网络首发时间: 2016-07-13 16:58
稀有金属 2017,41(03),290-296 DOI:10.13373/j.cnki.cjrm.XY15040202
超声C扫描无损检测在变形加工W/Al复合材料微观组织结构分析中的应用研究
张延微 毛昌辉 杨剑 梁秋实 马书旺 刘坤
北京有色金属研究总院先进电子材料研究所
摘 要:
采用热等静压加工工艺制备了W/Al复合材料, 采用超声C扫描 (UTC-Scanning) 无损检测技术和扫描电镜 (SEM) 研究了热等静压态材料与经过挤压、锻造变形加工工艺后的复合材料的微观组织结构。首先, 利用C扫描对材料内部存在的偏聚组织进行定位, 然后利用SEM对样品进行解剖观察分析。二者的实验结果表明, C扫描技术能够实现对W/Al复合材料内部偏聚组织的精确定位。研究表明热等静压态材料组织结构整体上较为均匀, 但会在局部有主要成分为基体合金2024 Al的团簇状偏聚组织存在;挤压变形加工有利于均匀化W/Al复合材料, 减少团簇状偏聚组织, 但在材料内部出现沿挤压方向分布的条带状组织结构;锻造加工能够基本上消除材料中存在的团簇状偏聚组织结构, 并减小条带状组织的宽度, 使W/Al复合材料的组织结构更加均匀。
关键词:
W/Al复合材料 ;热等静压 ;变形加工 ;微观组织结构 ;无损检测 ;
中图分类号: TB331;TB302.5
作者简介: 张延微 (1988-) , 男, 河南信阳人, 硕士研究生, 研究方向:超声C扫描法无损检测, E-mail:zhangyanwei1202@163.com;; 毛昌辉, 教授, 电话:010-82241997, E-mail:mao@grinm.com;
收稿日期: 2015-04-02
基金: 北京有色金属研究总院创新基金项目资助;
Application of Ultrasonic C Scan Nondestructive Testing in Microstructure Analysis of W/Al Composite Materials by Deformation Processing
Zhang Yanwei Mao Changhui Yang Jian Liang Qiushi Ma Shuwang Liu Kun
Research Center of Advanced Electronic Materials, General Research Institute for Nonferrous Metals of Beijing
Abstract:
W/Al composite materials were prepared by hot isostatic pressing technology. Ultrasonic C-scanning ( UTC-Scanning) nondestructive testing technique and scanning electron microscope ( SEM) were used to investigate the microstructure of the as-prepared W/Al composites materials by hot isostatic pressing, or after extruding and forging deformation processing. Firstly, the uniform microstructure was located by C-scanning, and then the uniform microstructure was anatomized by SEM. The results of both showed that uniform microstructure of W/Al composite could be located accurately by ultrasonic C-scanning technology. Testing results showed that the as-prepared W/Al composite materials prepared by hot isostatic pressing ( HIP) exhibited uniform microstructure, but there were some segregation structure existed in local areas; extrusion was helpful to uniform composite materials, which helped to reduce segregation part; meanwhile, after that some band structures occurred and were parallel to the direction of extrusion; forging process could basically eliminate segregation structure and decrease the width of band structure in composite materials, making composite material a uniform structure.
Keyword:
W/Al composite material; hot isostatic pressing; deformation processing; microstructure; nondestructive testing;
Received: 2015-04-02
W/Al复合材料具有高的比强度、高的比模量, 可加工性好, 并具有良好的高能粒子和射线屏蔽性能等优点, 是一种新型结构/功能一体化复合屏蔽材料
[1 ,2 ]
。W/Al复合材料一般采用粉末冶金法制备, 使用高能球磨机将粉末充分混合均匀之后, 采用等静压成型工艺压制成型, 然后通过热挤压/锻压等热变形加工工艺进一步提高材料的密度和力学性能。热等静压加工工艺是W/Al复合材料制备成型的关键工艺, 它可以基本实现材料的致密化, 保证材料的各向同性, 同时该工艺也极大地减少了原材料的浪费
[3 ]
;热挤压可以明显改善W/Al复合材料的显微组织, 实现材料完全致密化, 促进增强颗粒均匀化分布, 细化晶粒并提高材料的力学性能;研究表明, 锻造后复合材料内部组织致密、颗粒分布均匀, 具有较高的力学性能, 锻造变形量的不同对复合材料的力学性能和断裂方式也有较大的影响
[4 ,5 ,6 ]
。W/Al复合材料在不同加工状态下其内部组织结构会有较大的差异
[2 ]
, 这些不同类型的微观组织结构与W/Al复合材料的变形加工工艺密切相关, 目前研究变形加工工艺对材料微观组织结构影响的方式主要为金相 (OM) 、扫描电镜 (SEM) 、透射电镜 (TEM) 以及力学拉伸实验等的结合
[4 ]
, 这些研究手段能够很好地从微观角度研究变形加工工艺对材料力学性能和微观组织结构的影响, 但是它们均为破坏性检测, 无法对材料进行实时无损检测, 不能对批次产品进行实时有效的质量监控, 同时带来较大的材料浪费。借助超声C扫描无损检测技术能够直接显示材料中缺陷在任意界面的面积图形, 并用来确定缺陷尺寸和分布, 判断缺陷的性质
[7 ,8 ,9 ]
。如何将超声信号与材料内部典型结构相联系是这种研究手段的一个难点, 有研究发现, 通过测量波速、波形分析、频散曲线等可以实现对材料微观组织结构的表征和相关力学参数的测量
[10 ]
。W/Al复合材料内部的多界面结构对超声波有较强的散射和吸收作用, 变形加工使得复合材料内部组织结构更加复杂
[11 ]
, 这种结构与进入材料中的超声波之间会发生复杂的相互作用, 有效地采集来自W/Al复合材料内部的反射声波信号并与材料内部结构相联系, 是使用超声C扫描无损检测技术研究W/Al复合材料微观组织结构的关键。本文选择宽频聚焦探头, 在较大的激励脉冲能量条件下向材料内部发射高能量超声波信号, 通过测量超声波回波幅值, 实现对材料内部微观组织结构的表征, 并使用扫描电镜/能谱分析 (SEM/EDS) 的手段对超声C扫描研究结果进行验证, 从而实现采用无损检测的手段研究变形加工工艺对W/Al复合材料内部微观组织结构的影响。
1 实验
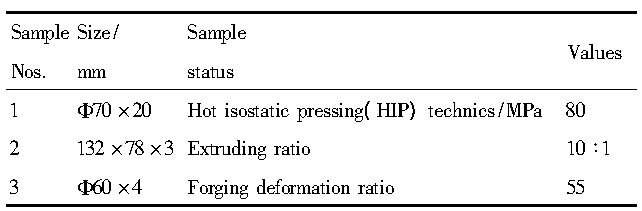
采用粉末冶金热等静压法制备W/Al复合材料, 基体为2024 Al合金粉末, 颗粒平均尺寸为:80μm, 增强相金属W颗粒平均尺寸为5μm, 按照体积分数比为W∶Al=12%∶88%均匀混合, 在一定的热等静压条件下压制成型, 制备热等静压态样品;之后, 按照10∶1的挤压比对热等静压成型材料进行挤压;最后, 沿着挤压方向, 在55%锻造变形量条件下对挤压态样品进行单方向锻造变形加工, 获得3种不同变形加工工艺条件下的样品。表1所示为样品编号、样品尺寸、加工工艺等。
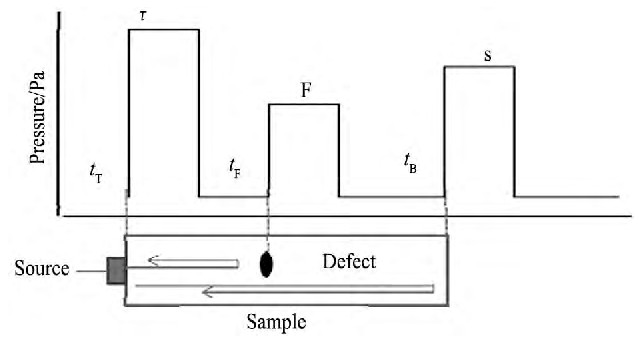
对于不同加工工艺条件下获得的样品, 采用超声C扫描无损检测技术对W/Al复合材料内部微观组织结构进行C扫描成像, 研究不同的变形加工工艺对W/Al复合材料微观组织观结构的影响, 所用的超声C扫描无损检测设备为三轴超声快速扫描成像系统, 向材料内部发射超声信号, 并收集来自材料内部的反射回波信号, 通过对回波信号进行处理和计算, 实现对被检测材料内部组织结构的成像, 其基本检测原理如图1所示。
超声波经样品表面进入样品内部, 由于超声波对材料的界面十分敏感, 因此, 在样品中缺陷与样品界面处的超声波会发生较强的反射和折射, 通过对反射回波进行采集, 根据回波的幅值、相位等信息区分出材料内部的不同结构
[12 ]
, 同时, 利用电子门对超声波信号进行截取, 可以实现对特定区域进行超声C扫描检测的目的, 不仅如此, 声波传播时间与被测样品厚度成比例, 因此如图1所示, 根据被测样品的厚度, 按照时间tT , tF , tB 即可等比例计算出缺陷在样品中的深度, 实现对目标区域的准确定位 (图1) 。
表1 样品编号以及加工工艺Table 1 Sample numbers and their processing technics 下载原图
表1 样品编号以及加工工艺Table 1 Sample numbers and their processing technics
图1 超声波无损检测的基本原理示意图Fig.1 Basic principle of ultrasonic NDT
tT :Starting time;tB :Back time;tF Target time
本文按照超声C扫描对样品内部典型组织的定位结果 (超声波发射设备为:5800 PR脉冲发射/接收仪, 扫描条件为:超声波激励脉冲能量为12.5μJ, 增益值为:40 d B, 扫描速度为:5mm・s-1 , 步进值:0.2 mm) , 切割制备SEM试样, 使用SEM (设备型号为JSM-6510) 对不同加工工艺状态下材料内部典型的微观组织结构进行观察, 研究W/Al复合材料内部典型结构的成分、分布, 并将两种检测结果相比较, 研究3种不同变形加工工艺对W/Al复合材料内部微观组织结构的影响。
2 结果与讨论
2.1 热等静压样品内部组织结构研究
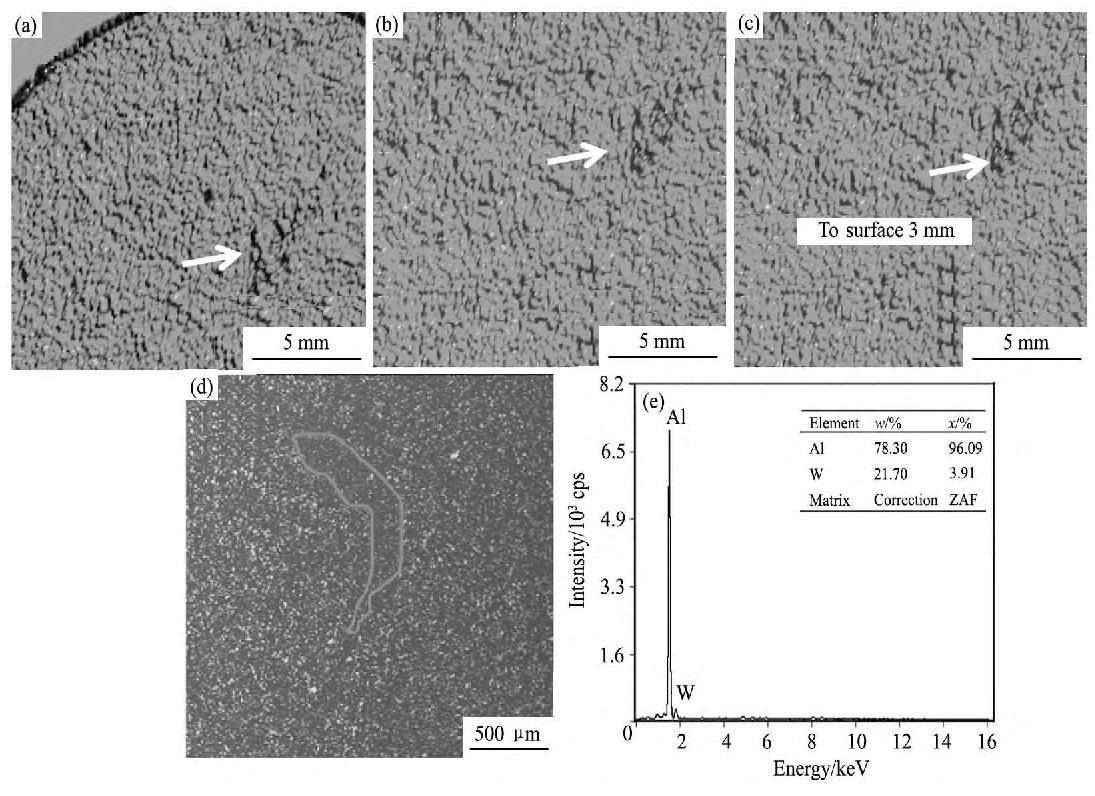
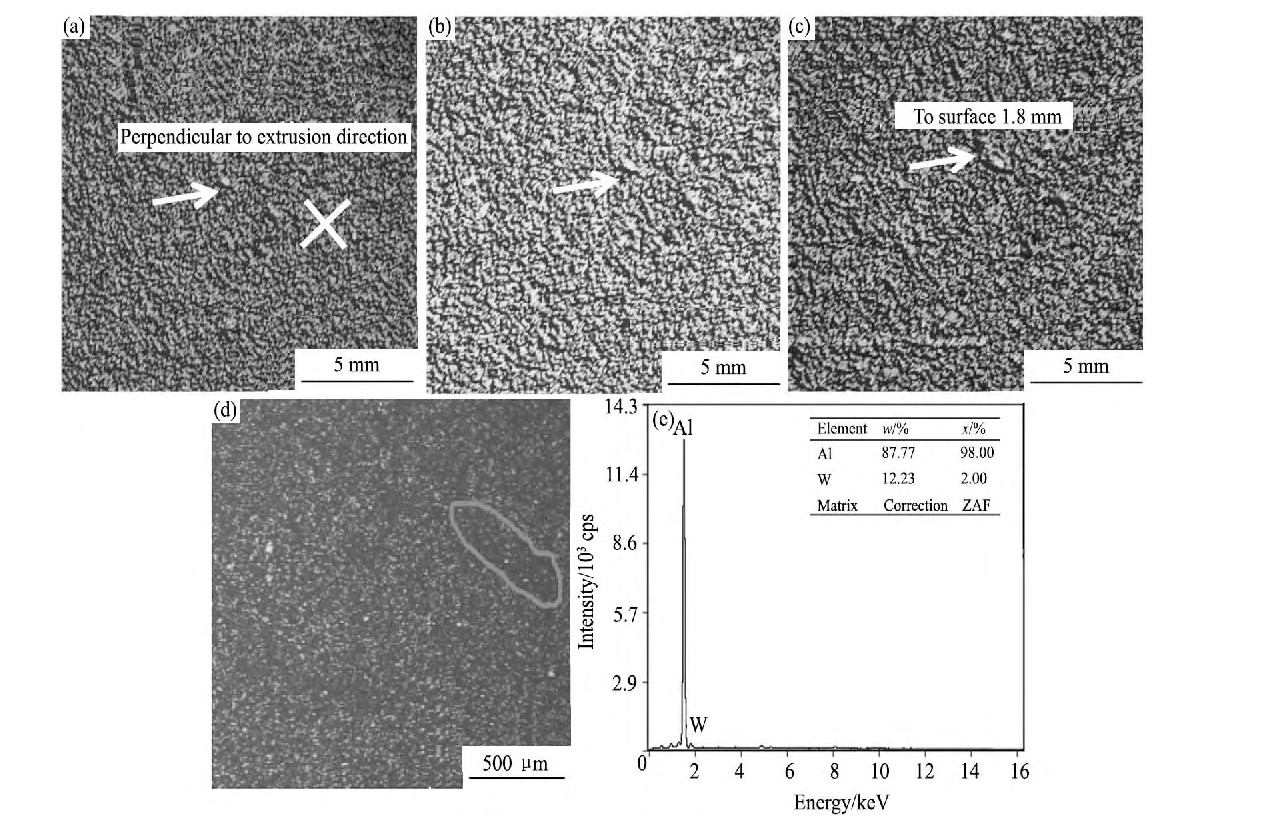
图2 (a~c) 为热等静压样品1的超声C扫描无损检测图, 可以看出, 在热等静压状态下, W/Al复合材料内部组织整体上均匀, 部分区域存在团簇状组织结构, 如图2 (c) 中箭头所示部分。根据图2 (c) 的超声C扫描检测结果, 按照图1所示方法, 对样品中团簇状组织的位置进行准确定位后切割制样, 使用SEM/EDS对团簇状组织的形貌分布进行观察, 成分进行检测, 从图2 (d) 中可以看出, 偏聚组织呈不规则曲面状, 从图2 (e) 中可以看出, 在热等静压条件下, W/Al复合材料中团簇状组织主要成分为基体合金2024 Al, 增强颗粒W的体积分数远小于样品的设计体积分数12%。这些偏聚的出现主要与W/Al复合材料的制备工艺有关, 研究发现使用粉末冶金法制备颗粒增强型铝基复合材料中经常会出现这类基体材料偏聚类组织
[13 ]
。
2.2 热挤压样品内部组织结构研究
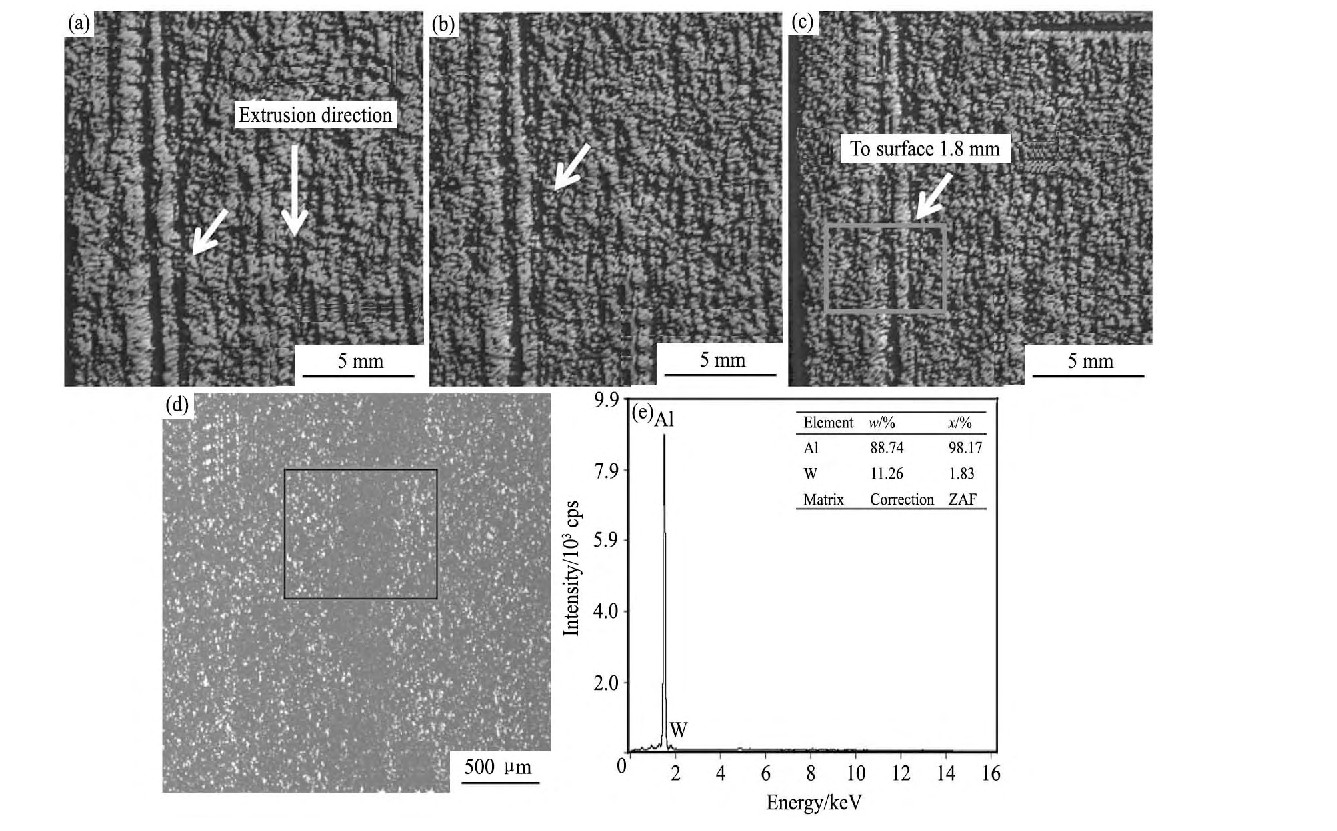
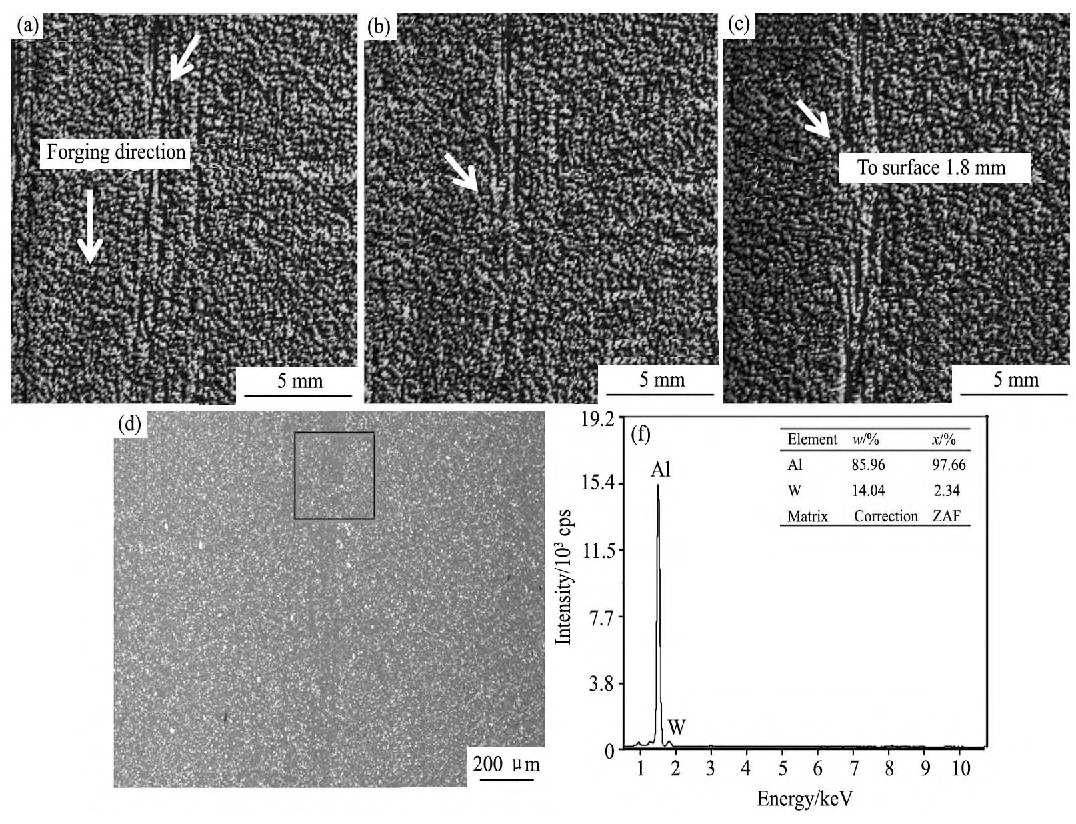
图3 (a~c) 为挤压态样品2的超声C扫描无损检测图, 从中可以看出, 对W/Al复合材料进行热挤压变形加工后, 在平行于热挤压方向上, W/Al复合材料中出现了明显的与挤压方向平行的条带状组织结构。对样品中条带组织的位置进行准确定位后切割制样, 从图3 (d) 中可以看出, 在平行于挤压方向上, 条带组织取向单一、边界清晰, 宽度在500μm左右, 从图3 (e) 中可以看出, 条带组织的主要成分为基体合金2024 Al。条带组织出现的主要原因为:在热挤压过程中, 2024 Al为基体材料呈连续态分布, 在塑性变形的作用下发生流动, W为非连续分布体, 受基体变形的影响产生的跟随性流动, 流动状态存在差异;同时, 在挤压温度下, 铝的熔点低, 比重小, 比W颗粒更易于产生流动, 且挤压过程样品中各部分受力分布不均匀, 因此增强颗粒W和基体合金2024 Al的变形流动速度不同
[14 ]
, 从而导致非均匀流动, 在平行于挤压方向上出现了主要成分为2024 Al的条带状组织分布。
图2 热等静压态样品1实验结果Fig.2 Testing result of Sample 1
(a~c) Ultrasonic nondestructive testing (NDT) ; (d) SEM image; (e) EDS spectrum
图3 平行于挤压方向上热挤压态样品2实验结果Fig.3 Testing result of Sample 2 in direction parallel to extrusion
(a~c) Ultrasonic NDT; (d) SEM image; (e) EDS spectrum
图4为垂直热挤压方向上, 样品2内部微观组织结构图, 从图4 (a~c) 超声C扫描图中可以看出, 在垂直于热挤压方向上, W/Al复合材料组织分布较为均匀, 热等静压态时存在于样品中的面积较大的团簇状偏聚类组织变成了较短的条块状组织, 且分布较为随机。结合图3和4可以说明, 热挤压变形加工使W/Al复合材料在平行于挤压方向上容易出现宽度较大的主要成分为2024 Al的条带状偏聚组织。
为减少W/Al复合材料中的这类条状偏聚组织, 本文研究在平行于挤压方向上对材料进行变形量为55%锻造变形加工, 研究锻造加工工艺对W/Al复合材料内部微观组织结构的影响。研究结果如图5, 6所示。
2.3 锻造样品内部组织结构研究
从图5 (a~c) 中可以看出, 对挤压态样品进行锻造处理后, 在平行于锻造变形方向上, 挤压态时W/Al复合材料中存在的带状取向组织结构在锻造变形后依然存在, 但是, 单条条带组织宽度变窄, 转变为多条细条带状组织。对样品中细条带组织的位置进行准确定位后切割制样, 结合图5 (d, e) 可以发现锻造态W/Al复合材料中存在的条带组织的主要成分也是基体合金2024 Al, 且从图5 (d) 可以看出, 细条带的宽度均在150~200μm左右 (挤压态时宽度为500μm左右) 。分析认为, 这些细条带状偏聚组织的出现主要是因为:在平行于热挤压方向上对W/Al复合材料进行锻造时, 材料中各成分受力状态差异较大, 出现了不同的流动行为, 基体合金2024 Al熔点低率先开始流动, 但是在流动的过程中会受到在其流动方向上未发生流动的组织的阻碍, 导致在热挤压态时存在的单一的宽条带组织发生劈裂、弯折而出现多条细条带状偏聚组织, 这有利于W/Al复合材料分布均匀。
图4 垂直于挤压方向上热挤压态样品2实验结果Fig.4 Testing result of Sample 2 in direction perpendicular to extrusion
(a~c) Ultrasonic NDT; (d) SEM image; (e) EDS spectrum
图5 平行于锻造方向上锻造态样品3实验结果Fig.5 Testing result of Sample 3 in direction of parallel to forging direction
(a~c) Ultrasonic NDT; (d) SEM image; (e) EDS spectrum
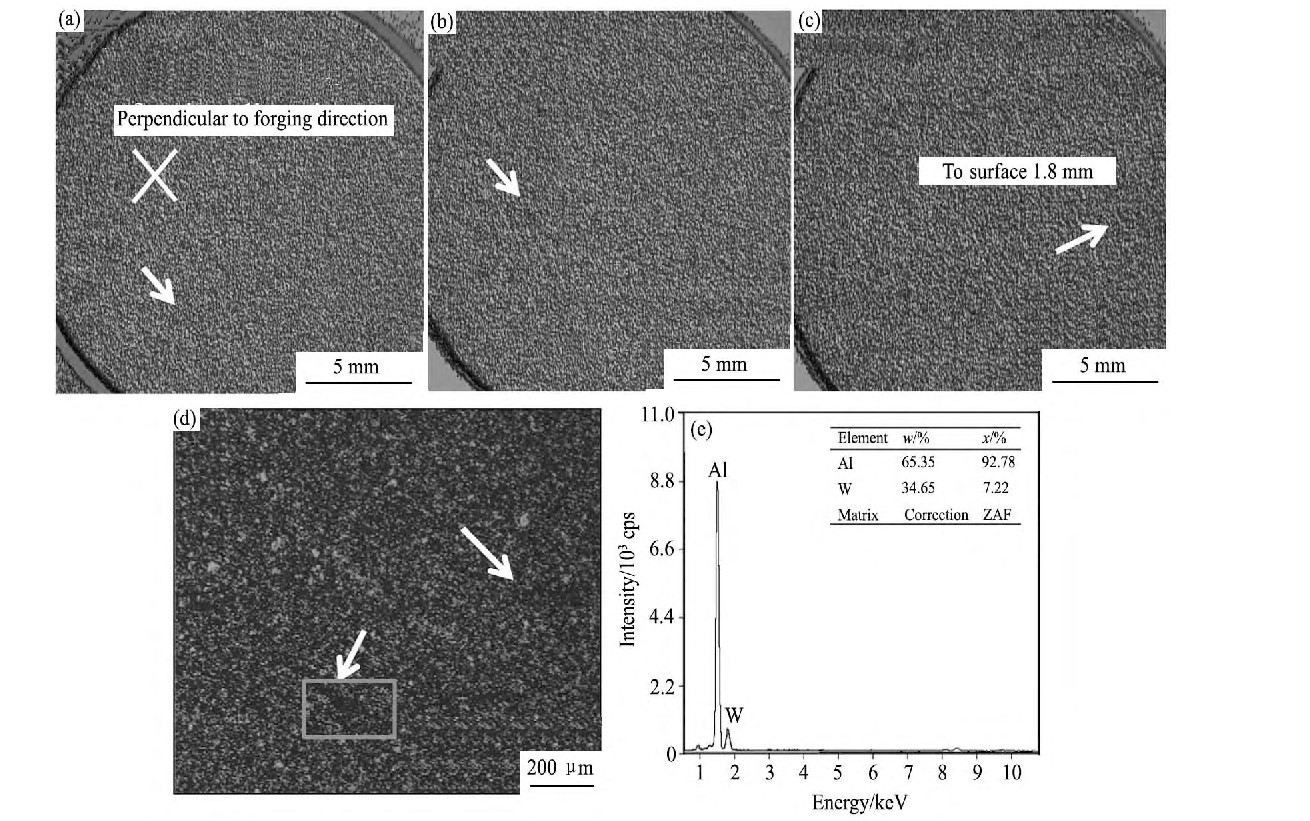
图6 垂直于锻造方向上锻造态样品3实验结果Fig.6 Testing result of Sample 3 in direction perpendicular to forging direction
(a~c) Ultrasonic NDT; (d) SEM image; (e) EDS spectrum
从图6 (a~c) 可以看出, 在垂直于锻造方向上相对于挤压态, W/Al复合材料内部组织结构进一步细化, 对超声波反射均匀, 没有异常反射体, 这说明材料中无明显偏聚组织存在, 且可以看出W/Al复合材料中超声反射体的颗粒尺寸十分细小, 这一点也可以从和图6 (d) 中得到证明, 从图6 (d) 中可以看到, 增强颗粒W均匀的分布于W/Al复合材料中, 材料中存在的树枝状偏聚组织的宽度接近100μm, 接近基体合金2024 Al的颗粒直径, 因此可以认为在锻造之后, 在垂直于锻造方向上, W/Al复合材料内部组织均匀, 无大尺寸偏聚类组织存在, 有关研究也发现, 锻造有助于颗粒增强型铝基复合材料分布均匀
[15 ]
。因此, 大变形量多向锻造有利于W/Al复合材料的整体均匀化。
3 结论
1.采用热等静压加工工艺制备的W/Al复合材料整体上较为均匀, 增强颗粒W均匀的分布在材料内部, 局部区域会出现主要成分为基体合金2024 Al的团簇状偏聚类组织。
2.热挤压导致材料中出现了沿挤压方向分布的条带状偏聚组织。
3.锻造有助于细化材料组织结构, 在垂直于锻造方向材料组织均匀, 在平行于锻造方向上, 热挤压态时存在的宽条带组织成为尺寸更小的多条细条带组织。总体上锻造有助于消除W/Al复合材料内部的偏聚类组织结构, 获得组织均匀的W/Al复合材料。
参考文献
[1] Lian Y Y.Study on the Preparation and Mechanical Properties of X-Ray Shielding Aluminum Composite Materials[D].Beijing:General Research Institute for Nonferrous Metals, 2007.1. (练运友.屏蔽X射线铝基复合材料的制备工艺及性能研究[D].北京:北京有色金属研究总院, 2007.1.)
[2] Liang H.Shielding and Mechanical Properties of Wp/2024 Al Composites[D].Beijing:General Research Institute for Nonferrous Metals, 2009.1. (梁浩.Wp/2024 Al复合材料的屏蔽和力学性能研究[D].北京:北京有色金属研究总院, 2009.1.)
[3] Wu Y, Xu X J, Zhang Z Q, Zhang Y K, Deng P A, Sun L S.Microstructure and property of multi-directional forged 2099 Al-Li alloy extrusions[J].Forging&Stamping Technology, 2014, 38 (6) :961. (吴瑶, 许晓静, 张振强, 张允康, 邓平安, 孙良省.多向锻造2099铝锂合金挤压材的组织和性能[J].锻压技术, 2014, 38 (6) :961.)
[4] You Y L, Yang Z M, Yang J.Processing and mechanical properties of 2024 aluminum matrix composites containing tungsten and tantalum prepared by PM[J].Rare Metals, 2006, 25 (6) :136.
[5] Zhang X F, Lu Z, Su H.Effect of hot extrusion deformation on microstructure and properties of Si Cp/2024composites by stir casting[J].Journal of Plasticity Engineering, 2011, 18 (1) :85. (张显峰, 陆政, 苏海.热挤压变形对搅拌铸造Si Cp/2024复合材料显微组织与力学性能的影响[J].塑性工程学报, 2011, 18 (1) :85.)
[6] Chen L, Mao C H, Yang J.Study on forged performance of (W+Ce O2) p/2024 A1 composites[J].Ordnance Material Science and Engineering, 2008, 31 (6) :24. (陈雷, 毛昌辉, 杨剑. (W+Ce O2) p/2024 A1复合材料锻造性能研究[J].兵器材料科学与工程, 2008, 31 (6) :24.)
[7] Wu K, Deng K, Nie K.Microstructure and mechanical properties of Si Cp/AZ91 composite deformed through a combination of forging and extrusion process[J].Materials&Design, 2010, 31 (8) :3929.
[8] Sun B.Preparation and Mechanical Properties of (WC+B4C) p/6063 Al Composite Shielding Materials[D].Beijing:General Research Institute for Nonferrous Metals, 2011.1. (孙波. (WC+B4C) p/6063 Al复合屏蔽材料的制备与力学性能[D].北京:北京有色金属研究总院, 2011.1.)
[9] Wu B B, Wu G H.Research progress in nondestructive testing of aluminum matrix composites[J].Nondestructive Inspection, 2012, 36 (1) :1. (吴斌斌, 邬冠华.铝基复合材料无损检测研究进展[J].无损探伤, 2012, 36 (1) :1.)
[10] Song G R, Lu Y, Tan B T.Research on measurements of acoustic characteristics of nickel-coating plate and inversion method of elastic constants[J].Journal of Mechanical Engineering, 2014, 50 (4) :11. (宋国荣, 吕炎, 谭博涛.薄板涂层结构镍镀层声学特性检测与弹性常数反演表征方法研究[J].机械工程学报, 2014, 50 (4) :11.)
[11] Liang Q S, Mao C H, Yang J.Analyse of the interfacial reaction in WCp/2024 Al composites[J].Powder Metallurgy Technology, 2009, 27 (5) :327, 335. (梁秋实, 毛昌辉, 杨剑.WCp/2024铝合金复合材料界面反应的分析[J].粉末冶金技术, 2009, 27 (5) :327, 335.)
[12] Thornton M, Han L, Shergold M.Progress in NDT of resistance spot welding of aluminium using ultrasonic Cscan[J].NDT&E International, 2012, 48:30.
[13] Yuan W H, Chen Z H, Xu H Y.Properties and microstructures of 7075/Si Cpcomposites prepared by spray deposition[J].Trans.Nonferrous Met.Soc.China, 2003, 13 (5) :1160.
[14] Li J H, Li C F, Deng J H.Finite element analysis of whisker rotation of Si Cw/6061 composite under extrusion deformation with velocity field[J].Journal of Plasticity Engineering, 2007, 14 (3) :104. (李建辉, 李春峰, 邓将华.基于速度场的Si Cw/6061正挤压变形晶须转动有限元分析[J].塑性工程学报, 2007, 14 (3) :104.)
[15] Wei S H, Fan J Z, Zhang Q.Effect of isothermal forging on distribution of particles of Si Cp/Al composites[J].Aerospace Materials&Technology, 2009, 39 (4) :52. (魏少华, 樊建中, 张琪.等温锻造对Si Cp/Al复合材料颗粒分布的影响[J].宇航材料工艺, 2009, 39 (4) :52.)