
Microstructure and properties of hot extruded AZ31-0.25%Sb Mg-alloy
TIAN Su-gui(���ع�)1, WANG Ling(�� ��)1, K. Y. SHON 2, K. H. KIM 2
1. School of Materials Sciences and Engineering, Shenyang University of Technology, Shenyang 110023, China;
2. Materials Engineering Department, Korea Institute of Machinery and Materials, Changwon 641-010, Korea
Received 12 June 2008; accepted 5 September 2008
Abstract: The effects of hot extrusion treatment on the microstructure and mechanical properties of AZ31-0.25%Sb Mg alloy were investigated by means of mechanical properties measurement and microstructure observation. The results show that the microstructure of AZ31-0.25%Sb Mg alloys consists of a-Mg matrix, Mg17Al12 and Mg3Sb2 phases. The ultimate tensile strength (UTS) and yield tensile strength(YTS) of the alloy are obviously enhanced by hot extrusion treatment, and the enhanced extent of UTS and YTS increases with the decrease of hot extrusion temperature, moreover, the YTS value of the alloy at RT, after extruded at 220 ��, increases up to 131.4%, which attributes to the finer grains resulted from the dynamic recrystallization occurred during hot extrusion. As hot extrusion goes on, the slipping and concentration of dislocations continue to occur within the finer grains, which promotes the formation of the subgrains in the alloy. The deformation features of the extruded alloy during tensile deformation at RT are the twinning deformation and dislocation slipping in the twinning regions. Moreover, the deformation mechanisms of the alloy are a dislocation activation on the basal plane and a+c dislocation activation on the pyramidal planes.
Key words: Mg alloy; hot extrusion treatment; microstructure; mechanical properties; deformation features
1 Introduction
Magnesium and its alloy, due to their lower density, have a higher specific strength and stiffness than other engineering materials such as aluminum and steel. Mg alloys acting as an important engineering material are emerging as potentially good candidates for numerous applications especially in automobile industry[1-3]. Some of the references report that the mechanical properties of Mg alloys may be improved by adding the trace elements[4-6], for example, the addition of Y and La to AM50 alloy may modify the microstructure of magnesium ingot, so that the mechanical properties of alloys increase both at ambient and elevated temperatures due to the stable rare earth compound formed at grain boundary[7]. The addition of Sn and Bi also has the effect of improvement on the mechanical properties of Mg alloys[8-10]. Though the addition of trace antimony (Sb) element can enhance the ultimate tensile strength (UTS) of AZ91 and AZ31 alloys at room temperature [11-12], they still display a poor deforming ability due to its HCP structure, so their application is limited. The grains size of Mg alloys may be refined by means of hot extrusion treatment, which may improve the mechanical properties and the deformation ability of them[13-14]. The grain size of the alloys is minished with the decrease of the extruded temperature[8, 15], and the strength (UTS) and the yield tensile strength(YTS) of alloys increase with the extruded ratio[9-10,16-17]. However, the deforming features during hot extrusion and the strengthening mechanism of the alloys are still unclear.
In this work, the influence of hot extrusion on the microstructure and mechanical properties of AZ31- 0.25%Sb alloy is investigated, and the deforming features during hot extrusion and tensile test are briefly discussed.
2 Experimental
AZ31-0.25%Sb Mg alloy was prepared in a mild steel crucible placed in a resistance furnace under an atmosphere of mixture of SF6 and CO2. The alloy was melted at 720 �� and held for 20 min, then mold cast into a block with size of 273 mm��200 mm��35 mm. Parts of the billets were solution treated at 420 �� for 12 h, then aged for 16 h at 180 ��.
After being T4 treated and machined into the block of 35 mm in diameter, AZ31-0.25%Sb alloy was extruded into the bars of 13 mm in diameter under the extruding speed of 70 mm/min at 220, 320 and 420 ��, respectively. After the parts of the extruded AZ31-0.25%Sb alloy were aged for 16 h at 180 ��, the alloys with T4, extruded and aged states were machined into cylindrical specimens with cross-section of 6 mm in diameter and 25 mm in gauge length according to ASTMB557M for mechanical properties test. The ultimate tensile strength(UTS) of the alloy with different states was measured at room temperature (RT), 150 �� and 200 ��, respectively, using a CSS-55100 tensile testing machine, with an initial strain rate of 1��10-2 s-1. In order to investigate the influence of the microstructure on the mechanical properties, the microstructure of the extruded AZ31-0.25%Sb alloy at different states was observed by OM, SEM and TEM.
3 Results and analysis
3.1 Influence of hot extrusion on microstructure of AZ31-0.25%Sb alloy
The microstructure of as-cast and extruded AZ31-0.25%Sb alloy consists of ��-Mg matrix and the dispersively distributed particles as shown in Fig.1. The grain size of as-cast alloy is between 80-120 ��m, and the size of the particles is 4-6 ��m. The needle-like and particles-like phases in the alloy are identified as Mg3Sb2 and Mg17Al12 phases, respectively, by means of XRD and SEM/EDS mapping analysis (XRD analysis and pictures omitted).
After the alloy is extruded at 320 ��, the finer size of the grains formed during hot extrusion are measured to be 5-10 ��m as shown in Fig.1(b), illustrating that the grain size of the alloy is obviously refined due to the occurrence of the dynamic recrystallization during hot extrusion. Therefore, it may be deduced that the dynamic recrystallization occurred during hot extrusion may refine the grain sizes of alloy.
After the extruded AZ31-0.25%Sb alloy being aged for 16 h at 180 ��, some of the finer particles precipitated in ��-Mg matrix as shown in Fig.2. Though the Mg3Sb2 particles have a higher melting point so as to not be dissolved during solution treatment, the bigger particles may be broken into the finer one in size by means of hot extrusion treatment. The bigger particles, originated from the broken ones during extrusion, are distinguished as Mg3Sb2 phase as marked with white arrow in Fig.2. Compared with Fig.1(a), the size of Mg3Sb2 phase is obviously minished. In particular, the finer Mg17Al12 phase of about 200 nm in size dispersedly precipitated in the matrix, as marked with black arrow in
Fig.2, which may improve the mechanical properties of the alloy.

Fig.1 Microstructures of as-cast and extruded AZ31-0.25%Sb alloy: (a) As-cast AZ31-0.25%Sb alloy; (b) Finer grains after being extruded at 320 ��

Fig.2 Microstructure of AZ31-0.25%Sb alloy after being extruded at 320 �� and aged at 180 �� for 16 h (Mg3Sb2-phase with bigger size marked by white arrow, finer Mg17Al12-phase precipitated dispersedly in matrix marked by black arrow)
3.2 Substructure formed during hot extrusion
TEM morphology of AZ31-0.25%Sb alloy after extruded at 420 �� is shown in Fig.3. It is shown that the microstructure of the alloy consists of the dislocation tangles and finer subgrains. The block of the alloy with 35 mm in diameter is extruded into the bar with 13 mm in diameter by means of hot extrusion, which results in the occurrence of microstructure change. Significant amount of dislocations produced during hot extruding deformation are concentrated into the substructure of the dislocation cells as marked in region A in Fig.3(a). The lower density of the dislocations appears in region A, and the cells formed from concentrated dislocation are displayed in down parts in the region A. The bigger density of dislocations exists in the region B, but a few dislocation appears in region C. If region C is regarded to be a subgrain, the subgrain boundary is thought to be resulting from the concentration of dislocation tangles. Therefore, it may be deduced that the cell walls near region A may be concentrated to form the subgrain boundaries, in the further the cells may transform into the subgrains. And the finer Mg17Al12 phase dispersely precipitated within the grain during extruding and cooling as marked by arrow in Fig.3(a).
Due to the difference of the cooling conditions in different regions of the extruded bar, a bigger cooling rate occurs in the region near the subface, which results in no or a few concentrated dislocation, and then the morphology of the dislocation walls as shown in Fig.3(a). But in the centre region of the extruded bar, the dislocation tangles may concentrate, and transform into the subgrains structure, by means of thermal activation, as shown in Fig.3(b). A few of dislocations appear in some subgrains, and the denser dislocations still exist in other subgrains as shown in regions D and E in Fig.3(b). It may be understood by comparing Fig.3(a) with Fig.3(b) that the dislocation cells and subgrains possess a close size about 1-2 ��m, which indicates that the subgrains boundaries originate from the evolution of dislocations cells, and the size of the subgrains is smaller than the equilibrium grain size as shown in Fig.2.
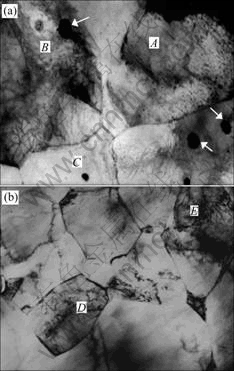
Fig.3 Microstructures of AZ31-0.25%Sb alloy after being extruded at 420 ��: (a) Cells originated from concentration of denser dislocations as marked with letters A and B, finer Mg17Al12 phase precipitated in matrix marked with arrows; (b) Finer subgrains formed from dislocation cells evolution, and denser dislocations existed still in subgrains D and E
3.3 Influence of hot extrusion on mechanical properties
The ultimate tensile strengths (UTS) of AZ31- 0.25%Sb alloy at different states are shown in Fig.4(a). It is indicated that UTS of the T6 treated alloy is measured to be 265 MPa at RT, and enhanced to 284 MPa after being extruded at 420 ��, and further enhanced to 297 MPa after extruded at 220 ��. Namely, the UTS of the alloy increases with the decrease of the extruded temperature. Especially, under the tensile conditions of 150 ��, the UTS of the T6 treated alloy is measured to be 202 MPa, and enhanced to 262 MPa after extruded at 220 ��, the enhanced extent is up to 30%.
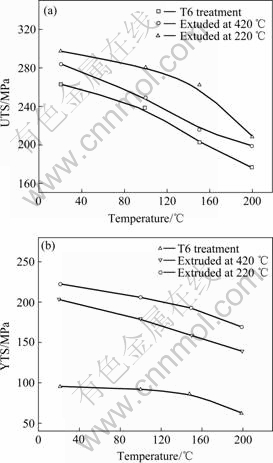
Fig.4 Influences of hot extrusion on mechanical properties of AZ31-0.25%Sb alloy: (a) UTS; (b) YTS
The yield tensile strengths(YTS) of the alloy at different states are shown in Fig.4(b). It is indicated that the YTS measured is about 96 MPa for the T6 treated alloy at RT, enhanced to 208.6 MPa after extruded at 420 ��, and further enhanced to 222.1 MPa after extruded at 220 ��. Compared with T6 treated alloy, the extent of YTS enhanced for the alloy is up to 131.4%, the YTS of the alloy is enhanced to 196 MPa at tensile condition of 150 ��, the enhancing extent is up to 171.9%. This indicates that the extruded alloy displays a better ability of the yield resistant at high temperature of 150 ��.
3.4 Deformation features of extruded alloy at RT
Under the tensile rate of 0.01 mm/s, the dislocation configurations of AZ31-0.25%Sb alloy, after extruded at 220 �� and tensioned up to fracture at RT is shown in Fig.5. It is illustrated that the deformed features of the extruded alloy during instantaneous tension are dislocation slipping and twinning, thereinto, the regions of the deformed twinning is marked with letter A and D. Dislocation tangles exist still in the region A, and no dislocation is detected in twinning region D, the regions with double orientation slipping feature is marked with B and C.
Contrast analysis of the dislocation configuration in the deformed alloy indicates that dislocations in the twinning A are visible in  and
and  conditions, as shown in Fig.5(a), (b). And dislocations in the twinning A are out of contrast in
conditions, as shown in Fig.5(a), (b). And dislocations in the twinning A are out of contrast in  as shown in Fig.5(c). Therefore, it may be determined according to the
as shown in Fig.5(c). Therefore, it may be determined according to the invisibility criterion that the Burgers vector of the dislocations in the twinning A is distinguished as
invisibility criterion that the Burgers vector of the dislocations in the twinning A is distinguished as  , namely, the configuration in the twinning A is a+c dislocation activation in
, namely, the configuration in the twinning A is a+c dislocation activation in pyramidal planes. The dislocation B is visible when the operation reflections are and
pyramidal planes. The dislocation B is visible when the operation reflections are and  as shown in Figs.5(b) and (c), but the dislocation B is out of contrast in
as shown in Figs.5(b) and (c), but the dislocation B is out of contrast in  Therefore, the dislocation B is distinguished as the one activated in (0002) base plane.
Therefore, the dislocation B is distinguished as the one activated in (0002) base plane.
4 Conclusions
1) The microstructure of AZ31-0.25%Sb alloy consists of a-Mg matrix, Mg17Al12 and Mg3Sb2 phases. After solution and aging treatment, the finer Mg17Al12 phase dispersedly precipitates in the matrix of alloy.
2) Ultimate tensile strength(UTS) and yield tensile strength(YTS) of AZ31-0.25%Sb alloy may be obviously improved by hot extrusion treatment, and the enhanced extent of the strengths increases with the decrease of the extruded temperature. After extruded at 220 ��, the YTS of the alloy at RT enhances from 76 MPa to 222.1 MPa, and YTS of the alloy at 150 �� is still up to 194.7 MPa.
3) The deformed features of AZ31-0.25%Sb alloy during hot extrusion are twinning and dislocations slipping, and the finer grains in alloy form from the dynamic recrystallization occurred during extrusion. The concentration of dislocation tangles may continuously occur to form the subgrain structure as hot extrusion goes on.
4) The deformed features of the extruded alloy during tensile test is twinning and dislocations slipping within the twinning, moreover, the main deformed mechanism of the alloy is that a dislocation slipping is activated on the base planes and a+c dislocation slipping is activated on the pyramidal planes.

Fig.5 Dislocation configurations morphologies of AZ31-0.25%Sb alloy, after extruded at 220 ��, tensioned up to fracture at RT, twinning regions marked with letters A and D, dual orientations slipping regions of dislocations marked with letters B and C: (a) At  ; (b) At
; (b) At  ; (c) At
; (c) At 
References
[1] MORDIKE B L, EBER T. Magnesium properties��applications�� potential [J]. Material Science and Engineering A, 2001, A302: 37-45.
[2] MORDIKE B L. Creep resistant magnesium alloys [J]. Materials Science and Engineering A, 2002, 324: 103-112
[3] HENRY H, ALFRED Y, NAIYI L, JOHN E A. Potential magnesium alloys for high temperature die cast automotive applications: A review [J]. Materials and Manufacturing Processes, 2003, 18(5): 687-717.
[4] XIAO Yang, ZHANG Xin-ming, CHEN Bu-xiang, DENG Zhen-zhen. Mechanical properties of Mg-9Gd-4Y-0.6Zr alloy [J]. Trans Nonferrous Met Soc China, 2006, 16(s): s1669-s1672.
[5] TIAN S G, SOHN K Y, CHO H G, KIM K H. Microstructures and creep properties of AM50-Sb-Gd alloys [J]. Materials Science Forum, 2005, 488/489: 749-752.
[6] YI Dan-qing, WANG Bin, FANG Xi-ya, YAO Su-juan, ZHOU Ling-ling, LUO Wen-hai. Effect of rare earth elements Y and Ce on microstructure and mechanical properties of ZK60 alloy[J]. Materials Science Forum, 2005, 488/489: 103-106.
[7] HUANG Xiao-feng, WANG Qu-dong, Zeng Xiao-qin. Influence of rare earth on mechanical properties and high temperature creep properties of AM50 magnesium alloy [J]. Journal of the Chinese Rare Earth Society, 2004, 22(4): 493-496. (in Chinese)
[8] YUAN Guang-yin, SUN Yang-san, ZHANG Wei-min. Effect of bismuth on the microstructure and mechanical properties of cast magnesium alloys [J]. Foundry, 1998(5): 5-7. (in Chinese)
[9] SUN Yang-san, WANG Zhong-kun, YUAN Guang-yin. Effect of Sn addition on microstructure and mechanical properties of magnesium alloys [J]. Trans Nonferrous Met Soc China, 1999, 9(1): 55-60.
[10] ZHAO Yun-hu, WANG Qu-dong, DING Wen-jiang. Effect of Be on the microstructure of cast Mg alloy [J]. Special Casting and Nonferrous Alloys, 2000(3): 10-13. (in Chinese)
[11] YUAN Guang-yin, SUN Yang-san, Ding Wen-jiang. Effects of Sb addition on the microstructure and mechanical properties of AZ91 magnesium alloy [J]. Scripta Mater, 2000, 43: 1009-1013
[12] TIAN S G, SOHN K Y, KIMK Y H. Mechanical properties and deformation features of AZ31-Sb alloys [J]. Materials Science Forum, 2005, 488/489: 771-774.
[13] ZHENG Ming-yi, QIAO Xiao-guang, XU Shi-wei, GAN Wei-min. Effects of hot extrusion on microstructure and mechanical properties of quasicrystal-refined Mg-Zn-Y alloy [J]. Transactions of Nonferrous Metals Society of China, 2005, 15(4): 715-721.
[14] KIM W J, AN C W, KIM Y S, HONG S I. Mechanical properties and microstructure of an AZ61 alloy produced by equal channel angular pressing [J]. Scripta Materialia, 2002, 47: 39-44.
[15] WANG Xiao-min, YU Yang, LIANG Shu-Jin, WANG Er-de. The Effects of extrusion deformation on grain size and properties of AZ31 magnesium alloy [J]. Materials Science and Technology, 2005, 13(6): 567-569.
[16] ZHANG Zhi-yuan, CHENG Xian-ming, WANG Yue, ZHANG Yan, CHEN Li-jia, LIU Zheng. Influence of extrusion ratio on microstructure and tensile propeties of AZ91 magnesium alloy [J]. Journal of Shenyang University of Technology, 2006, 28(5): 495-500.
[17] WANG Qu-dong, CHEN Yong-jun, PENG Jian-guo. Microstructure and mechanical properties of AM50+xTi magnesium alloys extruded from as-cast and solution treatment conditions [J]. Material Science Forum, 2005, 488/489: 629-632.
(Edited by CHEN Ai-hua)
Foundation item: Project(200220331) supported by the Natural Science Foundation of Liaoning Province, China
Corresponding author: TIAN Su-gui; Tel: +86-24-25494089; E-mail: tiansugui2003@163.com

