稀有金属 2006,(S1),185-191 DOI:10.13373/j.cnki.cjrm.2006.s1.046
铝合金厚板市场与生产技术发展
摘 要:
目前国内厚板供不应求, 到2015年全球对厚板需求量达1000 kt, 中国需求量保守的预测为140 kt。在铝板带产品中, 厚板及可热处理强化的薄板利润最高。生产铝合金厚板, 特别是硬合金的, 需要雄厚的技术力量与很强的研发能力, 厚板生产的关键工序有5个:合金配制及熔炼, 熔体净化处理, 热轧, 固溶与淬火处理, 拉伸矫直。我国的铝合金厚板的开发与研究与美国、法国、俄罗斯还有很大差距, 厚板产品涉及国防。因此中国急需建设一条厚板高端产品生产线, 满足国民经济各部门对厚板的需要。中国应加大资金投入, 为新的厚板生产线的建设提供技术支持。
关键词:
厚板 ;市场 ;建议 ;技术 ;铝合金 ;
中图分类号: F426.3
收稿日期: 2006-07-20
Developments of Markets and Production Technology for Aluminum Alloys Plates
Abstract:
At present, the China domestic demand for the aluminum plates can not be met.The global demand for the aluminum plates until 2015 will be up to 1000 kt, in which the China demand will be predicted 140 kt conservatively.Among the aluminum plates and strips, the profits of the aluminum plates and, the sheets which can be strengthened by heat treatment are the highest.The sound technological force and the powerful development capability are necessary to produce the aluminum plates, especially those hard alloy aluminum plates.The production of the aluminum plates involves five crucial processes: alloyage and melting, melt purification, hot rolling, solution and quenching treatment, and stretching.In the research and development of the aluminum plates, China has a great gap with the United States, France, and Russia.The aluminum plate products are concerned with the national defense.Therefore it is urgent for China to build a production line for the sophisticated aluminum plates, and thus to meet the needs for them from the different state economic departments.China should increase the investment so as to provide the technological support with the building of a new aluminum plates production line.
Keyword:
plate;market;suggestion;technology;aluminium alloy;
Received: 2006-07-20
1 厚板应用领域及市场需求概况
全世界对铝合金厚板 (≥6 mm) 的需求量约为平轧材 (FRPs) 的4%, 但各个国家的需求量则有所不同, 通常是工业发达国家用的多一些, 军工业发达的国家又多一些。 铝合金厚板几乎应用于国民经济的所有部门, 但以交通运输业与工模具制造业为主。 铝合金厚板可分为轧制的与铸造的两类, 但轧制厚板占85%以上; 按材料状态可分为不可热处理的与可热处理的, 前者约占40%弱, 而后者则占60%强。 轧制厚板的厚度通常不大于180 mm, 否则在现有的技术条件下无法使铸造组织全部变为热轧组织, 板的性能既不均匀又不能满足要求。 本文仅论述与介绍轧制厚板的有关情况。
1.1 应用领域 [1,2]
铝合金厚板应用于国民经济的各个部门, 但主要用于交通运输业特别是航空航天工业。
美国1988年至1998年各部门的铝合金厚板用量见表1, 其中国内交通运输业的平均用量占81.92%, 其次是机械与装备制造业占9.72%。
在美国1988年至1998年生产的3987万磅厚板中, 出口的为796百万磅, 几乎占20%, 同时出口量呈逐年增加趋势。 图1表示美国1988年至1998年厚铝板的平均消费结构。
据笔者的调查, 厚度5 mm至60 mm的板材占厚板总消费量的85%以上, 而且主要是热处理可强化的铝合金, 占60%以上。 特厚板的用量很少, 还不到15%。 铝合金厚板典型产品及应用范围见表2。
在1962年至2000年的39年中美国铝板带轧制企业的交货量如下: 薄板带总量: 103194.7 kt, 其中: 不可热处理的 99245.8 kt, 96.2%; 可热处理的3948.9 kt, 3.8%; 厚板总量: 4731.7 kt, 其中: 不可热处理的1746.8 kt, 36.9%, 可热处理的2984.9 kt, 63.1%; 板带总量: 107926.4 kt, 其中: 薄板带103194.7 kt, 95.6%, 厚板4731.7 kt, 4.4%, 不可热处理的100992.6 kt, 93.6%, 可热处理的6993.8 kt, 6.4%。
图1 1988年~1998年美国厚铝板平均消费结构
Fig.1 Average consumption structure for Al thick plate in U.S. during 1988~1998
表1 1988~1998年美国各部门厚板用量*
Table 1 Consumption for Al thick plate of different sectors in the U.S. during 1988~1998
1988
1989
1990
1991
1992
1993
1994
1995
1996
1997
1998
1
1
1
1
2
2
2
1
1
1
-
236
269
239
211
203
189
186
232
241
296
312
1
1
1
1
1
1
1
1
1
1
2
4
4
4
4
4
4
4
4
4
4
4
23
24
24
24
26
26
26
31
27
43
36
21
20
22
18
17
15
14
18
16
25
12
286
319
291
259
253
237
233
287
290
370
366
41
44
45
51
50
53
91
102
85
109
125
327
363
336
310
303
290
324
389
375
479
491
* 原文单位为“百万磅”, 为避免误差未予换算。 1磅=0.4536 kg
表2 铝合金厚板典型产品及应用范围
Table 2 Typical products and applications of Al alloy thick plate
产品
合金状态
规格/mm
应用范围
比例/%
5754-O
(25~30) × (1250~1500) ×3000
容器箱、 仓库、 压力容器: 结构件; 公路、 铁路运输: 超结构、 框架; 船舶、 岸上平台; 结构件机器: 台、 模板、 工具; 机加工件: 液压和气体装置
20
5754-F
(5~6) × (2000~2500) × (6000~8000)
容器箱、 仓库、 压力容器: 壳体、 隔墙板; 公路、 铁路运输: 箱壳体、 设备; 船舶、 岸上平台: 壳体、 设备
25
5083-O
Φ2500×6
容器箱、 仓库、 压力容器: 环、 底板; 电子工业; 抛物面天线
1
2017-T451
(5~15) × (1000~2000) × (2000~3400)
公路、 铁路运输: 减震器、 轴承箱; 岸上旅馆平台: 结构件; 机器: 台板、 模板、 工具 (中高强度) ; 机加工件: 液压和气体装置 (中高强度) ; 国防工业: 装甲车车壳
28
6082-T651
Φ900×51
公路、 铁路运输: 轮、 轮缘
1
2214-T451
(48~60) × (1200~1300) × (2500~3000)
航空工业: 机翼、 框架结构件 (高强度、 抗压、 抗耐压、 抗拉耐用) ; 设备: 容器、 厨房饮具、 座椅; 火箭发射架: 结构件、 箱体、 设备; 国防工业: 装甲车结构件、 车壳
12
7075-T7351
厚35
机翼、 框架: 加部成形板
2
6061-T651
102×1220×3760
机器: 航空工业用工具和台板
3
1.2 市场需求量
在讨论市场需求之前。 先介绍一下各种轧制产品2006年美国市场的预测价格、 生产成本与利润 (表3) 。 由表中的数据可见, 可热处理强化合金薄板及厚板的利润最大, 虽然其最高生产成本比钎焊复合箔及双零六箔的最高生产成本低13%以上。 表中价格、 成本及利润不含原材料价值。
在今后10年的中长期内, 世界铝厚板的年平均增长率约为3.8%, 2005年全球对厚板的需求量约为680 kt, 2015年的需求量可达到1000 kt。 中国2005年的厚板需求量约35 kt, 虽然是年铝板带总产量达到2250 kt。 据预测2015年的需求量可达到140 kt (如把中板计算在内则为380 kt) , 占那时全球总需求量的14% (图2) 。 这可能是保守的预测, 因为2015年中国对铝的需求量将占世界总需求量的27%, 同时中国在那时已成为世界第三大航空航天器制造大国。
2 国内外轧制厚板加工技术对比分析
中国2005年铝板带总需求量达到2 250 kt, 约占全球总需求量的12.5%, 其厚板占总需求量的5.1%。 目前轧制厚板的98%以上仍是用传统的DC铸锭热轧或再加冷轧生产的, 用黑兹莱特连铸连轧法生产的还不到2%。
中国还是一个铝板带材净进口国, 但净进口量在逐年下降, 2008年进出口量可达到平衡或甚至变为净出口国。 不过在厚板方面要到2015年或更长一些时间才能达到进出口平衡, 因为中国在厚板生产技术方面总体来看与世界先进水平至少还存在20年的差距, 要赶上实属不易。 中国与国际先进厚板生产技术水平的差距见表4。
表3 2006年北美铝板带生产成本和价格 ($/1b) *
Table 3 Production cost and price for Al plate & sheet in North America in 2006
产品种类
价格
成本
利润
0.4
0.28~0.32
0.08~0.12
0.8
0.50~0.60
0.20~0.30
0.35
0.22~0.30
0.05~0.15
0.45
0.22~0.35
0.10~0.23
0.38
0.15~0.28
0.10~0.23
0.5
0.25~0.35
0.15~0.25
0.8
0.50~0.60
0.20~0.30
0.5
0.50~0.52
0.38~0.40
0.47
0.40~0.42
0.05~0.07
* 单位为美元/1b, 为避免误差未于换算。 1b=0.4536 kg
3 中国铝厚板加工技术支撑能力及相应的技术保障能力
在可预见的任何时候轧制铝合金厚板都是一类高精产品, 不仅对冶金组织、 内部品质要求严格, 而且对表面品质、 尺寸偏差、 板形等有着苛刻的要求。 为了能生产满足用户要求的厚板必须在设备、 技术、 科研与人员等方面形成相当强大的技术支撑能力, 并有相应的技术保障能力。
3.1 技术支撑能力
中国所有的铝合金厚板都是铸锭热轧法生产的, 即使在欧美轧制厚板也占其总量的85%以上, 通常, 厚板轧制在热轧生产线上的可逆式四辊热粗轧机上完成。 生产的关键工序有五道: 合金配制及熔炼, 熔体净化处理, 热轧, 固溶与淬火处理, 拉伸矫直。
3.1.1 合金配制及熔炼
首先应保证合金成分的准确性, 波动范围应尽可能地小, 杂质含量应尽可能地低, 有些高强度、 高韧性、 高抗疲劳性合金还必须用高纯度铝及合金元素配制, 应严格控制有些合金如5083等合金中的碱金属杂质的含量, 应准确地控制熔炼温度, 不允许过热, 最好在专用的现代化熔炼-保温炉组中熔炼硬合金, 对燃料也应有所选择, 以电与天然气为佳。
3.1.2 熔体净化处理与铸造
铝熔体净化处理在生产优质厚板过程中起着重要作用。 生产实践证明, 厚板生产中出现蹬缺陷的70%以上是与熔炼及净化处理不当有着直接或间接的关系, 同时引起的缺陷的根源要在锭铸成以后与在后续的工序中才能显现与被检查出现。
表42005年在轧制铝厚板生产技术方面中国与国际先进水平的差距
Table 4 Comparison of rolling technology between China and international advanced level for producing Al thick plate in 2005
国际先进水平
中国先进水平
可铸造
不能
采用LARSTM技术, 氢含量低于0.12, 杂质含量低ml/ (100 g铝)
无此技术
可批量生产
不能
11台
无
均匀细小
尚可
高
偏低
好
可以
小
大
100000
60000
可处理宽500 mm级及长36 m的厚板
仅有1台可处理
36 m的厚板高度一致
1500 mm宽板的较差
控制严, 波动范围窄
较大
可加工用户所需形状与尺寸
几乎不深加工
强
尚待加强
多, 分布合理
无
快
较慢
442
135
136
42
强
弱
现代化, 精细
尚有计划经济思想残余, 粗放
高
中
大
少
强
弱, 特别是国际市场
品质高, 可满足不同用户需求
品质中低档, 仅能满足普通用户需求, 约70%以上硬合金厚板仍需进口。 全面赶上国际水平仍需15年以上
目前热轧铸锭大都是用半连续铸造法 (DC) 生产的, 只有中国等有少量锭仍用铁模铸造。 DC技术正朝着增大锭重、 提高品质、 降低消耗、 提高生产效率以及生产过程机械化、 自动化的方向发展。 用传统 (DC) 法铸造技术生产铝及铝合金扁锭时, 由于直接水冷铸造技术结晶器内凝壳收缩形成气隙的影响, 使铸锭表面产生严重的偏析瘤、 冷隔、 粗晶层和表面裂纹, 为弥补这些缺陷对铝材品质的影响, 必须加大铸锭的铣面量、 铸锭头尾切除量和成品的切边量等, 从而降低铸锭利用率。 为了提高铸锭表面品质, 提高铸锭成品率, 中国近几年开始采用新型铸造技术, 如东北轻合金有限责任公司、 中铝青海分公司、 南山铝加工公司等引进的低液位铸造技术就是采用了在结晶器内壁镶衬一层石墨板, 冷却水分配采用分叉射流技术, 采用自动控制系统使得结晶器内金属液面低、 液面波动很小而且自动润滑, 生产的铸锭表面光滑、 粗晶层浅、 内部结晶组织也有较大改善, 表面壳区层厚度仅1 mm, 可减少铸锭铣面量50%, 减少热轧切边量17%, 从而提高了成品率, 同时铸造速度也得到提高。 在整个铸造过程中, 铸造各参数采用PLC控制, 实现全自动控制铸造过程。
铝及铝合金熔体含氢量高低和非金属夹杂物多少对铝材质量有着重要的影响。 因此, 对熔体净化处理应给予特别关注, 既要进行精心的炉内处理又要进行精细的在线处理, 炉内处理以利用透气砖通心净化气体为佳, 在线处理方法很多, 广为应用的约有七八种, 但在净化优质硬合金扁锭方面以美国阿美克斯公司 (Almex) 的LARSTM除气与过滤系统最为有效, 其除气率可达65%, 比其他所有方法都高。
在此需指出的是, 不管哪种铝熔体在线处理工艺的除气率都有一个极限值, 在可预见的时期内还很难有除气率超过60%的工艺问世, 这就是说, 为了生产优质的铝合金厚板, 首先应使出炉的铝熔体中的氢含量尽可能地低。 在铸造过程中应对扁锭品质进行超声波监控。 在中国现已投产的扁锭生产中, 以东北轻合金有限责任公司的25 t熔铸生产线 (图3) , 南山集团轻合金公司与中铝青海分公司的100 kt・a-1 的铸造生产线最为先进。
3.1.3 热轧
铝合金轧制厚板大多数都是用单机架四辊热轧机或四辊热粗轧机轧制的, 少量的1×××系、 3×××系铝合金厚板也可以用二辊热轧机生产。 轧制硬合金厚板与5083型合金厚板生产线还必须设置立辊轧机。
图2 预测全球及中国对铝厚板的需求
Fig.2 Estimated demands for Al thick plate in China and globe
图3 东北轻合金有限责任公司熔铸分厂铸完的扁锭正从铸造坑内升起
Fig.3 As-cast slabs are lifting out of pit in melting & casting workshop of Northeast Light Alloy Co., Ltd.
在2010年以前中国投产的现代化铸锭热轧机有: 单机架单卷取的1台, 单机架双卷取的15台, (1+1) 式热粗-精轧线6条, (1+3) 式热轧线2条, (1+4) 式热轧线4条, (1+5) 式的1条, 它们的总生产能力约6000 kt・a-1 。 还会有2条黑兹莱特式连铸连轧生产线, 可以生产10 mm~50 mm的软合金厚板。
需根据计划生产的厚板的最大厚度及热轧带卷的最大质量确定热轧机的最大开口度, 应保证最大厚度厚板具有品质一致的完全的热轧冶金组织。 在这些热轧机中以东北轻合金有限责任公司从德国西马克公司 (SMS) 引进的3950 mm热粗轧机最大, 也是最先进的, 是按能达到世界上21世纪前10年中期先进的轧制理念设计的, 装备了先进的控制设备, 生产线总长约204 m, 可于2008年第4季度投产。 热粗轧的基本参数如下:
工作辊直径/mm: 1050, 支承辊直径/mm: 1700, 辊面宽度/mm: 3950, 主电机功率/kW: 4500×2, 最大轧制力/kN: 56000, 最大轧制速度/ (m・min-1 ) : 216。
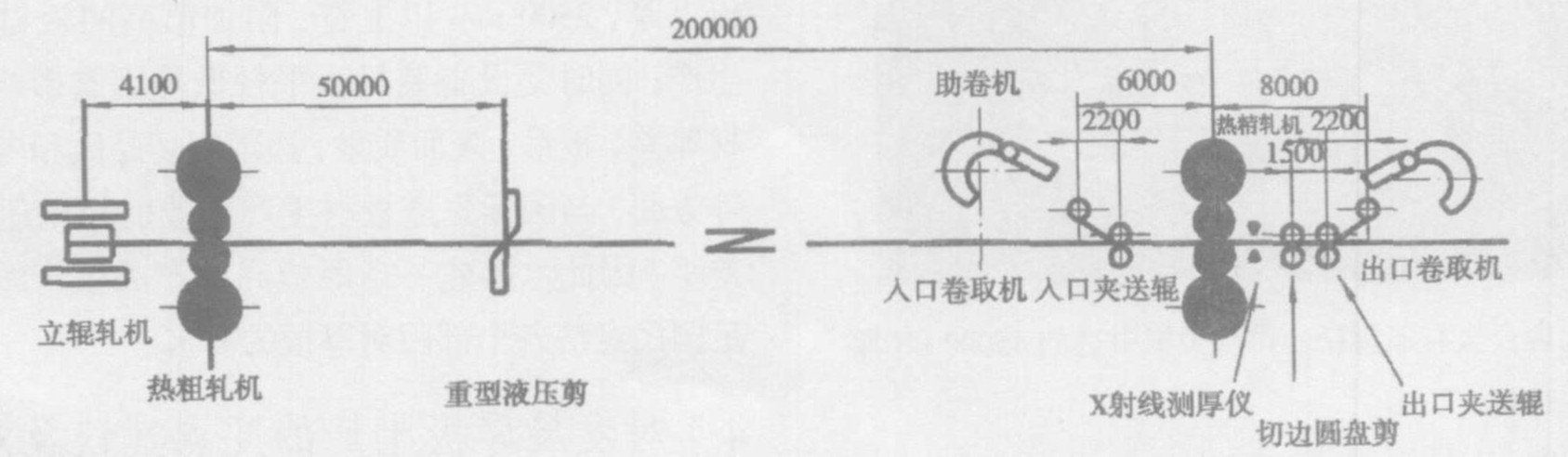
中铝西南铝板带有限公司的 (1+4) 式2000 mm及中铝河南铝加工公司洛南热轧厂的2400 mm (1+1) 式热轧线示意图分别见图4及5。
3.1.4 固溶处理与淬火
固溶处理与淬火虽不是一道工序, 但却是紧紧挨着进行的, 所以往往只说其一。
目前厚板的固溶处理设备有: 盐浴炉、 立式空气炉、 热风循环式炉、 辊底式炉。
盐浴炉、 立式空气炉、 热风循环式炉等设备各有不同的优缺点, 但新建厂已不用盐溶炉了, 因为安全隐患大。 辊底式炉是目前世界上最先进的热处理设备。 铝板在其加热区加热 (固溶处理) 后, 立即进入喷淋区, 从上下方以大流量去离子水对板材上下表面进行喷淋冷却 (淬火) 。 固溶与淬火之间的转移时间短, 时效效应小, 而淬火时的冷却强度大, 可获得组织细小、 均匀、 性能稳定的板材, 在以后的机械加工中几乎不变形。 辊底式炉技术成熟, 淬火时间短, 可生产的合金规格范围广, 产量高。 目前中国只有东北轻合金有限责任公司拥有此种设备 (图6) , 2005年投产, 从埃布纳公司 (Ebner) 引进。
西南铝业有限公司将从德国奥托容克公司 (Otto Junker) 引进的辊底式固溶处理炉可于2006年7月开始到货, 年底投产, 可处理厚200 mm、 宽3500 mm宽的厚板, 宽度小于1700 mm的厚板可双片并行通过。
图4 中铝西南铝板带有限公司2000 mm (1+4) 式热轧线示意图
Fig.4 2000 mm (1+4) hot-rolling-line scheme of Chinalco Southwest Al, Co.
图5 中铝河南铝加工有限公司洛南热轧厂 (1+1) 式2400 mm热轧线示意图
Fig.5 2400 mm (1+1) hot-rolling-line scheme Hot-Rolling Plant in south of Luoyang under Chinalco Henan Al Fabrication Co., Ltd.
3.1.5 拉伸矫直
在厚板生产的配套设备中, 大拉伸力的拉伸矫直机是必不可少的, 这种拉伸矫直机不仅技术要求高, 而且价格昂贵。 因此, 世界上仅有少数国家和少数工厂拥有此种设备, 如: 美国的达文波特厂 (DAVENPORT) 、 德国科布伦茨厂 (Koblenz) 、 法国雷纳铝业公司、 日本的真冈轧制厂 (MOOK) 等。 中国东北轻合金有限责任公司有一台45000 kN预拉伸机 (图7) , 西南铝业 (集团) 有限责任公司有一台60000 kt的。
预拉伸之所以必不可少, 一是为了板材具有所需的平直度, 而更重要的是消除与降低厚板中的应力, 使其处于一种特定的应力状态, 以免在以后机械加工过程发生不允许的变形。
3.1.6 超声探伤
在厚板生产中对板材应进行超声探伤是人人皆知, 但笔者在此提出还应对铸造过程中的扁锭及铣面后的扁锭进行超过监控与检查就不一定是众所周知了。 西南铝业有限责任公司从英国超声波科学有限公司引进的水浸式铝合金厚板超声波探伤检测线已于2006年4月签订合同, 2007年中期投产。 东北轻合金有限责任公司准备近期与国外签订水浸探伤设备合同。
图6 东北轻合金有限责任公司从埃布纳公司引进的辊式固溶-淬火炉
Fig.6 Roller-hearth quenching furnace of Northeast Light Alloy Co., Ltd. introduced from Ebner
图7 东北轻合金有限责任公司从美国引进的45000 kN厚板拉伸机
Fig.7 45000 kN thick-plate stretcher of Northeast Light Alloy Co., Ltd. introduced from U.S.
铸造过程宜用“热 (hot) ”法即用高温耦合剂超声技术监测铸锭中是否有裂纹形成与混入夹杂物等。 这种监测很有必要, 一旦发现有缺陷, 可立刻采取补救措施, 防止裂缝扩大, 或甚至停止铸造, 以免造成更大的损失。 特别是在铸造2×××系及7×××系硬合金扁锭时及早发现裂缝还可避免安全事故
[3 ]
。
应对铣面后的扁锭可进行“非沉浸”超声探伤, 以能发现小到75 μm的种种缺陷, 如气孔、 非金属夹杂物、 金属夹杂物 (凝固初期形成的Ti-B-Zr及Cr的化合物) 、 盐质点、 粗大的一次晶、 均匀化过程中的初期熔化相、 尚未均匀化的组织等。
3.2 技术保障能力
在此所谓的技术保障能力主要是指管理、 人才与技术开发能力, 在这些方面中国与发达国家仍有很大的差距, 装备方面的保障能力可通过引进得到迅速提高, 可是人才与技术开发能力却不是一朝一夕能做到的, 必须加强这方面的工作。 在此需强调一句, 没有基础理论研究, 没有人才就没有实用技术。
中国通过设备更新, 技术升级大大提高了铝合金厚板的生产水平, 但引进的装备除近期建设的大型连轧机组外, 基本属于单机引进, 并且包括正在建设的连轧机组也不能生产高强度铝合金厚板。 中国只有东北轻合金有限责任公司和西南铝业 (集团) 有限责任公司能生产厚板。 这两家企业生产的厚板近两年都供不应求。 但由于设备规格限制, 80 mm以上厚、 2500 mm以上宽、 附加值高的板材都不能生产; 同时受设备装机水平较低等因素影响, 在板材厚差、 板形、 表面质量、 边部锯切品质和内部性能等方面, 与国际先进板材生产企业的相比还有很大差距。 因此急需建一条厚板高端产品生产线, 以满足国民经济各个部门对厚板的需求。
4 对发展厚板生产的几点建议及对策
目前, 我国对厚板产品的研发只局限于满足生产需要, 由于设备、 资金等方面的束缚, 一直未开展对铝合金厚板的深入研究, 因此, 为了接轨国际, 代替进口, 建议从以下几个方面开展对厚板产品的研究工作。
加强自主创新能力, 建立铝加工国家级的技术中心和工程中心开展基础性研究。 开展高强高韧铝合金、 船用高强耐腐蚀铝合金、 抗高温蠕变铝合金、 抗疲劳铝合金等系列合金研究。
整和原料和加工的人力、 资金、 装备资源, 建立几家规模化的大型企业集团, 增强国际间的竞争力。 铝加工企业可以与煤、 电等上游企业, 也可以与飞机制造、 船舶制造、 汽车制造等企业合作, 做大做强。
结合国家相关政策, 对重点企业、 专项产品, 国家应加大技改投资力度。 比如在航空航天专用铝合金材料、 轻轨或地铁专用铝合金材料方面国内制造厂与铝加工强国仍然有比较大的差距。 资金仍然是关键问题。 因投资回报周期较长, 民间资本不愿介入, 由于涉及国防和国家核心利益, 外资也不方便介入, 建议政府给予扶持。
5 结 论
据有关资料预测, 2010年的铝合金厚板需求量为210 kt, 而2015年为380 kt。 现有的热轧生产能力是满足不了这种需求量的。
目前就国内生产能力来看, 除了东北轻合金有限责任公司的2000 mm热轧机与西南铝业 (集团) 有限责任公司的 (1+1) 式2800 mm热轧生产线可生产5×××系高镁合金厚板与2×××系、 6×××系及7×××系硬合金厚板外, 其他的企业都只能生产软合金薄板与部分偏薄的中板。 因此, 必须建设专门的全能的厚板生产线。
建设新的厚板热轧生产线必须装机水平高, 而且必须配套齐全与一次建成。 生产铝合金厚板特别是硬合金的, 需要雄厚的技术力量与很强的研发能力。 因此这样的新生产线的建设必须对技术力量加以充分的考虑与有足够的思想准备。
建设新的厚板生产线宜快不宜慢, 中国的轨道线路建设, 汽车工业、 航空航天工业、 造船工业等正处于高速持续发展阶段, 所需铝合金厚板亟待解决。
中国在厚板铝合金的开发与研究方面与美国、 法国、 俄罗斯相比还有相当大的差距, 有待急起直追, 需加大资金投入, 为新的厚板生产线建设提供强大的技术支持。
参考文献
[1] The Aluminum Association, Inc.AluminumStatistical Reviewfor 2000, 2004[M].The AluminumAssociation, Inc., 2000, 2005.
[2] 王祝堂.铝合金中厚板的生产、市场与应用 (二) [J].中国铝业, 2005, (2) :22.
[3] 芦德惠, 王祝堂, 等.维斯塔金属公司的特大2×××系及7×××系铝合金锭铸造[J].轻合金加工技术, 2006, 34 (7) :1.