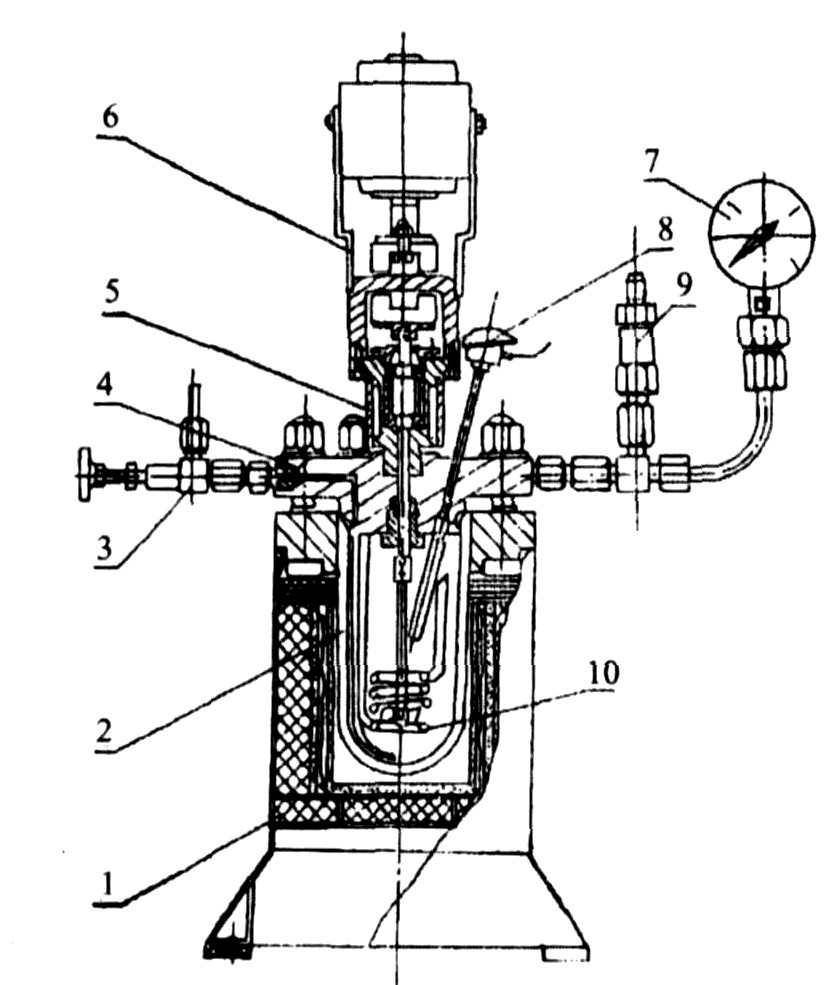
1.3 实验装置与方法
加压浸出实验在GSA型2L立式衬钛加压釜中进行。 加压釜示意图见图1。 将钼精矿、 硝酸、 添加剂、 水按一定比例混合放入釜中, 加盖密闭后升温, 当温度升至设定值时, 将氧分压调整至实验需要值。 反应结束后冷却釜体, 物料进行液固过滤分离, 浸出渣放入烘箱烘干后和溶液一起送样分析。 实验使用的试剂硝酸、 硫酸均为分析纯, 氧气为工业纯氧。
图1 加压釜示意图
Fig.1 Autoclave sketch map
1-Electric furnace;2-Autoclave body;3-Intake valve;4-Cover;5-Stirring device;6-Motor;7-Manometer;8-Thermocouple;9-Safety valve;10-Cooling pipe
2 结果与讨论
2.1 温度的影响
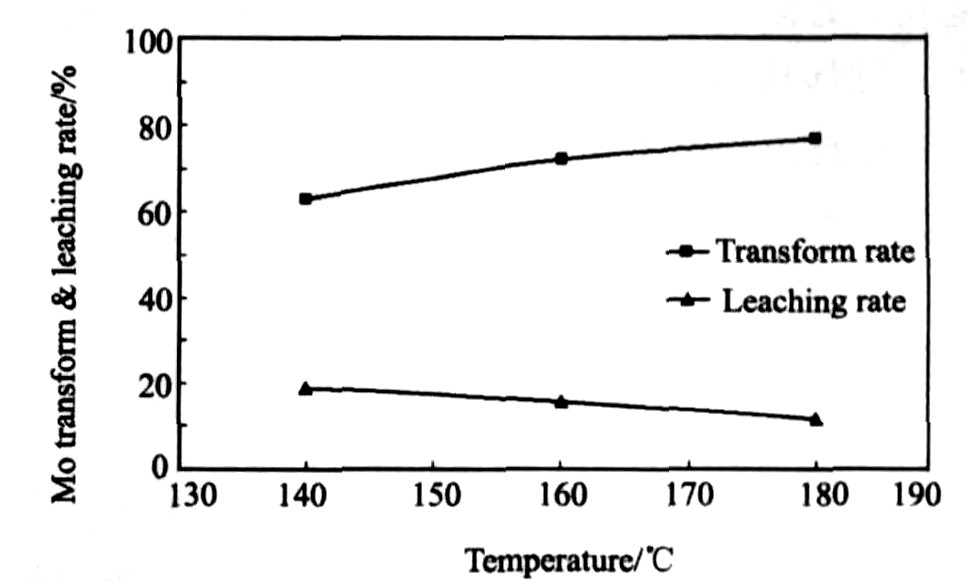
在加压氧化浸出过程中, 温度起着重要的作用。 试验条件如下:硝酸初始浓度为28.8 g・L-1 , 液固比为4∶1, 反应时间为2 h, 氧分压为350 kPa, 搅拌线速度为1.55 m・s-1 。 温度对钼精矿转化和浸出的影响实验结果见表2和图2。
由表2和图2可以看出, 随着温度的升高, 渣中元素硫含量明显降低, 钼的氧化率逐渐上升, 浸出率逐渐下降。 但温度过高, 水蒸气压明显升高, 温度由160 ℃上升到180 ℃, 水蒸气压上升400 kPa。 考虑到设备使用压力、 设备制造及费用因素, 选定加压氧化分解温度160 ℃。
2.2 硝酸浓度的影响
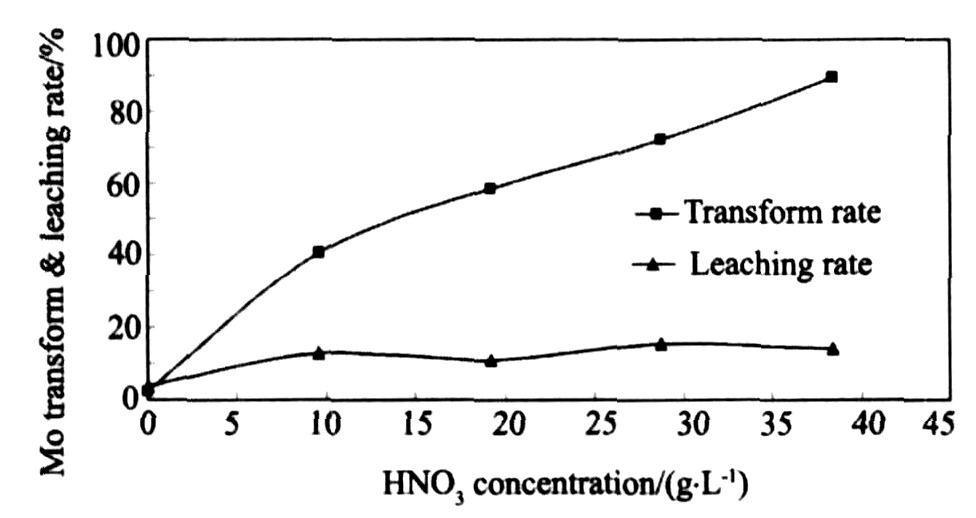
由反应机制可知, 硝酸在加压氧化过程中可起到催化作用, 加速氧原子的传递, 加快反应速度。 试验条件如下:液固比为4∶1, 反应时间为2 h, 温度为160 ℃, 氧分压为350 kPa, 搅拌线速度为1.55 m・s-1 。 硝酸浓度对钼精矿转化和浸出的影响实验结果见表3和图3。
图2 温度的影响
Fig.2 Influence of temperature
表2 温度的影响
Table 2 Influence of temperature
Temperature/
-1 ) Residue/%
Residue rate/
Mo transform
Mo leaching
S
Mo
140
5.14
15.45
50.54
79.6
62.92
19.02
7.19
11.62
52.47
80.0
71.97
15.51
11.17
9.43
53.66
82.0
76.69
11.43
表3 硝酸浓度的影响
Table 3 Influence of HNO 3 concentration
HNO3 concentration/-1 )
Pressure/
-1 ) Residue/%
Residue
Mo transform
Mo leaching
S
Mo
0
1000
1.85
33.98
50.13
95.6
2.07
3.53
1000
4.69
23.39
51.52
84.2
40.63
12.68
1050
5.51
16.05
53.12
86
58.39
11.05
1100
7.19
11.62
52.47
80
71.97
15.51
1250
6.07
3.98
54.01
86.4
89.63
14.33
图3 硝酸浓度的影响
Fig.3 Influence of HNO3 concentration
实验结果表明, 随着硝酸浓度的升高, 钼的转化率增加, 进入溶液中钼的比例增加不明显。 该实验表明硝酸浓度的增加有利于反应的进行。 但硝酸浓度升高, 硝酸分解产生的二氧化氮、 一氧化氮分压升高, 为保持相同的氧分压, 需要相应地提高总压, 试验确定硝酸初始浓度为28.8 g・L-1 合适。
2.3 时间的影响
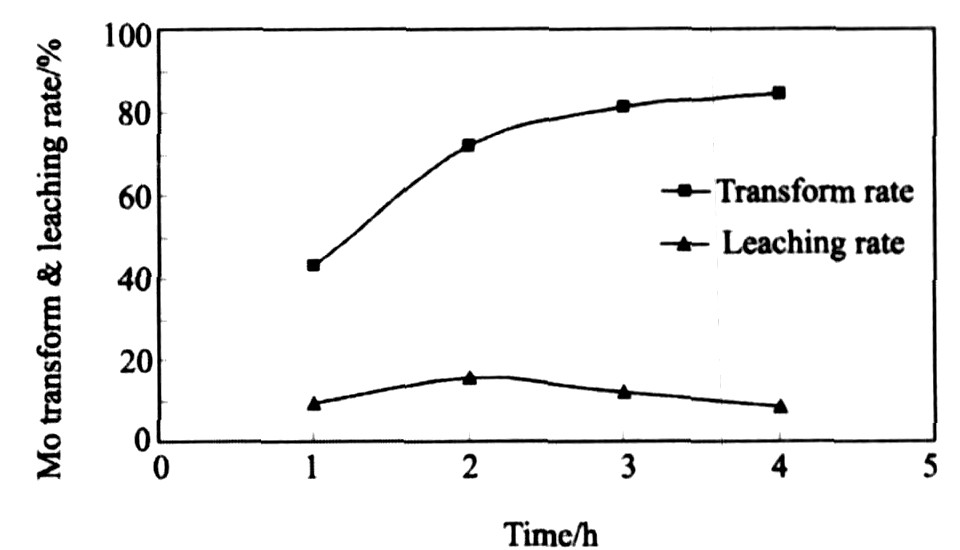
由反应动力学可知, 随着时间的延长, 辉钼精矿的分解效率提高。 实验条件如下:硝酸浓度28.8 g・L-1 , 液固比为4:1, 温度为160 ℃, 氧分压为350 kPa, 搅拌线速度为1.55 m・s-1 。 实验结果见表4和图4。
从表4和图4可以看出, 延长反应时间对钼的氧化有利, 当反应大于3 h后, 钼转化率增加幅度减小。 同时反应时间过长会使得设备产能降低, 不利于工业生产, 反应时间取3 h合适。
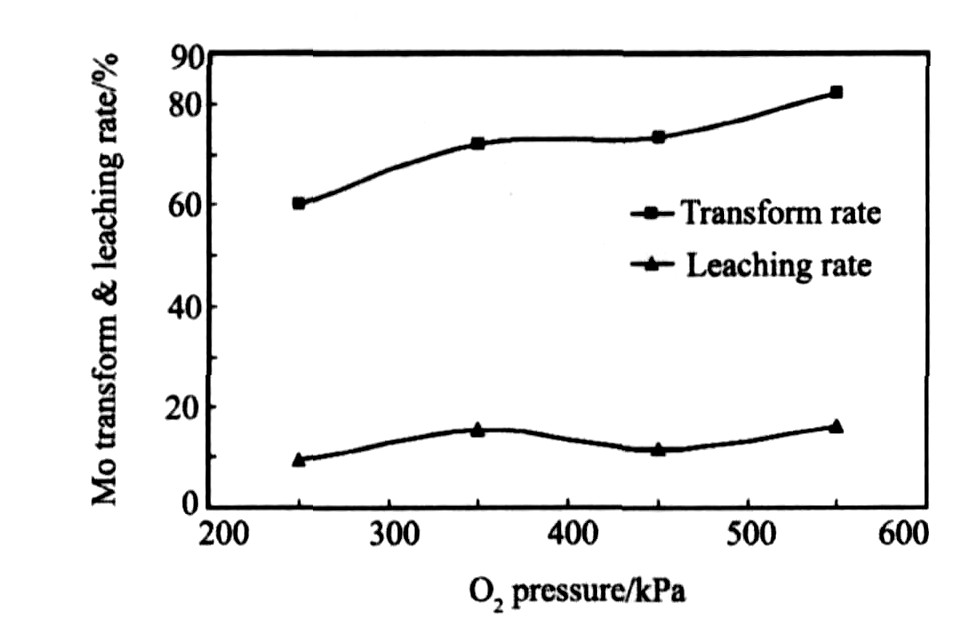
2.4 氧分压的影响
在加压浸出过程中, 氧气作为氧化剂起着很重要的作用, 使精矿中的硫氧化成硫酸, 钼转化成可溶性的氧化物。 实验条件如下:硝酸浓度28.8 g・L-1 , 液固比为4∶1, 温度为160 ℃, 搅拌线速度为1.55 m・s-1 , 反应2 h。 实验结果见表5和图5。
实验结果表明, 氧分压的增加有利于反应的进行。 但氧分压过高, 对设备制造要求条件增加, 氧分压350 kPa时可满足工艺要求。
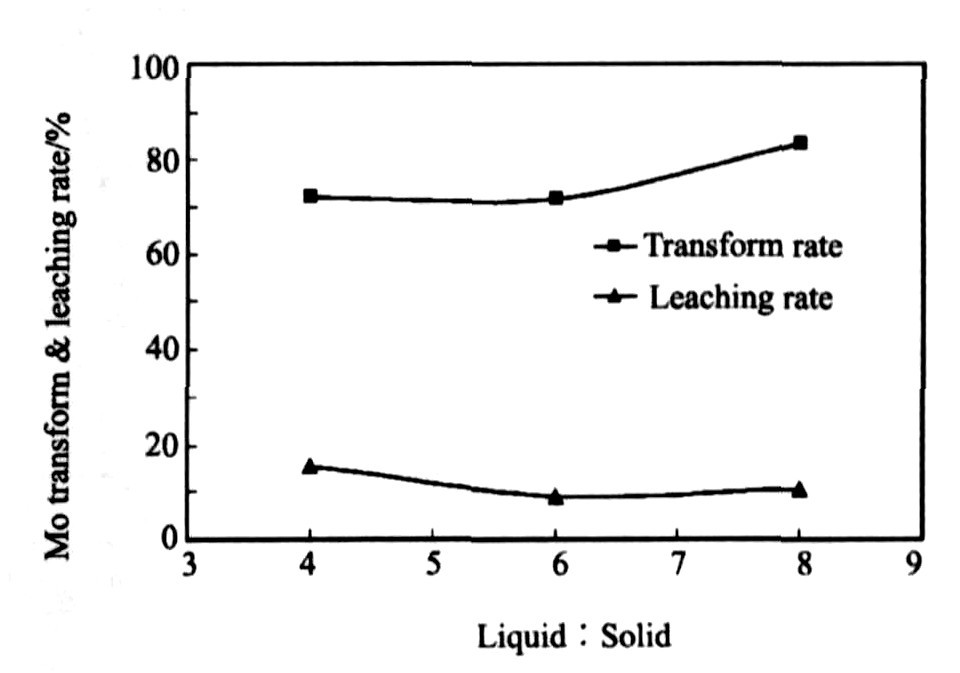
2.5 液固比的影响
实验条件如下: 硝酸浓度28.8 g・L-1 , 温度为160 ℃, 搅拌线速度为1.55 m・s-1 , 氧分压为350 kPa, 反应2 h。 实验结果见表6和图6。
从表6和图6可以看出, 液固比增大有利于钼的氧化, 但是液固比过大, 造成生产中废水处理量大, 生产率降低, 成本增加。 实验初步选定液固比为5∶1。
图4 时间的影响
Fig.4 Influence of time
表4 时间的影响
Table 4 Influence of time
Time/
-1 ) Residue/%
Residue
Mo transform
Mo leaching
S
Mo
1
7.65
22.18
52.74
85.4
42.9
9.34
7.19
11.62
52.47
80.0
71.97
15.51
6.07
7.74
54.2
80.8
81.15
11.85
5.21
6.26
55.53
81.8
84.56
8.57
表5 氧分压的影响
Table 5 Influence of partial pressure of oxygen
O2 partial
Pressure/
-1 ) Residue/%
Residue
Mo transform
Mo leaching
S
Mo
250
1000
7.01
15.8
53.61
84.0
59.99
9.36
1100
7.19
11.62
52.47
80.0
71.97
15.51
1200
8.28
10.86
53.9
81.4
73.35
11.69
1300
5.01
7.65
53.68
77.6
82.10
16.15
图5 氧分压的影响
Fig.5 Influence of partial pressure of oxygen
图6 液固比的影响
Fig.6 Influence of L/S
表6 液固比的影响
Table 6 Influence of L/S
Liquid/Solid
-1 ) Residue/%
Residue
Mo transform
Mo leaching
S
Mo
4
7.19
11.62
52.47
80.0
71.97
15.51
4.40
11.40
54.64
82.8
71.54
8.93
4.31
6.86
55.09
80.6
83.33
10.62
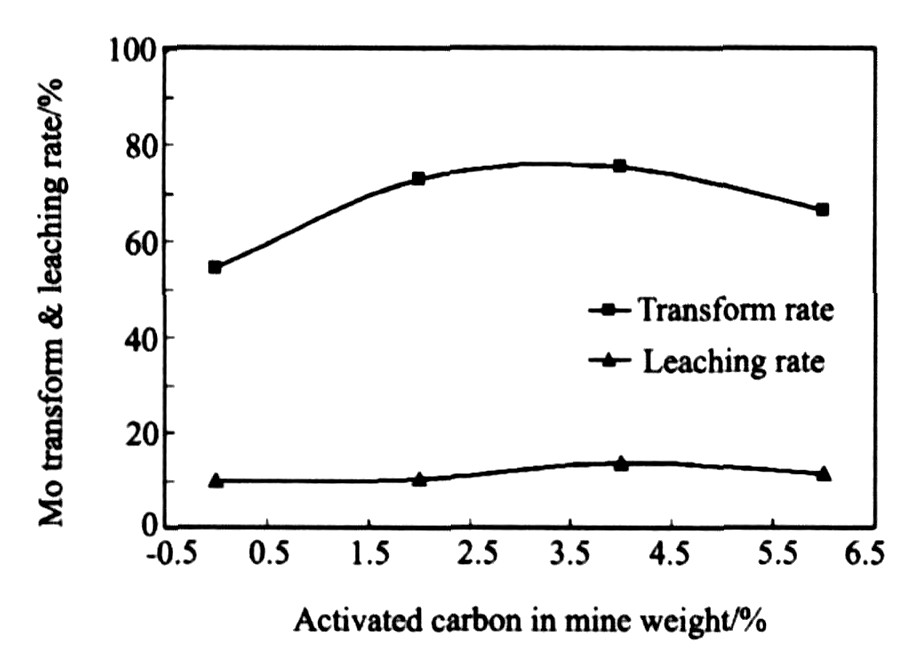
2.6 活性炭的影响
实验条件如下:硝酸浓度28.8 g・L-1 , 液固比4∶1, 温度为160 ℃, 搅拌线速度为1.55 m・s-1 , 氧分压为350 kPa, 反应2 h。 实验结果见表7和图7。
实验结果表明, 钼精矿加压浸出中加入少量炭粉, 可明显降低加压浸出矿浆的黏稠度, 同时提高钼的转化率。
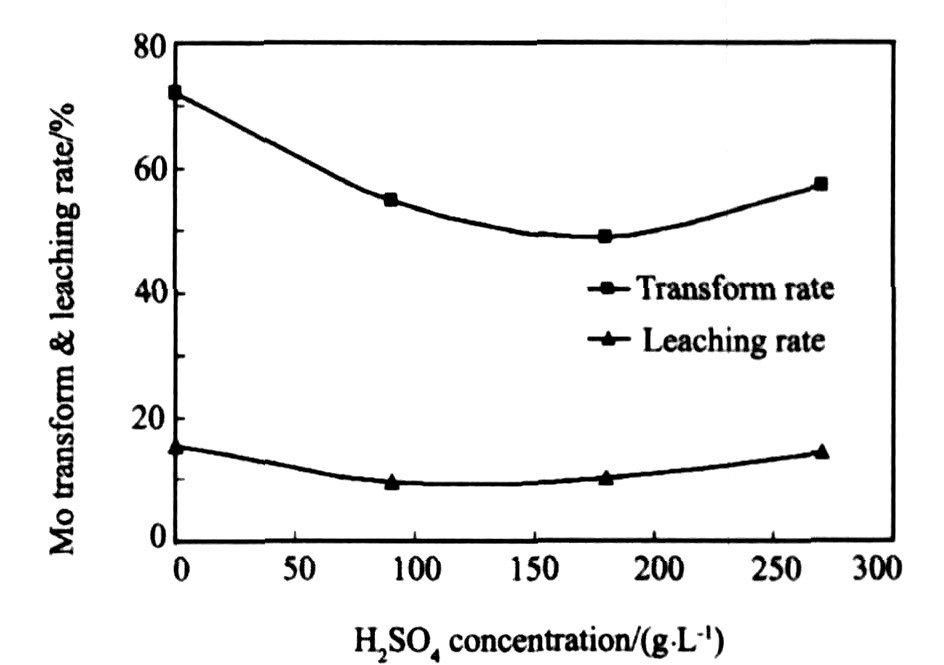
2.7 硫酸浓度的影响
实验条件如下:硝酸浓度28.8 g・L-1 , 液固比4∶1, 温度为160 ℃, 搅拌线速度为1.55 m・s-1 , 氧分压为350 kPa, 反应2 h。 实验结果见表8和图8。
在钼精矿的加压氧化过程中, 加压浸出液若能返回, 不仅降低了溶液的处理量, 还可提高离子浓度, 但实验结果发现, 起始硫酸浓度对钼的转化率影响较大, 起始酸度增加, 钼的转化率降低。
表7 活性炭的影响
Table 7 Influence of activated carbon
Activated carbon in
-1 ) Residue/%
Residue
Mo transform
Mo leaching
S
Mo
0
6.96
17.93
53.01
84.6
54.27
9.73
7.79
10.77
53.17
84.0
72.73
10.10
8.28
9.69
51.00
84.0
75.46
13.77
6.26
12.67
50.14
87.8
66.46
11.39
图7 活性炭的影响
Fig.7 Influence of activated carbon
图8 硫酸浓度的影响
Fig.8 Influence of H2 SO4 concentration
表8 硫酸浓度的影响
Table 8 Influence of H 2 SO 4 concentration
H2 SO4 concentration/-1 )
-1 ) Residue/%
Residue
Mo transform
Mo leaching
S
Mo
0
7.19
11.62
52.47
80.0
71.97
15.51
6.83
17.89
53.8
83.6
54.91
9.47
7.58
20.47
53.96
82.8
48.90
10.07
9.1
17.7
52.98
80.4
57.10
14.26
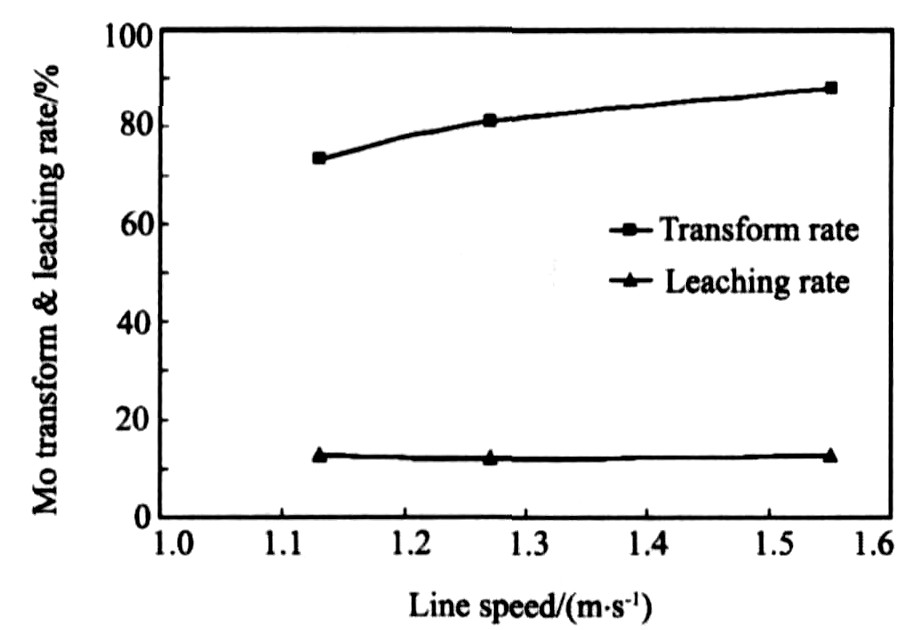
2.8 搅拌速度的影响
实验条件如下: 硝酸浓度28.8 g・L-1 , 液固比4∶1, 温度为160 ℃, 氧分压为350 kPa, 反应2 h。 实验结果见表9和图9。
从表9和图9得出, 将搅拌转速由1.27 m・s-1 调整至1.55 m・s-1 , 钼的氧化率由81%升高至88%, 适当增加搅拌强度有助于钼精矿的氧化分解。
2.9 综合条件试验
通过2.1~2.8节的条件和结果, 在考察了各种工艺参数的基础上, 得出了最佳工艺条件。 为了检验各参数最佳条件的实际效果, 进行了综合实验。 实验条件如下: 硝酸初始浓度为28.8 g・L-1 , 活性炭粉4%, 液固比为5∶1, 反应时间为3 h, 温度为160 ℃, 氧分压为350 kPa, 总压为1100 kPa, 搅拌线速度为1.55 m・s-1 。 综合条件实验结果见表10。
表9 搅拌转速的影响
Table 9 Influence of agitator speed
Line speed/-1 )
-1 ) Residue/%
Residue
Mo transform
Mo leaching
S
Mo
1.13
6.38
10.84
52.89
82.0
73.20
12.70
6.07
7.74
54.2
80.8
81.15
11.85
6.51
4.93
54.19
80.0
88.11
12.74
三组综合实验条件研究结果表明, 在上述条件下加压氧化3 h, 钼的转化率可达99%以上。
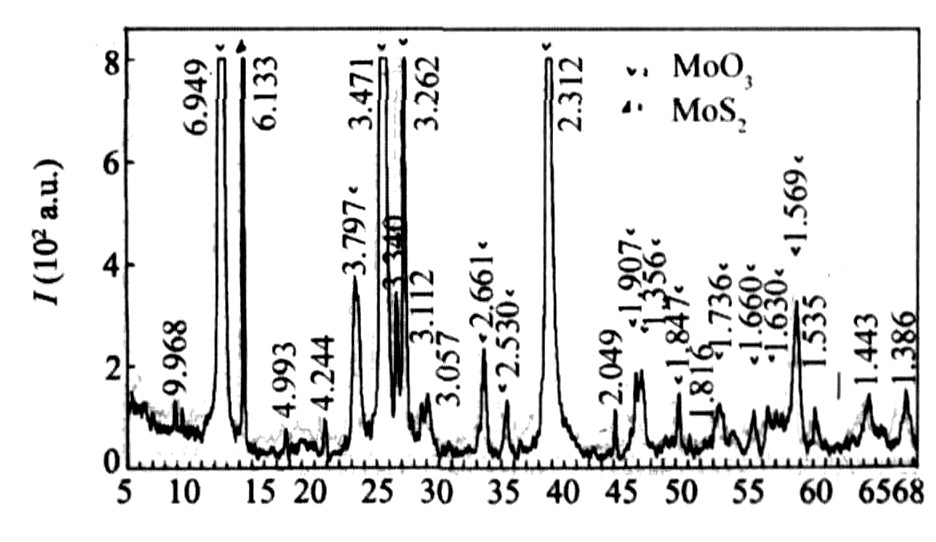
为了更清楚了解钼精矿在形成三氧化钼转化过程的行为, 对浸出渣进行了X射线分析 (图10) 和渣中钼的物相分析 (表11) 。 从图10和表11可以得出, 加压渣中主要成分为三氧化钼, 存在少量硫化钼, 其中99%以上的钼以氧化钼、 钼华、 铁钼华等易溶于氨水的形式存在。
3 结 论
1. 加压氧化过程中, 温度、 时间、 硝酸浓度都是影响钼氧化率的重要因素, 钼氧化率随之增加而增加, 但是, 温度、 硝酸浓度增加造成总压上升较多, 因此不宜过高。
2. 在条件实验的基础上得出试验最佳工艺参数为: 温度160 ℃, 硝酸浓度28.8 g・L-1 , 氧分压350 kPa, L/S=5的条件下反应3 h, 钼的氧化率可以达到99%以上, 渣中S含量低于0.3%。
3. 加压氧化过程中约88%的钼进入固相, 其余钼进入液相, 固相中99%以上的钼以氧化钼、 钼华、 铁钼华等易溶于氨水的形式存在。
图9 搅拌转速的影响
Fig.9 Influence of agitator speed
图10 加压渣X射线衍射图
Fig.10 X-ray diffraction pattern of pressure leaching residue
表10 综合条件试验结果
Table 10 Result of synthetic test
Group
-1 ) Residue/%
Residue
Mo transform
Mo leaching
Re
S
Mo
1
5.41
0.0028
0.27
54.38
40.7
99.34
10.90
5.21
0.0030
0.2
53.07
40.8
99.51
12.83
6.99
0.0030
0.27
53.24
39.4
99.36
15.55
表11 加压浸出渣物相分析结果
Table 11 Result of pressure leaching residue phase
Sort
Soluble in
Insoluble in Ammonia,
Insoluble in Ammonia & weak
Molybdenum
Molybdite, Ferrous Molybdite, Molybdenum oxide
Powellite
Stolzite
Molybdenite
99.17
0.17
0.02
0.65
99.47
0.15
0.02
0.36
参考文献
[1] 张文钲.氧化钼研发进展[J].中国钼业, 2006, 30 (1) :7.
[2] 张文钲.氧化钼生产技术发展现状[J].中国钼业, 2003, 27 (5) :3.
[3] 张文钲.国内外钼先进技术与发展动态评述[J].中国钼业, 2000, 24 (6) :5.
[4] 秦玉楠.从辉钼精矿中提取钼、铼的研究[J].无机盐工业, 1990, (5) :5.
[5] 秦玉楠.钼湿法生产中综合利用工艺[J].无机盐工业, 1996, (3) :35.
[6] 程光荣, 马秀华, 王述吉, 张军, 王忍魁.用压热浸出和溶剂萃取技术生产钼酸铵用[J].湿法冶金, 1994, 51 (3) :27.
[7] 符剑刚, 钟宏, 吴江丽, 卜向明.常温常压条件下辉钼矿的湿法浸出[J].金属矿山, 2004, 342 (12) :35.
[8] 陈庭章.非标准钼精矿氧压煮法制取仲钼酸铵和高铼酸铵[J].矿冶工程, 1991, 11 (1) :50.
[9] Viclor J.Pressure Oxidation Process for the Production of Molyb-denum Trioxide from Molybdenite[P].US 6149883.2000.
[10] Romano P.Comparative study on the selective chalcopyrite bi-oleaching of a molybdenite concentrate with mesophilic and thermo-philic bacteria[J].FZMS Microbiology Letters, 2001, 196 (1) :71.
[11] Kruesi P R.Process for the Recovery of Molybdenum and Rheniumfrom Sulfides by Electrolytic Dissolution[P].US 3755104.1973.
[12] 张邦胜, 张启修, 肖连生.钼酸根硫化新工艺研究[J].稀有金属, 2002, 26 (1) :35.