文章编号:1004-0609(2007)12-2029-05
基于δ函数的爆炸焊接界面应力场数值分析
谢飞鸿1,罗冠炜2,廖军生2
(1. 兰州交通大学 土木工程学院,兰州 730070;
2. 兰州交通大学 机电工程学院,兰州 730070)
摘 要:以紫铜-低碳钢爆炸焊接复合板材为研究对象,采用等截面均匀梁模型,建立狄拉克δ函数的自由振型数学方程。模拟计算复合材料界面的应力场分布情况,得到了不同爆炸焊接参数下的界面应力场的数值大小及分布形式,发现了碰撞点应力场分布规律。结果表明:爆炸焊接在碰撞点处形成较为强大的冲击压力,相应地在碰撞点两侧出现了负压,为复板材料侵入基板提供了有利条件,该计算模型可以很好地解释波状界面的成形机理。同时实验结果与采用所建立数值模型的计算结果十分吻合,焊接试件界面波纹的质量受碰撞角β和炸药爆速vd的影响较大。通过选择合理的爆炸焊接参数,以适当的数值计算方法作为指导,就可以获得良好的爆炸焊接试件。
关键词:爆炸焊接;计算模型;实验分析;应力场;数值计算
中图分类号:TG 444 文献标识码:A
Numerical analysis of explosive welding interface layer
based on δ function
XIE Fei-hong1, LUO Guan-wei2, LIAO Jun-sheng2
(1. School of Civil Engineering, Lanzhou Jiaotong University, Lanzhou 730070, China;
2. College of Mechanical-Electronics Engineering, Lanzhou Jiaotong University, Lanzhou 730070, China)
Abstract: Using the beam of uniform cross section mode, the mathematics function of Dirac δ function natural mode for a red copper and mild steel plate was established to calculate stress distributing field case of multiplicity material interface and stress distributing field. The results show that distributing regular of stress field in impingement point, supper collision force in impingement range, and approaching negative pressure will correspondingly outbreak. The advantage condition can be supplied to the interface mathematics of upset plate invading base plate interface, and this numerical simulation calculation mode can be used to answer undulating invade mechanics of plates interface. It is also uniformly approximated to the test result, and the calculation analysis of different explosive welding parameters used in the calculation model indicates that the impingement angle β and detonation velocity vd have important contribution to the interface corrugation of welding sample. The better explosive welding sample will be obtained on explosive welding parameter of proper access by using the optimum numerical simulation calculation method.
Key words: explosive welding; calculation model; experimental analysis; stress field; numerical calculation
爆炸焊接是利用炸药爆炸瞬间所产生的能量,将密度、熔点、性能差异很大的金属材料接合在一起,生产出具有优异综合性能的多种复合材料的方法,其最大的特点是在瞬间将金属、特别是不同的金属简单、迅速而强固的焊接在一起,因而可以制造出大面积的各种形状、尺寸及用途的多层复合材料[1-3]。对爆炸焊接驻点近区的应变率分布规律进行分析,可以深入研究驻点近区材料的力学和热学行为,分析波状界面、绝热剪切带[4-6],进而优化焊接参数保证焊接质量。利用爆炸方法生产的复合板的性能除与基板和覆板的性能有关外,其接合界面的组织结构也十分重要。因为接合界面性能的好坏,直接影响到复合板的抗拉、抗弯、抗扭转及耐蚀性能。因此,深入研究爆炸接合材料的显微组织结构变化与整体性能之间的关系非常重要。本文作者采用均质等截面梁弯曲振动的δ函数模型研究碰撞界面的应力场,以期促进人们对复合界面结构和爆炸焊接机理的深入认识。
1 数值计算模型分析
采用均质等截面梁模型建立狄拉克δ函数的求解的数值计算模型。

爆炸焊接碰撞点在某一瞬时所受力视为作用于界面起始端x=vt处的集中力P,v为力的移动速度,借助于空间狄拉克δ函数可以统一表示为分布力,令

2 结果与分析
以紫铜为复板,复板厚度2.8 mm,低碳钢为基板,按所研发的计算系统的计算资料,采用2号岩石炸药,装药密度0.7 g/cm3进行爆炸焊接界面基板的应力场模拟计算,基板低碳钢的泊松比μ=0.28,弹性模量E=206 MPa,抗拉强度σc=340 MPa,塑性变性模量σp=260 MPa[11-12]。对不同的炸药速度Vd,不同的碰撞角β[13-15]分6种情况分别进行应力场分布特征模拟计算:
①vd=2 500 m/s,β=11.459?;
②vd =2 500 m/s,β=12.605?;
③vd =2 800 m/s,β=11.459?;
④vd =2 800 m/s,β=12.605?;
⑤vd =3 200 m/s,β=11.459?;
⑥vd =3 200 m/s,β=12.605?。
6种条件焊接面上的应力场分布如图1所示,图中数值单位为MPa。
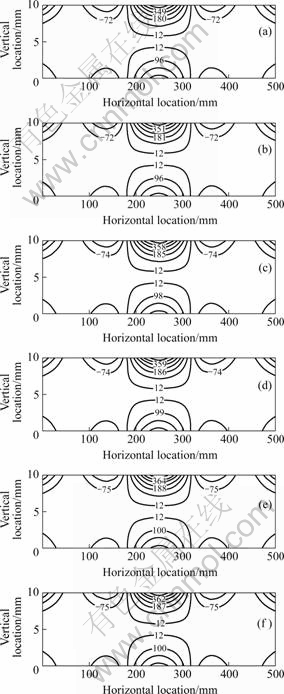
图1 不同条件下焊接界面的应力分布
Fig.1 Stress field of welding interface under different conditions: (a) vd=2 500 m/s, β=11.459?; (b) vd=2 500 m/s, β=12.605; (c) vd=2 800 m/s, β=11.459?; (d) vd=2 800 m/s, β=12.605?; (e) vd=3 200 m/s, β=11.459?; (f) vd=3 200 m/s, β=12.605?
采用不同的参数进行爆炸焊接实验,从实验的效果可知:条件①从模拟计算的应力场参数来看,部分区域可以形成撕裂侵入层,塑性区域层也较厚,实际的试件焊接质量不理想,分析其原因是由于界面未形成实质的熔化和相变,也就没有形成良好的波状结合界面,而且实际的焊接试件界面有开裂现象焊接质量较差;条件②的焊接试件焊接质量基本达到了焊接质量要求,但界面波状层理不够明显,焊接界面未发现开缝张口现象;条件③~⑥的焊接试件焊接质量较好,均形成了良好的波状焊接界面,如图2所示,右上角白色区域长度为5 mm长比例单位长度。图2所示的电镜照片由于经费和实验条件的因素,照相分析前试件表面未经刨光打磨处理,直接将机床切割的试件进行了电镜分析拍片,对照片质量有一定的影响,但不会影响对试件焊接界面结合质量的分析效果。

图2 不同实验条件焊接试样的SEM照片
Fig.2 SEM images of welding samples under different test conditions: (a) vd =2500 m/s, β=12.605?; (b) vd=2 800 m/s, β=11.459?; (c) vd=2 800m/s, β=12.605?; (d) vd=3 200 m/s, β=11.459?; (e) vd=3 200 m/s, β=12.605?
对于不同的爆炸焊接参数及焊接条件,可以从图1中看出其应力曲线分布和应力的大小不同,应力大小不仅与炸药的爆炸速度有关,而且同时与其主要参数碰撞角β有关。碰撞角β的大小是与炸药爆炸速度、基复板之间的安装间距以及基复板的材料性质有关。因此,实现可靠的爆炸焊接成品是合理选择以上参数的综合结果。
从图1中看出,图1(a)所示情况并非基复板之间的安装间距不合理,而是炸药厚度不足引起的。图1(b)和(c)所示情况为界面应力已达到塑性变形强度,但未达到材料的极限抗拉强度,焊接界面也形成良好的焊接强度,而波纹成形不理想。图1(d)~(f)所示情况为界面应力已远超过材料的极限抗拉强度,焊接界面出现了良好的波纹状结构。
对比分析图1和图2可以看出,波状啮合是由于在碰撞点具有大于试件本身极限强度的碰撞压力,同时在碰撞点两侧形成了相对碰撞点较小的“负压”,因而在某一特定的瞬时这种特殊的压力形式使复板的材料嵌入至基板,形成嵌入式波状啮合,使焊接界面质量显著提高。数值模拟计算结果基本符合实验试件的结构特征。
3 结论
1) 采用等截面均匀梁模型,建立狄拉克δ函数的自由振型数学方程,实现了爆炸焊接复合界面的应力场数值分析,发现了碰撞点应力场分布规律,在碰撞点处形成较为强大的冲击压力,相应地在碰撞点两侧出现了负压,为复板材料侵入基板成波机理分析提供了有利条件。
2) 通过数值模拟计算可以很好地分析碰撞点附近压力大小和应力分布状态,有利于指导爆炸焊接参数的合理选择。
3) 通过实验发现炸药爆速和碰撞角是影响试件焊接质量的重要因素。采用该模型模拟计算的爆炸参数,可以为实现良好的嵌入式结构复合界面提供指导。
REFERENCES
[1] 郑哲敏, 杨振声. 爆炸加工[M]. 北京: 国防工业出版社, 1981.
ZHENG Zhe-min, YANG Zhen-sheng. Explosive processing [M]. Beijing: National Defense Industry Press, 1981.
[2] 邵丙璜. 炸药在滑移爆轰作用下多方指数值的确定[J]. 爆炸与冲击, 1981, 1(2): 30-36.
SHAO Bing-huang, CHEN Wei-bo, ZHOU Yi-yi, et al. determination of effective adiabatic exponential of explosive products under lateral slipping detonation[J] Explosion and Shock Waves, 1981, 1(2): 30-36.
[3] 邵丙璜, 张 凯. 爆炸焊接原理及其应用[M]. 大连: 大连工学院出版社, 1987.
SHAO Bin-huang, ZHANG Kai. Explosive weld fundamentals and its application[M]. Dalian: Dalian Industry University Press, 1987.
[4] Grossland B. Explosive welding of metals and its application[M]. Oxford: Clarendon, 1982.
[5] Oberg A, Schweitz J, Olfsson H. Computer modelling of the explosive welding process[C]//Proceedings of the International Conference on High Energy Rate Fabrication. 1984.
[6] LI Di, Srikanthan T, Chandel R S, et al. Neural-network- based self-organized fuzzy control for arc welding[J]. Engineering Applications of Artificial Intelligent, 2001, 14: 115-124.
[7] 王子昆, 黄上恒. 弹性力学[M]. 西安: 西安交通大学出版社, 1995.
WANG Zi-kun, HUANG Shang-heng. Mechanics of elasticity[M]. Xi’an: Xi’an Jiaotong University Press, 1995.
[8] Pao Y, Mow C C. 弹性波的衍射与动应力集中[M]. 刘殿魁, 苏先越, 译. 北京: 科学出版社, 1993.
Pao Y H, Mow C C. Diffraction of elastic and dynamic stress concentrations crane[M]. LIU Dian-kui, Su Xian-yue, trans. Beijing: Science Press, 1993.
[9] Akihisa A B E. Numerical study of the mechanism of a wavy interface generation in explosive welding[J]. JSME Int J Ser B 1997, 40(3): 395-401.
[10] Akbari Mousavi A A. The mechanics of explosive welding[D]. Manchester: UMIST, 2001.
[11] Johnson G R, Cook W H. A constitutive model and data for metals subjected to large strains, high strain rates and high temperatures[C]//Proceedings of the Seventh International Symposium on Ballistics. The Hague, Netherlands, 1983: 19-21.
[12] Tao C W, Taur J S. Fuzzy adaptive approach to fuzzy controllers with spacial model[J]. Fuzzy Sets and Systems, 2002, 125: 61-67.
[13] 谢飞鸿, 关惠平, 王 军, 赵福兴. 爆炸焊接有效多方指数γ及可焊窗口研究[J]. 焊接学报, 2004, 25(4): 35-38.
XIE Fei-hong, GUAN Hui-ping, WANG Jun, ZHAO Fu-xing. Study on valid exponent and welded restrict of explosive welding[J]. Transactions of the China Welding Institution, 2004, 25(4): 35-38.
[14] 谢飞鸿, 罗冠炜, 关惠平, 王庆贤. 金属爆炸焊接数值计算及工程应用[J]. 焊接学报, 2005, 26(6): 13-20.
XIE Fei-hong, LUO Guan-wei, GUAN Hui-ping, WANG Qing-xian. A numerical calculation on contact surface stress field of metals explosive welding[J]. Transactions of the China Welding Institution, 2005, 26(6): 13-20.
[15] 谢飞鸿, 罗冠炜, 廖军生, 汪旭光. 金属爆炸焊接界面应力场数值计算分析[J]. 焊接学报, 2006, 27(10): 26-28.
XIE Fei-hong, LUO Guan-wei, LIAO Jun-sheng, WANG Xu-guang. numerical calculation on contact surface stress field of metals explosive welding[J]. Transactions of the China Welding Institution, 2006, 27(10): 26-28.
基金项目:国家自然科学基金资助项目(50475109; 10172042)
收稿日期:2007-04-03;修订日期:2007-09-24
通讯作者:谢飞鸿,副教授;电话:0931-4938452; E-mail: exbeen@126.com
(编辑 何学锋)

