
Effect of microstructures on superplasticity of Al-11%Si alloy
JIANG Jing-hua(江静华)1, MA Ai-bin(马爱斌)1, N. SAITO2, A. WATAZU2,
LIN Ping-hua(林萍华)1, Y. NISHIDA2
1. Department of Materials Science and Engineering, Hohai University, Nanjing 210098, China;
2. National Institute of Advanced Industrial Science and Technology, 2266-98, Anagahora, Shimoshidami, Moriyama-ku, Nagoya 463-8560, Japan
Received 18 December 2006; accepted 27 March 2007
Abstract: Three kinds of Al-11%Si (mass fraction) alloy samples with different processes were produced to investigate the effect of microstructures on its superplasticity. Among them, the as-ECAP sample pressed 16 passes has ultrafine grains (300 nm) and the finest secondary particles. The ECAP-T6 sample, with ECAP 16 passes followed by T6 treatment, has fine secondary particles (3 μm) but the largest grains (8 μm). Contrarily, the T6-ECAP sample, with T6 treatment followed by ECAP 16 passes, has ultrafine grains and the large secondary particles (7 μm). The tensile testing results show that the as-ECAP sample exhibits superplasticity at high strain rate of 5.75×10-1 s-1 due to its fine secondary particles and ultrafine grains. The ECAP-T6 sample, however, does not exhibit superplasticity at the same high strain rate of 5.75×10-1 s-1 because it has relatively large secondary particles and large grains. Remarkably, the T6-ECAP sample does not have superplasticity even at the lower strain rate of 1.15×10-1 s-1, attributing to its comparatively large secondary particles. When most secondary particles are larger than 7 μm, the high strain rate superplasticity could not be obtained even if this sample has ultrafine grains.
Key words: Al-Si alloy; microstructure; secondary particle size; superplasticity; grain size; metals and alloys
1 Introduction
In the conventional materials, superplasticity is usually obtained in the strain rate range from 10-5 to 10-4 s-1. Nevertheless, NIEH et al[1] firstly discovered high strain rate superplasticity (HSRS,  >10-1 s-1) in 1984 for the aluminum matrix composite reinforced by ceramic short fibers. Using high strain rate superplastic forming, the production efficiency of industrial components could be significantly enhanced. Since then, HSRS[2-4] has attracted the researchers’ great attentions, and most reports regarding to HSRS were obtained from metal matrix composites (MMCs) processed by hot working such as hot-extrusion[5], hot-rolling[6-7] and hot-forging[8].
>10-1 s-1) in 1984 for the aluminum matrix composite reinforced by ceramic short fibers. Using high strain rate superplastic forming, the production efficiency of industrial components could be significantly enhanced. Since then, HSRS[2-4] has attracted the researchers’ great attentions, and most reports regarding to HSRS were obtained from metal matrix composites (MMCs) processed by hot working such as hot-extrusion[5], hot-rolling[6-7] and hot-forging[8].
Al-11%Si (mass fraction, the same below) alloy is one of the commercial aluminum alloys, and widely used in automobile engines. The components of the alloy are usually produced by casting or die-casting due to its poor plasticity. About thirty years ago, superplasticity of an Al-Si eutectic alloy was obtained at the strain rate range of 10-4-10-3 s-1 by MOLES and DAVIES[9]. In recent years, FUJINO et al[10] and SATOH et al[11] reported that high strain rate superplasticity could be obtained in the hypereutectic Al-Si alloy by using rapidly solidified powder metallurgy(RSP) followed by hot extrusion process or by P/M process. Subsequently, HSRS was obtained from the Al-11%Si alloy after severe plastic deformation (SPD) by using equal-channel angular pressing(ECAP) with a rotary die[12].
As shown in Ref.[12], the ultrafine grains, fine secondary particles and modified grain boundaries after ECAP should be the reason for exhibiting high strain rate superplasticity for the Al-11%Si alloy. The problem is that, however, the HSRS was obtained at the temperature of 773-803 K that is in the temperature range for the solution treatment for this alloy. This means that the silicon particle sizes and the grain sizes would increase during warm-up if the warm-up time was too long. Therefore, it is necessary to investigate the effect of the silicon particles and the grains on the superplasticity if the alloy has large secondary particles or large grains. Three kinds of samples of Al-11%Si alloy were made in the present work, in which larger secondary particles or larger grains were produced by the combination of T6 treatment and ECAP. Then, the effects of the grain sizes and the second particle sizes on superplasticity were investigated and discussed.
2 Experimental
Materials of Al-11%Si alloy used in the present work were the same as those used in the previous papers[12-13]. The details of RD-ECAP described by NISHIDA et al[14]. The processing route of multi-pass RD-ECAP was similar to the “route A” accepted in the conventional ECAP[15]. The RD-ECAP processing temperature was 573 K. The first kind of samples used for superplasticity were pressed 16 passes (as-ECAP sample). Another kind of samples was processed 16 passes followed by T6 treatment (as ECAP-T6 sample). The solution treatment was completed at 793 K for 2 h followed by artificial aging at 443 K for 10 h in an oil bath. The other kind of samples was the Al-11%Si alloy processed by T6 treatment followed by ECAP 16 passes (as T6-ECAP sample). Tensile test specimen with 2.5 mm in diameter and 13.5 mm in gauge length (the aspect ratio is 5.4) was cut from the ECAP billets (20 mm in diameter and 36 mm in length) along the longitudinal direction. Four specimens were made from one billet.
A Shimadzu AGS-10kND testing machine was used for tensile test at a constant rate of the crosshead displacement and with the load recorded on a strip-chart recorder. Tensile tests were carried out at the strain rate range from 5.75×10-4 to 1.15 s-1 after keeping 5 min at the test temperature of 788 K. A Nikon Eclipse ME600 optical microscope was used to observe the microstructures. A JEOL-2010 transmission electron microscope(TEM) was applied to obtain the grain sizes of the aluminum alloy matrix for the T6-ECAP sample. A JEOL JSM-5200 scanning electron microscope(SEM) was used to observe the deformed specimen surfaces.
3 Results and discussion
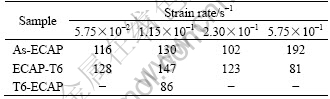
Fig.1 illustrates the superplasticity of the samples of as-ECAP and ECAP-T6 tested at 788 K as a function of the strain rate: elongation to failure and flow stress (the maximum nominal stress was used as the flow stress). The typical tested specimens are shown in Fig.2. As shown in Fig.1(a) and Fig.2, the elongations to failure of all as-ECAP specimens are larger than 100% at the strain rate range from 5.75×10-4 to 1.15 s-1. At the strain rate of 5.75×10-3 s-1, a peak of elongation to failure is obtained (157%). Near the same strain rate, maximum total elongations were reported by MOLES and DAVIES[9] at 781 K and by OTSUKA and HORIUCHI[16] at 823 K in a similar composition Al-Si eutectic alloy. Except for at the low strain rate, however, other two peaks of elongation to failure are obtained at the high strain rate of 1.15×10-1 and 5.75×10-1 s-1 from the as-ECAP sample. The maximum elongation to failure 192% is obtained at the high strain rate 5.75×10-1 s-1. On the other hand, the ECAP-T6 sample shows only one peak at this curve at the lower strain rate of 1.15×10-1 s-1. In addition, the ECAP-T6 sample has much smaller elongation to failure than the as-ECAP sample at the high strain rate of 5.75×10-1 s-1. This indicates that the plastic deformability of the as-ECAP sample after T6 treatment descends at the high strain rate of 5.75×10-1 s-1. Fig.1(b) shows that the strain rate sensitivities (m value) of the two kinds of samples are around 0.3. The superplasticity of the other specimen of the T6-ECAP sample is shown in Table 1, in which the experimental results of all three kinds of samples are listed as a comparison. It is clear that the T6-ECAP sample has much lower elongation to failure than the other two kinds of samples at the strain rate of 1.15×10-1 s-1. These results indicate that the super- plasticity of the Al-11%Si alloy is significantly affected by the secondary particle sizes.
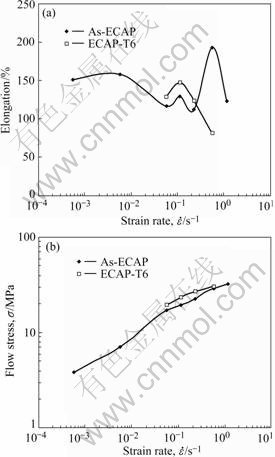
Fig.1 Superplasticity of two kinds of samples of Al-11%Si alloy as function of strain rate: (a) Elongation; (b) Flow stress

Fig.2 Photographs of as-ECAP specimens: (a) Un-tested; (b) Tested at 5.75×10-1 s-1
Fig.3 shows optical microstructures of the three kinds of samples before tensile testing, in which Fig.3(a) shows the as-ECAP sample, Fig.3(b) shows the ECAP-T6 sample, and Fig.3(c) shows the T6-ECAP sample. It is significant that the secondary particle sizes are quite different in the three samples. The as-ECAP sample has the finest secondary particles among the three samples and most of the particles are smaller than 2 μm, although these particles distributions are not much homogeneous. In contrast, the T6-ECAP sample has the largest secondary particles and the sizes of these particles are around 7 μm that is quite larger than that in the other two samples. As reported in Ref.[13], the as-ECAP sample has ultrafine grains (around 300 nm). Contrarily, the ECAP-T6 sample has much larger grains (around 8 μm) as shown in Fig.3(b), and the secondary particles sizes are about 3 μm. Therefore, the low elongation value (81%) of the ECAP-T6 sample at the high strain rate of 5.75×10-1 s-1 should be connected to the large grains and large secondary particles. In order to open out which factor is more important for superplasticity between the grain sizes and the secondary particle sizes, another samples of the T6-ECAP sample were examined by TEM for grain sizes and the micrograph is illustrated in Fig.4. It shows that the T6-ECAP sample has ultrafine grains and the grain size is also around 300 nm that is similar to the grain sizes of the as-ECAP sample. However, as shown in Table 1, the T6-ECAP sample exhibits small elongation to failure (86%) at the optimum strain rate of 1.15×10-1 s-1. This indicates that the secondary particles sizes have greater effect on superplasticity than the grain sizes of the sample.
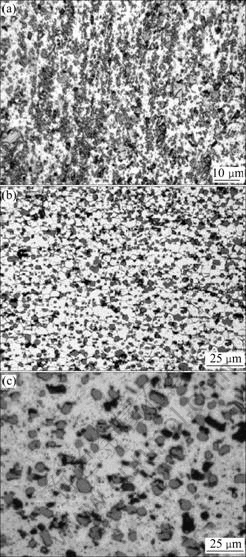
Fig.3 Optical micrographs of three kinds of Al-11mass%Si samples before tensile testing: (a) As-ECAP sample; (b) ECAP-T6 sample; (c) T6-ECAP sample
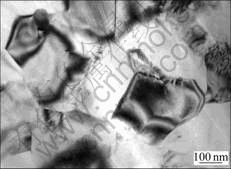
Fig.4 Transmission electron micrograph of T6-ECAP sample
Table 1 Elongation to failure of three kinds of Al-11%Si alloy samples with different microstructures (%)
It is accepted that grain boundary sliding(GBS) is the primary deformation mechanism for superplasticity at high temperatures[17-18]. In addition, the observation of the specimen surface after deformation is usually applied to reveal the evidence of GBS[1,19]. Fig.5 shows the surface micrographs of the superplastically deformed specimens, where Figs.5(a) and (b) show that the as-ECAP sample (total elongation 130% at 1.15×10-1 s-1) at a lower and at a higher magnification, respectively. Figs.5(c) and (d) show that the ECAP-T6 sample (total elongation 147% at 1.15×10-1 s-1) at a lower and at a higher magnification, respectively. These micrographs show the offset of surface scratch lines on the surface, illustrating the grain boundary sliding process[1]. Some differences between the two specimens can be found from these micrographs. The as-ECAP specimen surface has much finer scratch lines compared with the ECAP-T6 specimen. This means that the microstructure of the as-ECAP sample has advantages for grain boundary sliding during superplastic deformation. As increasing the secondary particle sizes and the grain sizes, more grains move cooperatively as a group shown in Figs.5 (c) and (d), and the scratch lines become rough. This phenomenon could be interpreted that large secondary particles would obstruct the grain boundary sliding. As reported in Ref.[1], the elongation to failure of the Si3N4/Al-Mg-Si composite decrease with increasing the Si3N4 particle sizes. In the present work, although the elongation to failure of the ECAP-T6 specimen exhibits slightly larger value than the as-ECAP specimen at 1.15×10-1 s-1, but it is much smaller at the higher strain rate of 5.75×10-1 s-1, as shown in Fig.1, because the ECAP-T6 specimen has larger secondary particles and/or larger grains. The result of the present work emphasizes the effect of the secondary particle sizes on the superplasticity. As shown in Fig.4, although the T6-ECAP sample has the finest grains (300 nm), it exhibits smaller elongation (as listed in Table 1, only 86%) at 1.15×10-1 s-1 than the other two kinds of samples due to the larger secondary particles. This indicates that the secondary particle size has dominant effect on superplasticity. On the other hand, the values of superplasticity obtained from the as-ECAP and the ECAP-T6 specimens at 1.15×10-1 s-1 reveal that the homogenous microstructure is also important for getting large elongation. The slight conglomeration of the particles in the as-ECAP specimen should be the reason that the elongation to failure of the as-ECAP sample is slightly smaller than the ECAP-T6 sample at the strain rate of 1.15×10-1 s-1. It has been made sure that the Al-11%Si alloy after ECAP at elevated temperatures exhibits higher elongation with increasing the ECAP passes, and the grains sizes and the secondary particles sizes in the alloy do not change greatly with increasing the ECAP passes after over 8 passes[12]. Thus, one of the reasons for the elongation increase with ECAP passes is that the particles distribution becomes more homogenous with increasing the ECAP passes[13]. This could be used to explain why the ECAP-T6 specimen having more homogenous distribution of particles exhibits slightly larger elongation at 1.15×10-1 s-1 than the as-ECAP specimen. Therefore, in order to increase superplasticity for the Al-11%Si alloy, it is feasible to increase the ECAP passes or to change the ECAP technical parameter such as processing temperature for getting fine secondary particles (lower than 3μm) and their homogenous distribution.
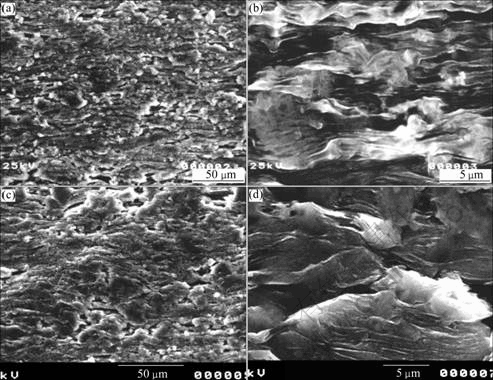
Fig.5 Scanning electron micrographs of specimen surface after tensile testing: (a) and (b) As-ECAP sample (elongation 130% at 1.15×10-1 s-1) at lower and higher magnification; (c) and (d) ECAP-T6 sample (elongation 147% at 1.15×10-1 s-1) at lower and higher magnification
4 Conclusions
1) The as-ECAP sample exhibits superplasticity at the high strain rate of 5.75×10-1 s-1 due to fine secondary particles and ultrafine grains. Contrarily, superplasticity can not be obtained from the ECAP-T6 sample and the T6-ECAP sample at the same high strain rate.
2) The secondary particles sizes have dominant effect on superplasticity in this alloy. When the secondary particles are larger than 7 μm, it is difficult to obtain high strain rate superplasticity even if the sample has ultrafine grains.
3) The secondary particles distribution has important effect on the superplasticity value. It is feasible to produce homogenous microstructure for obtaining large elongation.
4) The ECAP-T6 sample having small secondary particles and homogenous distribution exhibits high strain rate superplasticity at 1.15×10-1 s-1. The maximum elongation to failure is 147% (the specimen aspect ratio 5.4) and the m value is around 0.3.
Acknowledgements
One of the authors (MA Ai-bin) gratefully acknowledges the financial support of the Japan Society for the Promotion of Science(JSPS).
References
[1] NIEH T G, WADSWORTH J, SHERBY O D. Superplasticity in Metals and Ceramics [M]. Cambridge: Cambridge University Press, 1997: 5-180.
[2] CUI Z Q, ZHONG W, WEI Q B. Superplastic behavior at high strain rate of rapidly solidified powder metallurgy Al-Li alloy [J]. Scripta Metallurgica et Materialia, 1994, 30: 123-128.
[3] BIELER T R, MUKHERJEE A K. The role of adiabatic heating on high rate superplastic elongation [J]. Scripta Metallurgica et Materialia, 1990, 24: 1003-1008.
[4] NIEH T G, WADSWORTH J. Effect of Zr on the high strain rate superplasticity of 2124 Al [J]. Scripta Metallurgica et Materialia, 1993, 28: 1119-1124.
[5] LIM S W, NISHIDA Y. High strain rate superplasticity of Si3N4 whisker reinforced 7075 alloy matrix composite fabricated by squeeze casting [J]. Scripta Metallurgica et Materialia, 1995, 32: 1821-1825.
[6] XU X J, ZHAO C Z, ZHANG D, SHI Z L, WU R J. High strain rate superplasticity of SiC whisker reinforced pure aluminum composites [J]. Trans Nonferrous Met Soc China, 1999, 9(3): 500-504.
[7] YIN D L, ZHANG K F, WANG G F, HAN W B. Superplasticity of fine-grained AZ31 Mg alloy sheets [J]. Trans Nonferrous Met Soc China, 2004, 14(6): 1100-1105.
[8] DENG Z Y, HUANG B Y, HE Y H, LIU YONG. Superplastic behavior of hot-forged TiAl-based alloy [J]. Trans Nonferrous Met Soc China, 1999, 9(2): 278-280.
[9] MOLES M D C, DAVIES G J. Superplasticity in aluminium-silicon eutectic alloys [J]. Scripta Metallurgica, 1976, 10: 455-458.
[10] FUJINO S, KUROISHI N, YOSHINO M, MUKAI T, OKANDA Y, HIGASHI K. High-strain-rate superplastic behavior in a super-rapidly-solidified Al-Si system alloy [J]. Scripta Materialia, 1997, 37: 673-678.
[11] SATOH T, OKIMOTO K, NISHIDA S. High-temperature deformation behavior of aluminum alloys produced from centrifugally-atomized powders [J]. Journal of Materials Processing Technology, 1997, 68: 221-228.
[12] MA A B, TAKAGI M, SAITO N, IWATA H, NISHIDA Y, SUZUKI K, SHIGEMATSU I. Tensile properties of an Al-11 mass%Si alloy at elevated temperatures processed by rotary-die equal-channel angular pressing [J]. Materials Science and Engineering A, 2005, 408: 147-153.
[13] MA A B, SUZUKI K, NISHIDA Y, SAITO N, SHIGEMATSU I, TAKAGI M, IWATA H, WATAZU A, IMURA T. Impact toughness of an ultrafine-grained Al-11mass%Si alloy processed by rotary-die equal-channel angular pressing [J]. Acta Materialia, 2005, 53: 211-220.
[14] NISHIDA Y, ARIMA H, KIM J C, ANDO T. Rotary-die equal-channel angular pressing of an Al-7mass%Mg alloy [J]. Scripta Materialia, 2001, 45: 261-266.
[15] SEGAL V M. Materials processing by simple shear [J]. Materials Science and Engineering A, 1995, 197: 157-164.
[16] OTSUKA M, HORIUCHI R. Superplasticity in Al-Si eutectic alloy [J]. J Japan Inst of Light Metals, 1977, 27: 85-89.
[17] VALIEV R Z, KAIBYSHEV O A. On the quantitative evaluation of superplastic flow mechanisms [J]. Acta Metallurgica, 1983, 31: 2121-2128.
[18] LANGDON T G, WATANABE T, WADSWORTH J, MAYO M J, NUTT S R, KASSNER M E. Future research directions for interface engineering in high temperature plasticity [J]. Materials Science and Engineering A, 1993, 166: 237-241.
[19] MABUCHI M, IWASAKI H, YANASE K, HIGASHI K. Low temperature superplasticity in an AZ91 magnesium alloy processed by ECAE [J]. Scripta Materialia, 1997, 36: 681-686.
Corresponding author: MA Ai-bin; Tel/Fax: +86-25-83787239; E-mail: aibin-ma@hhu.edu.cn
(Edited by YANG Hua)

