őń’¬ĪŗļŇ£ļ1004-0609(2013)10-2721-09
»»‘Ģľį»»ī¶ņŪ∂‘Mg-Y-NdļŌĹū◊ť÷ĮĶń”įŌž
ňő ≤®1£¨–Ń» Ńķ1, 2£¨≥¬ ł’1£¨ňÔŃĘ‘∆1£¨Ńű «ž1, 2
(1. ÷ō«žīů—ß ≤ńŃŌŅ∆—ß”ŽĻ§≥Ő—ß‘ļ£¨÷ō«ž 400044£Ľ
2. ÷ō«žīů—ß Ļķľ“√ĺļŌĹūĻ§≥Őľľ ű—–ĺŅ÷––ń£¨÷ō«ž 400045)
’™ “™£ļŅľ≤ž»»‘ĢĻ§“’ľįňśļů»»ī¶ņŪ∂‘Mg-Y-NdļŌĹū◊ť÷Į—›ĪšĶń”įŌž°£ĹŠĻŻĪŪ√ų£ļĶÕő¬(£ľ500 °ś)‘Ģ÷∆ Ī£¨īůŃŅ≥Ū√‹őŲ≥ŲŌŗĶń≥ŲŌ÷÷¬ Ļ‘Ģ÷∆–‘ń‹ľęīůĶōĹĶĶÕ«“◊ť÷Įń—“‘ŌłĽĮ£Ľ‘ŕĻŐ»‹ő¬∂»Ō¬‘Ģ÷∆(525 °ś) Ī£¨ĺßŃ£ľę“◊ī÷ĽĮ£ĽĶĪ‘Ģ÷∆ő¬∂»¬‘ĶÕ”ŕĻŐ»‹ő¬∂» Ī£¨‘Ģ÷∆Ļż≥Ő÷–ĽŠőŲ≥Ų√÷…ĘĶńĶŕ∂ĢŌŗŃ£◊”°£’‚–©Ń£◊”Ķńīś‘ŕ√Ľ”–∂ŮĽĮ‘Ģ÷∆–‘ń‹«“”––ßĶō∂§‘ķĺßĹÁ≤Ę“÷÷∆łŖő¬Ō¬‘ŔĹŠĺßĺßŃ£Ķńī÷ĽĮ°£ł√ļŌĹūĶńĹŌľ—‘Ģ÷∆Ļ§“’»ÁŌ¬£ļ‘Ģ÷∆ő¬∂»ő™500 °ś°Ę√ŅĶņīő‘Ģ÷∆Īš–őŃŅő™10%«“◊‹‘Ģ÷∆Īš–őŃŅ70%°£»»‘Ģļů£¨≤ńŃŌĽŮĶ√∆ĹĺýĺßŃ£≥ŖīÁő™30 ¶Őm◊ů”“Ķń◊ť÷Į£¨≤Ę≤ķ…ķĹŌ«ŅĶńĽý√ś÷ĮĻĻ°£ĻŐ»‹ī¶ņŪ1 hŅ…”––ßĶōŌŻ≥żőĽīŪ≤Ęő¨≥÷ŌłĺßļÕĽý√ś÷ĮĻĻ°£ĹÝ“Ľ≤Ĺ‘Ųľ”ĻŐ»‹ Īľš£¨ĺßŃ£∑Ę…ķī÷ĽĮ«“÷ĮĻĻĪšĶ√∑÷…Ę°£ŌŗĪ»”ŕĺý‘»ĽĮŐ¨£¨ĺ≠T6ī¶ņŪĶń»»‘ĢŐ¨Mg-Y-NdļŌĹūĶń«Ł∑Ģ«Ņ∂»ŐŠłŖ176 MPa°£
ĻōľŁī £ļMg-Y-NdļŌĹū£Ľ»»‘Ģ£Ľ»»ī¶ņŪ£ĽŌ‘őĘ◊ť÷Į£Ľ÷ĮĻĻ
÷–Õľ∑÷ņŗļŇ£ļTG146.2 °° °° őńŌ◊ĪÍ÷嬎£ļA
Effect of hot rolling and thermal treatment on microstructure of Mg-Y-Nd alloy
SONG Bo1, XIN Ren-long1, 2, CHEN Gang1, SUN Li-yun1, LIU Qing1, 2
(1. College of Materials Science and Engineering, Chongqing University, Chongqing 400044, China;
2. National Engineering Research Centre for Magnesium Alloys, Chongqing University, Chongqing 400045, China)
Abstract: The effects of hot-rolling and the following heat treatment on microstructure were investigated. The results show that, for rolling below 500 °ś, the dense precipitates are formed, which is bad for further rolling and grain refinement. However, rolling at the solution temperature (525 °ś), the recrystallization grains grow rapidly and coarsen. When rolling temperature is slightly lower than the solution temperature, dispersion particles are precipitated, which are not harmful for further rolling and are capable of pinning grain boundary to resist coarsening of recrystallization grains at high temperature. The better rolling processing parameters are that the rolling temperature is 500 °ś, the thickness reduction per pass is 10% and the total thickness reduction is 70%. After hot-rolling, the fine and uniform microstructure with an average size of approximately 30 ¶Őm and a strong basal texture are obtained. The solution treatment for 1h can effectively eliminate dislocation and retain the same grain size and texture. As solution time further increases, the grain coarsens and texture becomes dispersive. Compared to the as-received alloy, the yield strength of the hot-rolled Mg-Y-Nd alloy with T6 treatment is increased by 176 MPa.
Key words: Mg-Y-Nd alloy; hot-rolling; thermal treatment; microstructure; texture
Mg-Y-NdļŌĹū «“Ľ÷÷Ķš–ÕĶńőŲ≥Ų«ŅĽĮļŌĹū°£”…”ŕ∆šĺŖ”–ĹŌłŖ«Ņ∂»ļÕĹŌļ√ĶńŅĻ»šĪš–‘ń‹£¨“—≥…Ļ¶”¶”√ĶĹļĹŐžļÕ∆Ż≥Ķ÷∆‘žĶ»––“Ķ°£”¶”√ĹŌ∂ŗĶńMg-Y-NdļŌĹū÷ų“™”–ŃĹ÷÷£¨ľīWE43(4% Y°Ę3.3% RE°Ę0.5% Zr(÷ ŃŅ∑÷ ż))ļÕWE54(5% Y°Ę3.3% RE°Ę0.5% Zr(÷ ŃŅ∑÷ ż))ļŌĹū°£łŖ«Ņ∂»Mg-Y-NdļŌĹūĶń÷ų“™«ŅĽĮĽķ÷∆ő™őŲ≥Ų«ŅĽĮ°£“Úīň£¨Ō»«įĶńĻ§◊ųłŁ∂ŗĶńľĮ÷–‘ŕ÷żŐ¨Mg-Y-NdļŌĹūĶńőŲ≥ŲŌŗŐō’ųľįőŲ≥Ų«ŅĽĮ––ő™Ķń—–ĺŅ[1-3]°£÷żŐ¨ļŌĹūī÷īůĶńĺßŃ£“‘ľįįŁļ¨ĹŌ∂ŗĶń◊ť÷Į»ĪŌ›∂ľĽŠŌř÷∆√ĺļŌĹūĶń”¶”√[4]°£ŌłĽĮĺßŃ£ «ŐŠłŖ«Ņ∂»ļÕ‘Ųľ”—”’Ļ–‘◊Ó”––ßĶń∑Ĺ∑®[5-7]°£Õ®Ļż»»ľ”Ļ§£¨»ÁīęÕ≥Ķń‘Ģ÷∆ļÕľ∑—ĻĻ§“’£¨Ņ…”––ßŌŻ≥ż◊ť÷Į»ĪŌ›≤Ę«“ŌłĽĮĺßŃ£[4]°£«į∆ŕ—–ĺŅ“—Õ®Ļżľ∑—ĻĻ§“’ĽŮĶ√ĺßŃ£≥ŖīÁ‘ľ25 ¶Őm◊ů”“ĶńMg-Y-NdįŰ£¨≤ĘľęīůĶōŐŠłŖļŌĹūĶń«Ņ∂»ļÕň‹–‘[8]°£‘Ģ÷∆Ļ§“’ «Ĺū Ű≤ńŃŌŃŪ“Ľ÷÷÷ō“™Ķńľ”Ļ§Ļ§“’°£ńŅ«į£¨∂‘”ŕMg-Y-NdļŌĹūĶń»»ľ”Ļ§Ļ§“’Ķń—–ĺŅ «ŌŗĶĪ”–ŌřĶń[9]£¨ŐōĪū «Õ®Ļż»»‘ĢĻ§“’ņī”ŇĽĮļŌĹūĶń◊ť÷ĮŌ ”–Ī®Ķņ°£“Úīň£¨”–Īō“™∂‘Mg-Y-NdļŌĹūĶń»»‘ĢĻ§“’”Ž◊ť÷Į–‘ń‹ĶńĻōŌĶĹÝ––ŌĶÕ≥Ķō—–ĺŅ°£
√ĺļŌĹūĶń‘Ģ÷∆Ļ§“’“—ĪĽĻ„∑ļ—–ĺŅ£¨«“∑ĘŌ÷‘Ģ÷∆ő¬∂»°Ę√ŅĶņīő‘Ģ÷∆Īš–őŃŅ“‘ľį◊‹‘Ģ÷∆Īš–őŃŅ «»»‘ĢĻ§“’Ķń÷ų“™ľľ ű≤ő ż«“∂‘√ĺļŌĹūĶń◊ť÷ĮļÕ–‘ń‹∂ľ”–ĹŌīůĶń”įŌž[10-12]°£Īĺőń◊ų’Ŗ≤…”√ļŌĹū◊ť∑÷”ŽWE54ļŌĹūŔţĶńMg-Y-NdļŌĹūő™—–ĺŅ≤ńŃŌ£¨ŌĶÕ≥Ķō—–ĺŅ‘Ģ÷∆ő¬∂»°Ę‘Ģ÷∆Īš–őŃŅľįňśļůĶń»»ī¶ņŪ∂‘◊ť÷ĮĶń”įŌž£¨≤Ę ‘ÕľĶ√ĶĹļŌņŪĶń‘Ģ÷∆Ļ§“’ņīŐŠłŖ≤ńŃŌĶń–‘ń‹°£
1 Ķ—ť
‘ŕĪĺ—–ĺŅ÷–£¨≤…”√Ķń Ķ—ť≤ńŃŌő™÷żŐ¨Mg-Y-NdļŌĹū(91.75% Mg°Ę5.52% Y°Ę2.69% Nd°Ę0.04% Zr(÷ ŃŅ∑÷ ż))°£‘Ģ÷∆«į£¨“‘525 °śĺý‘»ĽĮī¶ņŪ24 h£¨»Ľļů«–≥…10 mmļŮĶńįŚ≤ńĹÝ––ňśļůĶń‘Ģ÷∆°£‘ŕ400~525 °śĶńő¬∂»∑∂őßńŕ—–ĺŅł√ļŌĹūĶń‘Ģ÷∆Ļ§“’°£√ŅĶņīő‘Ģ÷∆Īš–őŃŅ(¶’)ĪĽ∂®“Śő™¶’=-ln(hn+1/hn)£¨nļÕhn∑÷Īū «‘Ģ÷∆Ķņīő żŃŅļÕ‘Ģ÷∆nĶņīőļů ‘—ýĶńļŮ∂»°£‘Ģ÷∆«į£¨≤ńŃŌ‘ŕ‘Ģ÷∆ő¬∂»Ō¬Ī£ő¬30 min£¨ĶņīőľšĪ£ő¬10 min°£‘ŕīň£¨≤…”√ņš‘ĢĽķ£¨‘ĢĽķĻűĺ∂170 mm£¨ĻűňŔ21 r/min°£
—°»°≤Ņ∑÷‘Ģ÷∆įŚ≤ńĹÝ––ĻŐ»‹°Ę Ī–ßī¶ņŪļÕņ≠…ž ‘—ť°£‘Ģ÷∆ļÕĻŐ»‹ļůĶń—ý∆∑ĺýĹÝ––ňģī„ī¶ņŪ°£—°”√‘Ģ÷∆įŚ≤ńļŮ∂»÷––ńĶń≤ńŃŌĹÝ––ňśļůĶń◊ť÷Įľį–‘ń‹—–ĺŅ°£◊ť÷Į∑÷őŲ≤…”√‘Ģ÷∆įŚ≤ńĶń◊›Ĺō√ś◊ųő™ĻŘ≤ž√ś°£≤…”√ĹūŌŗŌ‘őĘĺĶļÕ…®√ŤĶÁĺĶĹÝ––◊ť÷ĮĻŘ≤ž°£ņŻ”√Nova400 Nano-SEM–Õ≥°∑Ę…š…®√ŤĶÁĺĶĶńĶÁ◊”Ī≥…Ę…š—‹…š∑÷őŲŌĶÕ≥(EBSD)ļÕHKL Channel 5»ŪľĢįŁ∂‘—ý∆∑ĶńőĘĻŘ◊ť÷ĮļÕ÷ĮĻĻĹÝ––ĪŪ’ų∑÷őŲ°£őŲ≥Ų––ő™∑÷őŲ≤…”√X…šŌŖ—‹…š“«(Rigaku D/max-2500)ņīÕÍ≥…°£”√ŌŖ«–łÓį—‘ĢįŚ«–≥…ĪÍĺŗő™8 mm°Ń3 mm°Ń1.5 mmĶńņ≠…ž ‘—ý£¨ņ≠…ž∑ĹŌÚ∆Ĺ––”ŕįŚ≤ńĶń‘Ģ÷∆∑ĹŌÚ°£ “ő¬ņ≠…ž ‘—ť‘ŕAG-XÕÚń‹ ‘—ťĽķ…ŌĹÝ––£¨ņ≠…žňŔ¬ ő™1°Ń10-3 s-1°£
2 ĹŠĻŻ”Ž∑÷őŲ
2.1 »»‘ĢĻż≥Ő÷–ļŌĹūĶń◊ť÷Į—›Īš
»»‘Ģ«į£¨Mg-Y-NdļŌĹūĹÝ––Ńňĺý‘»ĽĮī¶ņŪ£¨Ķ√ĶĹ◊ť÷Įĺý‘»«“ĺŖ”–“Ľ∂®ĻżĪ•ļÕ∂»ĶńĻŐ»‹◊ť÷Į°£Õľ1ňý ĺő™ĺý‘»ĽĮī¶ņŪļůMg-Y-NdļŌĹūĶńŌ‘őĘ◊ť÷Į£¨∆ĹĺýĺßŃ£≥ŖīÁ‘ľ220 ¶Őm°£ő™ŃňĽŮĶ√łŁļ√Ķń–‘ń‹£¨”–Īō“™Ņ™∑Ę‘Ģ÷∆Ļ§“’ņīŌłĽĮ◊ť÷Į°£ő™īň£¨–Ť“™∂‘ĻŐ»‹Ő¨Mg-Y-NdļŌĹūĹÝ––≤ĽÕ¨ő¬∂»ļÕ≤ĽÕ¨Īš–őŃŅĶń»»‘Ģ°£
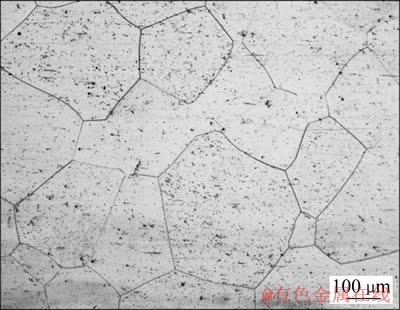
Õľ1 ĺý‘»ĽĮī¶ņŪļůMg-Y-NdļŌĹūĶńŌ‘őĘ◊ť÷Į
Fig. 1 Microstructure of as-homogenized Mg-Y-Nd alloy
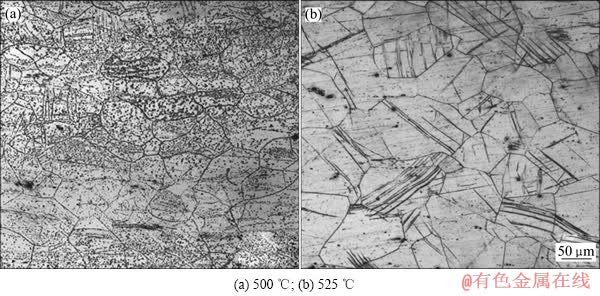
Īĺ—–ĺŅĶńMg-Y-NdļŌĹūĶÕő¬Ō¬ĪŪŌ÷≥ŲĹŌ≤ÓĶńň‹–‘°£“Úīň£¨ő™ŃňĪ£÷§‘Ģ÷∆≥…Ļ¶¬ £¨ŐōĪū «‘ŕ‘Ģ÷∆ő¬∂»ĹŌĶÕĶń«ťŅŲŌ¬ň≥ņŻĶō‘Ģ÷∆£¨…Ť∂®√ŅĶņīő‘Ģ÷∆Īš–őŃŅő™5%°£Õľ2ňý ĺő™≤ĽÕ¨ő¬∂»‘Ģ÷∆Īš–ő50%ļůĶńMg-Y-NdļŌĹūĶńŌ‘őĘ◊ť÷Į°£“‘ĶÕ”ŕĻŐ»‹ő¬∂»ĹÝ––‘Ģ÷∆ Ī£¨ĽýŐŚ÷–∂ľĽŠőŲ≥ŲĹŌ∂ŗī÷īůĶńőŲ≥ŲŌŗ£¨√‹ľĮĶō∑÷≤ľ‘ŕĽýŐŚ÷–°£ňś◊Ň‘Ģ÷∆ő¬∂»ĶńĹĶĶÕ£¨őŲ≥ŲŌŗĶń√‹∂»ňś÷ģ‘Ųľ”£¨«“‘Ģ÷∆–‘ń‹ĹĶĶÕ°£ĺ≠400 °śļÕ450 °ś‘Ģ÷∆Īš–ő50%ļů£¨≤ńŃŌĺý≥ŲŌ÷Ńň—Ō÷ōĶńŃ—ő∆£¨«“ĺßŃ£“≤őīŌłĽĮ°£‘ŕ‘Ģ÷∆«į£¨Mg-Y-NdļŌĹū–Ť“™‘ŕ‘Ģ÷∆ő¬∂»Ō¬Ī£ő¬30 min£¨«“ő™Ńňő¨≥÷‘Ģ÷∆ő¬∂»ļÕŌŻ≥ż◊ť÷Į»ĪŌ›£¨ĶņīőľšMg-Y-NdļŌĹū“≤“™‘ŕ‘Ģ÷∆ő¬∂»Ō¬Ī£ő¬°£Õľ3ňý ĺő™Mg-Y-NdļŌĹū‘ŕ400 °śŌ¬Ī£ő¬30 minļůĶńŌ‘őĘ◊ť÷Į°£”…Õľ3Ņ…ľŻ£¨‘ŕĶÕ”ŕĻŐ»‹ő¬∂»Ō¬ĶńĪ£ő¬£¨”…”ŕłŖő¬ Ī–߼ŠőŲ≥ŲīůŃŅī÷īůĶńőŲ≥ŲŌŗ°£“Úīň£¨‘ŕĶÕ”ŕĻŐ»‹ő¬∂»Ō¬‘Ģ÷∆Ļż≥Ő÷–£¨≥ŲŌ÷ĶńīůŃŅī÷īůőŲ≥ŲŌŗ÷ų“™ «‘ŕ‘Ģ÷∆«įľį‘Ģ÷∆ĶņīőľšĶńĪ£ő¬Ļż≥Ő÷–≤ķ…ķĶń°£Õľ4ňý ĺő™400 °ś‘Ģ÷∆≤ńŃŌĶńXRD∆◊°£Õ®ĻżXRD∆◊∑÷őŲĶ√÷™£¨’‚–©ī÷īůĶńőŲ≥ŲŌŗ÷ų“™ «Ļż Ī–߶¬ŌŗļÕ¶¬1Ōŗ°£ī÷īůőŲ≥ŲŌŗĶń≥ŲŌ÷ĽŠ Ļ≤ńŃŌĪšīŗ£¨∂‘ĹÝ“Ľ≤Ĺ‘Ģ÷∆ĽÚļů–Ýľ”Ļ§≤ĽņŻ°£ĶĪ‘Ģ÷∆ő¬∂»…żĶĹ500 °ś“‘…Ō£¨≤ńŃŌĪŪŌ÷≥ŲŌŗ∂‘ĹŌļ√Ķń‘Ģ÷∆–‘ń‹£ĽĪš–ő50%ļů£¨ĹŲ≥ŲŌ÷ĹŌ…ŔĶńĪŖŃ—°£‘ŕ500 °ś‘Ģ÷∆Īš–ő50%ļů£¨őŲ≥ŲŌŗ∑÷≤ľłŁľ”∑÷…Ę£¨≤Ę«“ĺßŃ£≥ŖīÁľű–°ĶĹ‘ľ70 ¶Őm◊ů”“°£“‘525 °ś(ĻŐ»‹ő¬∂»)‘Ģ÷∆Īš–ő50%ļů£¨ĽýŐŚ÷–ĹŲ∑÷≤ľĹŌ…ŔĶńőŲ≥ŲŃ£◊”«“ĺßŃ£ĪĽŌłĽĮĶĹ150 ¶Őm◊ů”“°£īňÕ‚£¨”–√÷…ĘŃ£◊”∑÷≤ľĶń«Ý”ÚĶńĺßŃ£ĹŌŌł°£
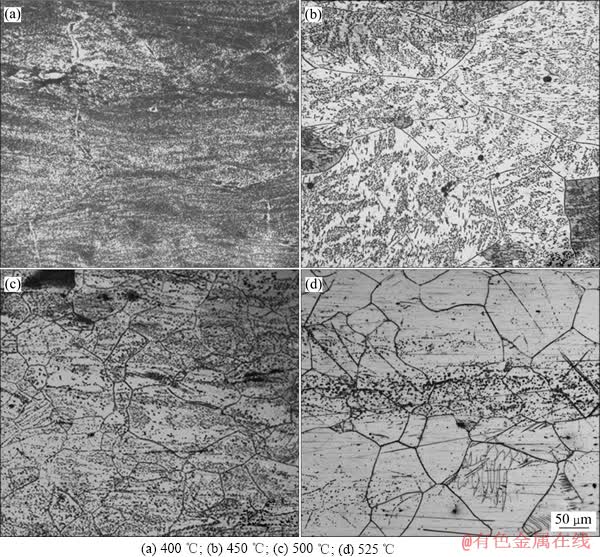
Õľ2 ≤ĽÕ¨ő¬∂»‘Ģ÷∆Īš–ő50%ļůMg-Y-NdļŌĹūĶńŌ‘őĘ◊ť÷Į(¶’=5%)
Fig. 2 Microstructures of Mg-Y-Nd magnesium alloy rolled 50% at different temperatures (¶’=5%)
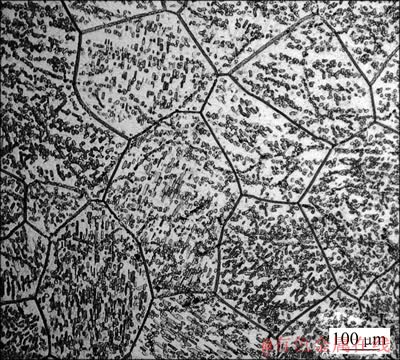
Õľ3 ĺý‘»ĽĮī¶ņŪĶńMg-Y-NdļŌĹū‘ŕ400 °śĪ£ő¬30 minļůĶńŌ‘őĘ◊ť÷Į
Fig. 3 Microstructure of as-homogenized Mg-Y-Nd alloy after thermal treatment at 400 °ś for 30 min
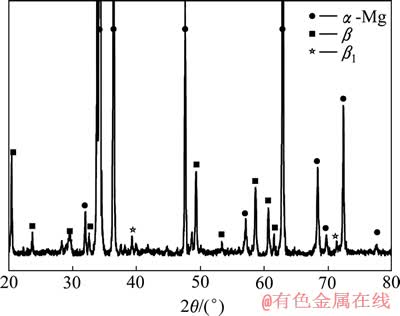
Õľ4 400 °ś“‘√ŅĶņīő5%‘Ģ÷∆ĽŮĶ√ĶńMg-Y-NdļŌĹūĶńXRD∆◊
Fig. 4 XRD pattern of Mg-Y-Nd alloys rolled 5% per pass at 400 °ś
”…”ŕĶÕő¬Ō¬‘Ģ÷∆“◊őŲ≥ŲīůŃŅ≥Ū√‹ī÷īůĶńőŲ≥ŲŌŗ£¨÷¬ Ļ≤ńŃŌīŗĽĮ≤ĽņŻ”ŕĹÝ“Ľ≤Ĺ‘Ģ÷∆°£“Úīň£¨‘ŕ500 °ś“‘…ŌĶń‘Ģ÷∆ő¬∂»£¨∆ŕīżÕ®Ļż‘Ųīů◊‹‘Ģ÷∆Īš–őŃŅĽÚ‘Ųľ”√ŅĶņīő‘Ģ÷∆Īš–őŃŅņīĽŮĶ√Ōłĺß◊ť÷Į°£Õľ5ňý ĺő™500 °śļÕ525 °ś√ŅĶņīőĪš–őŃŅő™5%£¨◊‹Īš–őŃŅ70%ĶńŌ‘őĘ◊ť÷Į°£”Ž‘Ģ÷∆Īš–ő50%ŌŗĪ»(ľŻÕľ2)£¨500 °ś‘Ģ÷∆Īš–ő70%ļů£¨ĺßŃ£ĹÝ“Ľ≤ĹŌłĽĮĶĹ50 ¶Őm◊ů”“°£»Ľ∂Ý£¨ĽýŐŚ÷–»‘»Ľ∑÷≤ľīůŃŅĶń√÷…ĘőŲ≥ŲŃ£◊”°£ĺ≠525 °ś‘Ģ÷∆Īš–ő70%ļů£¨ĽýŐŚ÷–Ķŕ∂ĢŌŗŃ£◊”ļ‹…Ŕ£¨»Ľ∂ݬŌĺß żŃŅ‘Ųľ”«“∆ĹĺýĺßŃ£≥ŖīÁ»‘‘ŕ100 ¶Őm“‘…Ō°£ī”Õľ5÷–“≤Ņ…∑ĘŌ÷£¨‘ŕ525 °ś‘Ģ÷∆ļů£¨≥ŲŌ÷ŃňĹŌ∂ŗĶō¬ŌĺߣĽ»Ľ∂Ý£¨‘ŕ500 °ś‘Ģ÷∆ŐűľĢŌ¬£¨¬ŌĺßĶńŃŅŌŗ∂‘ĹŌ…Ŕ°£∂‘”ŕ√ĺļŌĹū∂Ý—‘£¨Īš–ő¬Ōĺß“≤ «“Ľ÷÷÷ō“™ĶńĪš–őĽķ÷∆°£“Ľį„∂Ý—‘£¨Īš–őő¬∂»ļÕĺßŃ£≥ŖīÁ∂ľĽŠ”įŌž¬ŌĺßĶń≤ķ…ķ°£ňś◊Ňő¬∂»Ķń…żłŖ£¨”…”ŕ∑«Ľý√śĽ¨“∆ĶńŅ™∂Į£¨¬Ō…ķ∂‘ň‹–‘Īš–őĶńĻĪŌ◊ĽŠĹĶĶÕ[4]°£»Ľ∂Ý£¨‘ŕĪĺ—–ĺŅ÷–∑ĘŌ÷£¨‘ŕłŖő¬Ō¬‘Ģ÷∆“≤ĽŠ≥ŲŌ÷ĹŌ∂ŗĶń¬Ō…ķ°£’‚Ņ…ń‹ «”…≤ńŃŌĶńĺßŃ£ī÷īůňý÷¬°£“Ľį„∂Ý—‘£¨ňś◊ŇĺßŃ£≥ŖīÁĶń‘Ųľ”£¨¬Ōĺ߼ŠłŁ»›“◊≤ķ…ķ[4]°£īňÕ‚£¨ĺ≠500 °ś‘Ģ÷∆ļů£¨ĺßŃ£≥ŖīÁ∑Ę…ķŌłĽĮ°£ĺßŃ£≥ŖīÁĶńĹĶĶÕŅ…“‘‘Ųľ”łŖő¬Īš–őĻż≥Ő÷–ĺßĹÁĽ¨∂Į∂‘ň‹–‘Īš–őĶńĻĪŌ◊£¨ī”∂ÝŅ…ń‹≥…ő™“÷÷∆¬Ō…ķ∑Ę…ķĶń‘≠“Ú°£
Õľ5 ≤ĽÕ¨ő¬∂»‘Ģ÷∆Īš–ő70%ļůMg-Y-NdļŌĹūĶńŌ‘őĘ◊ť÷Į(¶’=5%)
Fig. 5 Microstructures of Mg-Y-Nd alloy rolled 70% at different temperatures (¶’=5%)
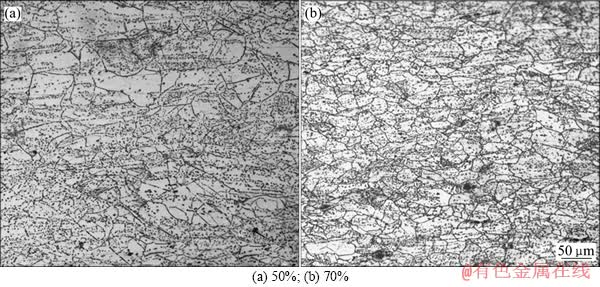
Õľ6 ≤ĽÕ¨◊‹Īš–őŃŅ Īĺ≠500 °ś‘Ģ÷∆ļůMg-Y-NdļŌĹūĶńŌ‘őĘ◊ť÷Į(¶’=10%)
Fig. 6 Microstructures of Mg-Y-Nd alloy rolled at 500 °ś and different total reductions (¶’=10%)
Õľ2ļÕ5Ō‘ ĺ“‘500 °ś‘Ģ÷∆Ņ…łŁ”––ßĶōŌłĽĮĺßŃ£°£ő™ŃňŅľ≤ž√ŅĶņīő‘Ģ÷∆Īš–őŃŅ∂‘◊ť÷Į—›ĪšĶń”įŌž£¨Õľ6ňý ĺő™500 °śŌ¬“‘√ŅĶņīőĪš–ő10%»»‘Ģ≤ĽÕ¨Īš–őŃŅĶńŌ‘őĘ◊ť÷Į°£ĹŠĻŻŌ‘ ĺ£ļ‘Ųīů√ŅĶņīő‘Ģ÷∆Īš–őŃŅ∂‘”ŕĽŮĶ√Ōłĺß”–Ō‘÷ÝĶń–ßĻŻ£Ľ500 °śŌ¬“‘√ŅĶņīőĪš–ő10%‘Ģ÷∆50%ļů£¨ĺßŃ£ŌłĽĮĶĹ50 ¶Őm◊ů”“£ĽĶĪ‘Ģ÷∆◊‹Īš–őŃŅ‘Ųľ”ĶĹ70%ļů£¨ĽŮĶ√Ńň∆ĹĺýĺßŃ£≥ŖīÁ30 ¶Őm◊ů”“ĶńŌłĺß◊ť÷Į°£”ŽīňÕ¨ Ī£¨◊ť÷Į÷–»‘»Ľ≥ŲŌ÷ŃňĹŌ∂ŗĶń√÷…ĘőŲ≥ŲŌŗ°£”ŽĶÕő¬‘Ģ÷∆ŌŗĪ»£¨’‚–©őŲ≥ŲŌŗĶń√‹∂»ĹŌĶÕ°Ę∑÷≤ľĶōłŁľ”√÷…Ę«“√Ľ”–∂ŮĽĮ‘Ģ÷∆–‘ń‹°£
”Ž525 °ś‘Ģ÷∆ŌŗĪ»£¨500 °śŌ¬‘Ģ÷∆Ņ…“‘łŁ”––ßĶōĽŮĶ√Ōłĺß◊ť÷Į£¨»Ľ∂ÝÕ¨ Ī“≤įťňśŃň√÷…ĘőŲ≥ŲŃ£◊”Ķń≥ŲŌ÷°£łŖő¬Ō¬£¨ĺßĹÁ«®“∆ń‹Ń¶‘Ų«Ņ°£“Úīň£¨ĻŐ»‹ő¬∂»Ō¬‘Ģ÷∆ Ī£¨Ī£ő¬Ļż≥Ő÷–√÷…ĘĶńŃ£◊”ĪĽ÷ō–¬»‹»ŽĽýŐŚ÷–£¨ī”∂Ý‘ŔĹŠĺßĺßŃ£ľę“◊‘ŕĪ£ő¬Ļż≥Ő÷–ī÷ĽĮ°£∂Ý“‘¬‘ĶÕ”ŕĻŐ»‹ő¬∂»‘Ģ÷∆ Ī£¨‘Ģ÷∆Ļż≥Ő÷–őŲ≥ŲĶń√÷…ĘŃ£◊”Ņ…”––ßĶō∂§‘ķ‘ŕĺßĹÁī¶≤Ę“÷÷∆‘ŔĹŠĺßĶń≥§īů[13-14]°£“Úīň£¨∂‘”ŕł√Mg-Y-NdļŌĹū∂Ý—‘£¨√÷…ĘőŲ≥ŲŃ£◊”Ķń≥ŲŌ÷Ņ…ń‹≥…ő™łŖő¬‘Ģ÷∆Ļż≥Ő÷–Ņō÷∆‘ŔĹŠĺßĺßŃ£≥ŖīÁĶńĻōľŁ°£
2.2 ĻŐ»‹ī¶ņŪ∂‘ļŌĹū◊ť÷Į—›ĪšĶń”įŌž
‘ŕ500°śĹÝ––‘Ģ÷∆ Ī£¨Õ®Ļż‘Ųīů√ŅĶņīő‘Ģ÷∆Īš–őŃŅļÕ◊‹‘Ģ÷∆Īš–őŃŅŅ…”––ßŌłĽĮ◊ť÷Į°£»Ľ∂Ý≤ķ…ķŌłĺßĶńÕ¨ ĪÕýÕýįťňś◊ŇīůŃŅĶńĻż Ī–ßőŲ≥ŲŌŗĶń≥ŲŌ÷°£īň ĪŅ…∂‘Mg-Y-Nd‘ĢįŚĹÝ––ĻŐ»‹ī¶ņŪņī”ŇĽĮ◊ť÷Į°£ĻŐ»‹ī¶ņŪĶń◊ų”√÷ų“™”–“‘Ō¬ŃĹłŲ∑Ĺ√ś£ļ1) ŌŻ≥ż‘Ģ÷∆Ļż≥Ő÷–“ż»ŽĶń»ĪŌ›łń…∆Ńň≤ńŃŌĶńň‹–‘£Ľ2) Ļ‘Ģ÷∆Ļż≥Ő÷–≤ķ…ķĶńĻż Ī–ßőŲ≥ŲŌŗ÷ō–¬»‹»ŽĽýŐŚ£¨ī”∂Ý‘ŕňśļůĶń Ī–ßĻż≥Ő÷–‘Ųľ”«ŅĽĮŌŗĶńŃŅ£¨÷¬ ĻīÔĶĹłŁłŖĶń«Ņ∂»°£Õľ7ňý ĺő™ĺ≠500 °ś‘Ģ÷∆Īš–ő70%ļů‘ŕ525 °śĪ£ő¬≤ĽÕ¨ ĪľšļůĶńŌ‘őĘ◊ť÷Į°£”…Õľ7Ņ…Ņī≥Ų£¨ňś◊ŇĪ£ő¬ ĪľšĶń‘Ųľ”£¨√÷…Ę∑÷≤ľŃ£◊”ĶńŃŅ√ųŌ‘ľű…Ŕ°£ĶĪĻŐ»‹ Īľš‘Ųľ”ĶĹ1 hļů£¨≤–ŃŰŃ£◊”ĹŌ…Ŕ£¨∆ĹĺýĺßŃ£≥ŖīÁĪšĽĮ≤Ľīů°£»Ľ∂Ýňś◊ŇĻŐ»‹ Īľš‘Ųľ”ĶĹ1.5 h£¨ĺßŃ£ī÷ĽĮĶĹ100 ¶Őm“‘…Ō°£ő™ŃňĹÝ“Ľ≤ĹŅľ≤žĻŐ»‹ī¶ņŪĻż≥Ő÷–Ķŕ∂ĢŌŗŃ£◊””ŽĺßŃ£≥§īůĶń◊ų”√£¨ĺ≠≤ĽÕ¨ ĪľšĻŐ»‹ī¶ņŪĶń‘Ģ÷∆Ő¨Mg-Y-NdįŚĶńSEMŌŮĪĽ∂‘Ī»(ľŻÕľ7(d)~(f))°£∂Ő ĪľšĶńĻŐ»‹ī¶ņŪŅ…“‘”––ßĶōľű…ŔőŲ≥ŲŌŗĶńŃŅ«“ő¨≥÷Ōłĺß◊ť÷Į°£ňś◊ŇĻŐ»‹ ĪľšĶń‘Ųľ”£¨ĽýŐŚ÷–Ķŕ∂ĢŌŗŃ£◊”ĶńŃŅĹĶĶÕĶĹ“Ľ∂®≥Ő∂»£¨ĺßŃ£≥ŖīÁĪ„ĽŠľĪĺÁĶō‘Ųľ”[15]°£”…Õľ7(f)Ņ…÷™£¨ĻŐ»‹Ļż≥Ő÷–£¨Ķŕ∂ĢŌŗŃ£◊”Ō»ŌŻ ßĶń«Ý”ÚĺßŃ£ĺÁŃ“Ķōī÷ĽĮ£¨∂Ý‘ŕ”–Ń£◊”∑÷≤ľĶń«Ý”Ú»‘»Ľő¨≥÷ŃňŌłĺß◊ť÷Į°£’‚“≤ĹÝ“Ľ≤Ĺ÷§ ĶŃň£¨∂‘’‚÷÷Mg-Y-NdļŌĹū∂Ý—‘£¨łŖő¬Ō¬ĺßĹÁ«®“∆ń‹Ń¶ļ‹«Ņ£¨÷¬ ĻĪ£ő¬Ļż≥Ő÷–ĺßŃ£ľę“◊ī÷ĽĮ°£»Ľ∂Ý£¨‘Ģ÷∆Ļż≥Ő÷–őŲ≥ŲĶń√÷…ĘŌŗŅ…”––ßĶō∂§‘ķĺßĹÁ°£÷ĶĶ√◊Ę“‚Ķń «£ļ∂‘”ŕMg-Y-Nd’‚ņŗĺŖ”– Ī–ßőŲ≥Ų––ő™Ķń√ĺļŌĹū∂Ý—‘£¨őŲ≥ŲŌŗ∂‘‘ŔĹŠĺßĶń–őļňľį≥§īůĶń◊ų”√∂‘»»ľ”Ļ§Ļż≥Ő÷–Ķń◊ť÷ĮĶńĺę◊ľĽĮŅō÷∆ «ŌŗĶĪ÷ō“™Ķń°£»Ľ∂Ý£¨ńŅ«į∂‘”ŕ√ĺļŌĹū÷–őŲ≥ŲŌŗ”Ž‘ŔĹŠĺßĹĽĽ•◊ų”√Ķń—–ĺŅĽĻļ‹…Ŕ[16]°£
ĹŁņīĶń—–ĺŅ∑ĘŌ÷£¨Ō°ÕŃ‘™ňōļÕY‘™ňōĶńľ”»ŽľęīůĶō”įŌž√ĺļŌĹūľ”Ļ§Ļż≥Ő÷–Ķń÷ĮĻĻ—›Īš[17-18]°£Īĺ—–ĺŅÕ®ĻżEBSDľľ űŅľ≤žŃň√ĺļŌĹū‘ŕ»»‘ĢľįňśļůĻŐ»‹ī¶ņŪĻż≥Ő÷–ĶńőĘĻŘ◊ť÷Į—›Īš°£Õľ8ňý ĺő™≤ĽÕ¨ ĪľšĻŐ»‹ī¶ņŪļůMg-Y-NdļŌĹūįŚĶńEBSDÕľļÕ{0002}ľęÕľ°£‘≠ ľ◊ť÷Įő™÷żŐ¨ĺ≠ĺý‘»ĽĮī¶ņŪĶńMg-Y-NdļŌĹū£¨ĺŖ”–ňśĽķ÷ĮĻĻ°£ĺ≠500 °ś»»‘Ģ70%ļů£¨–ő≥…ŃňĽý√ś÷ĮĻĻ«“Ľý√ś÷ĮĻĻĶń«Ņ∂»ő™7.2°£īňÕ‚£¨»»‘Ģ“ż»ŽŃňīůŃŅĶō–°Ĺ«∂»ĺßĹÁ£¨»ÁĪŪ1ňýŃ–°£’‚÷ų“™ «”…”ŕ»»‘ĢĻż≥Ő÷–“ż»ŽŃňīůŃŅĶńőĽīŪĶľ÷¬Ķń[19]°£»»‘ĢįŚĺ≠ĻŐ»‹ī¶ņŪ1 hļů£¨∆ĹĺýĺßŃ£≥ŖīÁļÕ÷ĮĻĻ∂ľľłļű√Ľ”–∑Ę…ķĪšĽĮ°£ĻŐ»‹ī¶ņŪ1 hļů£¨–°Ĺ«∂»ĺßĹÁĶń√‹∂»ī”0.215ĹĶĶÕĶĹ0.002£¨’‚ňĶ√ųĻŐ»‹ī¶ņŪľęīůĶōŌŻ≥żŃňőĽīŪ»ĪŌ›°£ĶĪĻŐ»‹ Īľš‘Ųľ”ĶĹ1.5 hļů£¨◊ť÷Į∑Ę…ķĹŌīůĶńĪšĽĮ≤ĘĪŪŌ÷≥Ų“‘Ō¬Őō’ų£ļ1) ĺßŃ£∑Ę…ķĺÁŃ“Ķōī÷ĽĮ£Ľ2) Ľý√ś÷ĮĻĻī”7.2ĪĽŌų»űĶĹ3.1£Ľ3) ÷ĮĻĻĪšĶ√łŁľ”∑÷…Ę°£ŌłĺßļÕ«ŅĶńĽý√ś÷ĮĻĻ∑÷ĪūŅ…“‘≤ķ…ķŌłĺß«ŅĽĮļÕ÷ĮĻĻ”≤ĽĮĶń◊ų”√£¨ī”∂ÝĶľ÷¬ĹŌłŖĶń«Ņ∂»°£“Úīň£¨∂‘’‚÷÷Mg-Y-Nd»»‘ĢįŚ∂Ý—‘£¨“‘525 °śĻŐ»‹ī¶ņŪ1 hő™Ņ…––ĶńĻŐ»‹Ļ§“’°£
Õ®Ļż“‘…Ō∑÷őŲŅ…÷™£ļ∂‘ł√Mg-Y-NdļŌĹū∂Ý—‘£¨‘ŕĶÕ”ŕ500 °ś‘Ģ÷∆ Ī£¨≥Ū√‹ĶńĶŕ∂ĢŌŗĶńőŲ≥Ų÷¬ Ļ‘Ģ÷∆–‘ń‹ļ‹≤Ó£¨«“ĺßŃ£ń—“‘ŌłĽĮ°£‘ŕłŖ”ŕ500 °ś‘Ģ÷∆ Ī£¨Õ®Ļż‘Ųľ”‘Ģ÷∆Īš–őŃŅŅ…“‘”––ßĶōŌłĽĮĺßŃ££¨Mg-Y-NdļŌĹū‘ŕłŖő¬Ō¬ĺßŃ£ŅžňŔ≥§īů°£“Úīň£¨‘Ģ÷∆Ļż≥Ő÷–√÷…ĘĶŕ∂ĢŌŗĶńőŲ≥Ų∂‘”ŕ’ŻłŲ‘Ģ÷∆Ļż≥Ő÷–ő¨≥÷ŌłĺßŌŗĶĪ÷ō“™°£500 °ś‘Ģ÷∆ Ī£¨√ŅĶņīőĪš–őŃŅ10%£¨◊‹Īš–őŃŅ70%ő™ĽŮĶ√ŌłĺßŅ…––Ķń‘Ģ÷∆Ļ§“’°£‘Ģ÷∆ļů“‘525 °śĻŐ»‹ī¶ņŪ1 hŅ…”––ßĶōŌŻ≥ż»ĪŌ›«“ő¨≥÷Ōłĺß◊ť÷Į°£
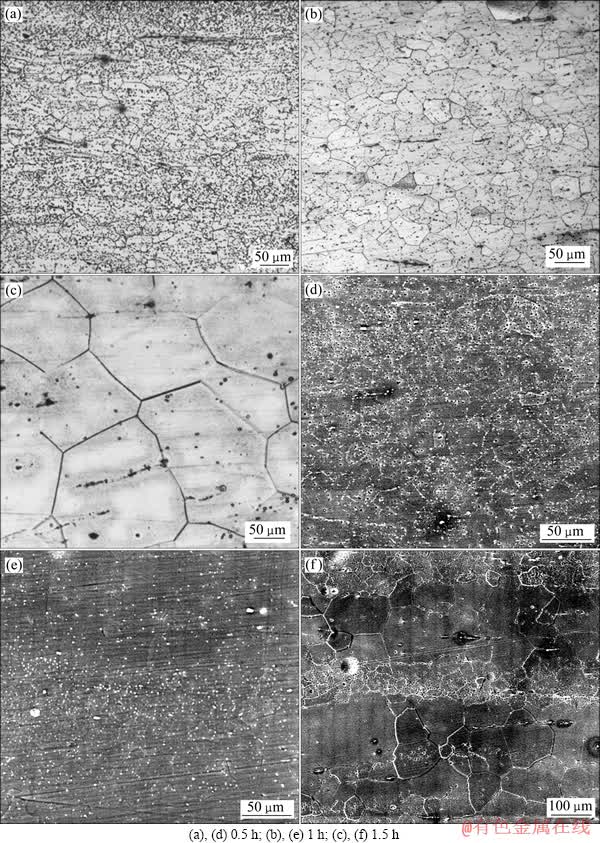
Õľ7 500 °ś‘Ģ÷∆Īš–ő70%ĶńMg-Y-NdļŌĹūĺ≠ĻŐ»‹ī¶ņŪ≤ĽÕ¨ ĪľšĶńŌ‘őĘ◊ť÷ĮļÕSEMŌŮ(¶’=10%)
Fig. 7 Microstructures ((a), (b), (c)) and SEM images ((d), (e), (f)) of Mg-Y-Nd alloys rolled after solution treatment at 500 °ś for different times
2.3 ļŌĹūĶńѶ—ß–‘ń‹
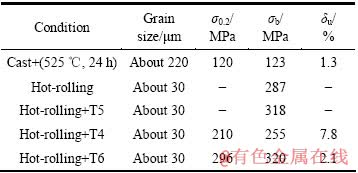
Õ®Ļżņ≠…ž ‘—ťŅľ≤žĪĺ—–ĺŅĽŮĶ√ĶńMg-Y-Nd‘ĢįŚĶńѶ—ß––ő™Őō’ų°£Īĺ≤Ņ∑÷ńŕ»›Ķń‘ĢįŚ≤…”√…ŌőńĶ√ĶĹĶńĹŌľ—Ķń‘Ģ÷∆Ļ§“’ĽŮĶ√£¨ľī“‘500 °ś‘Ģ÷∆£¨√ŅĶņīőĪš–őŃŅ10%£¨◊‹Īš–őŃŅ70%Ķń‘Ģ÷∆Ļ§“’°£Mg-Y-NdļŌĹūĺŖ”–ĹŌłŖĶńőŲ≥Ų«ŅĽĮ–ß”¶°£«į∆ŕ—–ĺŅŌ‘ ĺ£¨“‘210 °ś Ī–ß59 hŅ…īÔĶĹł√ļŌĹūĶń∑Ś÷Ķ Ī–ß°£“Úīň£¨‘ŕĪĺ—–ĺŅ÷–£¨—°”√210 °ś Ī–ß59 hņī“żĶľ”≤ĽĮŌŗĶńőŲ≥Ų[8]°£«į√śĶń—–ĺŅŌ‘ ĺ£¨»»‘Ģļůĺ≠525 °śĻŐ»‹1 hŅ…“‘ŌŻ≥żĪš–őĻż≥Ő÷–Ķń◊ť÷Į»ĪŌ›«“ő¨≥÷ŌłĺßĹŠĻĻ°£“Úīň£¨—°”√525 °ś°Ę1 h◊ųő™ł√‘Ģ÷∆įŚ≤ńĶńĻŐ»‹Ļ§“’°£—°”√3÷÷»»ī¶ņŪĻ§“’ņī—–ĺŅMg-Y-Nd‘Ģ÷∆įŚ≤ńĶńѶ—ß–‘ń‹°£T5ī¶ņŪő™»»‘Ģļů÷ĪĹ”ĹÝ––210 °ś°Ę59 hĶń Ī–ßī¶ņŪ£¨T4ī¶ņŪő™»»‘ĢŐ¨ļŌĹūĺ≠525 °śĻŐ»‹1 h£¨T6ī¶ņŪő™»»‘ĢįŚĺ≠ĻŐ»‹ī¶ņŪļů‘Ŕĺ≠210 °ś Ī–ß59 h°£Õľ9ňý ĺő™‘Ģ÷∆Ő¨ľį≤ĽÕ¨»»ī¶ņŪŐ¨Mg-Y-Nd‘ĢįŚĶńņ≠…ž”¶Ń¶”¶Īš«ķŌŖ°£ĪŪ2ňýŃ–ő™≤ĽÕ¨◊īŐ¨Mg-Y-NdļŌĹūĶń«Ł∑Ģ«Ņ∂»(¶“0.2)°ĘŅĻņ≠«Ņ∂»(¶“b)ľįĺý‘»…ž≥§¬ (¶ńu)°£”…Õľ9Ņ…Ņī≥Ų£¨‘Ģ÷∆Ő¨ļÕT5ī¶ņŪĶńMg-Y-NdįŚ≤ń‘ŕņ≠…žĻż≥Ő÷–√Ľ”–∑Ę…ķ√ųŌ‘Ķń«Ł∑ĢĺÕ“—∂ŌŃ—£¨“ÚīňĪŪŌ÷≥Ųļ‹≤ÓĶńň‹–‘°£‘Ģ÷∆ļůĶń—ý∆∑ŃĘľī‘ŕňģ÷–ī„Ľū«“√Ľ”–ĺ≠Ļż»őļő»»ī¶ņŪ£¨“Úīň£¨◊ť÷Į÷–īśŃňĹŌ∂ŗĶń◊ť÷Į»ĪŌ›°£ĪŪ1ňýŃ–ő™≤ĽÕ¨ ‘—ý÷–Ķ•őĽ√śĽżńŕ–°Ĺ«∂»ĺßĹÁĶń≥§∂»°£”…ĪŪ1Ņ…Ņī≥Ų£¨‘Ģ÷∆ļůMg-Y-NdļŌĹū÷–įŁļ¨ŃňīůŃŅĶńőĽīŪ£¨’‚–©◊ť÷Į»ĪŌ›Ķńīś‘ŕŅ…ń‹ «‘Ģ÷∆Ő¨≤ńŃŌň‹–‘≤ÓĶń÷ų“™‘≠“Ú°£T5ī¶ņŪļů£¨‘Ģ÷∆Ő¨Mg-Y-NdļŌĹūĶń∂ŌŃ—«Ņ∂»ī”287 MPa‘Ųľ”ĶĹ318 MPa°£“Úīň£¨ Ī–ß‘Ų«ŅŃň≤ńŃŌĶń«Ņ∂»°£»Ľ∂Ý”≤ĽĮŌŗĶńőŲ≥Ų≤Ę≤ĽĽŠłń…∆≤ńŃŌĶńň‹–‘°£ĻŐ»‹ī¶ņŪŅ…“‘”––ßĶōłń…∆‘Ģ÷∆Ő¨Mg-Y-NdļŌĹūĶńň‹–‘°£ŌŗĪ»”ŕ‘Ģ÷∆Ő¨—ý∆∑£¨ĺ≠T4ī¶ņŪļů£¨≤ńŃŌĶń«Ł∑Ģ«Ņ∂»ĹĶĶÕĶĹ210 MPa£¨»Ľ∂Ý≤ńŃŌĶń—”’Ļ–‘Ķ√ĶĹīů∑ý∂»ŐŠłŖ°£ŌŗĪ»”ŕT4ī¶ņŪĶń≤ńŃŌ£¨ĺ≠T6ī¶ņŪļůMg-Y-Nd‘ĢįŚĶń«Ł∑Ģ«Ņ∂»‘ŲĶĹ296 MPa£¨«“≤ńŃŌĶńĺý‘»…ž≥§¬ ĹĶĶÕĶĹ2.1%°£“Úīň£¨Õ®ĻżĻŐ»‹ī¶ņŪŅ…“‘”––ßĶōłń…∆‘Ģ÷∆Ő¨Mg-Y-NdļŌĹūĶńň‹–‘£¨«“Õ®ĻżĻŐ»‹ļůĶń Ī–ßī¶ņŪŅ…ľęīůĶōŐŠłŖ‘Ģ÷∆Ő¨Mg-Y-NdįŚ≤ńĶń«Ņ∂»°£”ŽT5ī¶ņŪĶń—ý∆∑ŌŗĪ»£¨ĺ≠T6ī¶ņŪĶń≤ńŃŌĺŖ”–ŌŗĶĪĶń«Ņ∂»ļÕłŁļ√Ķńň‹–‘°£“Úīň£¨T6ī¶ņŪŅ…“‘ Ļł√‘Ģ÷∆Ő¨Mg-Y-NdļŌĹūĽŮĶ√ĹŌļ√Ķń«Ņ»Õ–‘£¨≤Ę»Ōő™ «◊Óľ—Ķń»»ī¶ņŪĻ§“’°£
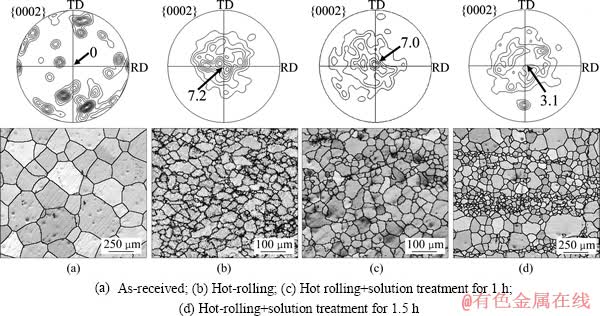
Õľ8 ≤ĽÕ¨◊īŐ¨Mg-Y-NdļŌĹūĶń{0002}ľęÕľļÕEBSDÕľ
Fig. 8 {0002} pole figures and EBSD maps of various Mg-Y-Nd alloys (Black arrows indicate pole intensities of basal texture)
ĪŪ1 ≤ĽÕ¨ ‘—ý÷–Ķ•őĽ√śĽżńŕ–°Ĺ«∂»ĺßĹÁĶń≥§∂»
Table 1 Length of low angle grain boundary (LAGB) (2°„-4°„) per area in various samples
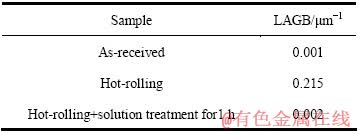
”…Õľ1ļÕ6Ņ…÷™£¨“‘ńŅ«įĶń»»‘ĢĻ§“’Ņ…”––ßŌłĽĮĺßŃ££¨∆ĹĺýĺßŃ£≥ŖīÁī”‘ľ200 ¶ŐmĹĶĶÕĶĹ‘ľ30 ¶Őm°£”…”ŕ√ĺļŌĹū Ű”ŕ√‹ŇŇŃý∑ĹĹŠĻĻ£¨“Úīň£¨‘Ģ÷∆Ļż≥Ő÷–ĽŠ–ő≥…Ľý√ś÷ĮĻĻ£¨»ÁÕľ8ňý ĺ°£Ľý√ś÷ĮĻĻĶń–ő≥… ĻĶ√√ĺļŌĹūįŚ≤ń‘ŕ “ő¬ņ≠…žĻż≥Ő÷–Ľý√śĽ¨“∆ļÕņ≠…ž¬Ō…ķ∂ľń—“‘∆Ű∂Į°£”Žĺý‘»ĽĮŐ¨Mg-Y-NdļŌĹūŌŗĪ»£¨”…”ŕŌłĺß«ŅĽĮļÕ÷ĮĻĻ«ŅĽĮĶńĻ≤Õ¨◊ų”√£¨T4ī¶ņŪĶńMg-Y-NdļŌĹūĽŮĶ√ŃňĹŌłŖĶń«Ņ∂»°£ Ī–ßī¶ņŪŐŠĻ©ŃňőŲ≥Ų«ŅĽĮĶń◊ų”√£¨ī”∂ÝĹÝ“Ľ≤ĹŐŠłŖŃňT4ī¶ņŪļŌĹūĶń«Ņ∂»°£ŌŗĪ»”ŕĺý‘»ĽĮŐ¨≤ńŃŌ£¨ĺ≠»»‘ĢľįT6ī¶ņŪļů£¨Mg-Y-NdļŌĹūĶń«Ł∑Ģ«Ņ∂»ļÕŅĻņ≠«Ņ∂»∑÷ĪūŐŠłŖŃň176 MPaļÕ197 MPa°£
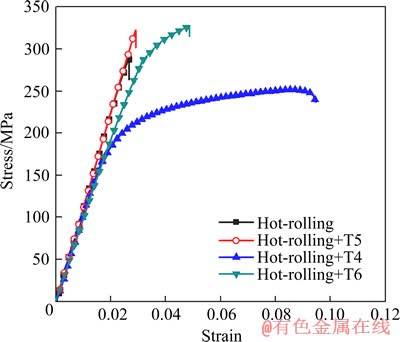
Õľ9 ≤ĽÕ¨»»ī¶ņŪĻ§“’Ō¬‘Ģ÷∆Ő¨Mg-Y-NdļŌĹūĶńņ≠…žĻ§≥Ő”¶Ń¶°™”¶Īš«ķŌŖ
Fig. 9 Engineering stress°™strain curves of rolled Mg-Y-Nd sheets under various heat treatments
ĪŪ2 ≤ĽÕ¨◊īŐ¨Mg-Y-NdļŌĹūĶńņ≠…ž–‘ń‹
Table 2 Tensile properties of Mg-Y-Nd alloys under various conditions
3 ĹŠ¬Ř
1) ‘Ģ÷∆ő¬∂»°Ę√ŅĶņīő‘Ģ÷∆Īš–őŃŅļÕ◊‹‘Ģ÷∆Īš–őŃŅ∂‘Mg-Y-NdļŌĹūĶńŌ‘őĘ◊ť÷Į”–√ųŌ‘Ķń”įŌž°£ĶĪ‘Ģ÷∆ő¬∂»ĶÕ”ŕ500°ś Ī£¨‘Ģ÷∆Ļż≥Ő÷–ĽŠőŲ≥ŲīůŃŅ÷¬√‹ĶńőŲ≥ŲŌŗ£¨÷¬ Ļ◊ť÷Įń—“‘ŌłĽĮ«“‘Ģ÷∆–‘ń‹ĹĶĶÕ£ĽĶĪ‘Ģ÷∆ő¬∂»łŖ”ŕ500 °ś Ī£¨‘Ģ÷∆–‘ń‹ĹŌļ√«“Õ®Ļż‘Ųľ”‘Ģ÷∆Īš–őŃŅŅ…”––ßŌłĽĮMg-Y-NdļŌĹūĶń◊ť÷Į°£
2) ∂‘”ŕł√Mg-Y-NdļŌĹū∂Ý—‘£¨‘଑ĶÕ”ŕĻŐ»‹ő¬∂»‘Ģ÷∆Ļż≥Ő÷–£¨ĽŠőŲ≥Ų√÷…ĘĶńĶŕ∂ĢŌŗŃ£◊”£¨’‚–©√÷…ĘŃ£◊”Ķńīś‘ŕ√Ľ”–∂ŮĽĮ‘Ģ÷∆–‘ń‹«“Ņ…”––ßĶō∂§‘ķĺßĹÁ≤Ę“÷÷∆łŖő¬Ō¬‘ŔĹŠĺßĺßŃ£Ķńī÷ĽĮ°£”…”ŕł√ļŌĹū‘ŕłŖő¬Ō¬ĺßŃ£ľę“◊ī÷īů£¨“Úīň£¨’‚–©Ń£◊”‘ŕ’ŻłŲłŖő¬‘Ģ÷∆Ļż≥Ő÷–Ōłĺß◊ť÷ĮĶń≤ķ…ķ”–÷ō“™Ķń◊ų”√°£
3) 500 °ś»»‘Ģļů£¨Mg-Y-NdįŚ÷–≤ķ…ķŃň30 ¶Őm◊ů”“ĶńŌłĺß◊ť÷ĮļÕ«ŅĶńĽý√ś÷ĮĻĻ£¨Õ¨ Ī“≤įťňś◊ŇīůŃŅĶń√÷…ĘŃ£◊”ļÕőĽīŪĶń≥ŲŌ÷°£ĻŐ»‹ī¶ņŪŅ…”––ßŌŻ≥żőĽīŪ≤ĘĹęī÷īůĶńŃ£◊”÷ō–¬»ŕ»ŽĽýŐŚ°£∂Ő ĪľšĶńĻŐ»‹(£ľ1 h)Ņ…ő¨≥÷Ōłĺß◊ť÷ĮļÕĽý√ś÷ĮĻĻ°£ĶĪĻŐ»‹ ĪľšĶńĹÝ“Ľ≤Ĺ‘Ųľ”£¨ňś◊ŇĶŕ∂ĢŌŗŃ£◊”Ķń∂§‘ķ◊ų”√ĶńŌŻ ߣ¨ĺßŃ£ī÷ĽĮĶĹ100 ¶Őm“‘…Ō«“÷ĮĻĻĪšĶ√łŁľ”∑÷…Ę°£
4) ∂‘ł√Mg-Y-NdļŌĹū∂Ý—‘£¨ĹŌľ—Ķń‘Ģ÷∆Ļ§“’ «500 °ś‘Ģ÷∆£¨√ŅĶņīő‘Ģ÷∆Īš–őŃŅő™10%«“◊‹‘Ģ÷∆Īš–őŃŅő™70%°£»»‘Ģļů“‘525 °śĻŐ»‹ī¶ņŪ1 h°£”Žĺý‘»ĽĮī¶ņŪĶń÷żŐ¨ļŌĹūŌŗĪ»£¨»»‘Ģļůĺ≠T6ī¶ņŪ≤ńŃŌĶń«Ł∑Ģ«Ņ∂»ļÕŅĻņ≠«Ņ∂»∑÷ĪūŐŠłŖŃň176 MPaļÕ197 MPa°£
REFERENCES
[1] NIE J F, MUDDLE B C. Characterisation of strengthening precipitate phases in a Mg-Y-Nd alloy[J]. Acta Materialia, 2000, 48: 1691-1703.
[2] NIE J F, MUDDLE B C. Precipitation in magnesium alloy WE54 during isothermal ageing at 250 °ś[J]. Scripta Materialia, 1999, 40: 1089-1094.
[3] XIN R, LI L, ZENG K, ZENG K, SONG B, LIU Q. Structural examination of aging precipitation in a Mg-Y-Nd alloy at different temperatures[J]. Materials Characterization, 2011, 62: 535-539.
[4] ≥¬’ŮĽ™. Īš–ő√ĺļŌĹū[M]. ĪĪĺ©: ĽĮ—ßĻ§“Ķ≥Ųįś…Á, 2005.
CHEN Zhen-hua. Wrought magnesium alloy[M]. Beijing: Chemical Industry Press, 2005.
[5] DEL VALLE J A, PEREZ-PRADO M T, RUANO O A. Texture evolution during large-strain hot rolling of the Mg AZ61 alloy[J]. Materials Science and Engineering A, 2003, 355: 68-78.
[6] AGNEW S R, HORTON J A, LILLO T M, BROWN D W. Enhanced ductility in strongly textured magnesium produced by equal channel angular processing[J]. Scripta Materialia, 2004, 50: 377-381.
[7] WU D, CHEN R S, HAN E H. Excellent room-temperature ductility and formability of rolled Mg-Gd-Zn alloy sheets[J]. Journal of Alloys and Compounds, 2011, 509: 2856-2863.
[8] XIN R, SONG B, ZENG K, HUANG G, LIU Q. Effect of aging precipitation on mechanical anisotropy of an extruded Mg-Y-Nd alloy[J]. Materials and Design, 2012, 34: 384-388.
[9] ”ŗ ÁŻ, ņŤőńŌ◊, Õű»’≥ű, Õű ≤≥, ņÓ ≥¨. ‘Ģ÷∆ľį»»ī¶ņŪ∂‘WE43 √ĺļŌĹū◊ť÷ĮļÕ–‘ń‹Ķń”įŌž[J]. ≤ńŃŌ»»ī¶ņŪ—ßĪ®, 2008, 29: 95-98.
YU Kun, LI Wen-xian, WANG Ri-chu, WANG Bo, LI Chao. Effect of rolling and heat treatment on mechanical properties and microstructure of WE43 magnesium alloy[J]. Transactions of Materials and Heat Treatment, 2008, 29: 95-98.
[10] THIRUMURUGAN M, KUMARAN S,SUWAS S, THIRUMURUGAN M, KUMARAN S, SUWAS S, RAO T. Effect of rolling temperature and reduction in thickness on microstructure and mechanical properties of ZM21 magnesium alloy and its subsequent annealing treatment[J]. Materials Science and Engineering A, 2011, 528: 8460-8468.
[11] PEREZ-PRADO M T, DEL VALLE J A, RUANO O A. Effect of sheet thickness on the microstructural evolution of an Mg AZ61 alloy during large strain hot rolling[J]. Scripta Materialia, 2004, 50: 667-671.
[12] ’Ň ’ś, ÕŰ√ų∆”, ņÓ ų√∑, ĹĮ ńÓ, ļķļ£Ńķ, ļ¬ ę√ő. »»‘ĢĻż≥Ő÷–AZ31√ĺļŌĹūĶń◊ť÷Įľį÷ĮĻĻ—›Īš[J]. ÷–Ļķ”–…ęĹū Ű—ßĪ®, 2010, 20(8): 1447-1454.
ZHANG Zhen, WANG Ming-pu, LI Shu-mei, JIANG Nian, HU Hai-long, HAO Shi-meng. Evolution of microstructure and texture of AZ31 magnesium alloy during hot-rolling process[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(8): 1447-1454.
[13] LIU Y, YUAN G Y, DING W J, LU C. Deformation behavior of Mg-Zn-Gd-based alloys reinforced with quasicrystal and laves phases at elevated temperatures[J]. Journal of Alloys and Compounds, 2007, 427: 160-165.
[14] SONG X Y, LIU G Q, GU N J. Influence of the second-phase particle size on grain growth based on computer simulation[J]. Materials Science and Engineering A, 1999, 270: 178-182.
[15] HAFEZ HAGHIGHAT S M, KARIMI TAHERI A. Investigation of limiting grain size and microstructure homogeneity in the presence of second phase particles using the Monte Carlo method[J]. Journal of Materials Processing Technology, 2008, 19: 195-203.
[16] ňő ≤®, –Ń» Ńķ, Ńű «ž. őŲ≥ŲŌŗ∂‘√ĺļŌĹūĪš–őĽķņŪ”įŌžĶń—–ĺŅĹÝ’Ļ[J]. ÷–Ļķ”–…ęĹū Ű—ßĪ®, 2011, 21(11): 2719-2731.
SONG Bo, XIN Ren-long, LIU Qing. Research progress on effect of precipitation on deformation behavior of magnesium alloys[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(11): 2719-2731.
[17] YAN H, CHEN R S, HAN E H. Room-temperature ductility and anisotropy of two rolled Mg-Zn-Gd alloys[J]. Materials Science and Engineering A, 2010, 527: 3317-3322.
[18] —Ó–Ý‘ĺ£¨’Ň ņ◊, Ĺ™”żŇŗ, ÷ž—«ņ§. Mg-YľįAZ31√ĺļŌĹūłŖő¬Īš–őĻż≥Ő÷–őĘĻŘ÷ĮĻĻĶń—›ĽĮ[J]. ÷–Ļķ”–…ęĹū Ű—ßĪ®, 2011, 21(2): 269-275.
YANG Xu-yue, ZHANG Lei, JIANG Yu-pei, ZHU Ya-kun. Microtexture evolution in Mg-Y and AZ31 Mg alloy during hot deformation[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(2): 269-275.
[19] WANG M, XIN R, WANG B, LIU Q. Effect of initial texture on dynamic recrystallization of AZ31 Mg alloy during hot rolling[J]. Materials Science and Engineering A, 2011, 528: 2941-2951.
(Īŗľ≠ ņÓ—řļž)
ĽýĹūŌÓńŅ£ļĻķľ“÷ōĶ„Ľýī°—–ĺŅ∑Ę’Ļľ∆Ľģ◊ ÷ķŌÓńŅ(2007CB613703)£ĽĻķľ“◊‘»ĽŅ∆—߼ýĹū÷ōīůŌÓńŅ(50890172)£Ľ÷–—ŽłŖ–£ĽýĪĺŅ∆—–“ĶőŮ∑—◊ ÷ķ(CDJZR10130015£¨CDJXS12130002)
’łŚ»’∆ŕ£ļ2012-11-22£Ľ–ř∂©»’∆ŕ£ļ2013-04-20
Õ®–Ň◊ų’Ŗ£ļ–Ń» Ńķ£¨ĹŐ ŕ£¨≤© Ņ£ĽĶÁĽį£ļ023-65111547£ĽE-mail: rlxin@cqu.edu.cn

