稀有金属 2001,(01),28-31+35 DOI:10.13373/j.cnki.cjrm.2001.01.007
侧向挤压在镁钢复合棒生产中的运用
金其坚
北京有色金属研究总院!北京100088,北京有色金属研究总院!北京100088
摘 要:
简要介绍了侧向挤压的原理、特点及其与正挤压、反挤压比较的优缺点。通过对镁钢复合棒的侧向挤压实验 , 了解侧向挤压的金属变形过程 , 并进行了变形区与镁钢复合棒成品的金相组织观察 , 以及成品显微硬度测量。结果证明了侧向挤压的优点 , 即可以进行大直径芯线的包覆 , 避免了正挤压时芯材必须弯曲的缺点。对侧向挤压制品的金相观察和显微硬度检测证明焊合区性能良好 , 与基体无甚差别 , 取得了良好结果。
关键词:
镁钢复合棒 ;钢芯 ;侧向挤压 ;
中图分类号: TG37
收稿日期: 2000-03-13
Use of Side Extrusion in Manufacture of Magnesium-Clad-Steel Bar
Abstract:
The theory and characters of side extrusion were introduced, the differences between side extrusion and direct extrusion, reverse extrusion were discussed. Through the side extrusion experiment of magnesium clad steel, the metal forming process of side extrusion was studied.The microstructure of metal extrusion deforming region and product was studied, the micrographic hardness of product was also studied.
Keyword:
Magnesium clad steel bar; Steel core; Side extrusion;
Received: 2000-03-13
随着材料科学的发展, 复合金属的应用变得越来越广。大长度复合金属材料的加工方法也随之发展起来。现有镁钢复合金属棒及长带的加工方法通常采用卧式挤压机组合模复合挤压, 其缺点是芯材的直径受到限制, 对于大钢芯的复合材加工十分困难, 甚至无法进行。本文试验成功了一种侧向挤压方法。这种方法因芯材在复合成形时呈直线状态通过变形区, 无须经过弯曲, 从而克服了现有方法的缺点。
1 通用挤压与侧向挤压的原理和特点
金属挤压是对盛放在挤压容室 (挤压筒) 中的坯料一端施加压力, 使之通过模孔以实现塑性变形的一种压力加工方法
[1 ,2 ]
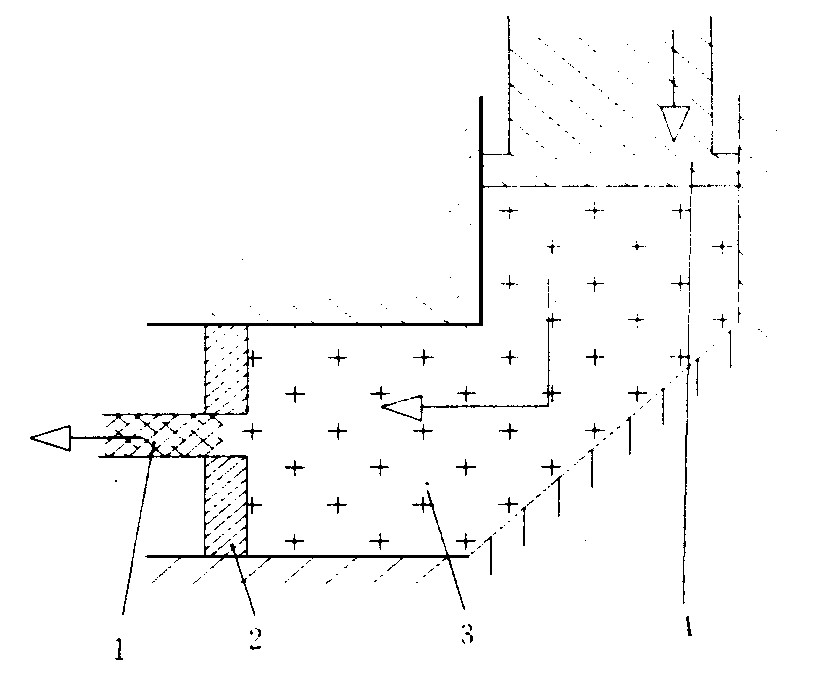
。通用挤压的两种基本方式为正挤压法和反挤压法。侧向挤压有别于这两种方法。正挤压和反挤压时金属流线与挤压轴的运动轨迹相平行;而侧向挤压时, 金属流线存在一个90°转角, 前部分与挤压轴运动轨迹平行, 后部分与挤压轴运动轨迹垂直, 如图1所示。
金属坯料从一端被挤压轴挤入挤压容室, 在容室内转向90°, 从侧向流出模孔成型。与一般的挤压方法相比, 侧向挤压最大的优点是, 因金属改向从侧向流出, 挤压轴对产品成型的干涉没有了, 该挤压方式比传统正挤压方式可多利用一个侧向, 可以利用此侧向, 使被复合材料可直接进入挤压复合腔, 从而生产复合型产品。
图1 侧向挤压示意图 1―挤压制品;2―模子;3―坯料;4―挤压轴
Fig .1 Schematic diagram of the side extrusion
2 镁钢复合棒材的侧向挤压实验
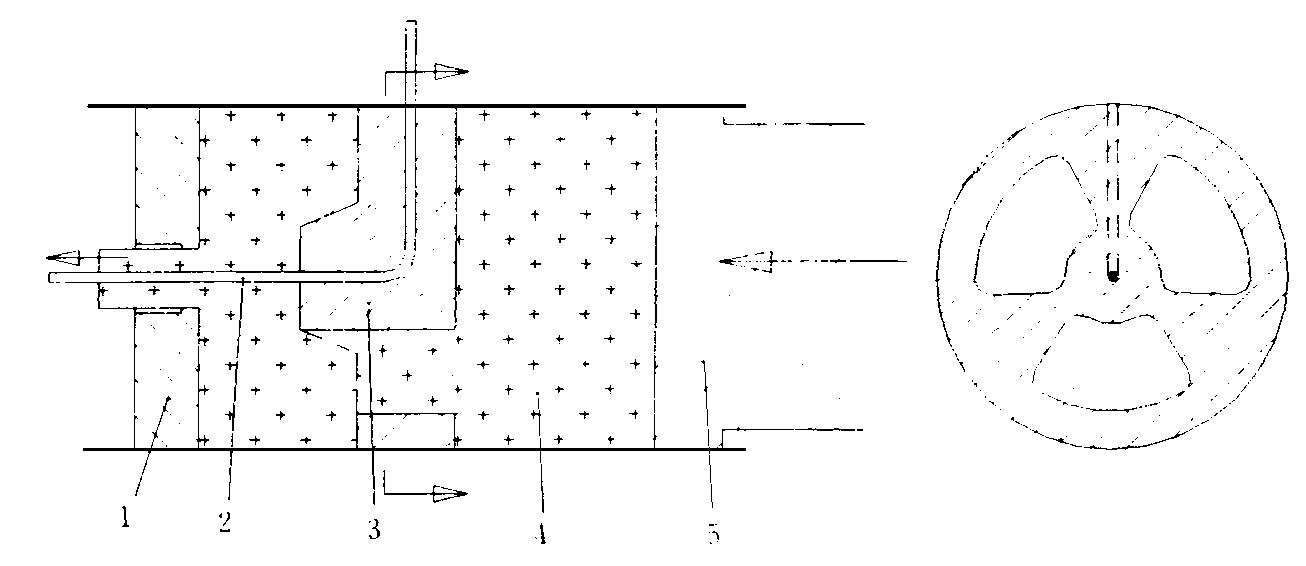
镁钢复合棒材是一种中间带有钢芯的镁合金棒状产品, 主要用作电极材料。目前的生产方法之一是通过一个特殊设计的分流组合模正挤压进行生产 (图2) 。用这种方法加工时, 铁芯在进入分流组合模后要弯曲90°, 随后被分流组合模中由分流刀切成的数股镁合金流包覆;这数股镁合金流在高温高压下重新焊合, 与钢芯共同流出组合模的模口, 加工成复合棒材。这种加工方法的缺点是由于模子尺寸的限制, 钢芯弯曲时的曲率很大。因此, 对于直径较大的钢芯, 因难于弯曲而复合十分困难。相比之下, 若用侧向挤压时, 钢芯因直接穿入复合腔, 不用弯曲变形, 因而很容易生产大钢芯复合棒材。
图2 正挤压分流组合模 1―定径模;2―钢芯;3―分流刀;4―镁合金坯料;5―挤压轴
Fig .2 Direct extrusion method
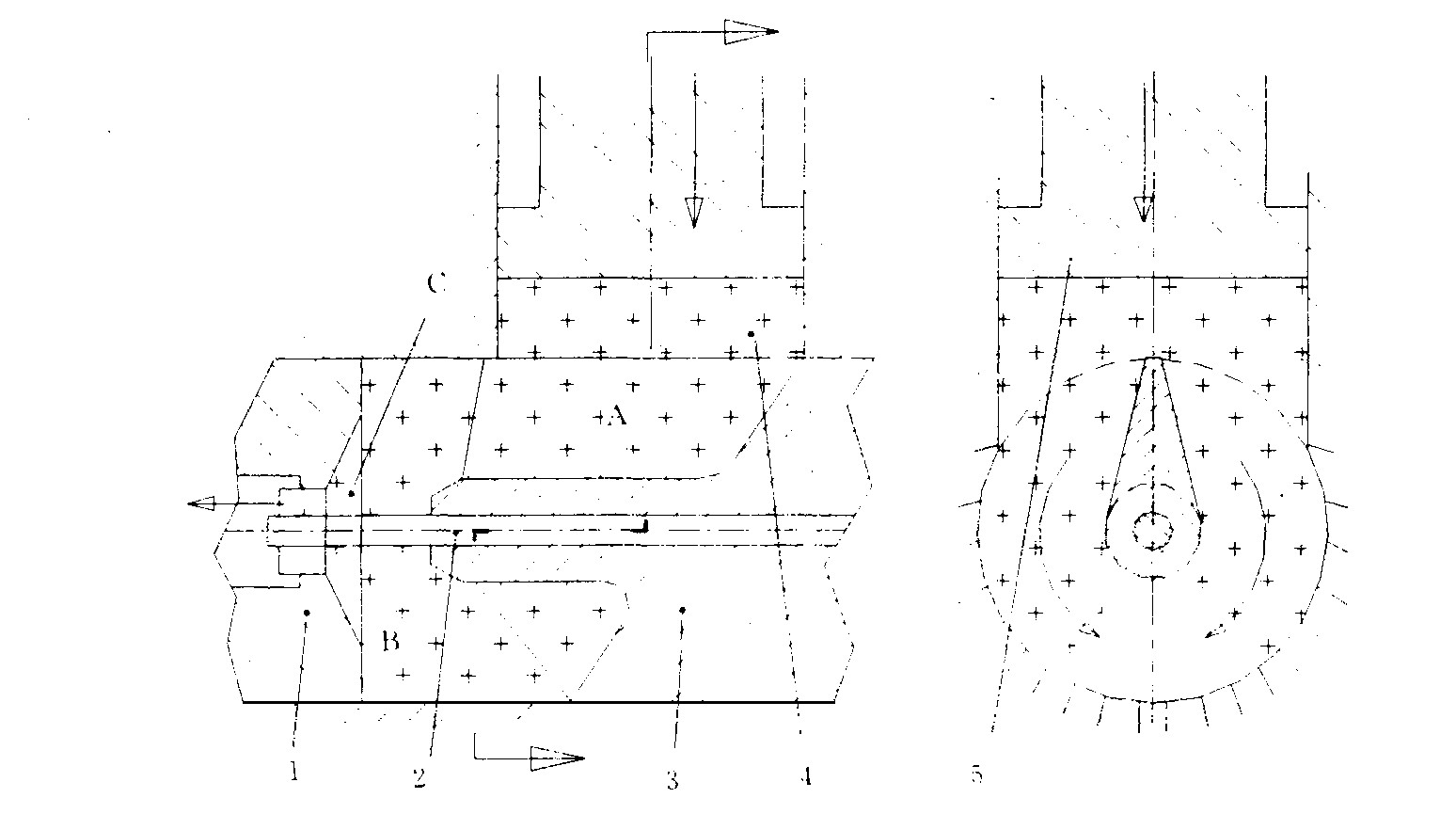
目前, 国内外还没有关于采用侧向挤压生产镁钢复合棒材的生产工艺报道, 为了验证采用侧向挤压加工镁钢复合棒的可行性, 利用100 t立式液压机设计并制造了侧向挤压模具装置, 并进行了生产工艺实验。采用侧向挤压生产镁钢复合棒材时, 坯料在挤压筒内流动, 一并进入工作腔的刀模分离区 (A区) , 被切成两股金属流。铁芯从刀模中心穿过, 与两股镁合金流在工作腔复合区 (B区) 中汇合, 并被它们包覆。被切开的两股镁合金流在工作腔复合区中于高温高压下重新焊合, 与铁芯一并流出模口成型 (图3) 。挤压筒内径为 35 mm, 工作腔直径为 40 mm, 挤压制品复合棒直径为 12 mm, 中间铁芯直径为 5 mm。Φ 5 mm 的钢芯采用了高强度弹簧钢丝进行了实验。实验证明, 复合棒的侧向挤压在工艺上完全可行, 镁合金与钢芯的包覆从质量上看与正挤压分流组合模方式无甚差别。
图3 侧向挤压复合成型示意图
Fig .3 Side extrusion
A―刀模分离区;B―复合区;C―锥形变形区;1―定径模;2―钢芯;3―刀模;4―镁合金坯料;5―挤压轴
3 侧向挤压镁钢复合棒材的组织性能实验
在挤压过程中, 金属在挤压筒中的流动特性, 即在挤压筒中金属各部分体积的相互移动特性, 对挤压制品的质量有重大影响, 它影响着挤压制品横向和纵向微观、宏观组织的均匀性。对于挤压时金属的流动特性而言, 在一般情况下, 挤压金属的坯料在模口附近的体积可以分为三个区:弹性变形区、塑性变形区和滞留区 (死区) , 每个区的大小和位置与许多因素有关
[2 ]
。
为了进一步了解侧向挤压生产的镁钢复合棒材的质量性能, 特别是焊缝性能与基体性能, 我们对变形区和成品的镁合金基体进行了金相组织观察, 并对成品的镁合金基体显微硬度进行了测量。
对侧向挤压的变形前区、锥形变形区以及成品等处的镁合金进行了纵向截面金相组织观察。
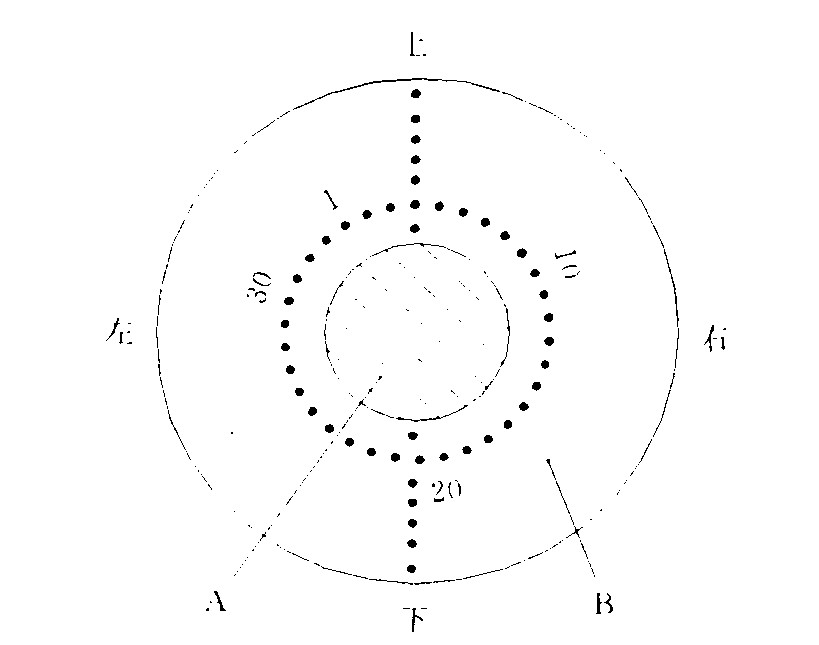
显微硬度在 HX-200 型显微硬度计上进行, 加载负荷为20 g。在镁钢复合棒成品上, 距铁镁界面大约 1.5 mm, 围绕中间铁芯一周, 平均10°左右一个点, 共测得34个点。在成品的上下焊合区, 分别各取6个点进行测试。
4 实验结果与分析
4.1 金相分析
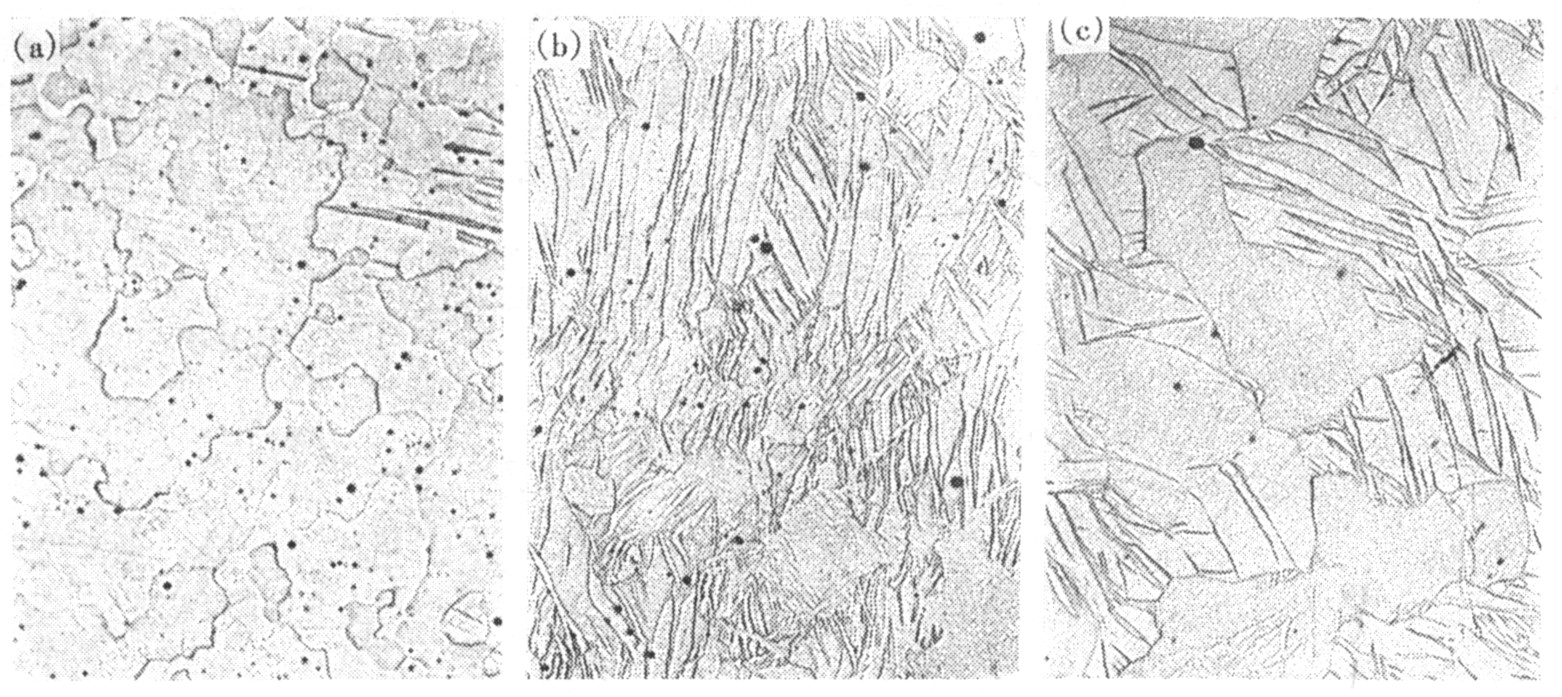
镁钢复合棒侧向挤压的复合区 (a) 、锥形变形区 (b) 以及成品 (c) 纵向截面的金相照片如图4所示。
从侧向挤压时镁合金的金相组织看, 镁合金在刚从刀模区进入侧向挤压的复合区时组织呈原始等轴晶粒状态, 晶粒比较粗大, 存在少量的孪晶。估计是镁合金坯料采用了热挤压态的坯锭, 再加上稍有变形造成的。随着金属流向模口, 在模锥形变形区, 金属变形剧烈, 晶粒被破碎、拉长, 呈一定的纤维状, 出现变形组织。但是, 由于镁合金挤压温度较高 (350℃左右) , 金属流动速度低 (约为1m/min) , 成品上纤维状组织并不明显, 图4 (c) 显示了成品的显微组织。从照片看, 成品晶粒较大, 已出现等轴晶粒组织, 估计是因为模孔出口区变形热使挤压出口温度升高, 再加上原来挤压温度比较高, 大大超过镁合金的再结晶温度, 被挤压破碎的晶粒出现了局部回复和再结晶所致
[3 ]
。
图4 侧向挤压镁钢复合棒各变形期的金相组织
Fig .4 Microstructure of the deformation zones of Mg-steel bimetal during the side extrusion
(a) 复合区 (×50) ; (b) 锥形变形区 (×100) ; (c) 成品 (×100)
4.2 显微硬度分析
镁钢复合棒成品上镁合金的显微硬度取点部位如图5所示。
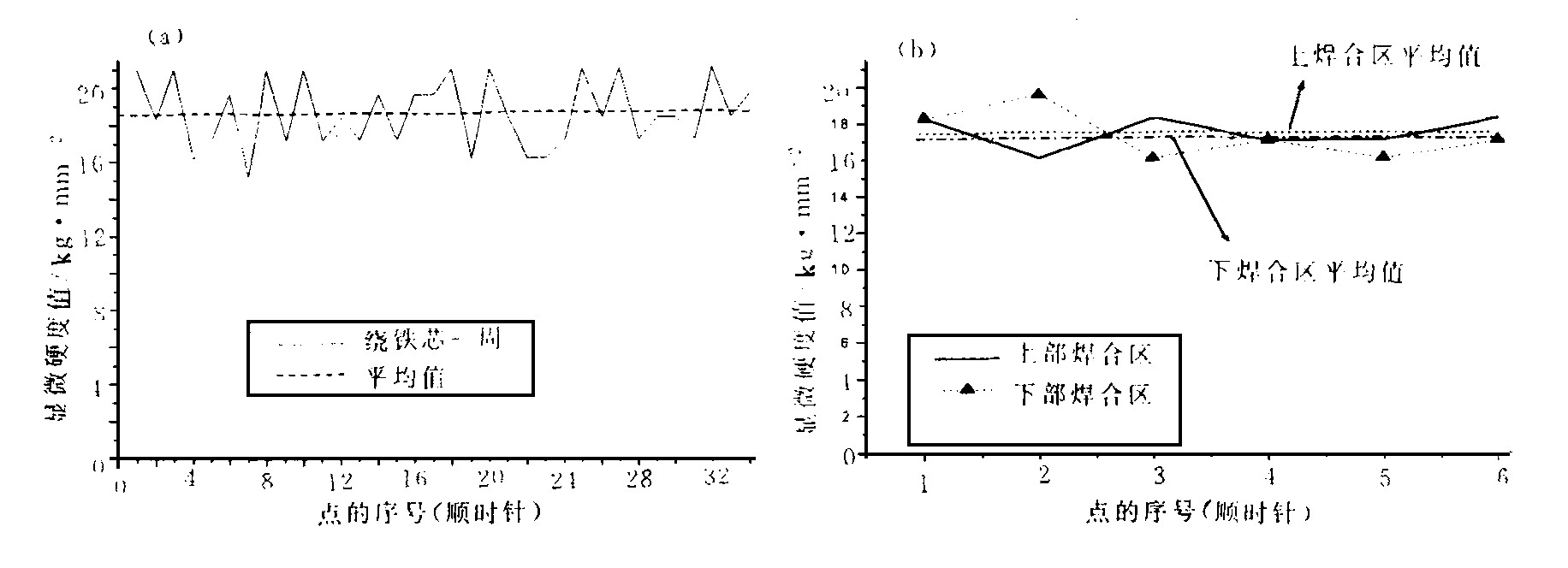
镁钢复合棒上围绕中间钢芯的镁合金基体的显微硬度值和上下部焊合区的镁合金显微硬度值, 如图6所示。
从图中可以看出, 在镁钢复合棒成品上围绕中间钢芯一周的镁合金显微硬度分布比较均匀, 显微硬度平均值在 186 MPa 左右, 偏差值为±6%左右, 考虑到测量误差及部位性能的偏差, 可以认为镁合金显微硬度均匀度较好。上焊合区的平均值为 17.5 kg/mm2 , 下焊合区的平均值为 17.4 kg/mm2 , 将上下焊合区的显微硬度值与其它部位镁合金基体的显微硬度比较, 数值区别不大。这说明经过侧向挤压生产的镁钢复合棒焊合区比基体上其它部位性能稍差, 但无显著区别, 这样的产品性能基本符合质量要求。
5 结论
对镁合金包铁芯复合棒进行了侧向挤压方法、工艺及金相组织性能、显微硬度分布的研究, 证明侧向挤压生产的复合棒材性能较均匀, 与目前通用的“正挤分流组合模”挤压方式的产品质量相仿。从而证明侧向挤压用于镁钢复合棒加工是可行的。侧向挤压大规格钢芯镁钢复合棒的挤压成形有可能采用侧向挤压来实现。
图5 镁钢复合棒成品取点部位示意图
Fig .5 Side of hardness test of Mg-steel bimetal bar
A―钢芯;B―镁合金基体
图6 镁钢复合棒显微硬度分布图
Fig .6 Microbardness distribution diagram of Mg-steel bimetal bar
(a) 复合棒绕铁芯一周的显微硬度分布图; (b) 复合棒成品上下焊合区显微硬度分布图
参考文献
[1] 刘静安 轻合金挤压工具与模具 , 上册 北京 :冶金工业出版社 , 1996
[2] 刘静安 轻合金挤压工具与模具 , 下册 北京 :冶金工业出版社 , 1996
[3] 赖祖涵 金属的晶体缺陷与力学性质 北京 :冶金工业出版社 , 1988