ϡ�н��� 2003,(03),361-365 DOI:10.13373/j.cnki.cjrm.2003.03.012
�����Ա����Ʊ����ṹ����
�¹�
�Ͼ�������ѧ�������ײ����뼼������ʵ����,�Ͼ�������ѧ�������ײ����뼼������ʵ���� �����Ͼ�210094 ,�����Ͼ�210094
ժ Ҫ��
ϸ�������Ǹ��Ʋ������ܵ���Ч�ֶ� , ��ͳ��ѹ���ӹ����� (�����ơ���ѹ�����κͶ���� ) ����ϸ������ (������ ) �����ṹ�������ھ��к�С�ľ����ߴ� (2 0�� 5 0 0nm) �Ͷ��ص�ȱ�ݽṹ , �Ӷ����ֳ���������� ��ѧ���ܡ������Ա��� (SPD) ���н���̬�־������ľ���ϸ�������������ľ�DZ�� , ���������������ǵļ����ע�������� 4�ִ����Ա����Ʊ����ṹ�����ķ�����ԭ���������ص㼰Ӧ�� , ���������ṹ������ǿ�Ⱥͳ����Ա������� , �Լ���ǰ�о��д��ڵ���Ҫ���� , ���Դ����Ա��μ�����Ӧ��ǰ��������չ����
�ؼ��ʣ�
���ϼӹ����� ;���ṹ���� ;�����Ա��� ;��ѧ���� ;������ ;
��ͼ����ţ� TB383
����飺 �¡���, (Email:gchen@mail.njust.edu.cn) ;
�ո����ڣ� 2002-03-19
���� ����ʡ��Ȼ��ѧ������Ŀ (BK2 0 0 10 5 3 );
Processing Nanostructured Metals by Severe Plastic Deformation
Abstract��
Grain refinement may be used to improve the performances of materials. It is well known that heavy deformation, for example, by cold rolling, extrusion, drawing or forging, can result in significant microstructure refinement at low temperature. Nanostructured metals with mean grain sizes from 20��500 nm and specific defect structures have special physicao mechanical properties. Severe plastic deformation (SPD) is an effective route to refining coarse grain size into submicrometer or nanometer regime, which has attracted attention of many scientists all over the world. Several methods, principle of SPD for nanostructured metals were presented. Strength and superplasticity behaviors of nanostructured metals were also described. Present problems, further improvements and applications of SPD were put forward.
Keyword��
engineering of materials processing; nanostructured metals; severe plastic deformation (SPD) ; mechanical properties; superplasticity;
Received�� 2002-03-19
���ṹ�������ھ��к�С�ľ����ߴ� (20~500 nm) �Ͷ��ص�ȱ�ݽṹ (��ͨ�����д�ǶȾ���)
[1 ]
, �Ӷ����ֳ�һϵ��������������ܺ���ѧ���ܡ� ��ͳ��ѹ���ӹ����� (�����ơ� ��ѹ�� ���ε�) ����ϸ������
[2 ]
, Ȼ��Ҫ����ô�ͳ�����Լӹ������Ʊ����ṹ����, �ͱ����úܴ�����Ա���
[3 ]
�� ���ڴ����Ա��ξ��н��־������ľ���ϸ�������������ľ�DZ��, ���������ǵļ����ע
[4 ,5 ,6 ]
�� ������������һЩ�����Ա��ι���, ��Ⱦ��Ǽ�ѹ
[7 ,8 ,9 ,10 ,11 ,12 ,13 ,14 ,15 ,16 ,17 ]
(Equal Channel Angular Pressing, ECAP) , ��ѹŤת
[19 ,20 ,21 ,22 ,23 ]
(High Pressure and Torsion, HPT) , �����ϼ���
[24 ,25 ,26 ,27 ]
(Accumulative Roll Bonding, ARB) , ��������-ѹֱ��
[29 ,30 ]
(Repetitive Corrugation and Straightening, RCS) �Լ�ѭ����ѹ
[31 ]
�ȡ� SPD�����������Կ˷�����ĩѹ�Ƴ����д��ڵIJ�����ͽ�����Ⱦ, ���ҿ����Ʊ���ߴ�������ṹ����, ��Ϊ�о����ṹ���϶��ص������� ��ѧ���ܺͱ��λ����ṩ�˷���, Ҳ���������ṹ�����ڹ��̹����е�Ӧ�á�
���ϵ��Ʊ����պ��̶Բ��ϵ��۽ṹ�ͺ�����ܾ�����ҪӰ��, ������ײ��ϵ��Ʊ�������һ������Ҫ�Ŀ��⡣ ������Ҫ����4�ִ����Ա��� (SPD) �Ʊ����ṹ�����ķ����� ԭ����Ӧ��, ���������ṹ������ǿ�Ⱥͳ����Ա�������, ����˵�ǰ�о��д��ڵ�����, ���Դ����Ա��ξ�������������Ӧ��ǰ��������չ����
1 SPD����
SPD�Ʊ����ṹ������ͨ������̬�ִ����Ķ���ظ�����, �Ӷ��������ߴ�ϸ�������������� ����SPD�Ʊ����ṹ�������뿼������һЩ����
[4 ]
: ����, ��þ��д�ǶȾ�������ṹ�DZ�֤���ܸ��Ƶ��Ⱦ�����; ���, ���������Ͼ��о�һ�����ṹ�DZ�֤�����ȶ����ز����ٵ�; ����, �����Ա��κ�, ����Ӧ���������; ������Ҫ����, Ҫ�ܹ�����Խϵ͵��¶Ⱥ�ѹ�»�ô������Ӧ��, ԭ������Ӧ���賬��6~8��
1.1 �Ⱦ��Ǽ�ѹ
20����ǰSegalΪ��ô�����Ӧ����������Ⱦ��Ǽ�ѹ����
[4 ]
, Valiev��
[3 ,7 ]
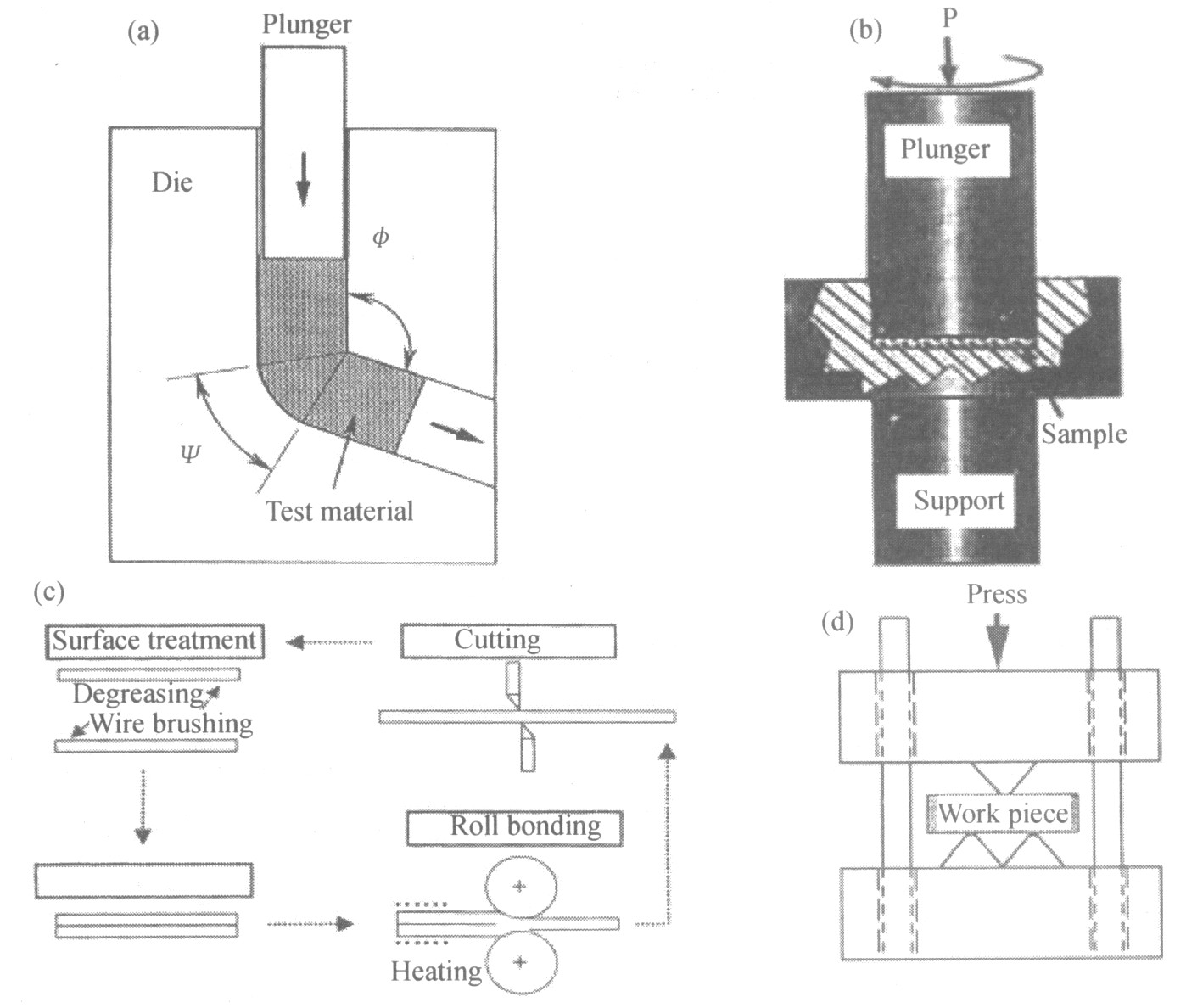
�������ø÷�������ʹ���ϻ�ô�Ӧ��Ӷ���Чϸ�������� �Ⱦ��Ǽ�ѹ�����������ཻ�ĵȾ�ͨ����ɵļ�ѹģ����ʹ������ô�����Լ��б���, ��������ǰ�����״�ͳߴ粻�����ı�, ������Խ��ж�μ�ѹ����, ���������, ��ԭ����ͼ1 (a) ��ʾ
[8 ]
�� ÿ�μ�ѹ����õı�������ģ��ͨ���ڵ��������� (�ڽ��� , ����� ) �йء� ���� =90��, �� =0ʱ,
ͼ1 �����Ա��η��� (a) �Ⱦ��Ǽ�ѹ; (b) ��ѹŤת; (c) �����ϼ���; (d) ��������-ѹֱ��Fig.1 Schematic illustration of several methods of severe plastic deformation
ÿ���ε���Ӧ����Դﵽ1.15�� ���ṹ����������ȡ���ڵȾ��Ǽ�ѹ�����е����Ա�����Ϊ, ����Ҫ�ɼ�ѹ;���� ��ѹ����
[9 ,10 ]
�� ģ����״
[11 ,12 ]
�� ��������
[13 ,14 ]
�ͱ����¶�
[15 ]
�Ⱦ�����
Ŀǰ, ���õȾ��Ǽ�ѹ�Ѿ��ɹ����Ʊ���Al ��Al �Ͻ�
[9 ,10 ]
, Mg
[16 ]
, Cu
[12 ]
, Ti ��Ti�Ͻ�
[17 ]
�Լ��������ṹ�������ϡ� Ȼ���Ⱦ��Ǽ�ѹ�����Ʊ����ߴ糬��20��20��100 mm�Ŀ������ṹ����, ��������������Ƿ������Եġ� ���, Ҫ�ڹ�ҵ�Ϲ㷺���õȾ��Ǽ�ѹ�Ʊ����ṹ����, �����Ⱦ��Ǽ�ѹ����Ч�ӹ�;����ʮ�������ˡ�
1.2 ��ѹŤת
Bridgman
[18 ]
�����о��˾�ˮѹ�������Ա��ε�Ӱ��, ������ѹŤת (ͼ1 (b) ) ��չ��Ϊһ���Ʊ����ṹ���ϵ��·����� ������ѹͷ��ģ��֮�����Լ����GPa��ѹ������, ͬʱ������ģ����ת, ���������ܵ����б�����, �Ӷ���úܴ�����Ա��Ρ� ������Ӧ��ֵ��������ʽ����
[4 ]
:
�� = 2 �� r �� t �� ʽ��t Ϊ�����ĺ��, r Ϊ�����İ뾶, N Ϊ��תȦ���� ������ ��r �������Թ�ϵ, ���Ǹ�ѹŤת�����Ʊ��ṹ��һ���������� �Ͻ� ���ϲ��ϺͰ뵼������, ͨ����ֱ��12~20 mm, ���0.2~1 mm��ԲƬ�� Ŀǰ, ���ø�ѹŤת�Ѿ��ɹ����Ʊ���Cu
[19 ,20 ]
, Ni
[19 ]
, Ti
[21 ]
, Al��Al�Ͻ�
[22 ]
, Ni3 Al, Fe3 Al��NiTi�����仯����
[22 ,23 ]
�� ���ڲ����Ʊ������������ṹ����, ʹ�ø�ѹŤת��Ӧ���ܵ������ơ�
1.3 �����ϼ���
Ϊ����Ӧ���ṹ���ϵĹ�ҵ������, �ձ�ѧ��Saito�������һ���µ��Ʊ����ṹ���ϵĴ����Ա��η������������ϼ��� (Accumulative Roll-Bonding, ARB)
[24 ,25 ,26 ,27 ]
�� ��ARB��, ���Ƽ�������βü��� �ѵ��� ����, �ɴ˻�ô����Ա���, ��ͼ1 (c) ��ʾ�� ��ARB���ε�Al-Mg�Ͻ� (�����ߴ�Ϊ280 nm) �������ʸߴ�220%
[26 ]
; IF�� (�����ߴ�Ϊ420 nm) ������ǿ�ȴﵽ870 MPa, ��ԭʼ����ǿ�ȵ�3���ࡣ ����, ����ARB�������Ʊ��������ṹ���ϲ���
[28 ]
��
ARB������������������ߴ�����ṹ����, ���Ҳ���Ҫ�����ר���豸�� ����, ARB���������ṹ���ϵ���չ�Ի�����ʮ�����롣
1.4 ��������-ѹֱ��
��������-ѹֱ�� (Repetitive Corrugation and Straightening, RCS) ������ų��ֵ�һ�ִ����Ա��η��� (ͼ1 (d) )
[29 ]
�� �ڲ��ı乤��������״�������, ����������η������塢 ѹֱ���úܴ�����Ա���, �Ӷ�ʹ����ϸ���� ����;���� ����ṹ�ͱ��η�ʽ�������ھ�����ϸ��
[30 ]
�� Ŀǰ�Է�������-ѹֱ���ι��̵ľ���ϸ�������� ������Ϊ�� ���ϵ����ܵ�������о����ܲ���֡�
2 ��ѧ����
�����Hall-Petch��ϵʽ��ʾ�˾����ߴ� (ͨ������1 ��m) ����ǿ�ȡ� Ӳ��֮��Ĺ�ϵ�� �����Ա����Ʊ������ṹ�����������и�ǿ��, ���ұ��ֳ�һЩ�쳣�ij����Ա�����Ϊ (���»��Ӧ�����ʳ�����) ��
2.1 ǿ����Ϊ
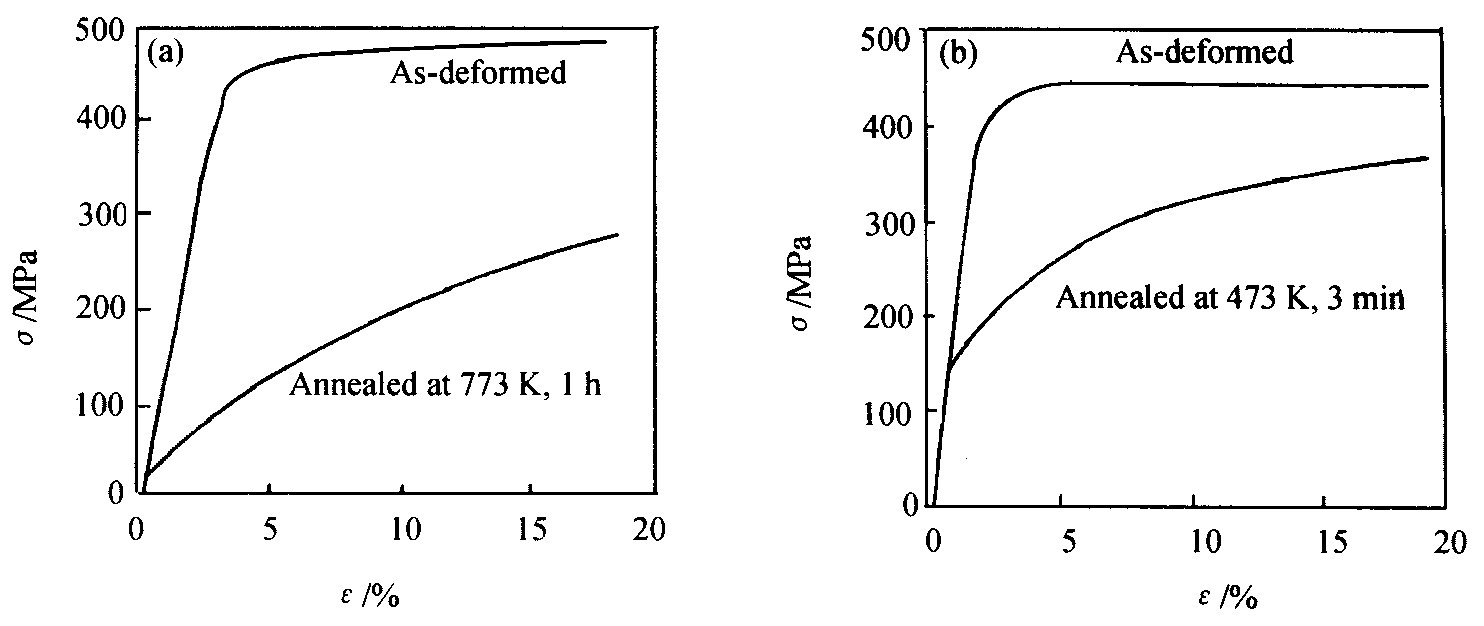
���õȾ��Ǽ�ѹ�Ʊ������ṹ��ͭ (�����ߴ�Ϊ210 nm) �������������ѹ������Ӧ��-��Ӧ��������ͼ2��ʾ
[32 ]
�� ���ṹ��ͭ�ı����������Թ�������: (1) �����ѹ����Ӧ��-Ӧ����������; (2) ��������Ӧ���ߴ�390 MPa, ����Ӧ���ӽ�500 MPa; (3) Ӧ��Ӳ�����ڱ��ο�ʼ�δ���, ���ı��μ���������Ӧ��Ӳ��; (4) �˻��¶Ⱥ�ʱ�����Ե�Ӱ�����ṹ��ͭ�ı�����Ϊ, ǿ�Ȳ����뾧���ߴ��й�, �����뾧��ķ�ƽ��ṹ�йء�
�����仯����Fe3 Al ��TiNi����ѹŤת���κ��������ṹ�IJ���, ������ǿ�ȸߴ�1400~1600 MPa, ���Ҿ�����չ��
[23 ]
��
���ṹ���϶��صı�����Ϊ�����뾧��Ļظ��ͱ��λ��Ƶĸı��йء� �Ⱦ��Ǽ�ѹ��ͭʱ, 1 sԼ��1��λ��ͨ��ÿ������
[33 ]
, ��˸ߵ�����Ӧ����������λ���������۽��͡� ���, ���������λ������ģ�����������ṹ���ϵ���ѧ��Ϊ
[33 ]
�� ��ģ����Ϊ, ���ο�ʼ�ε�Ӧ��Ӳ��������λ���ܶȴ�5��1014 m-2 ���ӵ�1��1015 m-2 , ��Ӧ���������谭��λ���Ĺ���, ʹ��λ���IJ����������, ���³�����������Ӧ������; ����, λ�����Դӷ�ƽ�⾧�紦����, Ҳ���������ǿ�Ƚϸߵ�ԭ��֮һ�� ͬʱ, ����Ӧ�������Ӽ����˾�����ɢ, ����ظ��̶�����, λ��ͨ�����绬�ƺ;����˶���������, �Ӷ���������̬���εij��֡�
2.2 ������
��������ָ��һ��������, �Խ�С��Ӧ���������ػ�úܸߵ�������, ͨ�������¶�Ϊ0.5~0.6, Ӧ������10-3 ~10-4 s-1 �� ������Ӧ������
�B �� ���Ա�ʾΪ
[4 ]
:
�B �� = A D ? G ? b �� ? �� ( b d ) p ( �� E ) n �� ʽ��DΪ������ɢϵ��; GΪ����ģ��; bΪ�ظ�˹ʸ��; KΪ������������; TΪ�����¶�; dΪ�����ߴ�; pΪ�����ߴ�ָ��; ��Ϊ����Ӧ��; nΪӦ��ָ���� ����ʽ���Կ���, ��С�����ߴ�, ���Ի�õ��»��Ӧ�����ʳ�����, �⽫��Ŀǰ���ϵ�
ͼ2 ��ͭ (�����ߴ�210 nm) �������µ���Ӧ��-��Ӧ������ (a) ����; (b) ѹ��Fig.2 True stress-strain curves of room-temperature compression tests for pure copper with mean grain size of 210 nm
�����Գ��μӹ��д��ڵ�Ӧ���������� �����¶ȸߵ�����Ľ��, �����ش��ʵ�����塣
McFadden ��
[6 ]
���ø�ѹŤת���Ʊ���Ni 3 Al (�����ߴ�50 nm ) ��450 ��ͱ��ֳ�������, ����Ni 3 Al ��650 ��������ʽ���20%�� ��300 ��ʱ, Al -5.5%Mg -2.2%Li -0.12%Zr �����5��10-1 s -1 �ĸ�Ӧ������
[22 ]
�� Horita ��
[34 ]
���õȾ��Ǽ�ѹAl -3%Mg -2%Sc �Ͻ�, ��3.3��10-2 s -1 �������»����2280%�������ʡ� Mishra ��
[35 ]
���������ṹ��1420���Ͻ�ͬʱ���е��� (250 ��) ��Ӧ������ (1��10-1 s -1 ) �����ԡ�
3 ������չ��
�����Ա����Ʊ������ṹ�������кܶ����˵�ʹ�����ܺͷ�չǰ��, ��������Ա��α���Ϊ���Ʊ��������ṹ������Ϊ��Ч��;��֮һ
[36 ]
�� ����Ҫ�ڹ�ҵ�Ϲ㷺Ӧ�ô����Ա��μ���, ����Ҫ������������и�������о�: (1) ����֯���ݱ�, ������ϸ���������о�; (2) ���ṹ������ (��ѧ����, �������ܵ�) �Ĺ�ϵ; (3) ���ṹ���ȶ����о�; (4) ģ����ơ� ��ͬ�Ͻ�ϵ����Ч�ӹ���ʽ; (5) �����Ա��ι����в��ϱ�����Ϊ�� ���λ����ļ����ģ�⼰����; (6) �����µ��ʺϹ�ҵ�������Ĵ����Ա��ι��ա�
�����Ա����Ʊ����ṹ�����ؿ��˴�ͳ���Լӹ�������Ӧ������, ����ʹ��ͳ���ϵ����ܻ�ô���ȵ����, �����Կ����²���, �������ڽ�ʡ��Դ, ��������, ʵ������Ŀɳ�����չ��
�����
[1] ��ValievRZ .��Ultrafine grainedmaterialspreparedbysevereplas ticdeformation[J].AnnalesdeChimie, SciencedesMateriaux, 1996, 21 (6-7) :369.
[2] ��SevillanoJGil, HouttePVan, AernoudtE .��Largestrainworkhardeningandtextures[J].ProgressinMaterialsScience, 1980, 25 (2-4) :69.
[3] ��ValievRZ , KorznikovAV , MulyukovRR .��Structureandpropertiesofultrafine grainedmaterialsproducedbysevereplasticdeformation[J].Mater.Sci.Eng., 1993, A168:141.
[4] ��ValievRZ , IslamgalievRK , AlexandrovIV .��Bulknanostruc turedmaterialsfromsevereplasticdeformation[J].ProgressinMaterialsScience, 2000, 45 (2) :103.
[5] ��SchiotzJ, FrancescoDDiTolla, JacobsenKarstenW .��Soften ingofnanocrystallinemetalsatverysmallgrainsizes[J].Na ture, 1998, 391:561.
[6] ��McFaddenSX , MishraRS , ValievRZ , etal.��Low tempera turesuperplasticityinnanostructurednickelandmetalalloys[J].Nature, 1999, 398:684.
[7] ��ValievRZ , KrasilnikovNA , TsenevNK .��Plasticdeformationofalloyswithsubmicron grainedstructure[J].Mater.Sci.Eng., 1991, A137:35.
[8] ��IwahashiY , WangJ , HoritaZ , etal.��Principleofequal chan nelangularpressingfortheprocessingofultrafinegrainedmateri als[J].ScriptaMater., 1996, 35 (2) :143.
[9] ��IwahashiY , HoritaZ , NemotoM , etal.��Aninvestigationofmi crostructuralevolutionduringequal channelangularpressing[J].ActaMater., 1997, 45 (11) :4733.
[10] ��IwahashiY , HoritaZ , NemotoM , etal.��Theprocessofgrainrefinementinequal channelangularpressing.ActaMater., 1998, 46 (9) :3317.
[11] ��SuhJY , KimaHS , ParkJW , etal.��Finiteelementanalysisofmaterialflowinequal channelangularpressing[J].ScriptaMater., 2001, 44 (4) :677.
[12] ��HuangWH , ChangL , KaoPW , etal.��Effectofdieonthedeformationtextureofcopperprocessedbyequalchannelangularextrusion[J].Mater.Sci.Eng., 2001, A307 (12) :113.
[13] ��YamaguchiD , HoritaZ , NemotoM , etal.��Significanceofadia baticheatinginequal channelangularpressing[J].ScriptaMa ter., 1999, 41 (8) :791.
[14] ��FaginPN , BrownJO , BrownTM , etal.��Failuremodesdur ingequalchannelangularextrusionofaluminumalloy2024[J].Metall.Mater.Trans., 2001, 32A (7) :1869.
[15] ��YamashitaA , YamaguchiD , HoritaZ , etal.��Influenceofpressingtemperatureonmicrostructuraldevelopmentinequal channelangularpressing[J].Mater.Sci.Eng., 2000, A287 (1) :100.
[16] ��MabuchiM , IwasakiH , YanaseK , etal.��Lowtemperaturesu perplasticityinanAZ91magnesiumalloyprocessedbyECAE[J].ScriptaMater., 1997, 36 (6) :681.
[17] ��DeLoDP , SemiatinSL .��HotworkingofTi6Al4Vviaequalchannelangularextrusion[J].Metall.Mater.Trans., 1999, 30A (9) :2473.
[18] ��BridgmanPW .��StudiesinLargePlasticFlowandFracture[M].NewYork:McGrawHill, 1952.
[19] ��AlexandrovIV , ValievRZ .��X rayananlysisofbulknanostruc turedmetals[J].Mater.Sci.Forum, 2000, 321-324:577.
[20] ��JiangH , ZhuYT , ButtDP , etal.��Microstructuralevolution, microhardnessandthermalstabilityofHPT processedCu[J].Mater.Sci.Eng., 2000, A290 (12) :128.
[21] ��ZhangK , AlexandrovIV , ValievRZ , etal.��Structuralcharac terizationofnanocrystallinecopperbymeansofX raydiffraction[J].J .Appl.Phys., 1996, 80 (10) :5617.
[22] ��IslamgalievRK , ValievRZ , MishraRS , etal.��Enhancedsu perplasticpropertiesinbulkmetastablenanostructuredalloys[J].Mater.Sci.Eng., 2001, A304-306 (12) :206.
[23] ��ValievRZ , MukherjeeAK .��Nanostructuresanduniqueprop ertiesinintermetallicssubjectedtosevereplasticdeformation[J].ScriptaMater., 2001, 44 (89) :1747.
[24] ��SaitoY , UtsunomiyaH , TsujiN , etal.��Novelultra highstrain ingprocessforbulkmaterials:developmentoftheaccumulativeroll bondingprocess[J].ActaMater., 1999, 47 (2) :579.
[25] ��SaitoY , TsujiN , UtsunomiyaH , etal.��Ultra finegrainedbulkaluminumproducedbyaacumulativeroll bondingprocess[J].ScriptaMater., 1998, 39 (9) :1221.
[26] ��TsujiN , ShiotukiK , SaitoY , etal.��Superplasticityofultra finegrainedAlMgalloyproducedbyaccumulativeroll bonding[J].Mater.Trans., JIM , 1999, 40 (8) :765.
[27] ��TsujiN , SaitoY , UtsunomiyaH , etal.��Ultra finegrainedbulksteelproducedbyaccumulativeroll bondingprocess[J].ScriptaMater., 1999, 40 (7) :795.
[28] ��LeeSH , SakaiT , SaitoY , etal.��Strengtheningofsheath rolledAluminumbasedMMCbytheARBprocess[J].Mater.Trans., JIM , 1999, 40 (12) :1422.
[29] ��ZhuYT , LoweTC , JiangH , etal.��MethodforProducingUl trafine grainedMaterialsusingRepetitiveCorrugationandStraightening, USP6197129, 2001.
[30] ��ZhuYT , LoweTC .��ObservationsandissuesonmechanismsofgrainrefinementduringECAPprocess[J].Mater.Sci.Eng., 2000, A291 (12) :46.
[31] ��ZughaerHJ, NuttingJ .��Deformationofsinteredcopperand50Cu50Femixturetolargestrainsbycyclicextrusionandcom pression[J].Mater.Sci.Tech., 1992, 8 (12) :1104.
[32] ��GertsmanVY , ValievRZ , AkhmadeevNA , etal.��Deforma tionbehaviorofultrafine grainedmaterials[J].Mater.Sci.Fo rum, 1996, 225-227:739.
[33] ��ValievRZ , KozlovEV , IvanovYF , etal.��Deformationbe haviorofultra fine grainedcopper[J].ActaMater., 1994, 42 (7) :2467.
[34] ��HoritaZ , FurukawaM , NemotoM , etal.��Superplasticformingathighstrainratesaftersevereplasticdeformation[J].ActaMa ter., 2000, 48 (14) :3633.
[35] ��MishraRS , McFaddenSX , ValievRZ , etal.��Deformatiommechanismsandtensilesuperplasticityinnanocrystallinematerials[J].JOM , 1999, 51 (1) :37.
[36] ��RocoMC , LoweTC , KrebsM .��Nanomaterialsfrompromisetoproduction[J].AdvancedMaterials&Processes, 2001, 159 (8) :42.