���±�ţ�1004-0609(2010)02-0329-10
�������ºϽ���ģ�������̹��̺�/�۶�߶�ģ��
�� ���������壬���ٳ�
(�廪��ѧ ��е����ϵ �Ƚ���������������ص�ʵ���ң����� 100084)
ժ Ҫ�������������ºϽ���ģ�������̹��̵ĺ�/�۶�߶�����ģ�ͣ����������ٷ������ȷ��䣬ģ���������¶ȷֲ���������ά��/������Ƕ�Ľ���CA����ģ������֯������������֯ģ���������ᾧDZ�ȣ�ʵ��������ģ�����ϡ����ݵ�ЧҺ���½�����Niyama�оݺ�Darcy����Ԥ�������ĺ�����ס�������ɺ�������ȱ�ݷֲ�λ�ã�����עʵ�ʵĸ��ºϽ�Ҷ�����������������ģ���õ���ȴ���ߡ�����֯��ȱ��λ����ʵ�����Ǻ����ã�ģ�����ܹ�ȷԤ�������ж���ȱ�ݵķֲ���
�ؼ��ʣ����ºϽ���ģ���죻��߶�ģ�⣻����������ɣ������ɣ�����֯
��ͼ����ţ�TG292���� ���ױ�ʶ�룺A
Multi-scale modeling of solidification process of
Ni-based superalloy investment castings
PAN Dong, XU Qing-yan, LIU Bai-cheng
(Key Laboratory for Advanced Materials Processing Technology, Ministry of Education,
Department of Mechanical Engineering, Tsinghua University, Beijing 100084, China)
Abstract: Three dimensional macro and micro multi-scale models were proposed for Ni-based superalloy investment castings. Temperature distribution in the casting was simulated using the ray tracing method to deal with the heat radiation. Microstructure was simulated with the modified CA method and three dimensional nested macro and micro grids. Latent heat releasing was calculated during microstructure simulation, which was coupled with the macro temperature calculation. Based on multi-scale modeling results, the shrinkage cavity, macroporosity and microporosity defects in the casting were predicted with the equivalent liquid surface descending method, Niyama Criterion and Darcy Law, respectively. Experiments for superalloy turbine wheel casting were carried out. The results show that the simulated cooling curves, microstructure and defects�� positions correspond well with the experimental. Various defects in the casting can be predicted precisely with the proposed model.
Key words: superalloy; investment casting; multi-scale modeling; shrinkage cavity and macroporosity; microporosity; microstructure
���ºϽ���ģ����������ѧ���ܺͻ�ѧ�ȶ��Գ��ڣ��ں��ա������ʹ����ȹ�ҵӦ�ù㷺[1?2]�����ڸ��ºϽ�ɷּ����̹�����������ɸ���[3]������ģ��������Ϳ����Բɢ�ȽϿ죬�����ײ�����/���������ɺʹִ�����ȱ��Ӱ��������������ֵģ�⼼���Ը��ºϽ���ģ�������̹��̽��н�ģ�����ȱ��Ԥ�⣬�ɽ�ʡ���صĺϽ�ԭ���ϣ����ٸ߰����ʽ�Ͷ�룬�����з�ʱ��[4]��
�������о���Ա��Ը��ºϽ���ģ������չ�˶�����ֵģ���о���YU��[5]ģ�������Ͻ���ģ�������̹��̵��¶Ⱥ;����ȷֲ�����Ԥ���˺�����ס������Ƶ�ȱ�ݡ�SCHNEIDER��[6]ģ���˵����������ºϽ������̹����еĺ�/��ƫ����ȸ��ȱ�ݡ�RAFIQUE��[7]ģ���˳�����ģ��������б߽绻��������ʱ��ı仯�����NASTAC��[8]��������¶ȳ�������֯����ϼ���ģ�ͣ�ģ���˸��ºϽ���ģ������̵��¶Ⱥ�������仯����Ԥ����Laves��ĺ�����TIAN��[9]����Xue��Niyama�о�ģ�����������ºϽ�����ҶƬ���̹��̵�����ȱ�ݷֲ���Ѧ���[10]�������Ͻ���ģ����ҶƬ���������ɽ�������ֵģ�⡣��ϲ���[11]��ijNi3Al�����ºϽ���ģ���������̹����¶ȳ�������ģ�⣬������ģ�����Խ�עϵͳ��ƽ����˸Ľ���Ѧ����[12]ģ���˸��ºϽ��������ҶƬ�������̹�����ҶƬ���մ�о���Ϳ��ڵ��¶ȳ��ֲ����ھ���[13]ģ�����������ºϽ�����ҶƬ���̹����е��¶ȳ��ֲ�����ʵ�������жԱȣ��������˳����ٶȺͶ�������¯�ߴ��ҶƬ�ڲ��¶ȷֲ���Ӱ�졣
����Ŀǰ��Ը��ºϽ���ģ�����ĺ�/�۶�߶������ά��ֵģ����о���Ȼ���٣�ȱ��������̹��̶���ȱ���γɼ��ֲ����ۺϷ����о���������������������ºϽ���ģ������̵��ص㣬������һ����/�۶�߶�����ģ�ͣ�ģ�����������̹��̵��¶ȷֲ�������֯�������̣������ں�/��ģ����Ԥ���������ڲ��ĺ���������ɡ�������ȱ�ݵķֲ�λ�á�
1 ������ѧģ��
1.1 ��۴���ģ��
��ģ����һ�����Ϳ��ڱ������������ջ�������ȴ���������任�ȶ����̹��̵�Ӱ�����������������غ㶨�ɣ���ģ������̵���������������ʽ���㣺

ʽ�У�TΪ�¶ȣ�tΪʱ�䣻��Ϊ�ܶȣ�cΪ�����ݣ�LΪ�ᾧDZ�ȣ���Ϊ����ϵ����x��y��zΪֱ�����ꣻfSΪ���������QRΪ�������Ϳǵı��浥Ԫ����Χ�����ķ��任������
ʹ�ó��淽���������任��������Ҫ���Ĵ������ڴ�ͼ���ʱ�䡣���о�ʹ��һ�ֻ������ؿ������������ٷ�[14]������ģ������̵ķ��任�����⣬����С���ڴ����IJ������˼���ʱ�䡣���崦�����̲ο�����[14]��
1.2 ����֯ģ��
����֯���ݱ����ģ����ڸĽ���CA�� ��[15]�����κ˹��̲��û��ڸ�˹�ֲ��������κ�ģ ��[16]���ڹ���Ľ���Һ�����γɵľ�������������ʽ���㣺

ʽ�У�DTΪ����ȣ�n(DT)Ϊ�����ɵľ��˵��ܶȣ�fs(DT��)Ϊ���������NmaxΪ����κ��ܶȣ�DTsΪ�κ˹���ȸ�˹�ֲ����DTNΪƽ���κ˹���ȡ�
����ǰ�˹�Һ����ķ��������ٶ�vn����KGTģ��[17]�������£�

ʽ�У���1����2Ϊ����ϵ����
��������һ��������Ԫ����ij����ʱ�䲽����t�ڣ�����������������fSΪ

ʽ�У�vn,x��vn,y��vn,zΪ����ǰ�˽��淨�������ٶ���x��y��z�����ϵķ�������tΪ��ʱ�䲽����lmicΪ������Ԫ���ȡ�
1.3 ��/����ϼ���
������ģ�͵����ƣ������¶ȳ�ģ����ȣ�����֯ģ����������������ߴ�ҪС�öࡣҪʵ����Թ�ҵʵ����������ά��/�����ģ�⣬�������һ��ͳһ�����������������ģ�����Ҽ���ʱ�������
Ϊ���ڿɽ��ܵļ����ģ������ʱ���ģ�⾫�ȵ�������ʵ�ֺ�/�۶�߶�ģ�⣬���о���ȡ�˺�������������Ƕ�ס���ۼ���ʱ�䲽�����ۼ���ʱ�䲽��Ƕ�ķ�ʽ��������ͼ1(a)��ʾ����ģ������зֱ���ú�/�����ײ�ͬ�ߴ���������������õ���ۺ��ۼ���ʱ�䲽����ģ�����������ݺ������ͺ��ʱ�䲽���������к�۵�Ԫ���¶ȳ��������������������¶�ͨ�����Բ�ֵ�����������¶ȡ�
ʵ�ʺϽ������̹���֦��ǰ�صľֲ��ᾧDZ���ͷŻᵼ����������¶ȷֲ������ȣ�ͬʱ�۵�Ԫ�������¶��ݶȷֲ�Ӧ���۵�Ԫ���¶��ݶȱ���һ�£������������㱾�о�������µ��۵�Ԫ�¶Ȳ�ֵ������
��ͼ1(b)��ʾ����Ժ�۵�Ԫ(i��j��k)�ڵ�ij���۵�Ԫ(l��m��n)���۵�Ԫ���¶�������ʽ���㣺

ʽ�У� Ϊ�۵�Ԫ���¶ȣ�Ti,j,kΪ��۵�Ԫ���¶ȣ�Gi��Gj��GkΪx��y��z�����ϵĺ���¶��ݶȣ�a��b��cΪ��۵�Ԫx��y��z�����ϵij��ȣ�l��m��nΪ�۵�Ԫx��y��z�������ϵij��ȡ�
Ϊ�۵�Ԫ���¶ȣ�Ti,j,kΪ��۵�Ԫ���¶ȣ�Gi��Gj��GkΪx��y��z�����ϵĺ���¶��ݶȣ�a��b��cΪ��۵�Ԫx��y��z�����ϵij��ȣ�l��m��nΪ�۵�Ԫx��y��z�������ϵij��ȡ�
���У�Gi��Gj��Gk�ɱ�ʾ���£�

����۵�Ԫ���¶�֮���ɼ�������֯���κˡ��������̣�Ȼ�����ʽ(5)�����۵�Ԫ�Ĺ���������������ɵõ�ij����۵�Ԫ�������۵�Ԫ���ͷŵĽᾧDZ��������������ʽ��

ʽ�У�VmicΪ�۵�Ԫ�������

ͼ1 ��/�����ģ��ʾ��ͼ
Fig.1 Schematic diagrams of macro and micro integrated modeling: (a) Flowchart; (b) Micro cell temperature interpolation
��ú������ĽᾧDZ���ͷ���֮���ٲ����¶Ȼ������������������¶ȡ�������ʵ����һ�����ʱ�䲽���ڵ���ģ������ģ���˫����ϡ����ѭ���������¶ȳ�������֯��ֱ������ȫ�����̡�
1.4 ȱ��Ԥ��ģ��
���̹����еĺ������ģ����ڵ�ЧҺ���½�����[18]����ģ����ºϽ�������������γɹ����У���ÿһ��ѭ�����������жϿɲ��������¶���ߵ�Һ̬��Ԫλ�ã�����Ϊ������ʼλ�ã�Ȼ���Դ�Ϊ���Ĵ������������в���ֱ�����̽�����
������ɵ�ģ�����Niyama�о�[19]���������̹��������ijһ����Ԫ����������������Ϊ�õ�Ԫ���γɺ�����ɣ�

ʽ�У�GΪ�¶��ݶȣ�RΪ��ȴ���ʣ�CΪ�ٽ糣����
�����ɵ�ģ��������Darcy֦����������[19]���ڲ�����������������£������ɵ��γ����Ʋ����������[20]�����ģ�ͣ�����㷽�����£�

ʽ�У�N��ʾ�����ɵ��γ����ƣ���lΪ����Һ�ܶȣ�gΪ�������ٶȣ���Ϊ��������ϵ������Ϊ�����ȣ�kΪ���ʷ���ϵ����CNΪ������
2 ʵ��
���о���Ը��ºϽ�Ҷ��������������֤ʵ�飬������ص�ʵ����ģ�������жԱȷ�����ͼ2��ʾ�˸�Ҷ����������ά��״���������ڱ���ֱ�����Ƚ�עϵͳ��Ҷ�ּ������������γߴ�Ϊ300 mm��160 mm��350 mm���Ϳǵ�ƽ�����Ϊ5 mm��ʵ������ֱ�����в������ϲ���Ҷ�ֱ�����������������ȵ�ż�������λ����ͼ2��ʾ��

ͼ2 Ҷ����������ά��״���ȵ�ż�Ų�λ��
Fig.2 3D geometry of turbine wheel casting and thermo- couples allocation
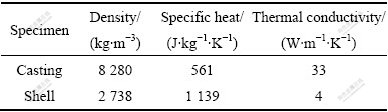
ʵ����õ���������ΪHastelloy-X�������ºϽ����Һ�����¶ȷֱ�Ϊ1 295��1 381 �棻�ͿDz���Ϊ����ɰ����1�г����������Ϳǵ���Ҫ�����Բ�����ʵ���н���Һ�Ľ�ע�¶�Ϊ1 450 �棬�Ϳǵ�Ԥ���¶�Ϊ1 100 �棬�Ͻ��ڽ�ע����ģ���ڿ�������ȴ�������¶�Ϊ25 �档ʵ�����Ϳǵ�ƽ�����ԼΪ4 mm��
��1 �������Ϳǵ���Ҫ�����Բ���
Table 1 Main thermo properties of casting and shell
3 ���������
����������VC++ 6.0ƽ̨����������������ºϽ�Ҷ����ģ������ģ�������̹��̵��¶ȳ��ֲ�������֯�ݱ���̣���Ԥ���˺���������ɡ�������ȱ�ݵķֲ���ģ����ѡȡ��������Ϊ����������¶ȳ���ͬʱѡ��λ���м�ֱ�����ϲ���Ҷ�����������ά����֯�����и����м�Ҷ�ֵ�����֯�����������ᾧDZ�ȣ�����������ĺ���¶ȳ�������δ��������֯ģ�ⲿ�ֵĽᾧDZ�ȴ������ݺ���¶ȳ��Ľ����������2�г�����Ҫ��ģ����������
��2 ��Ҫ��ģ��������
Table 2 Main simulation parameters

����������ߴ������������������ƣ�����ģ�ⷽ����δʵ�����������ĺ�/�����ģ�⡣�����ڱ�ʵ���У�Ҷ�ֲ�����������ֻ��ֱ�������ӣ������������ֶ�Ҷ�ֵ�Ӱ����Ҫ�Ƿ��任�����ء�Ҷ�������̹��̵ĽᾧDZ���ͷŶ������¶ȵ�Ӱ����������������Ӱ���С�����ѡ��Ҷ�ֲ��ֽ�������֯ģ�Ⲣ�����������¶ȳ�������Ȼ����ָ�����塣
3.1 �¶ȳ��ֲ�����ȴ����
ͼ3��ʾ��������ͬλ����ȴ���ߵ�ģ���ʵ����������ʵ���в��µ�λ���Ϳ��ڲ��������¶������ڽ���Һ��ע֮������һ�����¹��̣��¶�����һ��ֵ֮��ʼ�½�����2��ģ������ʵ�����Ǻ����ã�ֻ���ڷ�ֵλ�ô���Լ40 �������1��ģ������ʵ������������һ�£������м併�¶δ���30~50 �����ģ����ʵ������������ԭ����Ҫ��ʵ���е��Ϳ����ܵ��ƿǹ��յ����ƴ��ں���������ģ���в����˾�һ����Ϳǵļ�������ʵ����ȣ�ģ���е�1�͵�2λ�õ��ͿǺ�Ƚϱ������ģ��õ����¶ȱ�ʵ�����Ե͡�

ͼ3 ��ȴ����ģ����ʵ����
Fig.3 Simulated and experimental cooling curves: (a) Point 1; (b) Point 2
ͼ4��ʾ�����̹��̲�ͬʱ�������ڲ����¶ȳ��ֲ�ģ����(���ǵ������ĶԳ��ԣ�ֻ��ʾ��1/4���)��ģ�������������̹�����ֱ������Ҷ�ּ�����������Լ�Ҷ�������¶Ƚϸߣ���ȴ�ٶ�Ҳ����������������ﵽ15% ʱ��Ҷ���IJ����¶����Ը�����Χ�����γ��˹������Ƚڡ�����������ﵽ30% ��ʱ��Ҷ���IJ�δ��ȫ���̵ĸ�������λ��Ҷ����ֱ�����Ľ�ϲ�λ����ֱ�����ڿ���Ҷ�ֵĽ�ϲ�λҲ�γ��������������Ƚڡ�����������ﵽ60% ʱ��ֱ�����������Ƚ���Χ���¶ȶ��Ѿ����ںϽ�������¶ȣ���ȫ�ж��˲���ͨ�����������������ֱ������Ҷ�ֵĽ�ϲ�λ���ܻ������������ȱ�ݡ�

ͼ4 ���̹��̲�ͬʱ���¶ȳ��ֲ���ģ����
Fig.4 Simulated temperature distribution at different times during solidification process: (a) fS=15%, t= 49 s; (b) fS=30%, t=72 s; (c) fS=60%, t=108 s
3.2 ����֯
ͼ5��ʾ��ģ��õ���Ҷ����ά����֯���Լ�Ҷ�����漰���Ľ�������֯��ģ����ʵ�����Աȡ�ģ����������Ҷ�ִӱ������IJ�����ϸ��������״�����͵��ᾧ���IJ�ͬ����֯�ֲ�������ʵ�����ǺϽϺá�ģ���ʵ�������������ù�����Ҷ���м���״��������С���IJ����ᾧ�ķֲ���Χ�ͳߴ綼��С����������֯�Ϻã�δ���ִִ���ȱ�ݡ�

ͼ5 Ҷ������֯��ģ�⼰ʵ����
Fig.5 Simulated and experimental microstructures of turbine wheel: (a), (b) and (d) Simulated; (c), (e) Experimental; (a) 3D view; (b), (c) Front view; (d), (e) Cross section in center
3.3 ȱ��Ԥ��
3.3.1 �����������Ԥ��
���������������ģ�����ij���ȱ�ݡ�ͼ6��ʾ��ģ��Ԥ�����������������ɷֲ������������˽���ʵ��۲����������λ��(Section 1��Section 2���ֱ����������м���Ҳ�ֱ�����������ݽ���)��ͼ7��ʾ��ֱ��������ģ��Ԥ�����������ȱ��λ�ü���״��ʵ�����ĶԱȣ����н���1��ģ���ʵ������δ�����ϲ����ڱ����֡�ģ������ʾ�����˽��ڱ�����������֮�⣬ֱ�����ڶദ���ڳ����ε����ף�����ֱ�����ڲ������ڷ�ɢ�ĺ�����ɷֲ���ʵ��۲쵽��ֱ�����ڲ�����λ�ú���״��ģ�����Ǻ����á����⣬ģ����������������Ҷ�ֲ���δ���ֺ�����ף�����ͼ5(e)��ʾ��ʵ��۲���һ�£�ͬʱ��ģ����ʵ���õ�����֯���������Ҷ��������������״��ǰ�˴���һ�������ĵ��ᾧ�����׳�������ȱ�ݣ�����ģ����Ԥ���Ҷ�ֲ��ֺ�����ɷֲ�λ���Ǻϡ�

ͼ6 ����������ɵ�ģ������ʵ��۲����λ��
Fig.6 Simulated shrinkage cavity and macroporosity and positions for experimental observation: (a) Shrinkage cavity; (b) Macroporosity

ͼ7 �����������ģ����ʵ�����ıȽ�
Fig.7 Comparison of simulated and experimental shrinkage cavity and macroporosity: (a), (c) Simulated; (b), (d) Experimental; (a), (b) Section 1; (c), (d) Section 2
3.3.2 ������Ԥ��
�����ɵĴ�������Ӱ�����������ܡ�ͼ8��ʾ��ģ��Ԥ������������ɷֲ����(ֻ��ʾ��1/2���)��ģ����������ֱ������Ҷ�ֵĽ�ϲ�λ����������ȱ�ݡ�ͼ9��ʾ�Ƕ�Ӧλ��Ҷ�ֵĽ����۾�����֯��������˽��н���۲��4���������λ�á�

ͼ8 �����ɷֲ���ģ����(���Ľ���)
Fig.8 Simulated microporosity distribution (cross section in center)

ͼ9 ������ʵ����������֯ȡ����λ��
Fig.9 Experimental result for microporosity and positions for microstructure observation
ͼ10��ʾ��ͼ9��4������λ�õ�����֯�������ɹ۲�����ʵ����������Ҷ�����ļ����±�Եû�г������Ե������ɣ���Ҷ����ֱ�������紦��۲쵽�����Ե������ɣ�����ͼ7��ʾ��ģ��Ԥ����һ�¡�
�������Ҷ�������ĺ���������ɡ�������ȱ�ݷֲ���ģ���ʵ������������ǰ����������������Ҷ�ֲ���δ�������Եĺ���������ɺ�������ȱ�ݣ���������֯�Ϻã�ֻ����Ҷ����ֱ������ϲ�λ�������Ե�������ȱ�ݡ���Ҫ��һ���Ľ�������ƣ�����ֱ������Ҷ�ֽ�ϲ�λ��������ȱ�ݣ���֤����������

ͼ10 ͼ9��ʾ��Ҷ�ֲ�ͬλ�õ�����֯
Fig.10 Microstructures at different points of turbine wheel as indicated in Fig.9: (a) Point 1; (b) Point 2; (c) Point 3; (d) Point 4
4 ����
1) �������������ºϽ���ģ�������̹��̵ĺ�/
�۶�߶�����ģ�ͣ����������ٷ��������任�ȣ����ݸĽ���CA����ģ������֯�������ᾧDZ�ȣ�������ά��/������Ƕ����ʵ��/������ģ�⡣
2) ģ�����������̹��̵ĺ���¶ȳ��ֲ�������֯�ݱ���̣������ݵ�ЧҺ���½�����Niyama�оݺ�Darcy����Ԥ���������ĺ�����ס�������ɺ�������ȱ�ݷֲ�λ�á�
3) ���Hastelloy-X�������ºϽ�Ҷ��������������֤ʵ�飬ʵ���õ���ȴ���ߡ�����֯��ò�������������λ�ü���״�������ɷֲ������ģ�����Ա��Ǻ����á����о������ģ���ܹ�ȷԤ�������ڲ�����ȱ�ݵķֲ�����ֵģ��Ϊ�����Ż��ṩ�����ݡ�
REFERENCES
[1] ��ɹ�, ����־, �� ��. ���պ������[M]. ����: ������ҵ������, 2002.
LI Cheng-gong, FU Heng-zhi, YU Qiao. Aerospace materials[M]. Beijing: National Defense Industry Press, 2002.
[2] ������, �� ��, ���±�, �� ��, �����, ����־. �������̸��ºϽ���о���չ[J]. ����, 2009, 58(1): 1?6.
ZHANG Wei-guo, LIU Lin, ZHAO Xin-bao, QU Min, YU Zhu-huan, FU Heng-zhi. Progress in directionally solidified super alloys[J]. Foundry, 2009, 58(1): 1?6.
[3] REED C. The superalloys fundamentals and applications[M]. New York: Cambridge University Press, 2006: 34?72.
[4] ���ٳ�. ���켼��������ģ�ⷢչ����[J]. ���켼��, 2005, 26(7): 611?617.
LIU Bai-cheng. Development trend of casting technique and computer simulation[J]. Foundry Technology, 2005, 26(7): 611?617.
[5] YU K O, NICHOLS J J, Robinson M. Finite-element thermal modeling of casting microstructures and defects[J]. JOM, 1992, 44(6): 21?25.
[6] Schneider M C, Gu J P, Beckermann C, Boettinger W J, Kattner U R. Modeling of micro- and macrosegregation and freckle formation in single-crystal nickel-base superalloy directional solidification[J]. Metallurgical and Materials Transactions A, 1997, 28(7): 1517?1531.
[7] Rafique M M A, Iqbal J. Modeling and simulation of heat transfer phenomena during investment casting[J]. International Journal of Heat and Mass Transfer, 2009, 52(7/8): 2132?2139.
[8] Nastac L, Stefanescu D M. Macrotransport-solidification kinetics modeling of equiaxed dendritic growth: Part ��. Computation problems and validation on INCONEL 718 superalloy castings[J]. Metallurgical and Materials Transactions A, 1996, 27(12): 4075?4083.
[9] Tian J, Xue X A, Zhang Y B, Gao Y L, Liu L Z, Sun Q, Yuan S Y. Numerical simulation and shrinkage defects prediction of a turbine blade investment casting[J]. Journal of Materials Science & Technology, 2003, 19(s): 32?34.
[10] Ѧ ��, ������, �ܱ˵�, �� ��, ��Ծ��, ������, �� ��, Ԭ����. ��������������ҶƬ���ɺ�����ȱ�ݵ�Ԥ��[J]. ����, 2002, 51(4): 228?231.
XUE Xiang, YIN Cheng-ming, Zhou Bi-de, TIAN Jing, ZHANG Yue-bing, GAO Ya-long, SUN Qin, YUAN Shi-you. Prediction of shrinkage defects in a third class moving turbine blade by invested casting[J]. Foundry, 2002, 51(4): 228?231.
[11] ��ϲ��, �����, �� ��, ����ƽ, ������, ��ҵ��. Ni3Al���Ͻ��ӱ��ڼ�����������ֵģ��[J]. ����. 2005, 54(10): 992?995.
ZHANG Xi-e, LUO He-li, CAO Xu, LI Shang-ping, LI Shi-qiong, ZHOU Ye-ming. Solidification simulation of complex Ni3Al thin wall castings[J]. Foundry, 2005, 54(10): 992?995.
[12] Ѧ ��, ����÷, ������, �����. �������̹�������о�Ϳ��¶ȳ���ֵģ��[J]. ����, 2007, 56(3): 287?289.
XUE Ming, CAO La-mei, LIU Shi-zhong, LI Jia-rong. Simulation of temperature fields on ceramic core and ceramic shell during directional solidification process[J]. Foundry, 2007, 56(3): 287?289.
[13] �� ��, ������, �����, Ԭ����, ������, ���ٳ�. �������ºϽ��ҶƬ�������̹�����ֵģ��[J]. ����ѧ��, 2007, 43(10): 1113?1120.
Yu Jing, Xu Qing-yan, Li Jia-rong, Yuan Hai-long, Liu Shi-zhong, Liu Bai-cheng.Numerical simulation of directional solidification process of multiple trubine blades of Ni-based superalloy[J]. Acta Metallurgica Sinica, 2007, 43(10): 1113?1120.
[14] �� ��, ������, �� ��, ���ٳ�, ľ��V����, ��ľ����, ��ɽ����. ���ºϽ�ҶƬ�������̹����з��任�ȵļ���[J]. ����ѧ��, 2007, 43(5): 465?471.
CUI Kai, XU Qing-yan, YU Jing, LIU Bai-cheng, Kimatsuka A, Kuroki Y, Yokoyama F. Radiative heat transfer calculation for superalloy turbine blade in directional solidification process[J]. Acta Metallurgica Sinca, 2007, 43(5): 465?471.
[15] Rappaz M, Gandin C A. Probabilistic modelling of microstructure formation in solidification processes[J]. Acta Metallurgica et Materialia, 1993, 41: 345?360.
[16] Thevoz P, Desbiolles J L, Rappaz M. Modeling of equiaxed microstructure formation in casting[J]. Metallurgical Transactions A, 1989, 20A: 311?322.
[17] Kurz W, Giovanola B, Trivedi R. Theory of microstructure development during rapid solidification[J]. Acta Metallurgica, 1986, 34: 823?830.
[18] ������, ���ٳ�. ���ּ������γɵ���ά����ģ��[J]. ����, 1995, 44(7): 1?5.
LI Wen-zhen, LIU Bai-cheng. 3-D quantitative simulation of shrinkage cavity formation in steel castings[J]. Foundry, 1995, 44(7): 1?5.
[19] ������, ������, ������. �������ģ����漼��[M]. ����: ��е��ҵ������, 2004: 180?187.
Xiong Shou-mei, Xu Qing-yan, Kang Jin-wu. Simulation technology of casting process[M]. Beijing: China Machine Press, 2004: 180?187.
[20] ������, ������, ���, ������, �� ��, ���ٳ�, ����ܭ. Ti-Al�Ͻ�������������Ԥ��[J]. ����ѧ��, 2003, 39(3): 278?282.
LIANG Zuo-jian, XU Qing-yan, LI Jun-tao, LI Shi-qiong, ZHANG Ji, LIU Bai-cheng, ZHONG Zeng-yong. Research on prediciton of microporosity in Ti-Al alloy investment casting[J]. Acta Metallurgica Sinca, 2003, 39(3): 278?282.
������Ŀ�������ص�����о���չ�ƻ�������Ŀ(2005CB724105)��������Ȼ��ѧ����������Ŀ(10477010)�����Ҹ����о���չ�ƻ�������Ŀ(2007AA04Z141)
�ո����ڣ�2009-06-18�������ڣ�2009-09-30
ͨ�����ߣ������壬�����ڣ���ʿ���绰��010-62795482��E-mail: scjxqy@tsinghua.edu.cn
(�༭ ��ѧ��)

