
J. Cent. South Univ. (2020) 27: 1645-1653
DOI: https://doi.org/10.1007/s11771-020-4396-9

Evolution of surface roughness of a cast Al-Si-Cu piston alloy during thermal exposure
BAO Tong(��ͮ)1, LI Jian-ping(�ƽ)1, LIU Lei(����)1, LI Hai-ying(�ӥ)2,
YANG Zhong(����)1, WANG Jian-li(������)1, GUO Yong-chun(������)1,
LI Bo-yan(���)1, YANG Wei(��ΰ)1, ZHENG Jia-qi(֣����)1
1. Shaanxi Key Laboratory of Photoelectric Functional Materials and Devices, School of Materials and Chemical Engineering, Xi��an Technological University, Xi��an 710021, China;
2. China North Engine Research Institute (Tianjin), Tianjin 300400, China
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2020
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2020
Abstract: In the present work, samples of Al-Si-Cu piston alloy after T6 heat treatment were exposed for 2 h at temperatures ranging from 400 to 550��C. The evolution of surface roughness and microstructure of the alloy during thermal exposure was studied by combination methods of roughness profiles, optical and scanning electron microscopy as well as XRD analysis. It is found that the roughness and mass of the alloy increase with the raise of the thermal exposure temperature, and the increasing rates of them are slow as the exposure temperature is below 500��C, but accelerates abruptly when the temperature is higher than 500��C. The variation of surface roughness of the alloy is closely related to phase transformation and oxidation during the thermal exposure.
Key words: surface roughness; thermal exposure; Al-Si-Cu piston alloy; microstructure; oxidation
Cite this article as: BAO Tong, LI Jian-ping, LIU Lei, LI Hai-ying, YANG Zhong, WANG Jian-li, GUO Yong-chun, LI Bo-yan, YANG Wei, ZHENG Jia-qi. Evolution of surface roughness of a cast Al-Si-Cu piston alloy during thermal exposure [J]. Journal of Central South University, 2020, 27(6): 1645-1653. DOI: https://doi.org/10.1007/s11771-020- 4396-9.
1 Introduction
The requirements of emissions for internal combustion engines are becoming increasing strictly as the deterioration of global air condition [1-3]. Surface roughness evolution of key components such as piston, cylinder block and cylinder liner in the internal combustion engine during the working process is of a great influence on the precision match. Reducing roughness is an important means to improve the efficiency and reduce emissions of internal combustion engines.
A large number of studies have shown that the surface roughness of the alloy has a great effect on the fatigue strength, wear resistance, oxidation resistance, and bonding strength with coating. With the increase of surface roughness, fatigue strength decreases due to stress concentration on the alloy surface [4, 5]. BAR-HEN et al [6] and HU et al [7] studied the effects of substrate roughness and coating thickness on wear resistance, and found that increasing substrate roughness or reducing coating thickness would reduce wear. PEI et al [8] studied the oxidation mechanism of nickel-based superalloys with different surface roughness, and the results show that the increase in roughness is conducive to the diffusion of Al and improves its oxidation resistance. SERAFIN et al [9] studied the effect of surface roughness on the high temperature oxidation of Ni, Cu and Ni-Cu alloys, and the results show that roughness has a significant effect on the atomic diffusion and oxidation mechanisms.
As the surface roughness of the substrate increases, it is beneficial to improve the bonding strength with the coating [10, 11]. In short, surface roughness is a very important parameter for studying materials and has a high research significance.
The evolution of the surface roughness of the alloy at high temperatures has also been studied by relevant workers. The growth of Al film is related to the surface roughness and temperature of the substrate, and the roughness can be reduced by adding tantalum (Ta) atoms [12]. CESCHINI et al [13] studied the surface roughness of the piston at the top land after the bench test as an important basis for the degree of ablation. In previous research of elevated thermal exposure on piston aluminum alloys, researchers paid more attention to its mechanical properties and microstructure evolution [14-16]. However, the evolution of surface roughness during elevated temperature is currently less concerned and the mechanism is not well understood.
In this paper, the surface roughness evolution and mechanisms of a cast Al-Si-Cu piston aluminum alloy after 2 h of elevated temperature exposure from 400 to 550 ��C are studied.
2 Experimental
2.1 Material
The Al-Si-Cu piston alloy was prepared by melting pure Al (99.95 wt%), pure Si (99.9 wt%), pure Mg(99.9 wt%), Al-50wt%Cu, Al-10wt%Ni and Al-10wt%Mn master alloy. After all the composing materials melting, Al-3.5wt%P master alloy and rare-earth alloy were added into the melt to modify primary and eutectic silicon phases. Slag removal and degassing were carried out at 730-780 ��C using C2Cl6. Al-Ti-C is added into the melt at 700-740 ��C to refine ��-Al matrix before pouring the melt into a permanent steel mold which was preheated to 200 ��C. After solidification, a slab ingot of the alloy was obtained. The chemical composition of the alloy is listed in Table 1.
Table 1 Chemical composition of piston material (mass fraction, %)

2.2 Tests and characterization
All specimens (20 mm��20 mm��20 mm) were machined from the bottom of cast ingots and treated by T6 heat treatment (solid at 500 ��C for 6 h followed by water quenching, then aged at 180 ��C for 6 h, followed by air cooling). One face of the specimen was polished to measure the original roughness (Ra0) and the other five faces were grinded by 1500# sandpaper to measure the original mass (m0). These samples were subjected to thermal exposure at different temperatures (400, 450, 500 and 550 ��C) for 2 h, then roughness (Ra1) on the polished surface and the mass (m1) were measured. The mass (��m) and roughness (��Ra) were calculated according to the following equations:
��m=m1-m0 (1)
��Ra=Ra1-Ra0 (2)
The phase transformation temperature of the piston alloy during the temperature rise process was determined by differential scanning calorimetry (DSC, Mettler Toledo, TGA/DSC 1/1100). The samples of 40 mg in mass, were heated at 5 ��C/min from room temperature to 620 ��C under an air atmosphere.
Microstructure evolution of all the samples were characterized by optical microscope (OM, Nicon300) and scanning electron microscopy (SEM, JSM6460) equipped with energy dispersive spectroscopy (EDS). The phase analysis of sample on the surface after thermal exposure was tested by X-ray diffraction (XRD, 6000) with Cu K�� radiation. Roughness profiler (TR200) was employed to analyze the roughness of the alloy surface.
3 Results and discussions
3.1 Microstructure of original Al-Si-Cu alloy
Figure 1 depicts the OM photographs of the Al-Si-Cu alloy after T6 treatment. It can be seen that the material is composed of three phases of grayish white, gray and dark gray, wherein the grayish white is the aluminum matrix, the dark gray is the silicon phase, and the gray is the second phase. According to the morphology features, the Si phase is divided into two types. The relatively rounded one is primary silicon, and the diameter ranges from 10 to 30 ��m. The strips are eutectic silicon and the ratio of length to diameter is more than 3.
Figure 2 presents the SEM morphology of the Al-Si-Cu alloy after T6 treatment. It can be seen from Figure 2 that a large number of irregular white phases are uniformly distributed in the gray aluminum matrix. The white phase is the second phase of AlCuNi, and a part of the AlCuNi phase has a certain content of Mn and other elements, so it exhibits different morphology.
3.2 Surface roughness analysis
Figure 3 is the curves of the roughness and mass of the Al-Si-Cu alloy after thermal exposure at different temperatures for 2 h. It can be seen from Figure 3 that the roughness and mass increase with the increase of temperature. The velocity of increase in roughness and mass is slow when the temperature is below 500 ��C and then it significantly uplifts when the temperature is above 500 ��C which is an inflection point.
3.3 Surface morphology and phase analysis
The morphology and phase of the alloy surface after thermal exposure are analyzed by SEM and XRD. Figure 4 depicts the low magnification SEM morphology of the alloy surface after thermal exposure. It can be seen in Figure 4 that there is no change at 400 and 450 ��C. It is difficult to observe the AlCuNi phase at 500 ��C, while fine protrusions and wrinkles have appeared. No phase can be observed at 550 ��C, and a large number of holes,protrusions and pits have appeared. It is consistent with the evolution of surface roughness in Figure 3.
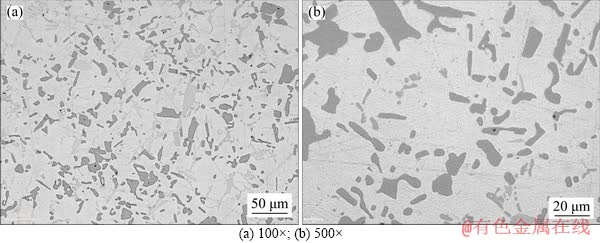
Figure 1 Original OM photographs of Al-Si-Cu alloy after T6 treatment:
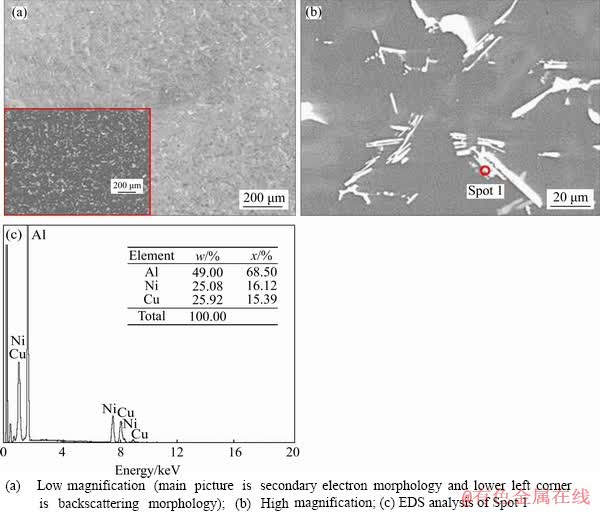
Figure 2 SEM morphology of Al-Si-Cu alloy after T6 treatment:
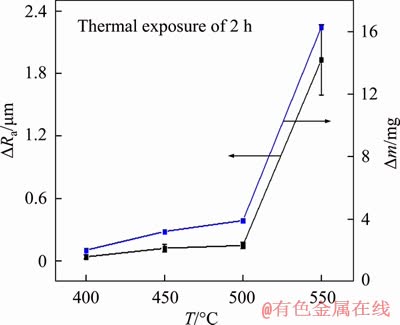
Figure 3 Curves of roughness and mass of Al-Si-Cu alloy under thermal exposure at different temperatures for 2 h
In order to further analyze the morphology and phase transformation of the alloy surface after thermal exposure, high magnification SEM and EDS analysis has been performed in Figure 5. It can be seen from Figure 5 that there is no change at 400��C, and granulation occurs at interface and sharp corners of the second phase at 450��C. At 500��C, the matrix is severely oxidized and has formed large-area granular Al2O3, and part of the second phase has melted to form pits (inside the white circle). Pits are also formed at the junction of the silicon phase and the second phase sharp corner (indicated by the arrow in Figure 5(c)). Therefore, it is considered that the second phase is distributed around the silicon phase so that the melting point of the Si phase drops, causing partial melting of the second phase and the silicon phase. At the same time, the pits are also formed by the peeling off of Al2O3. The second phase has been melted at 550��C to form particles with a diameter of 5 ��m and the silicon phase is partially melted. The area and depth of the pits become large. According to the results of the EDS analysis, the oxygen content of matrix from 400 to 550��C increases from 2.61 wt% to 29.79 wt%.
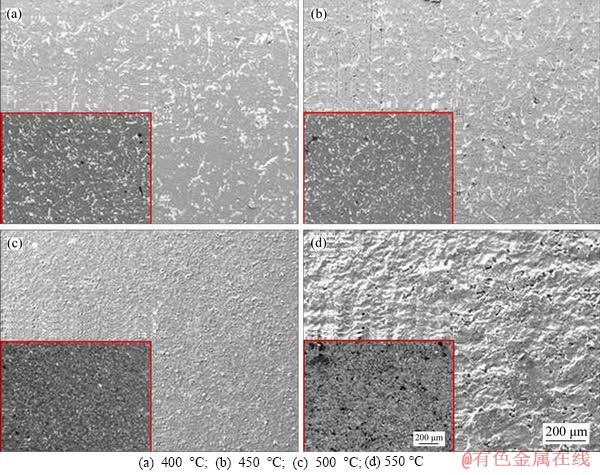
Figure 4 SEM images of Al-Si-Cu alloy after 2 h thermal exposure at different temperatures (main picture is secondary electron morphology and lower left corner is backscattering morphology):

Figure 5 High magnification SEM morphology (a�Cd) and EDS analysis (e, f) of Al-Si-Cu alloy after 2 h of thermal exposure at different temperatures:
The results in Figure 6 show that the phase of the alloy surface is composed of Al and Si, and the diffraction peak of the Al2O3 phase which is photographed in a large amount on the surface is not observed. The relative intensities of several typical diffraction peaks of the Si phase are basically stable, while the relative intensities of the 38.472��, 44.738��and 65.287��diffraction peaks of the matrix Al show significant fluctuations. Al2O3 has been generated during thermal exposure. Because the thermal expansion coefficients of Al2O3 and aluminum are quite different, it may cause plastic deformation of nearby Al, so the intensity of diffraction peaks at different positions has changed.
3.4 Cross-sectional morphology
Figure 7 shows the OM photographs of the alloy after thermal exposure. As seen, the sharp angle of the primary silicon phase is more rounded and the eutectic silicon phase changes from a long strip to a spherical shape compared with the original T6 alloy. The grain size of the silicon phase has no obvious difference as the temperature increases.
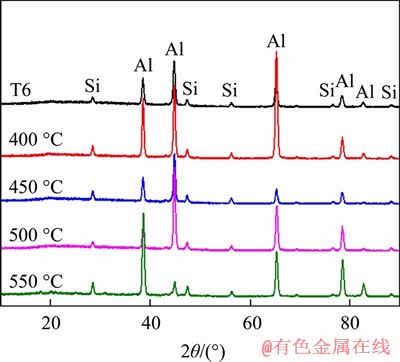
Figure 6 X-ray diffraction patterns of Al-Si-Cu alloy surface
Figure 8 shows the SEM morphology of the cross section of the alloy after thermal exposure, the roughness of the alloy surface (top profile in the figure) increases with the increase of temperature, and the surface roughness reaches the highest at 550 ��C, which is consistent with the evolution of the surface roughness of the alloy in Figure 3. The microstructure has no change at 400 and 450 ��C, and cracks occur in both the second phase and the matrix at 500 ��C. At 550 ��C, the silicon phase, the second phase and the matrix interface are severely cracked. The silicon phase forms an island in the matrix and there are a large number of holes and cracks around the Si phase. The matrix between the second phases partially falls off and a large number of holes are formed on the surface.
3.5 Evolution mechanism of surface roughness
The DSC curve analysis results of the alloy are shown in Figure 9. According to the metal solidification principle, the solid phase transformation and the Si phase melting of the piston aluminum alloy require heat absorption during the heating process. According to the endothermic peak, the melting temperature points of ��-Al2Cu, ��-Al3CuNi, T-Al9FeNi, primary silicon and eutectic silicon are 519, 538, 559, 566 and 581 ��C, respectively. In this paper, the focus is on the AlCuNi phase and the Si phase. It can be concluded that the AlCuNi phase melts between 500 and 550 ��C, and the Si phase also has the possibility of melting.
The main chemical reactions during thermal exposure are shown in Eqs. (3) and (4). The calculation results of the Gibbs free energy function under standard conditions are shown in Figure 10. It can be seen that the products of the two reactions are Al2O3 (three crystal structures) and SiO2. The Gibbs free energy increases with increasing temperature, while both are far below zero, so the reaction can proceed spontaneously. At the same time, the velocity of reactions are also controlled by the kinetic conditions.
4/3Al+O2��2/3Al2O3 (3)
Si+O2��SiO2 (4)
As discussed above, significant increase in roughness is due to the partial melting of the second phase and Si phase (Figure 5(d)) to form holes during thermal exposure at 550 ��C. Meanwhile, the silicon phase, the second phase and the matrix interface form cracks and holes (Figures 8(d) and (e)). Oxidation of the alloy surface is another important cause of the increase in roughness (Figures 5(c) and (d)). To sum up, the increase in surface roughness of the alloy after thermal exposure is due to phase transformation and oxidation.
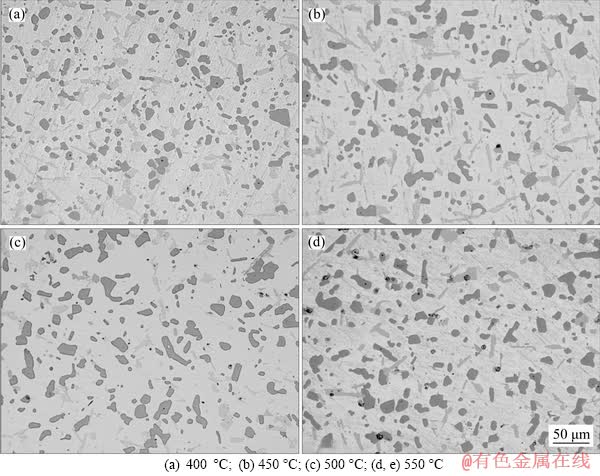
Figure 7 OM photographs of Al-Si-Cu alloy after 2 h of thermal exposure at different temperatures:
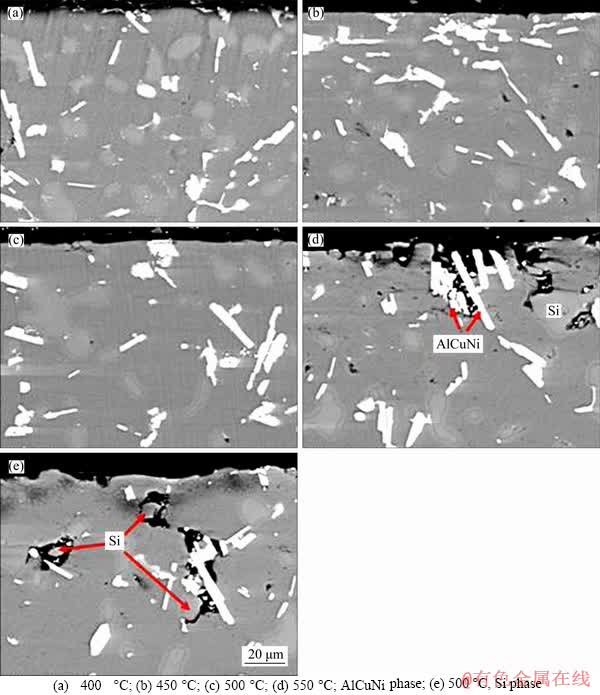
Figure 8 SEM images of cross section of Al-Si-Cu alloy after 2 h of thermal exposure at different temperatures:
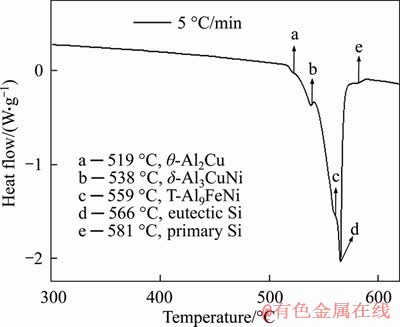
Figure 9 DSC curve of Al-Si-Cu alloy
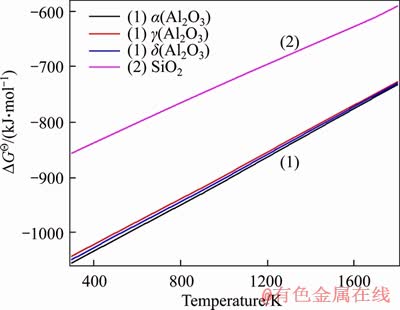
Figure 10 Gibbs free energy function in standard state of Eqs. (1) and (2) at different temperatures
4 Conclusions
1) The mechanism of surface roughness evolution of Al-Si-Cu piston alloy at high temperature was studied. The results show that the roughness of the alloy increases with the rise of thermal exposure temperature, and accelerated abruptly after 500 ��C.
2) Phase transformation and oxidation during thermal exposure greatly determine the evolution of the surface roughness of the alloy.
References
[1] CHEN Hao, HE Jing-jing, ZHONG Xiang-lin. Engine combustion and emission fuelled with natural gas: A review [J]. Journal of the Energy Institute, 2019, 92(4): 1123-1136. DOI: 10.1016/j.joei.2018.06.005.
[2] KARVOUNTZIS-KONTAKIOTIS A, VAFAMEHR H, CAIRNS A, PECKHAM M. Study on pollutants formation under knocking combustion conditions using an optical single cylinder SI research engine [J]. Energy, 2018, 158: 899-910. DOI: 10.1016/j.energy.2018.06.06.
[3] CHEN Xiao-hui, WANG Zhi-yong, PAN Shou-quan, PAN Hong-kun. Improvement of engine performance and emissions by biomass oil filter in diesel engine [J]. Fuel, 2019, 235: 603-609. DOI: 10.1016/j.fuel.2018.08.038.
[4] POMBERGER S, LEITNER M, STOSCHKA M. Evaluation of surface roughness parameters and their impact on fatigue strength of Al-Si cast material [J]. Materials Today: Proceedings, 2019, 12: 225-234. DOI: 10.1016/j.matpr. 2019.03.118.
[5] MARTIN V, VAZQUEZ J, NAVARRO C, DOMINGUEZ J. Effect of shot peening residual stresses and surface roughness on fretting fatigue strength of Al 7075-T651 [J]. Tribology International, 2020, 142: 106004. DOI: 10.1016/j.triboint.2019.106004.
[6] BAR-HEN M, ETSION I. Experimental study of the effect of coating thickness and substrate roughness on tool wear during turning [J]. Tribology International, 2017, 110: 341-347. DOI: 10.1016/j.triboint.2016.11.011.
[7] HU Han-hun, CAO Zhen, LIU Xing-guang, FENG Xing-guo, ZHENG Yu-gang, ZHANG Kai-feng, ZHOU Hui. Effects of substrate roughness on the vacuum tribological properties of duplex PEO/bonded-MoS2 coatings on Ti6Al4V [J]. Surface and Coatings Technology, 2018, 349: 593-601. DOI: 10.1016/j.surfcoat.2018.06.045.
[8] PEI Hai-qing, WEN Zhi-xun, LI Zhen-wei, ZHANG Ya-min, YUE Zhu-feng. Influence of surface roughness on the oxidation behavior of a Ni-4.0Cr-5.7Al single crystal superalloy [J]. Applied Surface Science, 2018, 440: 790- 803. DOI: 10.1016/j.apsusc.2018.01.226.
[9] SERAFIN D, NOWAK W J, WIERZBA B. The effect of surface preparation on high temperature oxidation of Ni, Cu and Ni-Cu alloy [J]. Applied Surface Science, 2019, 476: 442-451. DOI: 10.1016/j.apsusc.2019.01.122.
[10] KUMAR S, BAE G, LEE C H. Influence of substrate roughness on bonding mechanism in cold spray [J]. Surface and Coatings Technology, 2016, 304: 592-605. DOI: 10.1016/j.surfcoat.2016.07.082.
[11] XIAO Wei-wei, DENG Hua, ZOU Shu-liang, REN Yu-hong, TANG De-wen, LEI Ming, XIAO Chang-fei, ZHOU Xi, CHEN Yao. Effect of roughness of substrate and sputtering power on the properties of TiN coatings deposited by magnetron sputtering for ATF [J]. Journal of Nuclear Materials, 2018, 509: 542-549. DOI: 10.1016/j.jnucmat. 2018.07.011.
[12] CHENG Y Y, LEE C C. Simulation of molecular dynamics associated with surface roughness on an Al thin film [J]. Surface & Coatings Technology, 2008, 203: 918-921. DOI: 10.1016/j.surfcoat.2008.08.011.
[13] CESCHINI L, MORRI A, BALDUCCI E, CAVINA N, ROJO N, CALOGERO L, POGGIO L. Experimental observations of engine piston damage induced by knocking combustion [J]. Materials & Design, 2017, 114: 312-325. DOI: 10.1016/j.matdes.2016.11.015.
[14] TIAN Lu-sha, GUO Yong-chun, LI Jian-ping, WANG Jian-li, DUAN Hong-bo, XIA Feng, LIANG Min-xian. Elevated re-aging of a piston aluminium alloy and effect on the microstructure and mechanical properties [J]. Materials Science & Engineering A, 2018, 738: 375-379. DOI: 10.1016/j.msea.2018.09.078.
[15] KONECN R, NICOLETTO G, KUNZ L, RIVA E. The role of elevated temperature exposure on structural evolution and fatigue strength of eutectic AlSi12 alloys [J]. International Journal of Fatigue, 2016, 83: 24-35. DOI: 10.1016/ j.ijfatigue.2015.05.007.
[16] CESCHIN L, MORRI A, MORRI A, SABATINO M D. Effect of thermal exposure on the residual hardness and tensile properties of the EN AW-2618A piston alloy [J]. Materials Science & Engineering A, 2015, 639: 288-297. DOI: 10.1016/j.msea.2015.04.080.
(Edited by FANG Jing-hua)
���ĵ���
����Al-Si-Cu�����Ͻ����ȱ�¶�����б���ֲڶȵ��ݱ�
ժҪ����T6�ȴ������Al-Si-Cu�����Ͻ���400~550 ��C��ͬ�¶ȵĵ���¯���ȱ�¶2 h����������ֲڶ��ǣ������ɨ��羵�Լ�XRD�ȷ����ֶ��о��˺Ͻ����ȱ�¶�����б���ֲڶȺ�����֯�ṹ���ݱ���ɡ�ʵ�����������Ͻ�ı���ֲڶȺ����������ȱ�¶�¶ȵ����߶����ӣ����ȱ�¶�¶ȵ���500 ��Cʱ���������ʽ��������ȱ�¶�¶ȸ���500 ��Cʱ���������ʼ������ߡ��Ͻ����ֲڶȵ��ݱ����ȱ�¶�����кϽ����������������ء�
�ؼ��ʣ�����ֲڶȣ��ȱ�¶������ͭ�����Ͻ��۽ṹ������
Foundation item: Project(DLBF2018-KY-JS-066-J) supported by China North Engine Research Institute; Project(XAGDXJJ17008) supported by the Principal Fund of Xi��an Technological University, China; Projects(19JK0400, 19JK0402) supported by the Education Fund of Shaanxi Province, China
Received date: 2019-11-09; Accepted date: 2020-03-20
Corresponding author: LI Jian-ping, PhD, Professor; Tel: +86-29-83208080; E-mail: lijianpinglw@163.com; ORCID: 0000-0002- 5064-116X; LIU Lei, PhD, Lecturer, Tel: +86-29-86173324; E-mail: liuleiNIN@126.com; ORCID: 0000-0003- 3168-7303

