����ECAP�����Ʊ���ϸ����
���岩1, �Ծ���1, ��Ӣ��1, �� ��2, �¾���1
(1. ������ѧ ������ұ��ѧԺ, ���� 110006; 2. ������ѧ ��������, ���� 110006)
ժ Ҫ: ̽��һ��������ͨ���Ǽ�ѹ(ECAP)�¼���, ʵ���˴��������������������, �Ʊ������г�ϸ���ṹ�Ľ������ϡ� ��֯�����ܼ�����: ������ECAP����һ���κ�, �ھ����ڲ��γ���ֱ��Ϊ650~900nm���ڲ�������λ�����Ǿ�, �����ִ����ڲ��Դ��ڸ��ܶȵ�λ����, ����Ӳ�������87%; ����4��������ECAP���κ�, �Ǿ���δ��һ��ϸ��, ���Ǿ�������ƽֱ�� ����, ���Ǿ��ڲ�����δ��λ����֯, ����Ӳ�����Ҳ������; �봫ͳECAP���, ����ECAP�������ھ��нϸߵı������¶�, �ٽ��˾���λ���ķ�Ӧ����̬�ظ�����, �����γ���ƽֱ�������Ǿ��ṹ, ͬʱ����ÿ���α��ι��̵Ķ�̬�ظ�Ҳ������������ۻ�������, ʹ���������κ����֯�����ܱ仯��������
�ؼ���: Ǧ; ��ϸ��; ����; �Ǿ�; ������ͨ���Ǽ�ѹ ��ͼ�����: TG146.2
���ױ�ʶ��: A
Preparation of ultrafine grained aluminium by continuous equal channel angular pressing
CHEN Yan-bo1, ZHAO Jing-lei1, LI Ying-long1,SONG Dan2, WEN Jing-lin1
(1. School of Materials and Metallurgy, Northeastern University, Shenyang 110006, China;
2. Test center, Northeastern University, Shenyang 110006, China)
Abstract: A new continuous equal channel angular pressing (ECAP) technique was developed and successfully produced unlimited length of pure aluminum with ultrafine grain. After one ECAP deformation pass, profuse subgrains with the size of 650-900nm are formed, few dislocations can be found inside the subgrains, but high density dislocation networks still are observed in some grains, the hardness of material increases 87%. After four ECAP deformation passes, the sizes of subgrains change little, but the subgrain boundary becomes straight and thinner, the increment of hardness is insignificant. Compared with the traditional ECAP technology, much higher temperature in deformed zone during the continuous ECAP deformation accelerate the process of dynamic recovery, so many clear subgrains form even after one ECAP deformation pass, the microstructures and hardness change little with the increase of ECAP deformation passes.
Key words: aluminium; ultrafine grain; grain boundary; subgrain; continuous equal channel angular pressing
����������ϸ���������Ͼ���һϵ�г�����������߱�����Խ�����ͻ�е����, �������õ��˲��Ͽ�ѧ��Ĺ㷺��ע[1-3]�� �����Ա����ֶο�����Ч���Ʊ��ڲ���϶�� ���ӵĿ��峬ϸ������, ���кܺõĹ�ҵӦ��ǰ��, Ŀǰ����о���չ��Ϊ�㷺, ��Ҫ�е����� ѹ��Ťת�� ��ͨ���Ǽ�ѹ����ζ����[4-6]�� ���е�ͨ���Ǽ�ѹ(ECAP)��������й�ҵӦ��ǰ��, �����������20����80���, ������һ���α����жԽ���ʩ�Ӻܴ�ļ��б���, �ұ���ǰ����Ͻ�����״�������仯, ��˿��Է������ж�α����Ի�ó�ϸ����֯[5, 7]�� ����ECAP���������Ʊ��������϶�ij�ϸ����������, ���귢չ�ܿ�, �Ѿ��ɹ�Ӧ�����������Ͻ� þ�Ͻ� ͭ�� ﯺϽ� �Ѽ��ѺϽ�ȶ�����ɫ�������Ͻ���[8-13]��
Ȼ��, ��ͳ��ECAP��������һЩ����, Ϊ�˱�֤���ι�����ѹ�˲�����, ���ӹ����ϵij����ܵ�����, ���ֲ��ϳ��ȵ�����ʹECAP��������������, Ч�ʵ�, ������Ҫ�س����β�����ͷβ����, ��һ������������ɱ�, �谭��ECAP�����Ĺ�ҵӦ�á� �ܶ��о�������ѧ�߾����������������ϸ���������ϵĹ��պͼ�������һЩ�����̽��, ��Ӧ���ڱ�����߲ĵ��ظ�������ֱ����(RCS), ������ϸ������Ч�ʽϵ͵�ȱ��[6]�� ����ǿ�ƴ��ļ��з�(C2S2)Ҳ�õ��˹㷺��ע, Ӧ���ڳ�ϸ�������ĺͰ�ĵ��Ʊ�[14-15]�� Ӧ���ڴ�������ĵ���������ι��ձ������١� ����˹��Raab��[15]������һ��ECAP-Conform����, �ù��ս�ϴ�ͳECAP���պ�������ѹ����, ��Ħ����Ϊ������, ���������ϳ��ȵ�����, �ܹ������Ʊ����г�ϸ���ṹ�Ľ�������, ���кܺõĹ�ҵӦ��ǰ����
�������߲��ô���Ϊʵ�����, ����������ƺ�������豸����������ECAP��ѹ����ʵ��, ������̽��������ECAP�Ʊ���ϸ�����Ĺ�����������λ�����
1 ʵ��
ʵ����õĹ���ԭ����ͼ1��ʾ�� ��ͼ1�ɼ�, Բ���ε������ֱ��濪�з���, ģ�ߵı���Ϊ����, �����������, �γɿ�ǻ, ��ѹ���ϱ����ڿ�ǻ��, ��������תʱ, ���۵��ڱ��������ϱ�����Ħ�������������˶�, ͨ��ECAPģ��, ʵ��������ECAP��ѹ�� ʵ���豸��������ֱ��Ϊ300mm, �����ֱ��淽�۳ߴ�Ϊ10mm��10mm, ECAPģ�ߵĦ��Dz��ó����90�㡣

ͼ1 ����ECAPʵ���豸ʾ��ͼ
Fig.1 Schematic diagram of continuous ECAP facility
ʵ�����Ϊ��ҵ����1050�� ���Ϻ����ߴ�Ϊ10mm��10mm, ����Ϊ2~3m, ��ѹǰ����345��, 4h���˻�, �Ի����ȫ�ٽᾧ��֯�� ����ECAP�����ڳ����½���, ���η�ʽ���ó��õ�BC��ѹ·��, ��ÿ���μ�����������˳ʱ����ת90�㡣 �����˼�ѹ1~4��������4�����漰��������Ӳ��, ά��Ӳ����450SVD��ά��Ӳ�����Ͻ���, �غ�49N, ����ʱ��Ϊ15s, ÿ��״̬ȡ5��ƽ��ֵ�� ��Tecnai G220�����������(TEM)�Ϲ۲�λ����̬���Ǿ���ò, ������ѹΪ200kV�� ����TEM�۲����������е������50��m��, ����˫�����, ���ҺΪ30%����״���Һ, �¶�Ϊ-30�档
2 ���������
ͼ2��ʾΪ����ECAP����һ���κ��TEM��, TEM�������洹ֱ�ڼ�ѹ���ߡ� ��ͼ2�п��Կ���, �����ڲ����ձ��γ���������λ����״�ṹ, ���������λ���ѻ���һ���γ�λ��ǽ, �����ڲ������۲첻��λ��, λ��������״�ܲ�����, ��Ȼ���Կ��������ı�����֯�ļ���(ͼ2(a)��(b)), �ڰ�״�ṹ�ڿ�����ع۲쵽λ�����˶�(ͼ2(b)); �ھֲ������ڲ��ɿ����������ĵ����Ǿ�(ͼ2(c)), ��Щλ�������Ǿ��ߴ�Ϊ0.65~0.9��m�� �Կ��Թ۲쵽��֯�д���һЩ�ߴ���Խϴ���Ǿ�(>1.5��m), �����ڲ����ڸ��ܶȵ�λ������ṹ(ͼ2(d))�� ��ͼ2(a)�е�SAD��ɿ���, ��������ŶȲ���, ���Ǿ���С�ǶȾ���Ϊ����
ͨ�����Ϲ۲���Կ���, ������ECAP���κ�, ���ҵļ��б�������֯�ڲ������ܴ��Ӧ��, ��ʹ���ɴ������ܶȲ����λ���� ���ű��εļ���, ��Щ��������λ����Ӧ���������˶���������Ӧ, ���ھ����ڲ��γ��˰�״�ṹ, ���־����ڲ�λ����Ӧ��Ϊ��ȫ, �γ����Ǿ���
ͼ3��ʾΪ����ECAP����һ���κ����������TEM�� ͼ3(a)��ʾΪ�����洦����֯, ��

ͼ2 ����ECAP����һ���κ����������TEM��
Fig.2 TEM images of transverse microstructures after one pass of continuous ECAP deformation

ͼ3 ����ECAP����һ���κ�����������TEM��
Fig.3 TEM images of longitudinal microstructures after one pass of continuous ECAP deformation
���������ڲ��ձ���ڽ�������ϸС���Ǿ�, ���Ǿ��紦�ѻ��˴�����λ��, ���ھ����ڲ�û�й۲쵽λ��������ڡ� ��������������ת���й�����, �������ֲ��ڱ��������������ھ��ҵ�Ħ������, ʹ��������Ľ��������˱��ڲ����������Ӧ��, �ϴ������ʹ���洦��λ����Ӧ���ڲ�������ȫ, ���������˾����ڲ���λ������ ͼ3(b)��ʾΪ�IJ���֯�� ��ͼ3(b)�пɿ���, �����IJ�����֯�������Ǿ�Ϊ��, �������ͱ�����֯��ͬ����, �������ڱȽ����Ե�ȡ���Ժ���������, ����ȡ������뼷ѹ���߳�45��ǡ� ��Ҳ˵�����ڼ�ѹ���յ�Ӱ��, ���ϵı�����ڲ�������֯����������
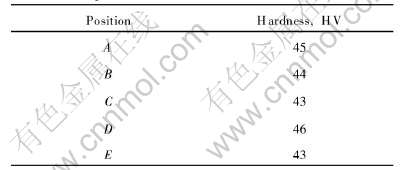
��1����Ϊʵ����Ͼ���һ��������ECAP���κ��ά��Ӳ��, ����A�� B�� C��DΪƽ���ڼ�ѹ���ߵ�λ��, EΪ��ֱ�ڼ�ѹ���ߵĺ����������� ������ECAP������, ����Ӳ��������Ӳ�Ȼ�����ͬ, ��TEM��֯�۲�Ҳ�ɿ���, ��Ȼ������֯�ͺ������֯�ֲ�����һЩ����, ���������Գߴ�С��1��m���Ǿ�Ϊ����
��1 ����ECAP����һ���κ���������������Ӳ��
Table 1 Hardness of surface and transverse after one pass of continuous ECAP deformation
ͼ4��ʾΪ����ECAP���ζ����κ�����������TEM�� ��ͼ4�ɿ���, ���һ�������, �����е��ǽṹ��չ��Ϊ����, �����Ե�����Ǿ�Ϊ��, �Ǿ��ߴ���0.8��m����, ��û�н�һ��ϸ��, ���ھ����ڲ���ȫ�۲첻��λ������ṹ�������ľ����ȱ�����֯�ĺۼ��� ��˵�����ż���Ӧ����������, �����ڲ���λ��������Ӧ, ���������μ�ѹ��, �Ѿ��ھ����ڲ��γ��˴����������Ǿ���

ͼ4 �����α��κ����TEM��
Fig.4 TEM image of two pass continuous ECAP materials
ͼ5��ʾΪ����ECAP���ζ����κ�������������IJ�λ��TEM�� ��ͼ5�ɿ���, ƽ������沿λ����֯�Ե��ᾧΪ��(ͼ5(a)), ��ƽ�������IJ�λ�Կɹ۲쵽����һ��ȡ���Ե���������, ���뼷ѹ���߳�45��(ͼ5(b))�� �������ľ����ڲ�, ��Ȼ���ձ���ڵ��Ǿ��ṹ, �뼷ѹһ���β�ͬ, ��ʱ���Ǿ����Ѿ����ƽֱ�� ��ϸ(ͼ5(c))��

ͼ5 ����ECAP���ζ����κ�����TEM��
Fig.5 TEM images of longitudinal microstructures after two pass of continuous ECAP deformation
ͼ6��ʾΪ����ECAP����4���κ��TEM�� ��ͼ6�ɿ���, ����4���μ�ѹ��, ������û�н�һ��ϸ��, ��SAD����Կ���, �뼷ѹһ�������, ������Ĵ��ŶȲ�û�н�һ������, ��Ȼά���뼷ѹһ���κ���൱ˮƽ(ͼ6(a)), ��С�ǶȾ�����Ǿ�Ϊ���� �볣��ECAP���յĽ����ͬ�� ���ھ���4���μ�ѹ��, �������ڲ���Ȼ��һ������λ������(ͼ6(b))��
ͼ7��ʾΪ����ECAP���β�ͬ���κ�, ������������Ӳ�ȵı仯�� ��ͼ7���Կ���, ����ECAP����ʹ��������Ӳ�ȱȱ���ǰ���������, �����ż�ѹ���ε�����, ��������Ӳ����߷��Ȳ���

ͼ6 ����ECAP�����ĵ��κ������TEM��
Fig.6 TEM images of transverse microstructures after four passes of continuous ECAP deformation

ͼ7 ��ͬ��ѹ���κ����Ӳ��
Fig.7 Hardness of different pressing number
������ʵ�������Կ���, �볣��ECAP��������, ����ECAP���տ�����Чϸ�������ľ���, ����һ���μӹ���, �����ڲ��ձ��γ��˳ߴ�Ϊ650~900nm���ǽṹ, �ھ�����Ǿ��紦���ڴ���λ���ѻ�; ������������ߴ羧��(>1.5��m)�ڲ��Դ��ڸ��ܶȵ�λ������ �������������в�ͬ, ��������������, ͬʱ�뼷ѹ���߳�45���, ���������е�������һ�µ�[16]�� ����[10]��[16]�Ľ������, һ��ECAP������, ����һ���α�����֯�д��������ڲ��������ܶȽϸߵ�λ����֯, ��������ECAP������, �����Ǻ�����������, �Ǿ��ڲ�λ������������, ֻ���������ϴ�ߴ�ľ����вŴ��ڸ��ܶȵ�λ������ ������ԭ��, ����������ECAP������, ������Ħ���������½��������, �ܵ�Ħ������������, ��˲����ϴ�����, ��ʵ����õļ�ѹ�ٶ�Ϊ40mm/s, �����������в��õļ�ѹ�ٶ�, ���±�������������������, ��Щ��ʹ���յı����¶Ƚϸ�, ʵ����ʵ�ʲ�õĴ�������������¶�Ϊ500K, �ϸߵ��¶ȷdz�������λ�����˶��뷴Ӧ, ����ٽ��˴�����̬�ظ����̵ķ���, ������������, �ڼ�ѹһ����ʱ, ���Ѿ��γ��˴������ڲ�������λ�����Ǿ��ṹ, ��ֻ�����������ڲ�������ܶ�λ�����ṹ��
�ڱ���2�� 3����ʱ, ����Ӧ�������, ������δ��һ��ϸ��, ���������ڲ����ڸ��ܶ�λ�����ṹ�Ĵ�����ʧ, ֱ����ѹ4����, ��������֯��ȻΪֱ��Ϊ650~900nm���Ǿ��ṹ, ����һ�������, �Ǿ�������ƽֱ�� ����, �Ǿ��ڻ���û��λ�����ڡ� ����Ȼû���γ��Դ�����Ǿ���Ϊ����ϸ����֯, ���ͼ2(a)��6(a)�е�SADͼ����Կ����� ������������ECAP���ձ����¶Ƚϸ�, ���ڶ�̬�ظ����̵Ľ���, ����ÿ���α��ζ������˽ϴ�̶ȵĶ�̬�ظ�, �������ھ����ڲ�λ����Ӧ�����ǽṹ, ͬʱҲ��λ����Ӧ�ͷ��˴־����ڵ�����, ���ʹ����μ�ѹʱ, ��һ����Ӧ���һ������λ���ܶȺ�������Խϵ͵�ˮƽ��ʼ, ������ű��ε��ε�����, ��û���ۻ��㹻�������γɴ�����Ǿ���, �ڱ���4���κ�, ������Ȼ���Ǿ���С�ǶȾ���Ϊ��, Ϊ���γɴ�Ǿ���Ϊ������֯, Ӧ�跨���ͱ������¶ȡ�
3 ����
1) ����ECAP���տ�����Ч����ϸ������������֯, �Ʊ����������Ƶ�ϸ���������ġ�
2) ����ECAP���ռ�ѹ�IJ��ϴ��ڱ�����ڲ���֯�IJ���������, ��������������Ӱ�졣
3) �볣��ECAP���, ����ECAP���ձ���һ����ʱ�Ϳ����γɴ������Ǿ���֯, ͬʱֻ�ڲ��ִ����ڲ����ڸ��ܶ�λ������
4) ����һ�����Ժ�, ����Ӧ�������, ��֯�����ܵı仯��������, �������ڽϸߵı������¶ȴٽ��˽����Ķ�̬�ظ�����, �ͷ���������
REFERENCES
[1]Chen M W, Ma E, Hemker K J, et al. Deformation twinning in nanocrystalline aluminum[J]. Science, 2003, 300(5): 1275-1277.
[2]Champion Y, Langlois C, Guerin-Mailly S, et al. Near-perfect elastoplasticity in pure nanocrystalline copper[J]. Science, 2003, 300(2): 310-311.
[3]Kumar K S, Swygenhoven H V, Suresh S. Mechanical behavior of nanocrystalline metals and alloys[J]. Acta Mater, 2003, 51(19): 5743-5774.
[4]Valiev R Z, Islamgaliev R K, Alexandrov I V. Bulk nanostructured materials from severe plastic deformation[J]. Progress in Materials Science, 2000, 45(2): 103-189.
[5]��ӽ, ��־��, �ܿƳ�, ��. �����Ⱦ��Ǽ�����(��)��������֯�ݻ�[J]. �й���ɫ����ѧ��, 2003, 13(1) : 21-26.
LIU Yong, TANG Zhi-hong, ZHOU Ke-chao, et al. Equal channel angular pressing process(ECAP) of pure Al(��)��microstructure evolution[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(1) : 21-26.
[6]Huang J Y, Zhu Y T, Jiang H, et al. Microstructures and dislocation configurations in nanostructured Cu processed by repetitive corrugation and straightening[J]. Acta Mater, 2001, 49(9): 1497-1505.
[7]���Ϻ�, ��ȫ��. �Ⱦ�����ѹ���ξ��ȳ̶ȵ�����Ԫ����[J]. �й���ɫ����ѧ��, 2001, 11(S2): 230-233.
HAO Nan-hai, WANG Quan-cong. Finite element analysis of deformation uniformity of equal cross section lateral extrusion[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(S2): 230-233.
[8]������, ��ݶ, �Ź���, ��. 6061���Ͻ�ECAP���κ��˻���֯�ȶ��Ժ�֯���仯[J].�й���ɫ����ѧ��, 2005, 15(4): 519-523.
QIN Ji-ning, ZHANG Di, ZHANG Guo-ding, et al. Microstructure and texture Change in equal channel angular pressed 6061 aluminum sheet by static annealing[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(4): 519-523.
[9]Gubicza J, Balogh L, Hellmig R J, et al. Dislocation structure and crystallite size in severely deformed copper by X-ray peak profile analysis[J]. Mater Sci Eng A, 2005, A400-401: 334-338.
[10]Iwahashi Y, Horita Z, Nemoto M, et al. An investigation of microstructural evolution during equal-channel angular pressing[J]. Acta Mater, 1997, 45(11): 4733-4741.
[11]Matsubara K, Miyahara Y, Horita Z, et al. Developing superplasticity in a magnesium alloy through a combination of extrusion and ECAP[J]. Acta Mater, 2003, 51(11): 3073-3084.
[12]Shin D H, Kim I, Kim J, et al. Microstructure development during equal-channel angular pressing of titanium[J]. Acta Mater, 2003, 51(4): 983-996.
[13]Zhilyaev A P, Kim B K, Szpunar J A, et al. The microstructural characteristics of ultrafine-grained nickel[J]. Mater Sci Eng A, 2005, A391(2): 377-389.
[14]Lee J C, Seok H K, Suh J Y. Microstructural evolutions of the Al strip prepared by cold rolling and continuous equal channel angular pressing[J]. Acta Mater, 2002, 50(16): 4005-4019.
[15]Raab G J, Valiev R Z, Lowe T C, et al. Continuous processing of ultrafine grained Al by ECAP-Conform[J]. Mater Sci Eng A, 2004, A382: 30-34.
[16]Iwahashi Y, Horita Z, Nemoto M, et al. The process of grain refinement in equal-channel angular pressing[J]. Acta Mater, 1998, 46(9): 3317-3331.
(�༭����)
������Ŀ: ����ʡ��Ȼ��ѧ����������Ŀ(20042014)
�ո�����: 2006-06-28; ������: 2006-10-08
ͨѶ����: ���岩; �绰: 024-83686459; E-mail: chenyb@smm.neu.edu.cn

