文章编号:1004-0609(2010)S1-s0972-05
钛/钢复合板密封爆炸容器的设计与制造
文 潮,刘晓新,马艳军
(西北核技术研究所,西安,710024)
摘 要:介绍国内首台用爆炸复合的钛钢板制造的爆炸密封容器,该爆炸密封容器设计当量为100 g TNT。用爆炸相似律、解析方法及数值模拟等方法对该爆炸容器进行物理设计,确定等效载荷,然后进行机械设计。简述钛/钢复合板容器制造中的难点以及要注意的问题。该容器的钛/钢复合板用钛(Ti,厚度为3 mm)和 Q345R(厚度为18 mm )复合而成,
关键词:钛钢复合板;密封爆炸容器;设计;制造
中图分类号:TG 44 文献标志码:A
Design and manufacture of explosion-containment vessel made of Ti/steel clad plate
WEN Chao, LIU Xiao-xin, MA Yan-jun
(Northwest Institute of Nuclear Technology, Xi’an 710024, China)
Abstract: The explosion-containment vessel with 100 g TNT equivalent made of the Ti/steel clad plate was introduced. The explosion-containment vessel was designed with several methods, such as the similar law of explode, analytic geometry and numeric simulation. The difficulties and notice items on manufacturing process were described. The clad metal materials are composed of Ti with thickness of 3 mm (inner) and Q345R steel with thickness of 18 mm (outer).
Key words: Ti/steel clad plat; explosion-containment vessel; design method; manufacture
密封爆炸容器是一种灵活方便的爆炸能量限域装置,被广泛应用于爆炸力学等研究领域。密封爆炸容器与其他的压力容器不同,最大区别在于其内部所承受的冲击载荷是瞬态的(毫秒级),其作用过程如下:炸药在容器内部爆炸,产生冲击波向四周传播,到达容器内壁时受阻,产生反射冲击波冲向密封爆炸容器中心。该反射冲击波就是作用于爆炸容器内壁的瞬态载荷[1]。所以,爆炸容器的设计关键问题是将这种瞬态冲击载荷转化成等效的静载荷,然后按《钢制压力容器》(GB150―1998)进行机械设计与制造。
西北核技术研究所从20世纪90年代开始从事密封爆炸容器的研究工作,在该领域积累了丰富的经验,能设计监制各种形状与爆炸当量的密封爆炸容器。一般情况下,密封爆炸容器是用Q345R(16MnR)钢或其他高强度钢制造的,但用这种材质的密封爆炸容器制备纳米粉体材料时,会将一些金属氧化物等杂质带入到纳米粉体材料中[2]。为了制备出纯净的纳米粉体材料,在2001年,选用了内层为不锈钢(0Cr18Ni9Ti)外层为16MnR钢的爆炸复合板制造了合成纳米粉体材料用的密封爆炸容器[3],这样可以满足所制备的粉末纯净的要求。经过几年的运行,虽然解决了杂质的问题,但是,经过长时间放置后和爆炸环境的改变,容器内壁还是存在一些锈斑。为了更好的解决这一难题,决定更换容器制造材料,考虑用抗蚀能力更强的钛及钛合金/钢复合板。钛及钛合金/钢复合板是兼顾了钢和钛及钛合金的优良性能为一体的复合材料,它综合了基层材料和复层材料各自的性能优点,既有基层材料所有的结构强度和刚度,又有复层材料所具有的耐蚀耐磨等基层材料没有的特殊性能,使设备质量和造价大大降低,结构尺寸变小,避免贵重金属材料的浪费,有着良好的经济效益和社会效益及应用前景,近年来,已在石化、冶金、机械、能源、航天等领域得到广泛应用[4-13]。目前,在国内外还没有钛及钛合金/钢复合板密封爆炸容器的相关研究报道。
在此,本文作者用爆炸相似律、解析方法及数值模拟等方法对该爆炸容器进行了物理设计,确定出等效载荷,然后进行了机械设计。
1 物理设计
1.1 密封爆炸容器主体材料及尺寸
爆炸容器主体材料用钛钢复合板,按《钛-钢复合钢板》(GB/T8547-2006)、《复合钢板超声波探伤方法》(GB7734-87)和《复合钢板性能试验方法》(GB6396-86)制造与验收。
根据以前设计爆炸容器的经验和使用要求,可以初步确定出该0.1 kgTNT当量复合板爆炸容器的外形尺寸:筒体内径为800 mm,圆柱形筒体长度为800 mm,筒体厚度为21 mm,椭圆封头内径为800 mm,高度为200 mm,开4个孔,内径分别为20,15,15和20 mm,具体位置见图1。
本容器所用钢板为钛钢复合板结构,内层为TA1板,厚度为3 mm;外层为Q345R钢, 厚度为18 mm,其许用应力 =163 MPa。在设计时,复层钛起耐蚀作用,基层Q345起承力作用。
=163 MPa。在设计时,复层钛起耐蚀作用,基层Q345起承力作用。
初步确定了爆炸容器的尺寸后,再用下面的方法对其尺寸做进一步的理论验证。
1.2 用爆炸相似律设计
按爆炸相似律的关系,若药量W1在距离R1处的超压为P1,则另一装药量W2在距离R2处要得到相同的超压P1时,相应地有
 ;
;
即有
 。
。
因此,根据相似律的规律,可把上式写成如下的函数关系式:

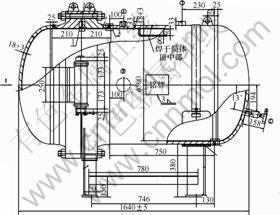
图1 容器设计图(单位:mm)
Fig.1 Design drawing of pressure vessel
其中,P为压力;W为药量;R为距离。
要设计装药量为0.1 kgTNT当量的爆炸容器,可以参考5 kgTNT当量的爆炸容器的结构尺寸,其结构参数的比例系数为 3.68,则0.1 kgTNT当量容器的内径在0.7~0.85 m之间。与1 kgTNT当量的爆炸容器相比,其结构参数的比例系数为
3.68,则0.1 kgTNT当量容器的内径在0.7~0.85 m之间。与1 kgTNT当量的爆炸容器相比,其结构参数的比例系数为 2.15,则0.1 kg容器的内径为0.7 m。0.1 kgTNT当量的爆炸容器和1 kg,5 kgTNT当量的爆炸容器的结构参数如表1所示。
2.15,则0.1 kg容器的内径为0.7 m。0.1 kgTNT当量的爆炸容器和1 kg,5 kgTNT当量的爆炸容器的结构参数如表1所示。
从表1可以看出,0.1 kgTNT当量的爆炸容器的结构参数与1 kg和5 kgTNT当量的爆炸容器的结构参数基本成比例。与0.1 kg,1 kg,5 kgTNT当量的爆炸容器相比,用爆炸相似率设计出的0.1 kgTNT当量的爆炸容器的结构参数是合理的。
1.3 用解析方法进行设计[3]
1) 计算方法一
 (1)
(1)
其中,IR为单位面积壳体的动量;umax为壳体振动极大位移;ω振动频率;对圆柱形壳体,ω(比实际频率高)可以近似为:
 (2)
(2)
 (3)
(3)
表1 容器参数对比
Table 1 Comparison of parameters of pressure vessel
其中:R为容器壳体内径,m;μ为材料的泊松比;ρ为壳体材料的密度;E为材料的弹性模量。
 (4)
(4)
其中,I为反射冲量;α为经验常数,表征气体从壁面的反射程度(1≤α≤2);S0为壳体的面积;E0为炸药 能量。
取α=2,将相关数据代入公式(1)~(4),得
umax=275 μm
则 ,考虑到实际ω′小于ω,所得umax可能偏小。
,考虑到实际ω′小于ω,所得umax可能偏小。
2) 计算方法二
从文献[15]中可知,对0.1 kg的TNT炸药爆炸,正反射冲量通过查表可得:I=467 J/m2,与方法一中经过计算得到的单位面积动量(573 J/m2)相差不大。
 ,
,
取δ=21 mm时,umax=400 μm,

从上面的计算可以看出,爆炸容器的壁厚为21 mm时,其设计是合理的,材料处于弹性应变。
1.4 用等效系数的计算[1, 12, 14]
爆炸容器承受的荷载一般为瞬态的动荷载,在进行计算时,需要将动其转化的原则为动力系数法。采用该方法确定的等效静荷载是由容器反射压力作用时间τ所确定的容器壳体动力相应的动态放大系数Cd来确定的。
 (5)
(5)
式中,τ为反射压力的作用时间,s;η为经验系数,一般取0.5;Q0为单位质量的爆热,J/kg。
 (6)
(6)

 (0.3≤r3≤1) (7)
(0.3≤r3≤1) (7)
式中,Δp为反射压力;h为装药中心离内壁面的距离,m;c为炸药当量,kg;P0为标准大气压,0.1 MPa。
 (8)
(8)
式中, 为容器固有振动圆频率。
为容器固有振动圆频率。
 (9)
(9)
由式(6)和(7)可以算出爆炸容器动荷载为10.38 MPa。由式(9)得Cd=0.549,则等效静荷载Δp静=Cd×Δp=5.7 MPa。
设计的爆炸容器初步采用圆柱体结构。强度的计算方法采用Demehuk简化的柱对称结构,以作用内壁的冲量来表征其动力行为,并分析得出壳体应力的最大值:
 (10)
(10)
式中,r0为装药半径,m;H为容器壁厚,m;v0为壳体材料中的声速,m/s。
将相关数值带入上式,并考虑了1.5的安全系数,得容器壁厚15.7 mm。
2 爆炸容器机械设计
此爆炸容器可以等效为承受内压为5.70 MPa的静压容器,机械设计按等效静压为6.2 MPa的静压容器设计进行。
根据设计条件,爆炸容器壁的设计厚度为15.7 mm,腐蚀裕量取2 mm,故设计厚度为18 mm。最后确定容器壁厚为21 mm(含3 mm的复合层厚度)。
根据数值模拟的结果,需要对直径为10 mm和20 mm的开孔进行补强。对于内直径为800 mm的筒体法兰,按设计需要进行尺寸计算,采用嵌入式接管,锻造一个整体法兰。在法兰内焊接一层厚度为3 mm的钛板。
目前,该容器正在制造中。
3 制造钛钢复合板容器的注意事项
1) 钛钢复合板的质量[16]
每批钛钢复合板应有材料质量证明书,应对每块复合板进行100%UT检测其贴合率,每批复合板应取样进行剪切、拉伸、弯曲、冲击等力学性能试验,检测其结合强度及力学性能,各项指标检测合格的钛钢复合板才能使用。在筒体加工卷制过程中,若发现复合板复层脱离现象,应用合格的复合板更换。
2) 钛钢的焊接
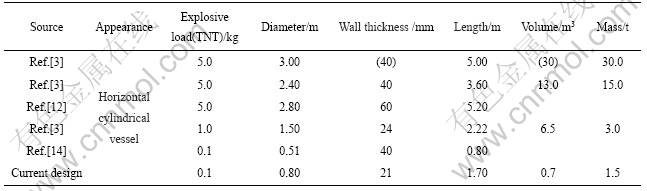
钛钢焊接属于异种金属的焊接,由于它们物理性能和化学结晶性能的差别,钛与钢直接熔焊时,会产生以下2个方面的问题:(1) 由于钛和铁的线膨胀系数、热导率相差较大,造成焊缝冷却过程中的收缩不均匀,导致接头中形成较大的内应力;(2) 当钛与钢直接熔焊时,焊缝中的含铁量将大大超过在钛中的溶解度,焊缝中极易形成大量硬脆的金属间化合物和与金属间化合物相互作用而形成的低熔点共晶体。此外,钛还是强碳化物形成元素,与钢中的碳极易形成脆性的TIC。这些金属间化合物、低熔点共晶体和碳化物急剧地降低合金的塑性,使得焊缝变得极脆。因此,要合理选择焊接坡口,尽可能减小这两方面的问题,从而提高爆炸容器的整体强度和使用寿命。和制造厂家商议,再参考文献[7]提供的坡口形状(如图2所示),采用了图2(c)所示的坡口,这样避免了钢与钛的直接焊接。
3) 钛钢复合板爆炸容器的钢基层焊缝的检测
钢基层焊缝一般进行RT检测,检测比例及合格级别按图样或技术要求规定,由于设备直径大、焊缝数量多、拍片量大,RT检测时可以选用周向射线机等效率高的检测设备和方法,但检测参数选择要恰当,以保证底片质量。对于缺陷超标的焊缝应按有关程序进行返修直至合格。
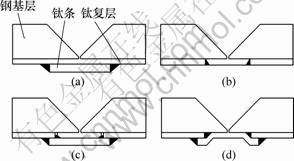
图2 坡口形式
Fig.2 Schematic drawing of groove lap weld
4 结束语
将钛钢复合板用于加工密封爆炸容器,这是一次新的尝试,所以在爆炸容器的物理设计时,用了多种方法对其物理参数进行了校核。在容器加工前,对生产厂家的钛钢复合板进行了严格的检验,对其结合状态进行了超声波检测,其检测范围为全面积,不允许有未结合区存在,结合率为100%。进行了力学性能检测,如钛钢复合板复合界面的结合剪切强度、抗拉强度、延伸率、复合钢板的内弯曲(复材表面受压)和外弯曲(复材表面受拉)试验。在制造过程中严格按工艺进行,并进行了焊接工艺评定实验。目前,容器正在加工中,等加工完成后,将对其进行爆炸加载考核实验。
REFERENCES
[1] 胡八一, 柏劲松, 刘大敏, 等. 爆炸容器的工程设计方法及其应用[J]. 压力容器, 2000, 17(2): 39-41.
HU Ba-yi, BAI Jin-song, LIU Da-ming. The engineering design method of explosion-containment vessel and its application[J]. Pressure Vessel Technology, 2000, 17(2): 39-41.
[2] 文 潮, 纳米金刚石(ND)和纳米石墨(NG)的制备、特性及应用研究[D]. 西安:西安交通大学材料科学与工程学院, 2006: 35.
WEN Chao. Preparation, characteristics and application of nanodiamond (ND) and nanographite (NG)[D]. Xi’an: School of Materials and Engineering, Xi’an Jiaotong University, 2006: 35.
[3] 文 潮, 金志浩, 关锦清, 等. 国内首台1 kgTNT当量复合板爆炸容器的设计[J]. 压力容器, 2002, 19(7): 12-14.
WEN Chao, JIN Zhi-hao, GUAN Jin-qing. Design of first explosion-containment vessel with 1kg TNT equivalent made of clad metal materials[J]. Pressure Vessel Technology, 2002, 19(7): 12-14.
[4] 陈积光, 李冈陵. 钛制压力容器的焊缝应力研究[J]. 化工机械, 1999, 29(3): 133-135.
CHEN Ji-guang, LI Gang-ling. Researches on the welding seam stress of pressure vessels of titanium[J]. Chemical Engineering & Machinery, 1999, 29(3): 133-135.
[5] 吴全兴. 钛钢复合板用于海洋建筑物防蚀技术的开发[J]. 铁工业进展, 2000(1): 27-28.
WU Quan-xing. Exploitation on anti-corrode technique of Ti clad steel Plate used to ocean buildings[J]. Titanium Industry Progress, 2000(1): 27-28.
[6] 汪 汀. 钛/钢复合板反应釜筒体的焊接工艺[J]. 材料开发与应用, 2003, 18(2): 15-18.
WANG Ding. Weld ability and welding procedure of titanium clad steel plate for the manufacture of a reaction vessel[J]. Development and Application of Materials, 2003, 18(2): 15-18.
[7] 任世宏, 李 巍, 王迎君. 钛复合板容器设备的制造[J]. 电焊机, 2003, 33(12):39-44.
REN Shi-hong, LI Wei, WANG Ying-jun. Manufacture of Ti clad steel pressure vessels[J]. Electric Welding Machine, 2003, 33(12): 39-44.
[8] 薛宏伟, 李增福, 陈道参. 钛钢复合板压力容器强度试验泄漏的原因分析及对策[J]. 安装, 2005(5): 46-47.
XUE Hong-wei, LI Zeng-fu, CHEN Dao-can. Analysis and countermeasure on the leak reason of strength test of Ti clad steel late pressure vessels[J]. Installation, 2005(5): 46-47.
[9] 刘亚芬, 高胜华. 烟囱钢内筒钛钢复合板焊接工艺[J]. 焊接技术, 2007, 36(1): 27-28.
LIU Ya-fen, GAO Sheng-hua. Welding Technology on Ti clad steel Plate in inner funnel[J]. Welding Technology, 2007, 36(1): 27-28.
[10] 余存烨. 钛钢混合结构换热器几例耐腐蚀失效原因评价[J]. 全面腐蚀控制, 2007, 21(5): 4-7.
YU Cun-ye. The review and analysis of several failure in heat exchangers by titanium and steel mixed structure[J]. Total Corrosion Control, 2007, 21(5): 4-7.
[11] 章伟灿. 基于复合材料的压力容器研究与发展[J]. 锻压装备与制造技术, 2007, 42(4): 9-12.
ZHANG Wei-can. Investigation and developing trends on pressure vessels based on composite material[J]. China Metal Forming Equipment & Manufacturing Technology, 2007, 42(4): 9-12.
[12] 曹胜光, 舒 挺, 陈冬群. 5 kgTNT当量爆炸容器的研制[J]. 压力容器, 2004, 21(4): 33-36.
CAO Sheng-guang, SHU Ting, CHEN Dong-qun. Development of explosion-containment vessel with 5 kg TNT equivalent[J]. Pressure Vessel Technology, 2004, 21(4): 33-36.
[13] 龙建华, 苏红梅, 胡八一. 小当量密封爆炸容器的设计[J]. 机械工程师, 2005, 21(11): 86-87.
LONG Jian-hua, SU Hong-mei, HU Ba-yi. Design of air-tight explosion-containment vessel with small TNT equivalent[J]. Mechanical Engineer, 2005, 21(11): 86-87.
[14] 龙建华, 胡八一. 100 g(TNT)当量真空密封爆炸容器的设计[J]. 机械, 2006, 23(2): 27-30.
LONG Jian-hua, HU Ba-yi. Design of air-tight explosion-containment vessel with 100 g TNT equivalent[J]. Machinery, 2006, 23(2): 27-30.
[15] C H 约翰逊, P A 珀森. 猛炸药爆轰学[M]. 北京: 国防工业出版社, 1976: 212.
JOHANSSON C H, PERSSON P A. Detonics of high explosives[M]. Beijing: Defense Industry Press, 1976: 212.
[16] 胡经洪. 大型钛钢复合板设备加工技术[J]. 压力容器, 2005, 22(10): 35-37.
HU Jing-hong. Manufacturing technique of large titanium clad steel plate equipment[J]. Pressure Vessel Technology, 2005, 22(10): 35-37.
(编辑 赵 俊)
通信作者:文潮;电话:029-84767141;E-mail:wenchao01@163.com

