DOI: 10.11817/j.issn.1672-7207.2017.04.006
X70HD���߸��α��յ����������ؼ�����
����������衣����࣬Ф�꣬���M�M����ΰ
(��ɽ��ѧ �����������װ�������չ��̼����о����ģ��ӱ� �ػʵ���066004)
ժҪ�����������ͷ���X70HD(�������)���߸����ض�������������ľ�̬�����Լ���̬������вⶨ���Բ�õ�����Ϊ���ݣ��ƶ������ۻ��������ߴ�80%����ģ��ʵ�顣ͨ���̶���һ�α��β������仯�ڶ��α��ι����еı����¶��Լ�Ӧ�����ʣ�������ϴ�𣬷����ڶ��α����¶���Ӧ��������2�����ض��α��յ��������������Լ������徧��������Ӱ�졣�о��������������õ��α��յ�������Ϊ���������壬���Ҹõ��������徧��ϸС���ڶ��α����ڰ����������ʱ��Ӧ������Խ��Խ�������α��յ�����������ɣ��ڰ�������ٽᾧ���Ľϸ��¶ȷ�Χ�ڣ�Ӧ������Խ��Խ�������α��յ�����������ɡ�
�ؼ��ʣ������ͣ������¶ȣ�Ӧ�����ʣ��α��յ�������
��ͼ����ţ�TG335.5 ���ױ�־�룺A ���±�ţ�1672-7207(2017)04-0889-07
Key parameters in the process of deformation induced ferrite transformation of X70HD pipeline steel
WANG Jian, MA Hongchen, WANG Jie, XIAO Hong, XIE Pengpeng, ZHU Wei
(National Engineering Research Center for Equipment and Technology of Cold Rolling Strip,
Yanshan University, Qinhuangdao 066004, China)
Abstract: X70HD pipeline steel��s static phase transformation point and dynamic phase transition point were determined under certain conditions. Based on the measured phase transition points, a thermal simulation experiment of two stages large deformation whose accumulated deformation is as high as 80% was made. Deformation parameters in the first stage was fixed firstly, then the temperature and the strain rate of deformation in the second stage were changed before quenching, and then their influences on the generation of deformation induced ferrite and the grain size of ferrite were considered. The results show that the ferrite is deformation induced ferrite. The lower the strain rate is, the more deformation induced ferrite is found in the low temperature area of the austenite non-recrystallization region. And the higher the strain rate is, the more deformation induced ferrite is found in the high temperature area of the austenite non-recrystallization region.
Key words: thermal expansion; deformation temperature; strain rate; deformation induced ferrite transformation
������ι��߸��������������߸ֵ���Ҫ�ŵ�����ǿ�ȵ͡��쳤�ʸߡ�Ӧ��ʱЧӲ��С���ܹ����ܽϴ������Ӧ����Ӧ�䣬���ܹ��ڵ�������������������������ȶ��ӻ�����ȷ��������Դ��ȫ���͡�������ι��߸ֵ���֯�������������뱴���壬Ҫ��֤���߸ֵ�ǿ�Ⱥ����Զ�������ʹ��Ҫ���뽫�������������������40%~60%���ֽο��ƿ�����ι��߸������庬���ķ�ʽ�Ǿ�������Ƴ�ԥʱ�䣬�Ӷ������ȹ���������ĺ���[1-3]���������ַ�����Ȼ���Ե��غ��������뱴���������ȣ������ڳ�ԥ�������Ѿ����ɵ������徧����Ѹ�ٳ�����Խ������ι��߸ֵ�ǿ���Ծͻ�Խ�ͣ���ˣ�Ҫʵ�ֹ��߸�ǿ�Ⱥ�����ͬʱ����������þ���ϸ���ķ�ʽ[4-5]���α��յ���ʵ�־���ϸ��[6-10]�����������о�������ͨ�����Ƶ�̼���α��յ������е�Ӧ������Ӧ�����ʡ������¶ȵȲ��������Ի�þ���ϸС��������ͬ���α��յ�������[11-14]�����Ծ��������еIJ�����Ҫ�������е��أ�ʹ�ְ��ھ��������о����α��յ��ķ�ʽ��������Ҫ������ϸС������[15-16]������Ա��������ԥ�����е������峤����Ϊ����ֱ�Ӽ�����ȴ��ñ����壬�����Ϳ��������й��ջ�����ʵ�־���ϸ��[17]����������ѡ�����ΪX70������ι��߸֣��ھ����ܽӽ�ʵ���������ۻ���������ԭ���£���������ߴ���ʵ���豸�������ƶ�ʵ�鹤�գ�ͨ���Ծ�̬�����Լ���̬����������ƶ����������ۻ���������80%�����α�����ģ��ʵ�飬�о������¶ȡ�����Ӧ�����ʶ��α��յ������徧�������Լ����������������Ӱ�졣
1 ʵ��
1.1 ʵ�����
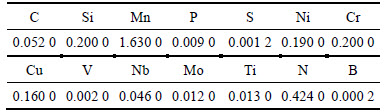
ʵ�����ò���Ϊij��������X70������ι��߸֣��ò��ϵĻ�ѧ�ɷ����1��ʾ��
��1 ������X70������ι��߸ֻ�ѧ�ɷ�(��������)
Table 1 Chemical composition of X70HD pipeline steel %
1.2 ��̬����Ar3
��̬����IJⶨ�����������Ͻ��У�ѡ��ֱ��������Ϊ6 mm��25 mm��Բ����������̬�����ʵ�鹤��Ϊ���Ƚ�������0.08 ��/s���ٶȼ��ȵ�1 070 �棬����120 s������0.08 ��/s���ٶ���ȴ��550 �������
1.3 ��̬����Ar3
��̬����IJⶨ��Gleeble-3800��ģ��������Ͻ��С�Ϊ�����ܽӽ�ʵ�������еı������Լ�����ʵ������ʹ��ʱ��Ҫ����Ƶ������ߴ���ͼ1��ʾ����̬����Ĺ���·��Ϊ���Ƚ�������10 ��/s���ٶȼ��ȵ�1 200 �棬����5 min������5 ��/s���ٶ���ȴ��1 000 �棬����Ϊ40%��Ӧ������Ϊ1 s-1������10 s����5 ��/s���ٶȷֱ���ȴ��800��860 �棬����Ϊ60%��Ӧ������Ϊ1 s-1�����ֱ���0.08��1 ��/s���ٶ���ȴ��550 �档ͼ2��ʾΪ���幤��·��ͼ������û�еڶ��α����¶�Ϊ800 �桢���κ���ȴ�ٶ�Ϊ0.08 ��/s���������

ͼ1 �ⶨ��̬����������ߴ�
Fig. 1 Sample size of determining dynamic phase transformation point
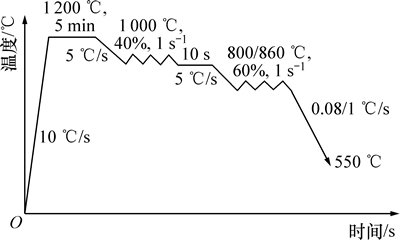
ͼ2 �ⶨ��̬����Ĺ���·��
Fig. 2 Process route to determine dynamic phase transformation
1.4 �����¶ȼ�Ӧ�����ʱ仯ʱ����ģ���·��ͼ
ʵ����Gleeble-3800��ģ��������Ͻ��У�������ֱ��������Ϊ8 mm��12 mm��Ϊȷ�������¶Ⱥ�Ӧ�����ʶ��α��յ��������Ӱ�죬�ƶ����¹��գ���������10 ��/s���ٶȼ��ȵ�1 200 �棬����5 min������5 ��/s���ٶ���ȴ��1 000 �棬����50%��Ӧ������1 s-1������10 s����5 ��/s���ٶȷֱ���ȴ��760��780��840 ��Ȳ�ͬ�¶ȣ�����60%��Ӧ�����ʷֱ�Ϊ0.1��1��10��20��30 s-1���������ȴ�����¡����幤��·��ͼ��ͼ3��ʾ�����У���һ�ε�ѹ�����ζ�Ӧģ��������̣��ڶ���ѹ�����ζ�Ӧģ�ⲻͬ�����¶ȼ�Ӧ�����������¾������̡�
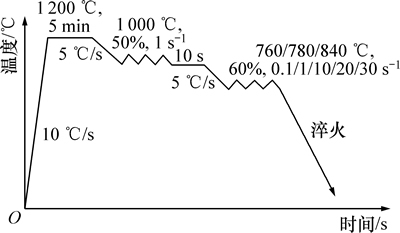
ͼ3 �ڶ��β�ͬ�����¶ȼ�Ӧ�����������µĹ���·��ͼ
Fig. 3 Process route with different deformation temperatures and strain rates in the second stage of deformation
1.5 ����۲�
����ѹ�����κ�����������и��������п�������Ƕ��ɰֽ��ĥ���ʹ⡢4%(�������)����ƾ���ʴ��������������¹۲죬��ȡ����Ӧ���������µĽ��ࡣ
2 ʵ����������
2.1 ��̬����
ͼ4��ʾΪ��̬�������е����������ߡ���Ϊ������Ar3������仯���������Եģ���ˣ����ƴ����Ͳ���ֱ�ߵ��ӳ��ߣ����¶��������У��������1������������ֱ�ߵ��е㣬���е������¶ȼ�Ϊ��̬����Ar3=763 �档
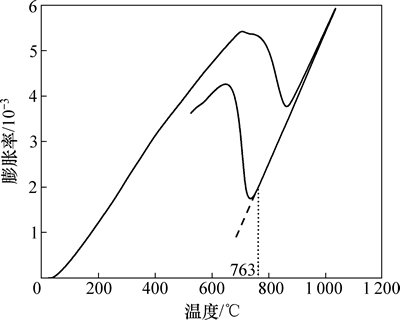
ͼ4 ��̬�������е�����������
Fig. 4 Thermal expansion curve in the process of static phase transition
2.2 ��̬����
�����ڲ�ͬ�ĵڶ��α����¶��Լ���ȴ�ƶ������µĶ�̬����ⶨ������ͼ5��ʾ����õڶ��α����¶�860 �桢��ȴ�ٶ�0.08 ��/sʱ�Ķ�̬����Ϊ740 �棬��ͼ5(a)��ʾ���Ա�ͼ4��ͼ5(a)���֣���ȴ�ٶ���ͬʱ��̬����ȶ�̬�����23 �棬������������������Ȼ���±��ο�������κ����Լ��α䴢���ܣ�������߰����嵽����������㣬���ڲⶨ��̬����ʱ��������¶ȸߴ�1 200 �棬�Ȳⶨ��̬����ʱ����߱����¶�1 070 ��ߺܶ࣬���¶�̬�����ǰ�����徧�������κ��ʽ��ͣ���ʹ���㽵�ͣ���Ҫ�Ȱ�����������ζ�������������Ӱ�����һЩ�����Ըö�̬�����Ե͡�
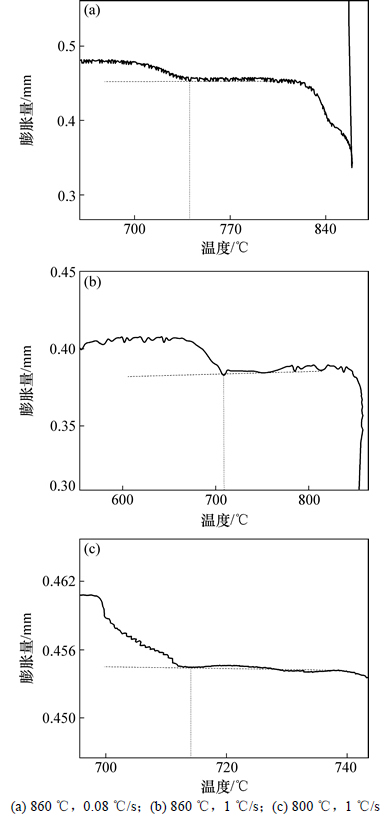
ͼ5 ��̬�������е�����������
Fig. 5 Thermal expansion curves in process of dynamic phase transition
�Ա�ͼ5(a)��ͼ5(b)���Է��֣�������������ͬ�����ڶ��α��κ���ȴ�ٶȴ�0.08 ��/s����1 ��/sʱ�������740 �潵�͵�708 �棬˵����ȴ�ٶȶ����㽵��ЧӦ���ԡ��Ա�ͼ5(b)��ͼ5(c)���Է��֣�������������ͬ�����ڶ��α����¶ȴ�860 �潵�͵�800 ��ʱ�����κ���ȴ�ٶȶ�Ϊ1 ��/s����������Ϊ714 �档˵�����͵ڶ��α����¶��������������㣬���Ǽ��㽵��60 �棬����Ҳֻ������6 �棬����Ч�������ԡ����ԣ��ƶϵڶ��α����¶ȼ�ʹ�趨Ϊ760 �棬��ȴ�ٶ�Ϊ5 ��/sʱ���ᷢ����������ȹ���ת�䣬���趨�ڶ��α����¶ȷֱ�Ϊ760��780��840 �档
2.3 �ڶ��α����¶��Լ�Ӧ�����ʶ��α��յ��������Ӱ��
Ϊ��ʹ�ڶ��α��ι����е��α��յ�Ч�����ã��ڵ�һ��1 000 �����50%��һ���ڣ���ʹ�ִ�İ����徧��ϸ���������������Ϊ�ڶ��α��ι������α��յ���������γ��ṩ������κ˵㣻�����ڴ��¶ȱ��Σ���ʹ�����Ͻ�Ԫ�شӹ���̬ת��Ϊ̼��Ԫ�صij������Щ������ij��ֻ��Ϊ�������κ˵㣬Ҳ�������α��յ���������γɡ�
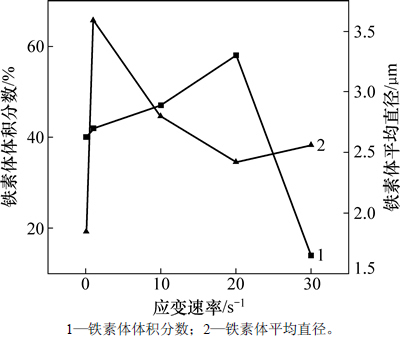
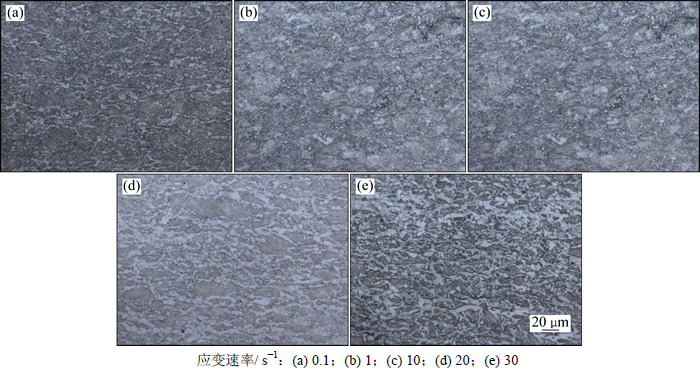
�ڵڶ��Σ��������¶�Ϊ760 �桢Ӧ�����ʱ仯ʱ��������ȴ��Ľ�����ͼ6��ʾ��ͼ6�еİ�ɫ��֯Ϊ�����壬��ɫ��֯Ϊ��������塣����Ӧ�����ʵ���ߣ��α��յ������ĵ����������������٣���ͼ7��ʾ����������̬����ϸС�ĵ�����������Ϊ��������ԭ�����徧�����״�ֲ��ķ¾��������塣�����������¶���Խϵ�ʱ��Ӧ�����ʼӿ죬���α��յ�������IJ�����Ҫһ����ʱ�䣬�Ӷ��α��յ�����ʱ��Խ��Խ����֣�����Ӧ�����ʵ��������α��յ��������������١�
�ڵڶ��Σ��������¶�Ϊ760 ��ʱ��������ƽ��ֱ����Ӧ�����ʵı仯������ͼ7��ʾ����ͼ7�ɼ�������Ӧ�����ʵ�������ʱ�����̣��α��յ������徧������̶�Խ��ԽС�������������ٽᾧ���ۺ������£������徧���ȼ�С������
�ڵڶ��Σ��������¶�Ϊ780 �桢Ӧ�����ʱ仯ʱ��������ȴ��Ľ�����ͼ8��ʾ����ͼ8�ɼ�������Ӧ�����ʵ�������������������������Ӧ������Ϊ20 s-1ʱ������������������ַ�ֵ������Ӧ�����ʵļ��������������������������֯���ɵ����������Ϊ����״�ֲ��������塣ͬʱ��������������ȹ��������壬�����庬��������Ӧ�����ʵı仯�����������ֻ��ʹ�����庬���ڴ����������������ܵ��������������࣬��˵���õ��������岢���ȹ��������壬�����α��յ������塣
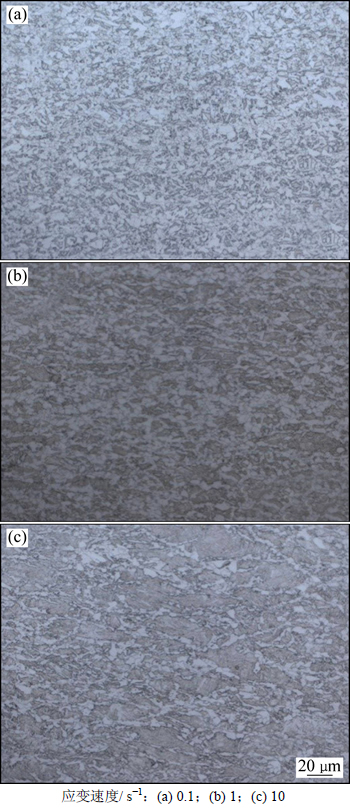
ͼ6 �ڶ��α����¶�Ϊ760 ��ʱ��ͬӦ�����ʴ������֯
Fig. 6 Organization after quenching when deformation temperature is 760 �� in the second stage with different strain rates
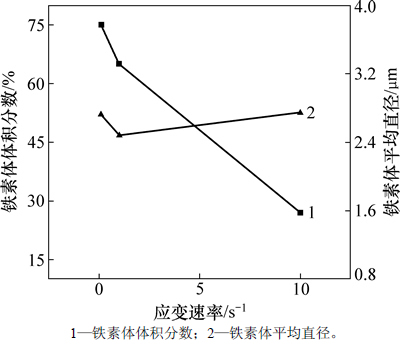
ͼ7 �ڶ��α����¶�Ϊ760 ��ʱ���������������ƽ��ֱ����Ӧ�����ʵı仯����
Fig. 7 Curves of ferrite��s proportion and average diameter along with change of strain rates when deformation temperature is 760 ��in the second stage
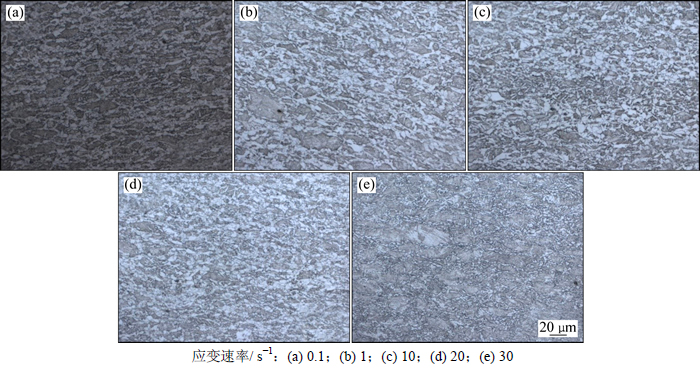
ͼ8 �ڶ��α����¶�Ϊ780 ��ʱ��ͬӦ�����ʴ������֯
Fig. 8 Organization after quenching when deformation temperature is 780 �� in the second stage with different strain rates
�ڵڶ��Σ��������¶�Ϊ780 ��ʱ��������ƽ��ֱ����Ӧ�����ʵı仯������ͼ9��ʾ����ͼ9�ɼ�����Ӧ�����ʵ������α��յ������徧������Ч���������������ٽᾧ���ۺ������£������徧����������С��
�ڵڶ��Σ��������¶�Ϊ840 �桢Ӧ�����ʱ仯ʱ��������ȴ��Ľ�����ͼ10��ʾ����ͼ10�ɼ�����Ӧ�����ʽϵ�ʱ��ֻ����ԭ�����徧���������������壬����Ӧ��������0.1~1 s-1֮��ʱ�������庬��Ѹ�ٽ��͡��������ڵڶ��α����¶Ƚϸ�ʱ������Ҫ����������Ķ�̬�ظ�����̬�ٽᾧ����Ӧ�����ʽϵ͵������Χ�ڣ���̬�ظ�����̬�ٽᾧ�̶Ȼ��Щ��ʣ�������ܼ��٣��������κ��ʽ��͡�����Ӧ�����ʵļ�����������庬�������࣬��Ӧ������Ϊ30 s-1ʱ���ֽ϶�ĵ��������壬��ͼ11��ʾ��˵���ڴ��¶����α��յ��������������Ҫ�ϴ��Ӧ�����ʡ�������Ϊ��ʱ���ι��ϴ˷��˰����嶯̬�ظ��붯̬�ٽᾧ��������������㹻��������ܱ�֤���ɸ�����α��յ������塣
�ڵڶ��Σ��������¶�Ϊ840 ��ʱ��������ƽ��ֱ����Ӧ�����ʵı仯������ͼ11��ʾ����ͼ11�ɼ�����Ӧ������������Ĺ����У��α��յ������峤��Ч��Խ��ԽС�������������ٽᾧ���ۺ������£�����ƽ��ֱ���ȼ�С������
ͼ9 �ڶ��α����¶�Ϊ780 ��ʱ���������������ƽ��ֱ����Ӧ�����ʵı仯����
Fig. 9 Curves of ferrite��s proportion and average diameter along with change of strain rates when deformation temperature is 780 �� in the second stage
ͼ10 �ڶ��α����¶�Ϊ840 ��ʱ��ͬӦ�����ʴ������֯
Fig. 10 Organization after quenching when deformation temperature is 840 �� in the second stage with different strain rates
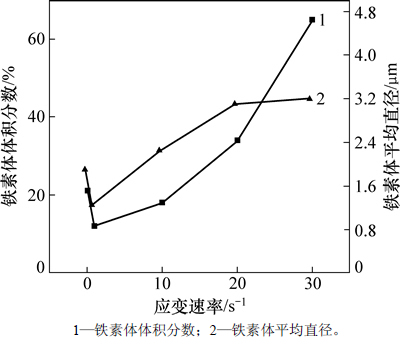
ͼ11 �ڶ��α����¶�Ϊ840 ��ʱ���������������ƽ��ֱ����Ӧ�����ʵı仯����
Fig. 11 Curves of ferrite��s proportion and average diameter along with change of strain rates when deformation temperature is 840 �� in the second stage
3 ����
1) X70������ι��߸ֵĶ�̬�����ܵڶ��α��κ���ȴ�ٶ�Ӱ��ϴ�����ȴ�ٶȵ�������������͡����ڶ��α����¶ȶԾ�̬�����Ӱ���С�����͵ڶ��α����¶ȣ���̬��������������
2) �ڰ�������ٽᾧ�����еĵڶ��α����¶Ƚϵ�ʱ��Ӧ������Խ�ͣ��α��յ�������Խ�ࣻ�ڵڶ��Σ��������¶Ƚϸ�ʱ��Ӧ������Խ�ߣ��α��յ�������Խ�ࡣ���ض��������������������Ϊ40%~60%�������������������Ҫ��
3) ��ʵ���õ��α��յ������徧��ϸС������ƽ��ֱ����3.6 ��m���ڣ��ܾ����������ٽᾧ�ۺ����ã��ڶ��α����¶���ͬ��Ӧ�����ʲ�ͬʱ��仯���ɲ�ͬ��
�ο����ף�
[1] CHOI J K, SEO D H, LEE J S, et al. Formation of ultrafine ferrite by strain-induced dynamic transformation in plain lowcarbon steel[J]. ISIJ International, 2003, 43(5): 746-754.
[2] �ݺ���, ����, ������. �α�����Ե�̼���α��յ�����Ӱ��[J]. �����о�, 2009, 37(5): 7-9.
YU Haiyan, WANG Kai, LIU Chunming. Effects of deformation parameters on deformation induced ferrite transformation in plain carbon steel[J]. Research on Iron & Steel, 2009, 37(5): 7-9.
[3] MUKHERJEE K, HAZRA S, PETKOV P, et al. Critical comparison of novel and conventional processing for dual-phase steels[J]. Materials & Manufacturing Processes, 2007, 22(4): 511-515.
[4] ������, ����, ������, ��. ���±��ε�̼�ֳ�ϸ��������γ�[J]. ����ѧ��, 2000, 36(10): 1061-1066.
YANG Zhongmin, ZHAO Yan, WANG Ruizhen, et al. Formation of ultra-fine ferrite grains in low carbon steels through low temperature heavy deformation[J]. Acta Metallurgica Sinica, 2000, 36(10): 1061-1066.
[5] �ƺ���, �ױ���, ����, ��. �ꡢ���Ͻ¾�����������/��״�����帴��ֵ��α��յ������������о�[J]. �����ȴ���, 2006, 31(S1): 124-129.
HUANG Haibing, BAI Bingzhe, FENG Yong, et al. Study on deformation induced ferrite transformation of zhe graun boundary allotriomorphic ferrite/granular bainite (FGBA/Bg) and Nb-Ti Microalloyed duplex steel[J]. Metal Heat Treatment, 2006, 31(Suppl 1): 124-129.
[6] LIU Qingyou, DENG Suhuai, SUN Xinjun, et al. Effect of dissolved and precipitated niobium in microalloyed steel on deformation induced ferrite transformation (DIFT)[J]. Journal of Iron and Steel Research, 2009, 16(4): 67-71.
[7] HAO Luhan, SUN Mingyue, XIAO Namin, et al. Characterizations of dynamic strain-induced transformation in low carbon steel[J]. Journal of Materials Science & Technology, 2012, 28(12): 1095-1101.
[8] EGHBALI B. Study on the ferrite grain refinement during intercritical deformation of a microalloyed steel[J]. Materials Sciences & Engineering A, 2010, 527(15): 3407-3410.
[9] ������, ����, ������, ��. �α��յ���������γɻ���[J]. ����ѧ��, 2000, 36(8): 818-822.
YANG Zhongmin, ZHAO Yan, WANG Ruizhen, et al. Formation mechanism of deformation induced ferrite[J]. Acta Metallurgica Sinica, 2000, 36 (8): 818-822.
[10] HONG S C, LEE K S. Influence of deformation induced ferrite transformation on grain refinement of dual phase steel[J]. Materials Science & Engineering A, 2002, 323(1): 148-159.
[11] WENG Yuqing. Ultra-fine grained steels[M]. Berlin Heidelberg: Springer, 2009: 86-136.
[12] �Ź�Ӣ, �Ż�, ������, ��. �����������α��յ���䳬ϸ�������о�[J]. ����ѧ��, 2005, 54(4): 1771-1776.
ZHANG Guoying, ZHANG Hui, LIU Chunming, et al. The study on the ultrafine mechanism of steels: strain-induced phase-transformation from austenite to ferrite[J]. Acta Physica Sinica, 2005, 54(4): 1771-1776.
[13] EGHBALI B, ABDOLLAH-ZADEH A. Deformation-induced ferrite transformation in a low carbon Nb-Ti microalloyed steel[J]. Materials & Design, 2007, 28(3): 1021-1026.
[14] KIM S J, CHANG G L, LEE T H, et al. Effects of copper addition on mechanical properties of 0.15C-1.5Mn-1.5Si TRIP-aided multiphase cold-rolled steel sheets[J]. ISIJ International, 2002, 42: 1452-1456.
[15] MOHAMADIZADEH A, ZAREI-HANZAKI A, KISKO A, et al. Ultra-fine grained structure formation through deformation- induced ferrite formation in duplex low-density steel[J]. Materials & Design, 2016, 92: 322-329.
[16] SHEN X J, TANG S, CHEN J, et al. Grain refinement in surface layers through deformation-induced ferrite transformation in microalloyed steel plate[J]. Materials & Design, 2017, 113: 137-141.
[17] IMANDOUST A, ZAREI-HANZAKI A, ABEDI H R. Low-temperature strain-induced ferrite transformation in twinning-induced plasticity steel[J]. Scripta Materialia, 2012, 67(12): 995-998.
(�༭ ����ƽ)
�ո����ڣ�2016-04-23�������ڣ�2016-06-25
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51304171)���ӱ�ʡ��Ȼ��ѧ����������Ŀ(E2013203248)��������Դ����ᱣ�ϲ���ѧ��Ա�Ƽ����Ŀ(CG2016003001)(Project(51304171) supported by the National Natural Science Foundation of China; Project(E2013203248) supported by the Natural Science Foundation of Hebei Province; Project(CG2016003001) supported by the Ministry of Human Resources and Social Security of the People��s Republic of China)
ͨ�����ߣ���������ʿ�������ڣ����½��������Ա�����Ϊ���������������豸�������о���E-mail��jwang@ysu.edu.cn

