稀有金属 2020,44(10),1078-1084 DOI:10.13373/j.cnki.cjrm.XY19020010
废旧锂离子电池负极梯级提锂
肖蔚林 郑雅杰 何汉兵
中南大学冶金与环境学院
摘 要:
废旧锂离子电池保持容量的不同直接影响其回收价值,使用电池循环测试系统,按保持容量不同对废旧锂离子电池进行分类。在30℃条件下,用硫酸配合超声预处理方式,对分类后的负极材料进行浸出回收实验,并利用X射线光电子能谱(XPS)、X射线衍射(XRD)、扫描电镜(SEM)、能谱(EDS)、电感耦合等离子光谱仪(ICP)和激光粒度分析仪对不同锂离子电池负极材料及浸出实验进行表征。结果显示,约有28%的废旧锂离子电池保持容量超过75%,电池循环性能良好且负极材料Li含量相对较低,适于电芯整体再利用;保持容量降低,电池循环性能衰减而负极Li含量逐渐升高;保持容量在25%~50%范围,电池循环性能迅速衰减而负极Li含量达到峰值,适于负极Li提取。保持容量较高时,负极Li元素多以水溶性化合物的形式存在于表面SEI膜(固体电解质界面膜)中,可由常温水浸出达到84.52%回收率。随保持容量的降低,Li更多以LiF等非水溶性化合物的形式存在,且有更多的Li进入石墨内部,水浸或直接酸浸出的回收效果不佳,经超声预处理后由硫酸浸出可达98%回收率。
关键词:
废旧锂离子电池 ;梯级利用 ;负极老化 ;电池Li分布 ;超声 ;
中图分类号: X705
作者简介: 肖蔚林(1992-),男,江西赣州人,硕士研究生,研究方向:材料冶金,E-mail:529655455@qq.com;; *何汉兵,副教授,电话:0731-88710171,E-mail:hehanbinghhb@163.com;
收稿日期: 2019-02-21
基金: 湖南省战略性新兴产业科技攻关与重大科技成果转化资助项目(2017GK4010); 国家级大学生研究性学习和创新性实验计划项目(201810533030)资助;
Cascade Extraction of Lithium in Anode of Waste Lithium-Ion Battery
Xiao Weilin Zheng Yajie He Hanbin
School of Metallurgy and Environment,Central South University
Abstract:
The capacity of the waste lithium-ion battery directly affects its recycling value.Use the battery test system to classify waste lithium-ion batteries according to the different retention capacity.Ultrasonic pretreatment and sulfuric leaching experiments of the classified anode materials were performed at 30 ℃.X-ray photoelectron spectroscopy(XPS),X-ray diffraction(XRD),scanning electron microscope(SEM),energy dispersive spectroscopy(EDS),inductively coupled plasma(ICP)atomic emission spectroscopy and laser particle size analyzer were used to characterize the anode materials and leaching process of different lithium-ion batteries.The results showed that about 28% of the used lithium-ion batteries maintained a capacity of more than 75%,the battery cycle performance was good and the Li content of the anode material was relatively low,which was suitable for the overall reuse.With the decrease of the holding capacity,the battery cycle performance was attenuated and the Li content of the anode was gradually increased.In the capacity range of 25%~50%,the battery cycle performance was rapidly attenuated and the anode Li content peaked,which was suitable for the Li extraction.When the holding capacity was high,the anode Li was mostly water-soluble components present in the surface SEI(solid electrolyte interphase)film,which could be recovered by direct water leaching to reach 84.52% recovery.As the retention capacity decreased,more Li element was in the form of non-water-soluble components such as LiF,and relatively more Li entered the interior of the graphite.The recovery rate of water leaching or direct acid leaching was not appropriate.After ultrasonic pretreatment,the sulfuric acid leaching could reach 98% recovery.
Keyword:
waste lithium-ion battery; cascade utilization; anode aging; battery Li distribution; ultrasonic;
Received: 2019-02-21
由于锂离子电池产能迅速扩大,其造成的环境污染问题引起了政府和企业高度的关注,相关政策法规也陆续出台
[1 ]
。若不对即将产生的大量废旧锂离子电池进行合理的回收利用,有可能出现锂资源的供求失衡
[2 ]
。从资源角度分析,锂的存在形式主要有盐湖卤水型锂矿和固体型锂矿,Li品位一般在0.1%~1.4%
[3 ]
。而废旧锂离子电池负极材料的Li含量高达0.5%~3.0%,具有可观的回收利用价值。当前,废旧锂离子电池的回收方面的研究多集中在电池正极中Co,Ni,Mn的提取
[4 ,5 ,6 ]
,对负极中Li元素回收利用的相关文献较为缺乏。
锂离子电池随电化学循环次数的增加,结构和化学成分会有不可忽视的变化
[7 ]
,应按循环寿命对其分类,针对不同类别进行梯级利用。锂离子电池负极主要材料为层状石墨,形式较为统一,利于大规模回收利用。
为提取废旧锂离子电池负极Li,夏静等
[8 ]
使用多种分析检测方法,指出负极石墨能在电化学循环中保持层状结构、结晶度较好。刘展鹏等
[9 ]
采用0.15 mol・L-1 柠檬酸浸出的方式,在固液比1∶50,反应温度90℃条件下达到90%的Li浸出率;Guo等
[10 ]
采用500℃煅烧后盐酸浸出的方式,达到99%的Li浸出率;程前等
[11 ]
利用三氟乙酸浸出,保留负极铜箔完整性同时达到较好的提取效果。截至目前,负极Li回收相关的研究未考虑废电池本身性质的多样化,无法达成梯级利用的目的。
按梯级利用的角度,负极Li可分为以下几类:
1.表面SEI膜(固体电解质界面膜):一般由LiOH,Li2 CO3 ,Li2 O,LiOCH3 以及LiF等物质组成,电池循环次数的增加,SEI膜中水溶性和非水溶性锂化合物的比例有差异
[12 ,13 ,14 ]
;
2.金属锂沉积:低温、过充等因素造成锂离子电池石墨负极极化,使Li+ 在石墨表面还原沉积为水溶性金属沉积
[15 ,16 ]
;
3.石墨晶格插入:在锂离子电池充电过程中,Li+ 离子会扩散入石墨负极的晶格中,放电后有残留;
剩余寿命不同的废旧锂离子电池负极中含锂化合物的相对含量不同,本文基于剩余保持容量的差异,对废旧锂离子电池进行分类,并采用水浸提取、硫酸浸提、超声破碎-硫酸浸提等方式分别处理不同保持容量的负极活性材料,为梯级利用提供参考数据。
1 实验
1.1 材料
实验采用湖北某资源回收企业的18650型废旧锂离子电池(正极活性材料为钴酸锂,额定容量约2200 mAh),硫酸(AR,开封东大化工有限公司),超纯水。
1.2 保持容量分类
随机选取100节18650型2200 mAh钴酸锂离子电池,通过深圳新威尔电子有限公司的CT-3008n-5V6A-S电池充放电测试柜进行充放电循环,评估其保持容量。测试工步设置为:
1.1000 mA恒流放电至电压<2.75 V后搁置5min,100 mA恒流充电至电压>4.15 V,再以100mA,4.2 V恒流恒压充电至电流<50 mA后搁置5min;
2.100 mA恒流放电至电压<3 V后搁置5 min,400 mA恒流充电至电压>4.15 V,再以400 mA、4.2 V恒流恒压充电至电流<50 mA后搁置5 min;
3.400 mA恒流放电至电压<3 V后搁置5 min,1000 mA恒流充电至电压>4.15 V,再以1000 mA,4.2 V恒流恒压充电至电流<50 mA后搁置5 min;
工步循环25次得到电池循环和保持容量数据
[17 ]
。
1.3 电池拆解与负极处理
充放电循环测试分类后的废旧锂离子电池于10g・L-1 的NaCl溶液中浸泡24 h
[18 ]
彻底放电,鼓风干燥箱中60℃烘干后用水口钳破开金属外壳,分离电芯得到隔膜、正极片以及负极片。用剪刀剪下部分负极片刮下负极石墨,于玛瑙碾钵中碾磨至过孔径74μm筛,待测;剩余负极片剪成2 cm宽的长条待用。
1.4 石墨负极表征
利用日本Shimadzu公司的LabX XRD-6100型X射线衍射仪(Cu靶,λ=0.154056 nm)(XRD)对不同保持容量的锂离子电池石墨负极进行物相检测,扫描2θ角为15°~75°,步长为0.02°,所用样品为负极粉末;使用美国FEI公司的Quanta 250 FEG型场发射扫描电子显微镜(SEM)来观测各组石墨负极的基面和端面的形貌特征变化,配合AME?TEK EDAX能谱仪(EDS)初步分析材料表面元素分布(400倍取2~3个点),所用样品为负极粉末;使用日本Shimadzu公司的AXIS Supra型X射线光电子能谱仪(600 W单色化Al Kα阳极,深度分辨30nm)(XPS)对各组石墨负极表面的元素分布进行分析,所用样品为剪成小片的负极片;对于超声预处理后的石墨负极,采用英国Malvern公司的Master?sizer 2000E型激光粒度分析仪(LPA)获得其粒度数据;浸出实验所得的溶液,采用德国SPECTRO公司的AMETEK SPECTRO ARCOS型电感耦合等离子光谱仪(ICP)进行Li含量的检测。
1.5 浸出实验与浸出率评价
硫酸具有强极性,室温下相对稳定,便于工业生产,因而本实验采用硫酸作非水溶锂化合物的浸出剂。
为提高Li浸出率,采用超声破碎预处理的方式将石墨负极活性材料破碎、分散(所用设备为400 W超声清洗机),增大原料比表面积的同时降低石墨上残留聚合物的影响。超声破碎后的石墨样品取部分由激光粒度仪进行粒度分析(为避免残留大颗粒石墨影响仪器运行,先用孔径178μm筛进行筛分),剩余部分置于烧杯中,加入硫酸和去离子水,在恒温水浴锅中进行浸出反应,利用数控搅拌桨搅拌加快反应进程。一定时间后,抽滤分离得到浸出液,定容后由ICP测得浸出液Li含量。
将废旧锂离子电池石墨负极材料称量1 g于铂金坩埚中,在马弗炉中900℃焙烧3 h,冷却后用5ml硝酸、5 ml氢氟酸、3 ml高氯酸280℃消解,最后加入3 ml硝酸和2-3滴双氧水,定容后由ICP测试得出石墨负极中的Li含量。
负极中Li的浸出率:
式中,[Li]L :浸出液中的Li含量,[Li]A :相应组别石墨负极中的Li含量
该浸出反应的影响因素主要为固液比、酸浓度、反应时间、反应温度和原料理化性质
[19 ,20 ]
。本文将超声破碎预处理的粒度、酸浓度和废旧锂离子电池各阶段不同的理化性质相结合,以期在较温和的条件下分阶段对保持容量不同的废旧锂离子电池负极进行梯级利用。
2 结果与讨论
2.1 回收价值分析
按保持容量不同将随机抽取的100节废旧18650型锂离子电池分为四组,结果如表1所示。废旧锂离子电池常在保持容量较高的情况下随母件废弃,有超过30%的废电池保持有75%以上的容量,该类电池的循环性能良好且负极Li含量相对较低,直接用于金属提取会造成资源浪费,应以整体电池的形式用于电网储能等领域;过半数废电池保持容量在50%~75%范围内,该类电池的负极Li含量达到0.81%,循环容量衰减率相对显著(平均循环衰减率0.22%),可拆解后提取有价成分或作为一次电池的替代品;保持容量在25%~50%范围内,废锂离子电池的循环容量衰减迅速(平均循环衰减率1.23%),因此该类废电池数量较少。保持容量低于50%的废电池,负极Li含量达到峰值,电池活性材料表面可能生成较厚的SEI膜或金属锂沉积,不可逆Li含量过高,电池活性材料劣化。该类电池已到使用寿命末期,可视作高品位精矿加以回收利用。
2.2 废电池负极状态分析
2.2.1 XRD结果分析
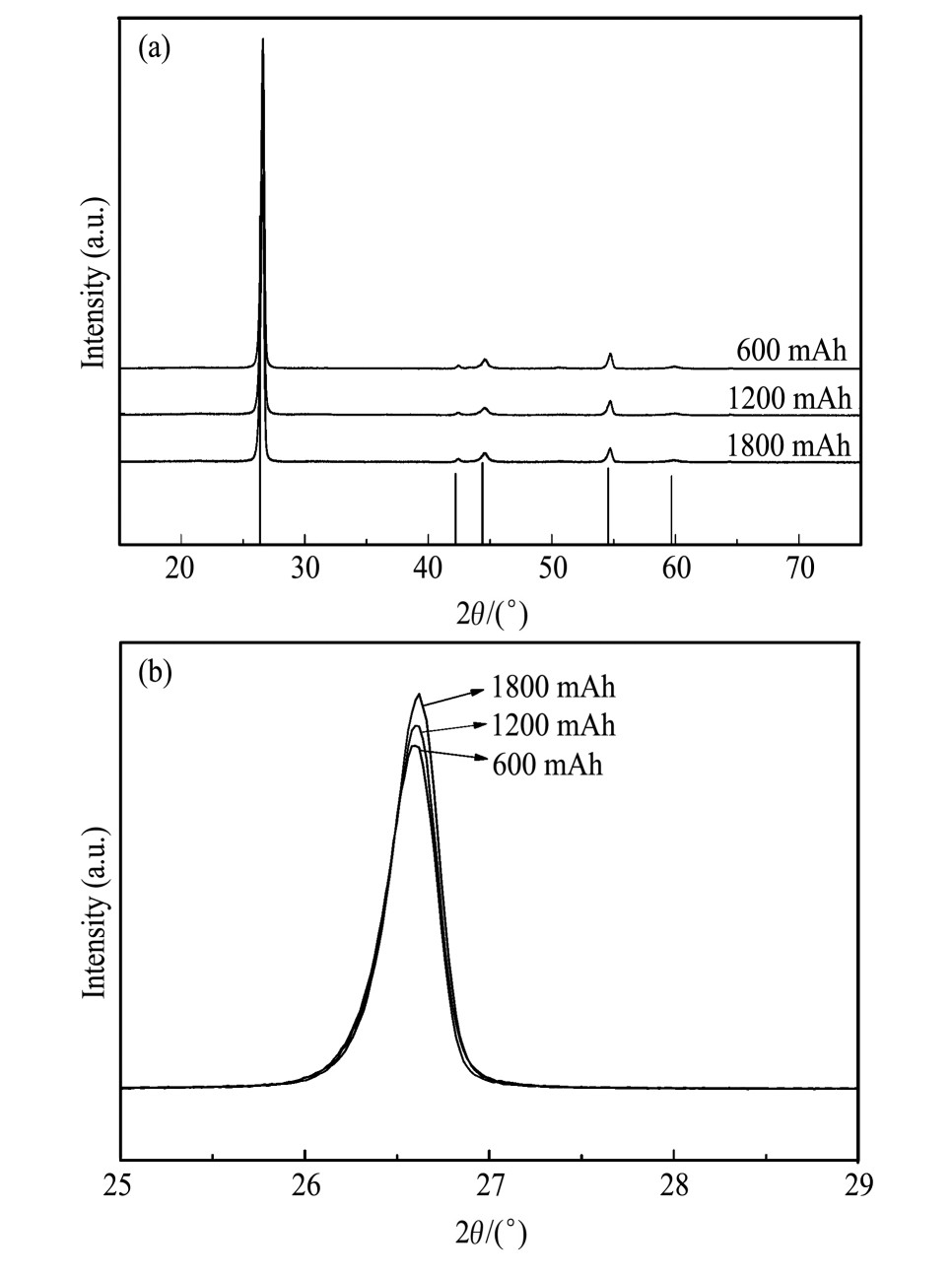
图1(a)是保持容量为0~600 mAh,600~1200 mAh,1200~1800 mAh的3组废旧锂离子电池负极石墨的XRD图谱,可在2θ=26.600°,42.459°,44.5211°,54.7201°,59.941°,64.382°附近检测到属于石墨(Graphite-2H,p63/mmc晶形)型结构的晶相衍射峰,谱图各衍射峰均向高角度位移0.10°~0.15°,只能看到代表层状石墨的衍射峰,没有明显的Li金属衍射峰,说明少量原子半径较小的Li进入石墨中引起固溶效应,晶格常数变小。衍射峰的强度代表材料的结晶度,图1(b)是XRD图谱最强峰的局部放大,可见随电池保持容量的下降,峰强逐渐下降,负极石墨的结晶度降低。
表1 废旧锂离子电池保持容量统计 下载原图
Table 1 Retention capacity statistics of waste lithium-ion battery(mAh)
图1 不同保持容量废锂离子电池XRD谱图
Fig.1 XRD patterns of waste lithium-ion batteries with differ?ent retention capacity
(a)Overall XRD spectrum;(b)Partial amplification of thestrongest peak
2.2.2 SEM-EDS结果分析
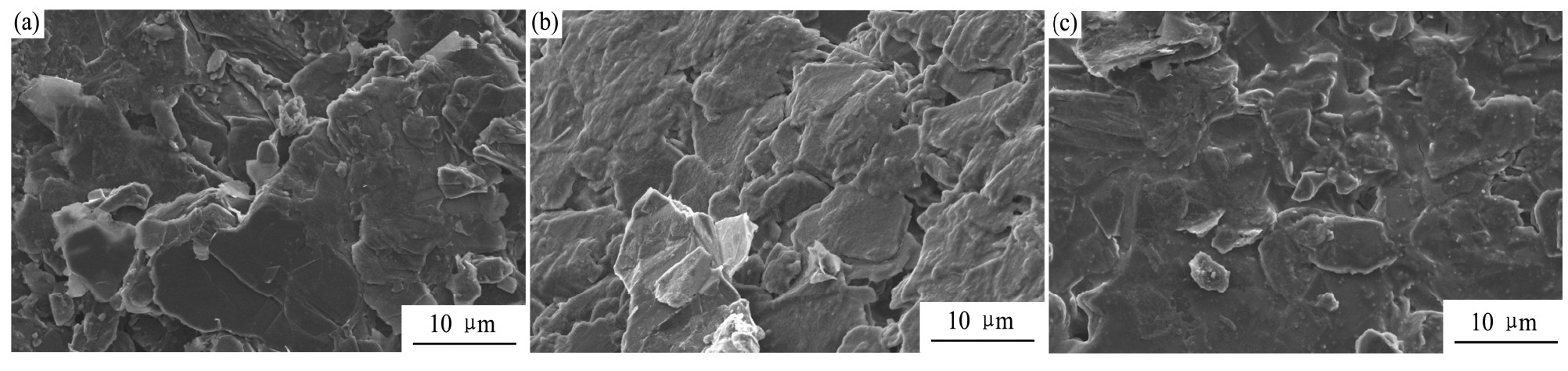
图2是保持容量为0~600 mAh,600~1200 mAh,1200~1800 mAh的3组废旧锂离子电池负极石墨的5000倍SEM图,可见,石墨负极的表面覆盖一层厚度不均匀、分布有少量凸起的包覆层。因羧甲基纤维素钠(CMC)等聚合物粘结剂在SEM上不被观测,一般认为该包覆层是石墨表面形成的SEI膜
[21 ]
。从图2(b,c)可见,石墨的端面依然显示出层状结构的特征,结合XRD测试结果,说明电化学循环不会对石墨基本结构产生显著影响。
用EDS分析这3组样品表面的元素分布,结果见表2,保持容量为1800 mAh的电池负极材料两个检测点只检出C,P元素,而保持容量为1200mAh以下的负极材料C元素占比降低,且出现O,F元素,说明随锂离子电池保持容量的降低,电解液中六氟磷酸锂等含氟化合物更多地分解、附着在石墨负极表面。由于Li元素不在EDS能谱的检测范围,石墨负极中Li元素的存在形式应作进一步分析。
2.2.3 XPS结果分析
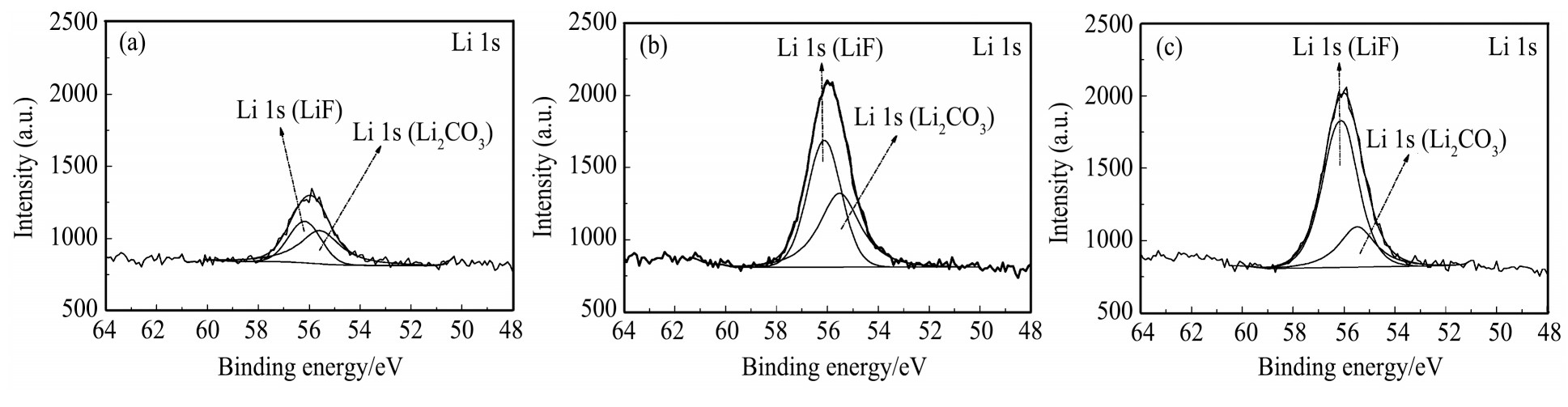
对于负极活性材料中Li的湿法回收流程,Li元素在原料中的存在形式直接影响提取效果和提取工艺。这里选取较有代表性的两种含锂化合物LiF和Li2 CO3 进行XPS分析。
图3从左至右依次为保持容量1800,1200,600 mAh的负极活性材料Li 1s光谱(纵轴峰强范围一致),经计算,3组Li 1s光谱的峰面积为1017.61,2667.33,2428.21,可定性得出在保持容量高于1200 mAh时,Li含量随锂离子电池保持容量的下降而显著增加,低于1200 mAh时,Li含量随保持容量下降而略有降低,该趋势与消解实验所得Li含量变化趋势基本吻合。3组活性材料在B.E.=56.12 eV和B.E.=55.53 eV左右拟合出两个对称峰,分别表示LiF和Li2 CO3 。
表2 不同保持容量负极材料EDS分析 下载原图
Table 2 EDS analysis of anode materials with different retention capacity(%,mass fraction)
图2 不同保持容量废电池负极SEM图
Fig.2 SEM images of waste batteries anode with different retention capacity
(a)~(c)Retention capacity in order of 0~600 mAh,600~1200 mAh,1200~1800 mAh
图3 不同保持容量废电池负极Li 1s图谱
Fig.3 Li 1s XPS spectra of waste batteries anode with different retention capacity
(a~c)Retention capacity in order of 1800,1200,and 600 mAh
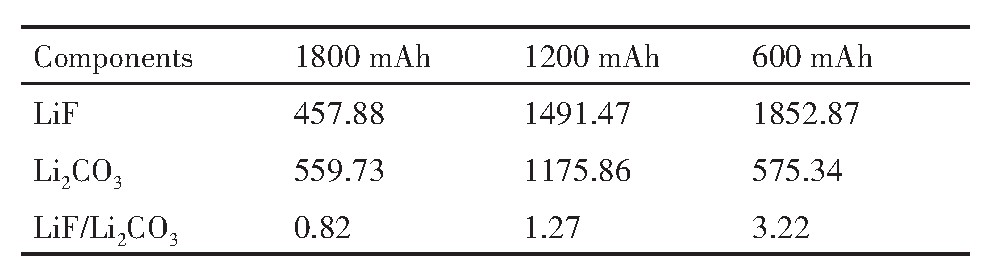
3组活性材料Li 1s光谱的定量分析总结在表3中,从表3可看出,随着保持容量的下降,LiF和Li2 CO3 的含量比值从0.82增大至3.22。这说明锂离子电池在使用过程中,电解液在负极表面降解,F- 离子进入负极材料中与Li结合形成相对稳定的LiF,而Li2 CO3 等溶于水的锂化合物含量相应降低,这与后续浸出实验的结果相符合。
2.3 超声破碎浸出分析
2.3.1 硫酸浓度对Li浸出率的影响
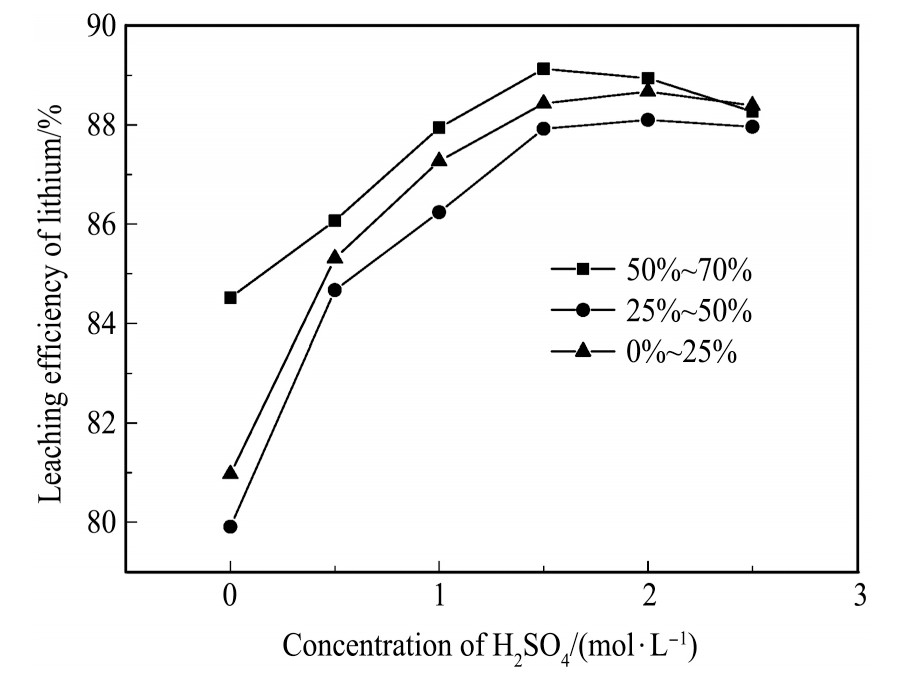
为考察硫酸浓度对不同保持容量废旧锂离子电池负极Li浸出率的影响,在S/L为15、温度30℃、搅拌速度200 r・min-1 、浸出时间90 min的条件下进行实验,结果如图4所示。从图4可看出,3组废电池负极Li的浸出率都随硫酸浓度的提高而增长,这是由于H+ 浓度的提高使得其与Li+ 的置换反应更易进行,此时浸出过程应由扩散过程控制。保持容量为50%~75%的废电池在加入去离子水的条件下浸出率为84.52%,相比其他两组高出约4%~5%,结合XPS的分析结果,可以认为保持容量降低,负极石墨上LiF等不溶于水的含锂化合物相对含量增大,降低水浸出的效果。当硫酸浓度增至1.5 mol・L-1 时,增大酸浓度对Li的浸出率没有显著提高。综上所述,保持容量50%~75%,25%~50%,0%~25%的废旧锂离子电池硫酸浸出最佳浓度依次为1.5,2.0,2.0 mol・L-1 ,浸出率分别达到89.13%,88.67%,88.10%。
表3 不同保持容量负极材料中Li化合物相对含量 下载原图
Table 3 Content of Li components in different anode ma?terials
图4 酸浓度对不同保持容量锂离子电池浸出率的影响
Fig.4 Effects of H2 SO4 on leaching efficiency of lithium
2.3.2 超声粒度对Li浸出率的影响
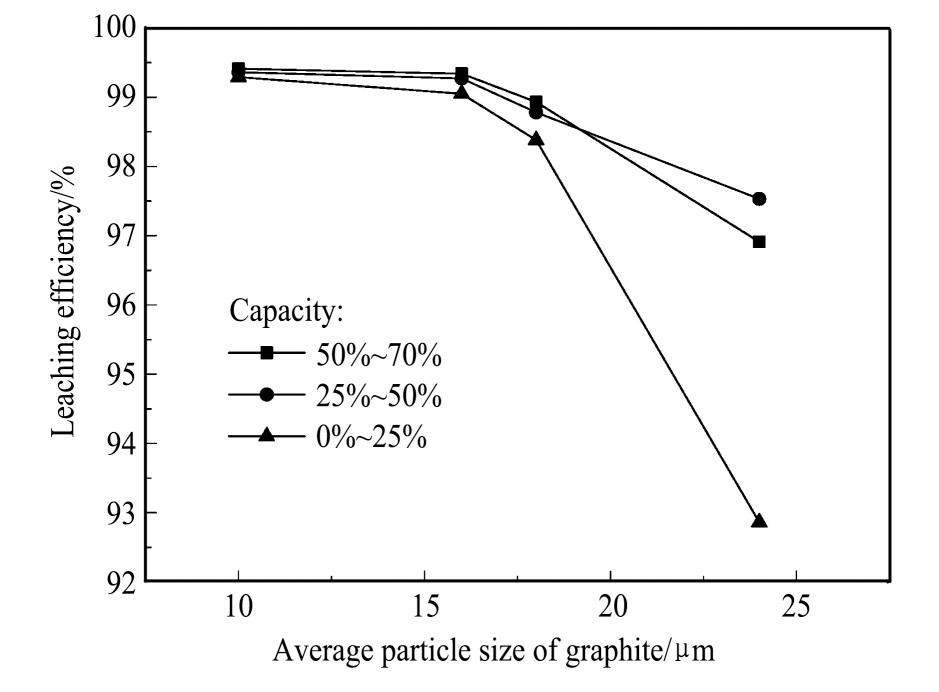
为考察超声粒度对不同保持容量废旧锂离子电池负极Li浸出率的影响,在S/L为1∶5、温度30℃、硫酸浓度2 mol・L-1 、搅拌速度200 r・min-1 、浸出时间90 min的条件下进行实验,结果如图5所示。从图5可看出,超声处理后的浸出率显著高于直接酸浸出的最佳浸出率88.93%,说明该方法可通过对石墨的分散、破碎作用,使粒径减小至百微米以内,去除表面聚合物等惰性物质的包覆,增大有效反应面积进而提高负极Li浸出率。3种保持容量的废旧电池在短时间的超声处理后(超声15 min,粒径减小至16μm),酸浸出率皆超过98%,其中0%~25%保持容量的废旧锂离子电池在粒度为20~25μm时浸出率显著低于其它两组,原因是表面SEI膜过厚,更多的Li残留在石墨中,需超声破碎暴露反应位点才可提取。超声时间在0~15 min时(粒度16μm),超声时间的延长对浸出率的提高更为显著,超声时间在15 min以上,浸出率提高的原因是粒径的减小增大了有效反应面积。
图5 超声粒度对不同保持容量锂离子电池浸出率的影响
Fig.5 Effect of particle size on leaching efficiency of lithium
3 结论
废旧锂离子电池保持容量高于75%时优先进行电芯整体再利用;保持容量为50%~75%时,直接采用水浸出的方式以在较温和的条件下达到84.52%的Li浸出率;保持容量低于50%时,应采用硫酸浸出的方式以达到89.13%的Li浸出率。超声预处理能显著增加废电池负极Li的浸出率(提高约10%),对于保持容量低于25%的废电池,需超声破碎至更小的平均粒径(18μm以下)才可达到较高的Li浸出率。当平均粒径小于14μm时,各保持容量的废旧锂离子电池在温和条件下由硫酸浸出皆可达到98%的Li浸出率。随着保持容量降低,负极石墨表面SEI膜中不溶于水的锂化合物增多,按保持容量的不同对废旧锂离子电池进行分类,可达到梯级利用的目的。
参考文献
[1] Wang J,Fang H.development status,problems and suggestions of power battery industry[J].Automobile&Parts,2018,(14):38.(王佳,方海峰.动力电池产业发展现状、问题与建议[J].汽车与配件,2018,(14):38.)
[2] Sonoc A,Jeswiet J.A review of lithium supply and demand and a preliminary investigation of a room temperature method to recycle lithium ion batteries to recover lithium and other materials[J].Procedia Cirp,2014,15:289.
[3] Liu L J,Wang D H,Liu X F,Li J K,Dai H Z,Yan W D.The main types,distribution features and present situation of exploration and development for domestic and foreign lithium mine[J].Chinese Geology,2017,44(2):263.(刘丽君,王登红,刘喜方,李建康,代鸿章,闫卫东.国内外锂矿主要类型、分布特点及勘查开发现状[J].中国地质,2017,44(2):263.)
[4] Chen X,Chen Y,Zhou T,Liu D,Hu H,Fan S.Hydrometallurgical recovery of metal values from sulfuric acid leaching liquor of spent lithium-ion batteries[J].Waste Management,2015,38:349.
[5] Ordo?ez J,Gago E J,Girard A.Processes and technologies for the recycling and recovery of spent lithium-ion batteries[J].Renewable and Sustainable Energy Reviews,2016,60:195.
[6] He L P,Sun S Y,Song X F,Yu J G.Leaching process for recovering valuable metals from the LiNi1/3 Co1/3 Mn1/3 O2 cathode of lithium-ion batteries[J].Waste Management,2017,64:171.
[7] Agubra V,Fergus J.Lithium ion battery anode aging mechanisms[J].Materials,2013,6(4):1310.
[8] Xia J,Zhang Z M,He W Z,Li G M,Li X Y,Wang Z P,Li S.Characterization and analysis of the negative electrode active materials in spent lithium-ion secondary batteries[J].Chem.Ind.Eng.Prog.,2013,32(11):2783.(夏静,张哲鸣,贺文智,李光明,李心砚,王琢璞,李舒.废锂离子电池负极活性材料的分析测试[J].化工进展,2013,32(11):2783.)
[9] Liu Z P,Guo Y,He W Z,Li G M,Huang J W,Zhu H C.The leaching of lithium of anode active material in spent lithium ion battery[J].Environmental Science&Technology,2015,38(s2):93.(刘展鹏,郭扬,贺文智,李光明,黄菊文,朱昊辰.废锂离子电池负极活性材料中锂的浸提研究[J].环境科学与技术,2015,38(s2):93.)
[10] Guo Y,Li F,Zhu H,Li G,Huang J,He W.Leaching lithium from the anode electrode materials of spent lithium-ion batteries by hydrochloric acid(HCl)[J].Waste Management,2016,51:227.
[11] Cheng Q,Zhang J.Green Recovery and regeneration of all-components of the anode from spent lithium ion batteries[J].Materials Review,2018,32(20):3667.(程前,张婧.废锂离子电池负极全组分绿色回收与再生[J].材料导报,2018,32(20):3667.)
[12] Jones J,Anouti M,Caillon-Caravanier M,Sizaret Y,Lemordant D.Solubilization of SEI lithium salts in alkylcarbonate solvents[J].Fluid Phase Equilibria,2011,305(2):121.
[13] Broussely M.Aging mechanism in Li ion cells and calendar life predictions[J].Journal of Power Sources,2001,97:13.
[14] Agubra V A,Fergus J W.The formation and stability of the solid electrolyte interface on the graphite anode[J].Journal of Power Sources,2014,268:153.
[15] Waldmann T,Hogg B I,Wohlfahrt-Mehrens M.Li plating as unwanted side reaction in commercial Li-ion cells-a review[J].Journal of Power Sources,2018,384:107.
[16] Liu Q,Du C,Shen B,Zuo P,Cheng X,Ma Y,Yin G,Gao Y.Understanding undesirable anode lithium plating issues in lithium-ion batteries[J].RSC Advances,2016,6(91):88683.
[17] Yun F L,Lu S G.Thermal characteristic analysis of lithium ion power battery based on high nickel ternary material before and after cycle[J].Chinese Journal of Rare Metals,2018,42(2):182.(云凤玲,卢世刚.基于高镍三元材料锂离子动力电池在循环前后的热特性分析[J].稀有金属,2018,42(2):182.)
[18] Song X L,Dai S Q,Xu Y S,Xie Y T.Experimental study on the discharge of the waste lithium ion battery[J].Applied Chemical Industry,2015,44(4):594.(宋秀玲,戴书琪,徐永胜,谢娅婷.废旧锂离子电池放电的实验研究[J].应用化工,2015,44(4):594.)
[19] Gao W,Song J,Cao H,Lin X,Zhang X,Zheng X,Zhang Y,Sun Z.Selective recovery of valuable metals from spent lithium-ion batteries-process development and kinetics evaluation[J].Journal of Cleaner Production,2018,178:833.
[20] Liu P.Recycling waste batteries:recovery of valuable resources or reutilization as functional materials[J].ACS Sustainable Chemistry&Engineering,2018,6(9):11176.
[21] Lu M,Cheng H,Yang Y.A comparison of solid electrolyte interphase(SEI)on the artificial graphite anode of the aged and cycled commercial lithium ion cells[J].Electrochimica Acta,2008,53(9):3539.