网络首发时间: 2019-06-04 11:48
稀有金属 2020,44(11),1137-1145 DOI:10.13373/j.cnki.cjrm.xy19050011
Zr-Ni中间层对TC4钛合金/304SS不锈钢激光焊接头组织性能的影响
张义福 张华 苏展展 朱政强 潘际銮
南昌大学机电工程学院江西省机器人与焊接自动化重点实验室
九江学院机械与材料工程学院
摘 要:
钛合金/不锈钢异种金属焊接结构在现代工业应用中日益广泛,但因母材理化性能差异,导致焊接难度大。根据金属元素冶金相容性选用Zr-Ni组合结构设计填充金属,并使用超声波焊接方法制备填充材料。研究Zr-Ni中间层对TC4/304SS Nd:YAG(掺钕钇铝石榴石)脉冲激光焊接金属间化合物(IMCs)生长行为与机械性能的影响,确定填充材料的可行性。通过扫描电镜(SEM)、能谱仪(EDS)和X射线衍射(XRD)分析接头微观结构。使用显微硬度仪及抗拉强度测试评价接头力学性能。表明:在最优参数下TC4/304SS接头无宏观裂纹,沿界面均匀分布的IMCs呈现2层颜色明显不同的组织结构,焊缝生成了FeTi,Fe2Ti和少量Ti5Cr7Fe17IMCs,接头在正应力作用下发生脆性解理断裂;制备的Zr-Ni中间层有效阻隔了母材混合,边界形成的固溶体有助于提高接头强度,同时形成的Zr/Ni IMCs具有延展性,TC4/Zr-Ni/304SS接头抗拉强度达213.7 MPa。所制备的填充层对提升该异种金属接头力学性能和分析其焊缝组织变化具有重要意义。
关键词:
钛合金 ;不锈钢 ;Nd:YAG脉冲激光焊接 ;超声波焊接 ;Zr-Ni中间层 ;
中图分类号: TG456.7
作者简介: 张义福(1984-),男,江西上饶人,博士研究生,研究方向:异质金属焊接中多相IMCs调控研究,E-mail:zhangyifulj@163.com;; *张华,教授,电话:13607005718,E-mail:hzhang@ncu.edu.cn;
收稿日期: 2019-05-08
基金: 国家自然科学基金委员会-中国科学院天文联合基金项目(U1731118); 焊接创新平台2018年度创新项目; 江西省轻质高强结构材料重点实验室开放基金项目(20171BCD40003)资助;
Microstructure and Mechanical Properties of Laser Welding Joints between TC4 Titanium Alloy and 304SS Stainless Steel Using Zr-Ni Multi-Interlayer
Zhang Yifu Zhang Hua Su Zhanzhan Zhu Zhengqiang Pan Jiluan
Key Laboratory for Robot & Welding Automation of Jiangxi Province,School of Mechanical & Electrical Engineering,Nanchang University
School of Mechanics & Materials Engineering,Jiujiang University
Abstract:
Titanium alloy/steel dissimilar metal welding structures have become more and more widely used in modern industrial applications. However,welding is difficult due to the significant differences in physical and chemical properties of the base metals. In this paper,composite Zr-Ni filler metal layer was designed according to the metal element metallurgical compatibility,and the filling material was prepared by ultrasonic welding. The influence of Zr-Ni multi-interlayer on the intermetallic compounds(IMCs)growth behavior and mechanical properties of TC4 titanium alloy/304 SS stainless steel Nd:YAG(neodymium-doped yttrium aluminum garnet)pulsed laser welding was studied,and the feasibility of filler materials was determined. The microstructure of the welded joint was analyzed by scanning electron microscopy(SEM),energy dispersive spectroscopy(EDS)and X-ray diffraction(XRD). The mechanical properties of the joint were evaluated using the micro-hardness tester and the tensile strength tester. The results showed that there was no macroscopic crack in the TC4 titanium alloy/304 SS stainless steel laser welded joint under the optimal parameters,and the evenly distributed IMCs along the welding interface exhibited 2 layers of color distinctly different microstructure. The welds interface generated FeTi,Fe2 Ti and a small amount of Ti5 Cr7 Fe17 IMCs. The brittle cleavage fracture of the welded joints occurred under normal stress.The Zr-Ni composite filler metals prepared by ultrasonic welding effectively prevented the base metal from mixing. The solid solution formed at the boundary helped to improve the joint strength,and the Zr/Ni IMCs had a certain ductility. The tensile strength of the TC4 titanium alloy/Zr-Ni/304 SS stainless steel welded joint was 213.7 MPa. The prepared composite filler metals had important significance for improving the mechanical properties of the joints and analyzing the changes of the interface structure.
Keyword:
titanium alloy; stainless steel; Nd:YAG pulsed laser welding; ultrasonic welding; Zr-Ni multi-interlayer;
Received: 2019-05-08
用部分钢替换钛合金可有效兼顾两种材料的优点充分发挥两种金属材料的优势,使钛合金/钢异种金属焊接结构受到青睐,在航空航天、海洋工程及生物医学等领域获得广泛应用。但钛合金和钢之间的物化性能差异大,尤其在室温下Fe在Ti中的固溶度很小,Ti与Fe容易形成硬且脆的金属间化合物(IMCs),导致钛合金/钢焊接难度大
[1 ]
。而且,钛易与钢中的Cr,Ni,C等元素形成复杂的IMCs和碳化物,致使接头严重脆化,甚至有裂纹生成。目前对于该异质金属焊接多采用过渡层进行熔焊、界面预置中间层使用压力焊或采用昂贵的银基钎料进行钎焊等手段
[2 ,3 ,4 ]
。常用中间层材料有铜、铜基合金、钒、镍和铝等
[5 ,6 ,7 ]
。Ghosh等
[8 ]
、Kundu等
[9 ]
分别对钛合金/钢进行了扩散焊和真空钎焊并获得了一定强度的接头,但焊接时气氛要求高,通常需要真空环境。
常规熔焊方法由于热输入量大、热源准确控制精度低难以实现有效连接
[10 ]
。钎焊焊接周期长、焊接柔性差、接头性能不高。压焊受工件形状和尺寸影响,需要工艺装配配合,焊接效率不高,难以满足量产需求
[11 ]
。开展钛合金与钢焊接新工艺研究显得十分必要。由于激光光斑直径小、局部区域能量密度高,可显著提高焊接速度及减小熔池直径;由于温度梯度大,熔池快速结晶,减少了偏析程度,限制了IMCs的生长
[12 ,13 ,14 ,15 ]
。激光焊接成为钛合金/钢异种金属优质高效连接的重要技术手段。Hiraga等
[16 ]
对钛合金/钢进行了Nd:YAG(掺钕钇铝石榴石)激光焊接,表明只有钛管位于搭接接头内部时,才能保证管接头结合紧密。Chen等
[17 ]
研究了CO2 激光光束偏置对钛合金/钢接头微观组织及断裂行为的影响,表明光束偏向钛合金侧时抗拉强度低于偏向不锈钢侧。Zhang等
[18 ,19 ]
以Nb为中间层,对钛合金/钢进行了脉冲激光焊,在激光束位于钛合金-Nb界面处时焊缝没有产生Ti-Fe IMCs,Nb有效防止了Ti和Fe之间的相互扩散和反应,断裂发生在Nb-钢界面反应层。Tomashchuk等
[20 ,21 ,22 ]
以V,Cu为中间层,采用连续激光焊和电子束焊实现了钢/钛合金的有效连接。通过在高达1200℃的温度范围内由Ti,Fe和元素周期表中其它元素的互溶性可知:除了相同或邻组的少量元素(IVA:Zr,VA:V,Nb,Ta,VIA:Mo,W)Ti易与其它元素形成稳定的脆性IMCs;除了Co,Mn,Cu和Ag元素,Fe易于其他元素形成稳定的脆性IMCs。钛合金/钢焊接主要形成Ti基脆性最大的Ti-Fe IMCs,没有一种元素能同时与Ti和Fe都具有足够的溶解度,说明单个填充材料难于克服钛合金/钢异种金属焊接接头脆性,因此需要制备合适的中间填充层。Song等
[23 ]
以Cu/Nb为复合填充层使用真空热压法连接了钛合金/钢异种金属,获得了机械性能较好的连接接头。Wang等
[24 ]
采用粉末冶金法制备了V/Cu复合填充层,使用高强电子束焊连接了钛合金/钢异种金属。选择复合填充材料及制备工艺成为实现钛合金/钢异种金属优质高效焊接的有效路径。找到最佳制备工艺及激光焊接技术对接头性能的影响规律在工程实践作业中具有十分重要的意义。
超声波焊接技术只需金属熔点的25%~70%时即可通过超声波摩擦实现金属间的连接,是一种低热输入的固态连接工艺
[25 ]
。为此,采用超声波焊接设计钛合金/钢复合填充层,所制备的填充层既有较高的连接强度同时可有效抑制焊接母材的互扩散,避免IMCs有害相的形成。筛选填充元素组合并进行超声波焊接,建立填充层与钛合金/钢激光焊接接头强度的相应关系,为异种金属激光焊接提供作业参数,并对其连接机制和IMCs生长行为进行研究,丰富异质金属热-机焊接理论具有广阔应用前景。
1实验
试验材料根据NB/T47014-2011行业标准选用尺寸为50 mm×20 mm×1 mm 304不锈钢(304SS)和Ti6Al4V钛合金薄板材料,化学成分如表1所示,符合GB/T4237-92。
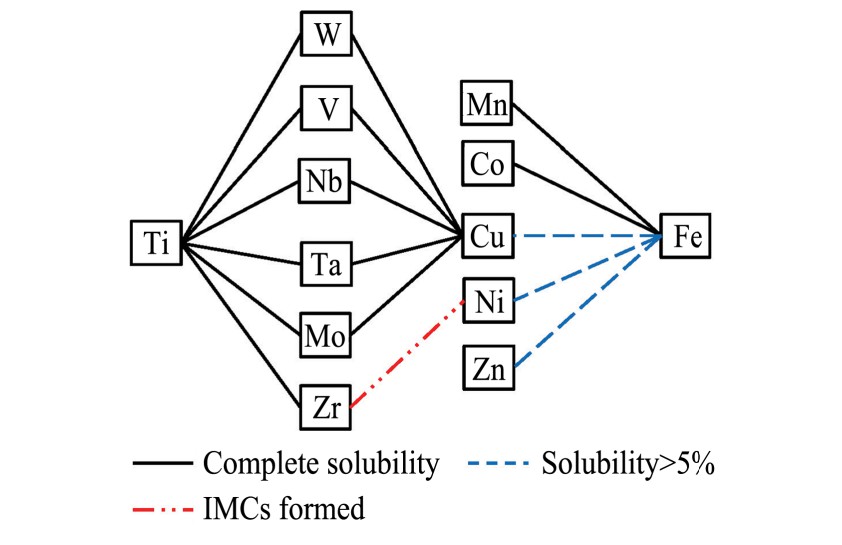
试验使用的Nd:YAG激光焊接设备为正天恒业数控有限公司生产的型号为ZT-H-700W激光焊接机,设备最大输出功率700 W,Nd:YAG激光束波长仅为1.064μm,狭窄的脉冲激光束能将能量束沉积在极小的区域内,光斑直径(1.0±0.3)mm。基于二元合金相图并考虑Ti,Fe元素在室温下与元素周期表中其他元素的互溶性,得到Ti-Fe连接基本转变路径拓扑图,如图1所示。虽然Mo-Cu,Nb-Cu,Ta-Cu,W-Cu和V-Cu的元素组合不会形成IMCs,但热膨胀系数差异性易于导致接头产生裂纹。泊松比为材料横向应变和纵向应变比值,通常评估材料晶体结构的抗剪稳定性,数值越大对应材料结构的塑形越好,其临界值为1/3,Zr-Ni元素组合所形成的IMCs泊松比均值大于0.32,且Zr2 Ni泊松比达0.42,表现出较好的韧性且线膨胀系数差异性相对较小
[26 ]
。因此,选择Zr-Ni组合结构作为填充材料。
表1 试验材料化学成分 下载原图
Table 1 Chemical composition of experimental material(%,mass fraction)
图1 元素转换路径拓扑图
Fig.1 Topological diagram of elements transition paths
填充金属材料厚度为0.2 mm Zr和0.5 mm Ni,均为退火态。已发表文章
[27 ]
介绍了填充层超声波焊接试验过程,阐述了各工艺参数对界面组织性能的影响。选用其中最大抗拉强度工件作为钛合金/钢激光焊接填充层,尺寸为20 mm×1 mm×0.7 mm。
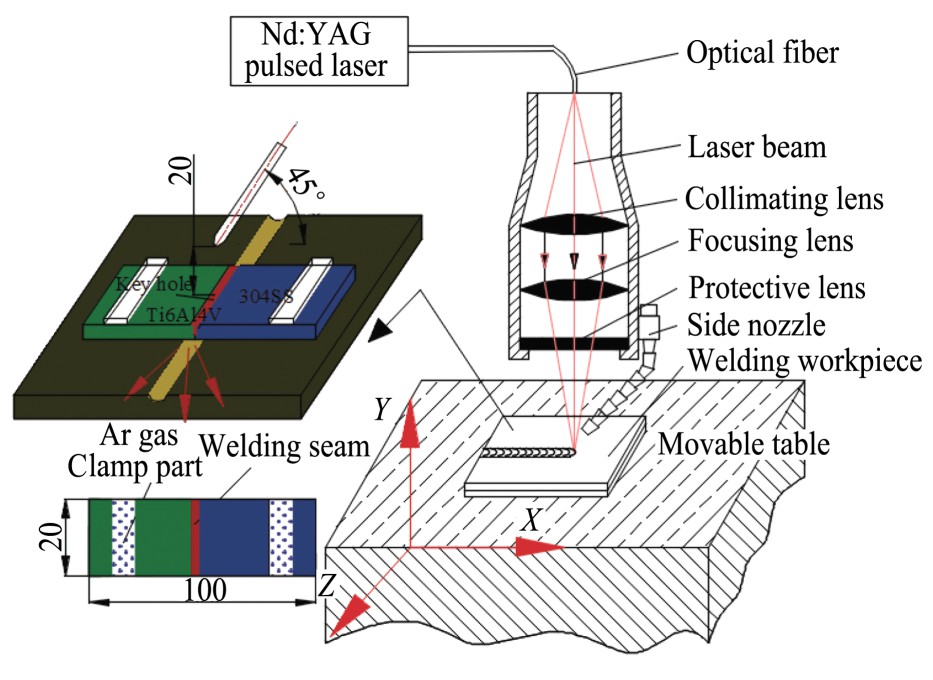
激光焊接设备原理图(图2),参数为:电流170 A、脉宽13 ms、频率3 Hz、速度50 mm・min-1 和离焦量-1 mm。采用扫描电镜(SEM,TESCAN VE-GA II)观察焊缝脆性金属层并测量其厚度;采用能谱分析(EDS)结合X射线衍射仪(XRD,Rigaku D/max-2400)评估可能形成相;采用HVS-1000显微硬度计测量硬度,载荷0.49 N,保压时间10 s。采用CTM2500万能试验机测试接头强度,工件拉伸标准为GB/T228.1-2010,加载速度为1 mm・min-1 。
2结果与讨论
2.1填充层结构设计结果分析
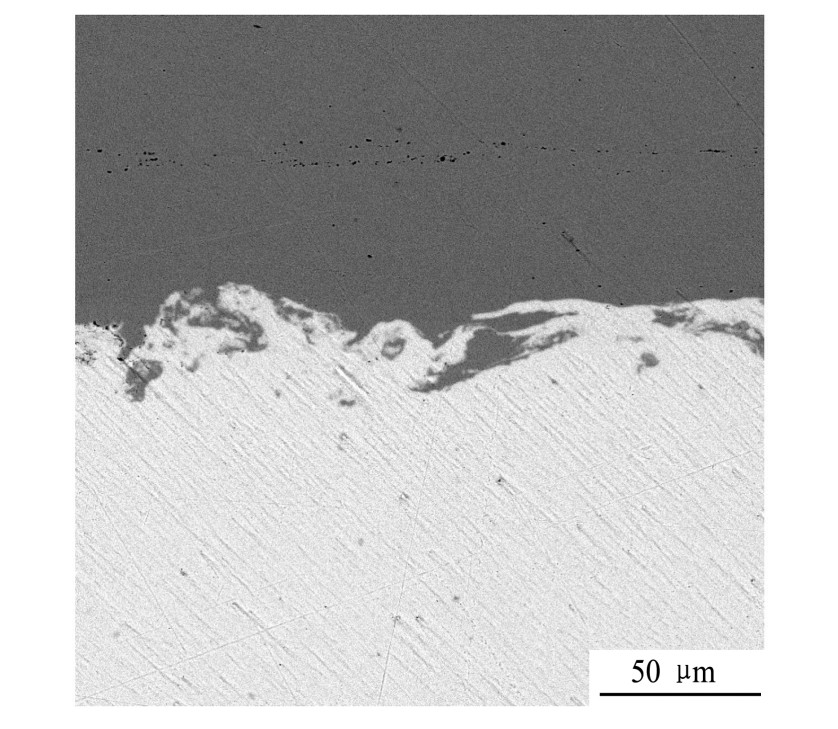
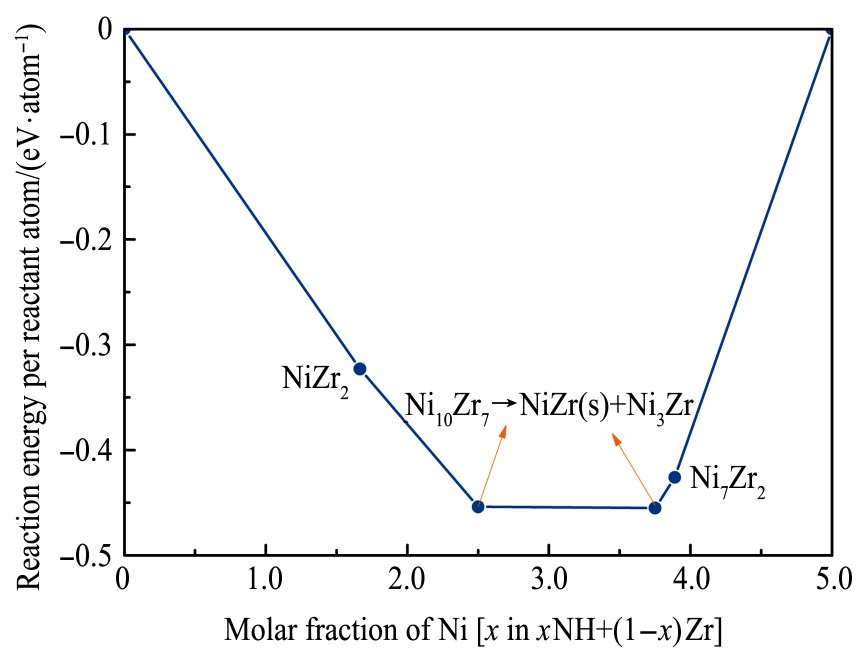
由超声波焊接线能量640 J下接头背散射电子(BSE,back scattered electron)图(图3)可知,接头均无明显宏观裂纹产生;连接线呈波浪状塑性变形,认为局部可能形成机械自锁。所形成IMCs相有Ni7 Zr2 ,Ni10 Zr7 和Ni Zr2 ,其形成能分别为:-0.429,-0.451,-0.323 e V・atom-1
[27 ,28 ]
。表明,IMCs形成阶段可分为:微结合形成;跨微结合相互扩散;在焊接界面镍侧率先形成岛状Ni10 Zr7 相;扩散层增厚形成连续反应层析出Ni7 Zr2 相;在锆侧形成Ni Zr2 相并快速生长(图4)。在线能量为640 J时接头抗拉强度极大值90 MPa,选用该工艺参数下所制备的Zr-Ni接头作为钛合金/钢激光焊接复合填充层。
图2 激光焊接设备示意图
Fig.2 Sketch map of laser welding equipment(mm)
2.2 TC4/Zr-Ni/304SS不锈钢激光焊接结果分析
2.2.1接头外观分析
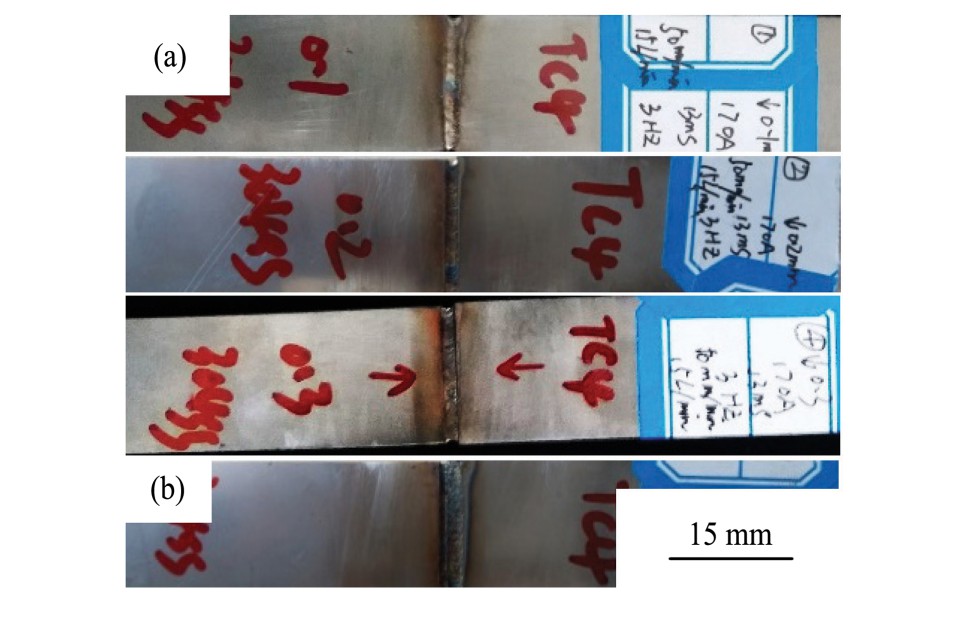
图5显示了有无中间复合填充层对焊缝表面外观的影响。当激光束朝向钛合金侧偏移时,焊接时产生爆裂声,且在焊后接头均发生自发性断裂。如图5(a)所示,当激光束朝向不锈钢侧偏移时(0.1~0.3 mm),工件均获得有效连接;当激光束偏移0.3 mm,焊缝中心出现大量裂纹,导致焊后接头性能不佳;激光束偏移0.2 mm的表面鱼鳞纹焊缝外观平滑、颜色呈金黄色。当不添加中间层时,钛合金/钢焊接工艺窗口窄,焊接性差。如图5(b)所示,当添加Zr-Ni填充层时,焊缝表面无裂纹,外观平滑,具有较高的焊接质量。因不锈钢的热导率(12.1 W・m-1 ・K-1 ,20℃)高于钛合金(5.44 W・m-1 ・K-1 ,20℃),所以不锈钢/镍侧焊缝区更窄。
图3 焊接线能量640 J下接头BSE图
Fig.3 BSE map of joint at welding line energy of 640 J
图4 Ni-Zr反应曲线
Fig.4 Reactions curve of Ni-Zr
图5 无中间层光束偏移量和有Zr-Ni中间层的接头外观
Fig.5 Surface appearance of welds laser beam offsets without intermediate layer(a)and with Zr-Ni multi-interlayer(b)
2.2.2显微组织分析
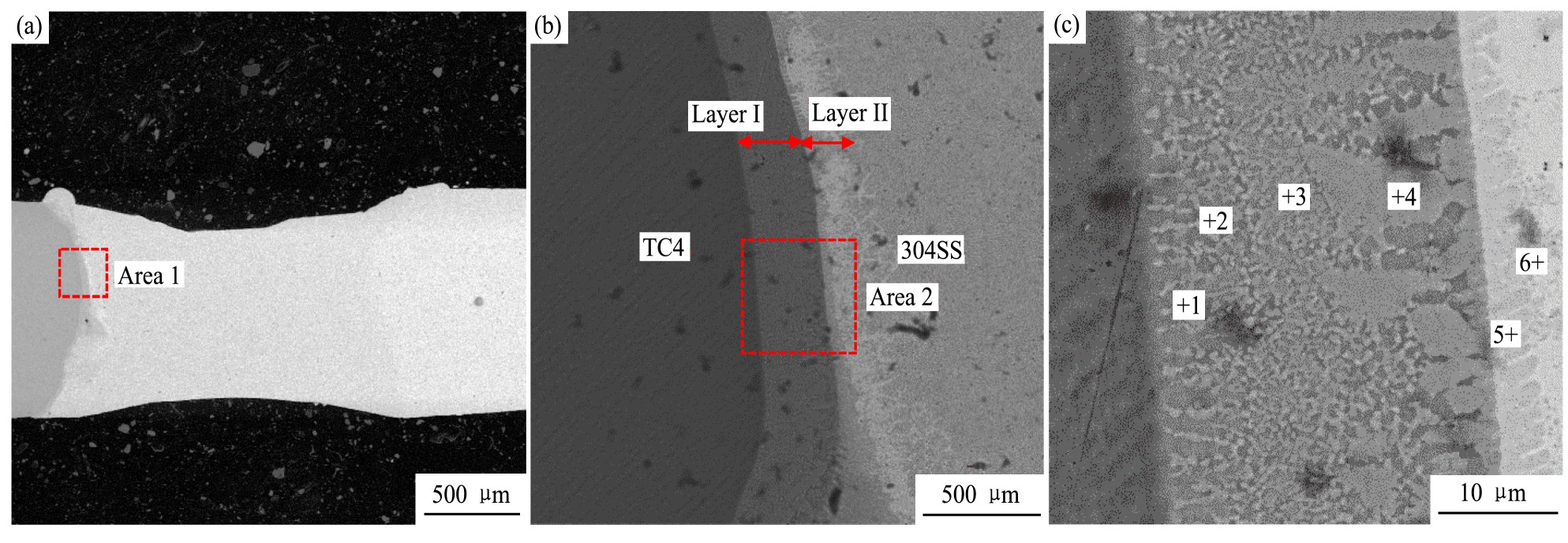
图6所示为激光束向钢侧偏移0.2 mm的接头横截面BSE图,可知钛合金侧颜色较暗,不锈钢侧较亮,而界面处颜色亮暗相间,表明激光对熔池具有高温搅拌作用,并使界面处元素发生互扩散和迁移。图6(a)为横截面低倍照,在激光辐射区域内,钛合金和钢均发生了熔化,冷切后形成了沿钛合金和钢连接界面厚度均匀分布的IMCs,IMCs总厚度约为50μm,从图6中可以看出整个焊接接头没有宏观裂纹,在搭接界面上存在两层颜色明显不同的组织结构。对带状区域局部放大,可看出界面结构可分为两个反应层,靠近钛合金侧的灰色带状区域为LayerⅠ,邻近不锈钢侧白色带状反应层为LayerⅡ。由图6(c)可看出LayerⅠ灰色带状区域由基体相和网状结构两相组成,其中黑色分布主要成分是Ti元素;LayerⅡ白色带状区域可能由四相组成的复杂结构,其中含有的Ti、Fe元素相对含量大致相同,白色成分主要是Fe元素。由Ti-Fe二元平衡相图可知,在室温下Fe在α-Ti中的固溶度很小,仅为0.05%~0.10%(质量分数),在共析温度下不超过0.50%(质量分数),通过对成分分析可知在焊缝界面上两种元素的比例超过了两者室温的相互溶解范围,由此可判断在焊缝界面区域生成了Ti-Fe IMCs。
为确定反应层的相组成,对图6(c)不同区域的Ti,Al,V,Fe,Cr和Ni元素进行EDS分析,结果如表2所示。因高温下Ti-V,Ti-Cr,Fe-Cr和Fe-Ni互溶,可知V,Cr和Ni可分别替换金属晶格中的Ti,Fe原子。网状相中的Fe原子可被Cr,Ni原子取代,Ti原子可被V原子取代(1区);基体相中的Fe原子可被Ni原子取代,Ti原子可被Cr,V原子取代(2区)。由Ti-Fe-Al三元相图
[29 ]
可知,1,2区成分含量邻近Fe Al和β-Ti的共晶液相线,说明网状相和基体相由Fe Al和β-Ti组成,低温下β-Ti转变为α-Ti,表明1,2区形成了α-Ti和Fe Al两相。不同原子数造成相的颜色对比度差异明显,3,4暗色区与5灰色区由元素相对含量可推断生成相可能分别为Fe Ti和Fe2 Ti。6白色区铝含量极低,认为由Ti-FeCr三元相
[30 ]
组成,其生成相可能为Ti5 Cr7 Fe17 。
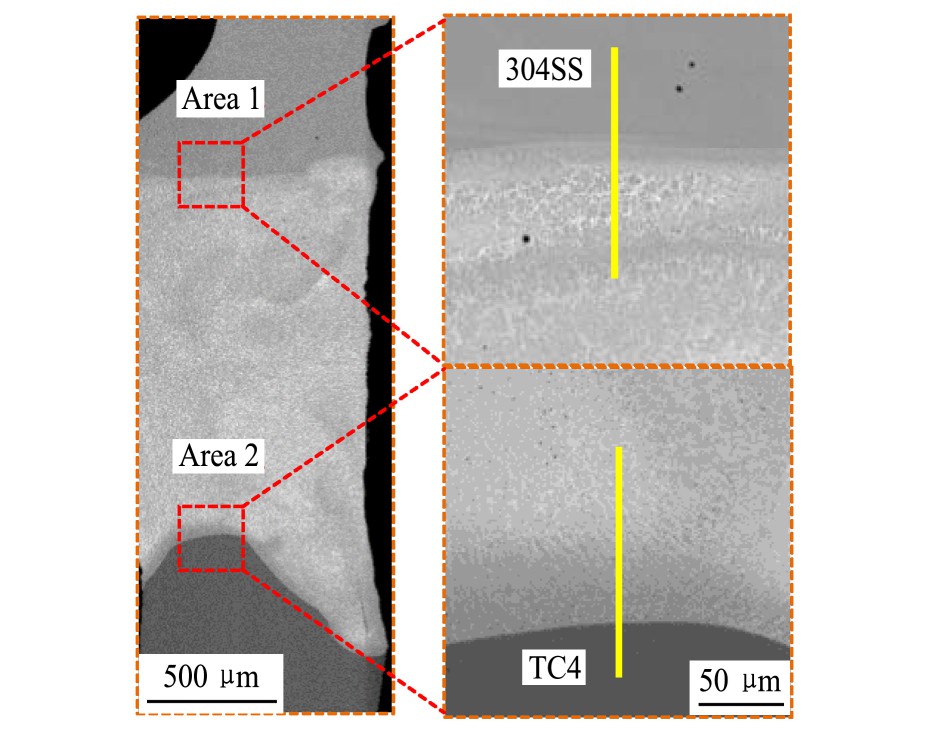
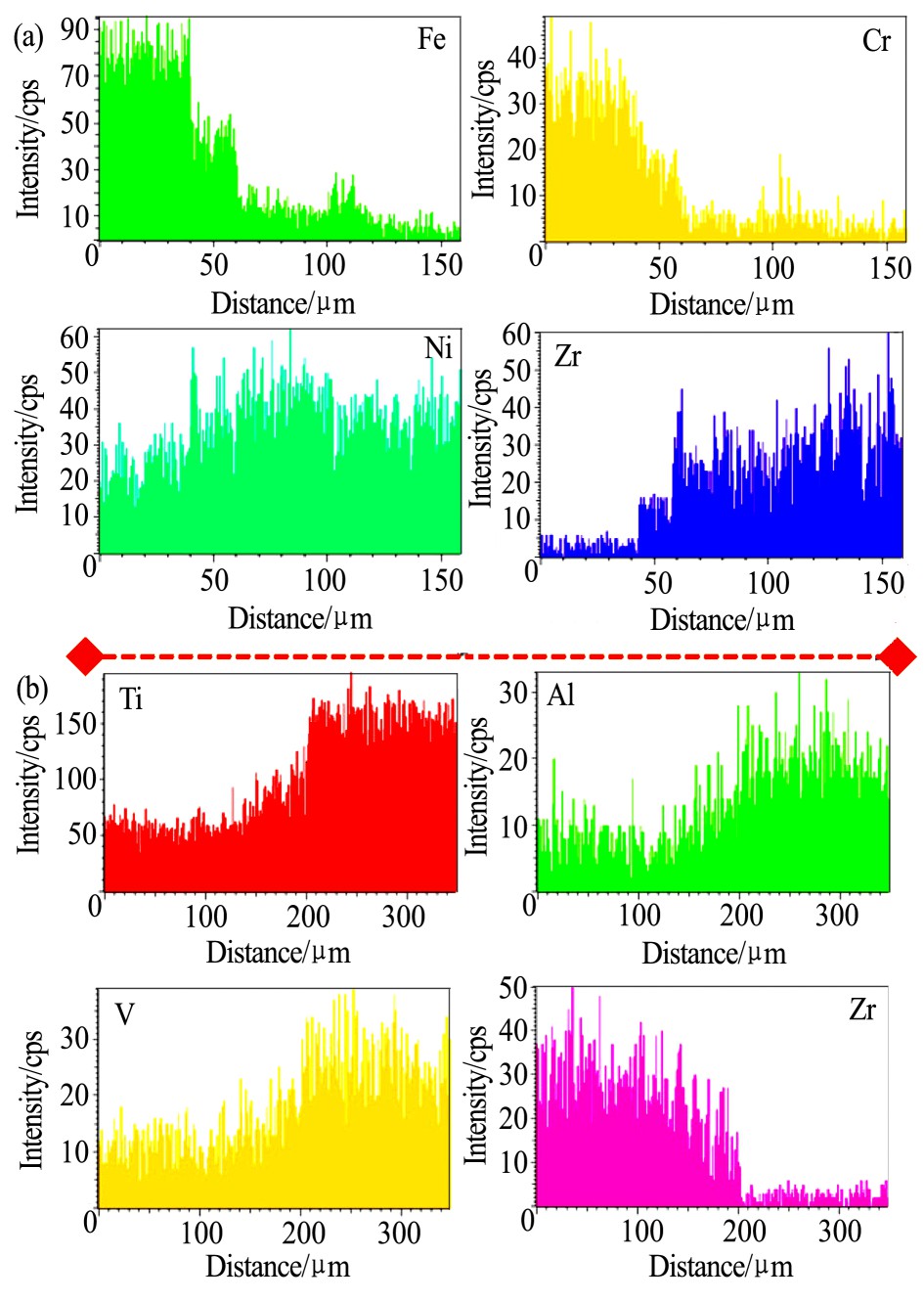
使用Zr-Ni填充金属的TC4/304SS激光焊接接头横截面微观结构如图7所示,可观察到接头不存在未熔合、气孔和裂纹等焊接缺陷。图8所示为接头EDS线扫描图,由于复合填充层的阻挡,不锈钢与钛合金没有熔入第1道焊缝,说明复合填充层有效阻碍了Ti和Fe元素的混合,连接转为304SS不锈钢与Ni箔、TC4钛合金与Zr箔的连接,而Fe与Ni,Ti与Zr不形成IMCs,焊缝区组织为Fe(Ni)基固溶体、Zr-Ni多相IMCs层和Ti(Zr)基固溶体。表明,Zr-Ni填充金属是实现钛合金/不锈钢有效连接的一种很有前景的焊接材料。
图6 激光束偏移不锈钢侧接头微观结构
Fig.6 Microstructures of joint at laser beam offset towards stainless steel side
(a)Macro cross-section;(b)Interface Area 1;(c)Interface Area 2
表2 接头EDS结果 下载原图
Table 2 EDS results of joints(%,atom fraction)
图7 使用Zr-Ni填充层TC4/304SS接头BSE图
Fig.7 BSE image of TC4/304SS joints with Zr-Ni filler metal
图8 304SS侧和TC4侧接头EDS线扫描
Fig.8 EDS line scan:(a)304SS side;(b)TC4 side
2.2.3力学性能与断口分析
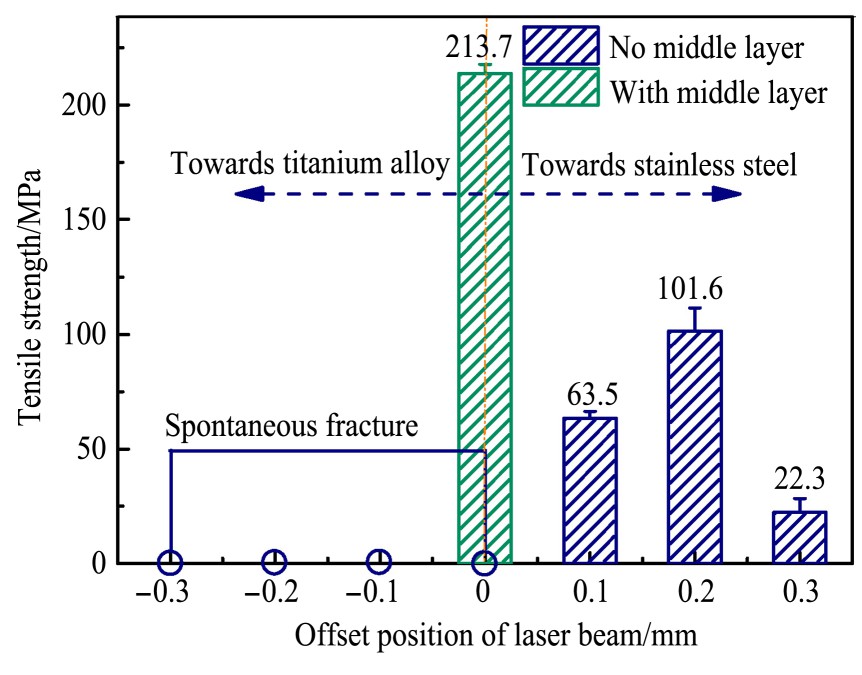
图9显示了激光束偏移量、填充金属层对接头抗拉强度的影响图。在激光束偏向钛合金侧时,焊接工件发生自发断裂;当激光束偏向不锈钢侧时,接头抗拉强度达101.6 MPa,且拉伸工件无屈服和颈缩现象,为典型的脆性断裂。而Fe Ti和Fe2 Ti IMCs分别具有B2型有序体心立方结构和复杂六方Mg Zn2 型Laves结构,而脆性解理断裂常见于体心立方和密排六方金属及合金中,可以推断接头在正应力作用下会发生脆性解理断裂。采用Zr-Ni填充金属层的工件抗拉强度达213.7 MPa,说明该填充金属提高了接头拉伸强度,这主要是因为填充金属层阻隔了母材混合,边界形成的固溶体有助于提高接头强度,同时所形成的IMCs具有一定的延展性,且在焊接热-机作用下Zr-Ni连接界面点隙区获得有效连接。图10所示为接头显微维氏硬度分布图。表明,无填充层焊缝区的较高显微硬度说明接头形成了TiFe系列IMCs,而所添加的Zr-Ni中间层使焊缝区显微硬度显著降低。
图9 中间层对接头抗拉强度的影响
Fig.9 Effect of filler metal on tensile strength of joints
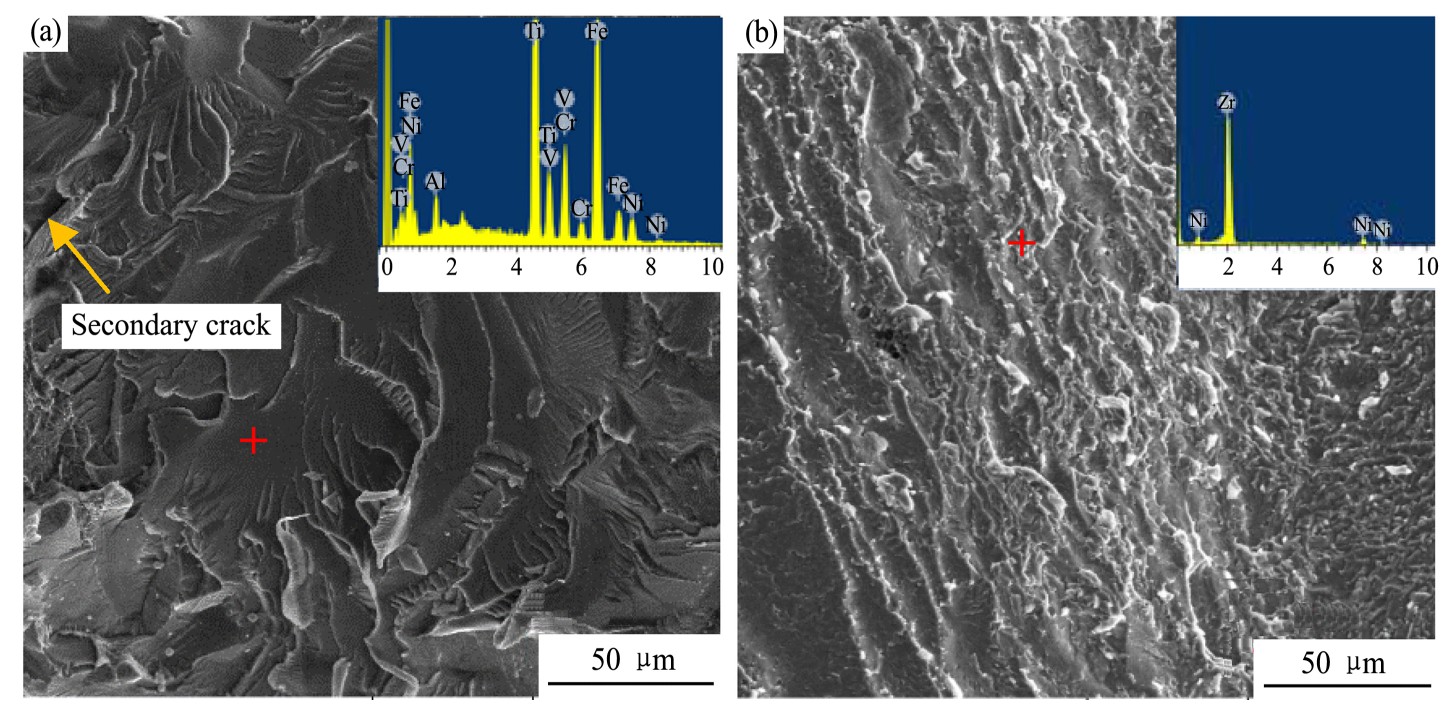
图11所示为焊接接头钛合金侧断口SEM图和EDS元素分析图。图11(a)所示为无中间层焊缝断口形貌图,其由大量的河流花样、小面积平滑表面和放射状撕裂凌组成,接头为典型的脆性解理断裂模式,断裂发生在熔合区内部。断口形成了许多二次裂纹,这是由于在激光焊后快速冷却下,接头形成的Ti-Fe IMCs在拉伸实验中无法满足接头形变所产生的应力,只有通过断裂形式来释放应力。图11(b)所示为使用Zr-Ni中间层焊缝断口形貌图,断口由短而弯曲的河流花样、小面积平滑表面、放射状撕裂凌和韧窝状花样组成,接头为典型的准解理断裂模式,且断口由Zr和Ni元素组成,说明接头断裂位置发生在Zr-Ni连接界面。
图1 0 无中间层和有Zr-Ni中间层的显微硬度分布曲线
Fig.10 Nanohardness distribution curves
(a)No filler metal;(b)Zr-Ni multi-interlayer
图1 1 无中间层和有Zr-Ni中间层的钛合金侧断口形貌图
Fig.11 Fracture morphologies of titanium alloy side
(a)No filler metal;(b)Zr-Ni multi-interlayer
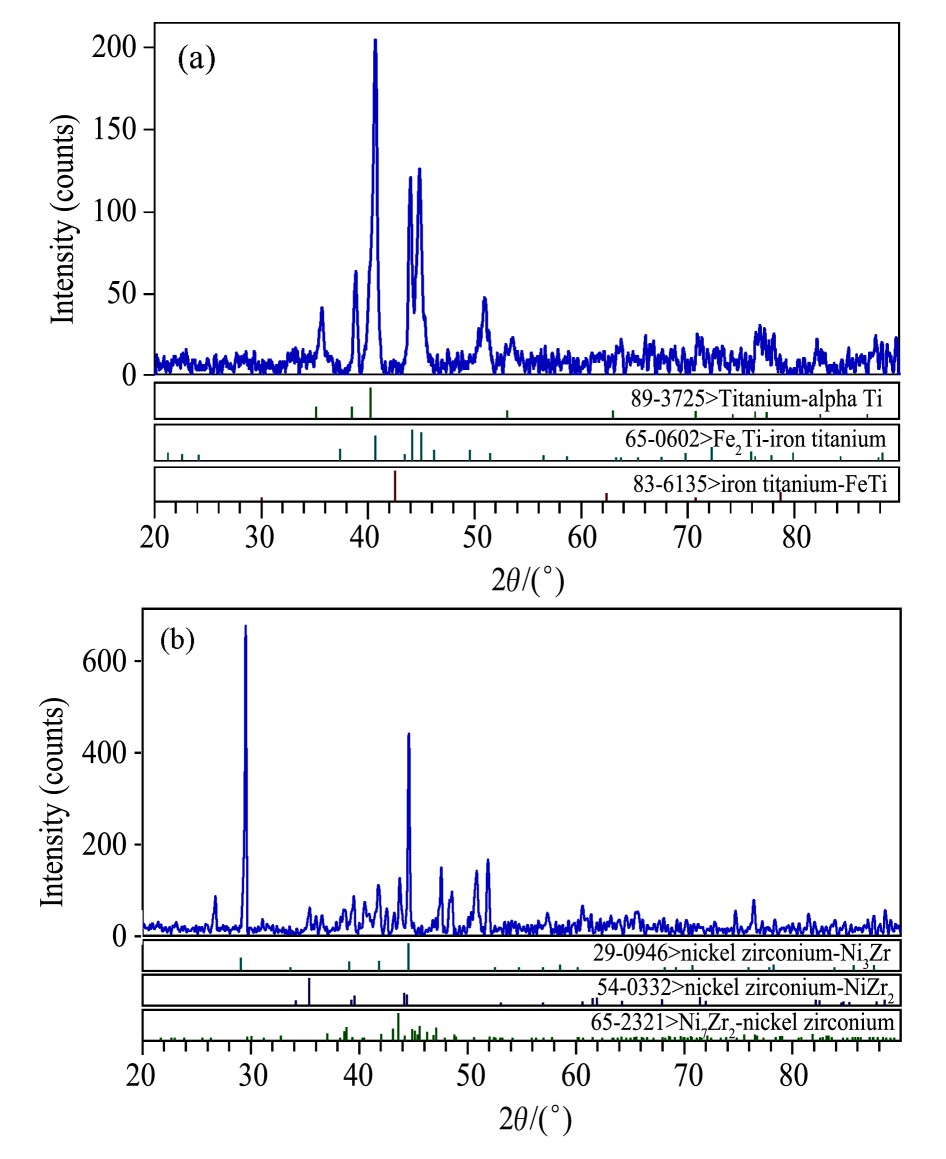
图12所示为XRD分析图谱,因焊缝元素成分复杂,晶格产生畸变,导致衍射峰偏离了标准位置,可知无中间层接头断口生成相为Ti-Fe IMCs,因Ti5 Cr7 Fe17 IMCs含量低、界面分布不均使衍射强度不足,所以在XRD图谱上未发现焊缝EDS结果所推断的该可能相;采用中间层接头断口生成相为Zr-Ni IMCs。
图1 2 无中间层和有Zr-Ni中间层的钛合金侧断口XRD图
Fig.12 XRD patterns of fracture surface of titanium alloy side(a)No filler metal;(b)Zr-Ni multi-interlayer
3结论
1.根据Ti-Fe连接基本转变路径拓扑图及元素形成IMCs泊松比值,选用了Zr-Ni组合结构作为填充材料,并使用超声波焊接方法成功制备了复合填充层。在超声波焊接的热-形变综合作用下,热输入量640 J时获得的Zr-Ni最大连接强度达90 MPa,其界面形成了厚度约为3.2μm的IMCs相。
2.在钛合金/不锈钢激光焊接过程中,当激光束朝向钛合金侧偏移时,接头均发生自发性断裂。当激光束朝向不锈钢侧偏移0.2 mm时,接头获得最大连接强度达101.6 MPa,焊缝形成了厚度约50μm IMCs层,主要生成相为α-Ti,Fe Ti,Fe2 Ti和少量Ti5 Cr7 Fe17 IMCs,析出先后顺序预测为Ti5 Cr7 Fe17 ,C14_Laves(Fe2 Ti)和bcc_B2(Fe Ti)。
3.所制备的复合填充层有效阻隔了Ti和Fe元素的混合,焊缝区组织为Fe(Ni)基固溶体、Zr-Ni多相IMCs层和Ti(Zr)基固溶体,且在激光焊接热-机作用下Zr-Ni连接界面点隙区获得有效连接。采用Zr-Ni填充层的工件抗拉强度达213.7 MPa。结果表明,超声波焊接制备的Zr-Ni复合层是实现钛合金/不锈钢激光焊接可行的填充材料;
4.无填充层工件断口存在较多高度不一致的解理台阶,呈现脆性断裂特征,断裂发生在熔合区内部,沿Fe Ti和Fe2 Ti IMCs层断裂,断口形成了许多二次裂纹;使用填充层工件断口存在类解理面,呈现混合断裂特征。
参考文献
[1] Shanmugarajan B,Padmanabham G. Fusion welding studies using laser on Ti-SS dissimilar combination[J].Optics and Lasers in Engineering,2012,50(11):1621.
[2] Shiue R K,Wu S K,Chan C H,Huang C S. Infrared brazing of Ti-6Al-4V and 17-4 PH stainless steel with a nickel barrier layer[J]. Metallurgical and Materials Transactions A,2006,37(7):2207.
[3] Shiue R K,Wu S K,Shiue J Y. Infrared brazing of Ti-6Al-4V and 17-4 PH stainless steel with(Ni)/Cr barrier layer(s)[J]. Materials Science and Engineering:A,2008,488(1):186.
[4] Elrefaey A,Wojarski L,Tillmann W. Evaluation of corrosion performance of titanium/steel joint brazed by Cubased filler metal[J]. Journal of Materials Engineering and Performance,2012,21(5):707.
[5] Elrefaey A,Tillmann W. Solid state diffusion bonding of titanium to steel using a copper base alloy as interlayer[J]. Journal of Materials Processing Technology,2009,209(5):2746.
[6] Kundu S,Chatterjee S. Characterization of diffusion bonded joint between titanium and 304 stainless steel using a Ni interlayer[J]. Materials Characterization,2008,59(5):631.
[7] Kundu S,Chatterjee S. Interface microstructure and strength properties of diffusion bonded joints of titaniumAl interlayer-18Cr-8Ni stainless steel[J]. Materials Science and Engineering:A,2010,527(10):2714.
[8] Ghosh M,Kundu S,Chatterjee S,Mishra B. Influence of interface microstructure on the strength of the transition joint between Ti-6Al-4V and stainless steel[J].Metallurgical and Materials Transactions A,2005,36(7):1891.
[9] Kundu S,Ghosh M,Laik A,Bhanumurthy K,Kale G B,Chatterjee S. Diffusion bonding of commercially pure titanium to 304 stainless steel using copper interlayer[J]. Materials Science and Engineering:A,2005,407(1):154.
[10] Bozzi S,Helbert-Etter A L,Baudin T,Criqui B,Kerbiguet J G. Intermetallic compounds in Al 6016/IF-steel friction stir spot welds[J]. Materials Science and Engineering:A,2010,527(16):4505.
[11] Wu M F,Si N C,Jian C. Contact reactive brazing of Al alloy/Cu/stainless steel joints and dissolution behaviors of interlayer[J]. Transactions of Nonferrous Metals Society of China,2011,21(5):1035.
[12] Liedl G,Bielak R,Ivanova J,Enzinger N,Figner G,Bruckner J,Pasic H,Pudar M,Hampel S. Joining of aluminum and steel in car body manufacturing[J].Physics Procedia,2011,12:150.
[13] Torkamany M J,Tahamtan S,Sabbaghzadeh J. Dissimilar welding of carbon steel to 5754 aluminum alloy by Nd:YAG pulsed laser[J]. Materials&Design,2010,31(1):458.
[14] Chen H C,Pinkerton A J,Li L,Liu Z,Mistry A T.Gap-free fibre laser welding of Zn-coated steel on Al alloy for light-weight automotive applications[J]. Materials&Design,2011,32(2):495.
[15] Fan J,Thomy C,Vollertsen F. Effect of thermal cycle on the formation of intermetallic compounds in laser welding of aluminum-steel overlap joints[J]. Physics Procedia,2011,12:134.
[16] Hiraga H,Fukatsu K,Ogawa K,Nakayama M,Muto Y. Nd:YAG laser welding of pure titanium to stainless steel[J]. Welding International,2002,16(8):623.
[17] Chen S,Zhang M,Huang J,Cui C,Zhang H,Zhao X.Microstructures and mechanical property of laser butt welding of titanium alloy to stainless steel[J]. Materials&Design,2014,53:504.
[18] Zhang Y,Sun D Q,Gu X Y,Li H M. A hybrid joint based on two kinds of bonding mechanisms for titanium alloy and stainless steel by pulsed laser welding[J].Materials Letters,2016,185:152.
[19] Zhang Y,Sun D Q,Gu X Y,Li H M. Nd:YAG pulsed laser welding of dissimilar metals of titanium alloy to stainless steel[J]. The International Journal of Advanced Manufacturing Technology,2018,94(1-4):1073.
[20] Tomashchuk I,Grevey D,Sallamand P. Dissimilar laser welding of AISI 316L stainless steel to Ti6-Al4-6V alloy via pure vanadium interlayer[J]. Materials Science and Engineering:A,2015,622:37.
[21] Tomashchuk I,Sallamand P,Andrzejewski H,Grevey D. The formation of intermetallics in dissimilar Ti6Al4V/copper/AISI 316 L electron beam and Nd:YAG laser joints[J]. Intermetallics,2011,19(10):1466.
[22] Tomashchuk I,Sallamand P,Belyavina N,Pilloz M.Evolution of microstructures and mechanical properties during dissimilar electron beam welding of titanium alloy to stainless steel via copper interlayer[J]. Materials Science and Engineering:A,2013,585:114.
[23] Song T F,Jiang X S,Shao Z Y,Fang Y J,Mo D F,Zhu D G,Zhu M H. Microstructure and mechanical properties of vacuum diffusion bonded joints between Ti-6Al-4V titanium alloy and AISI316L stainless steel using Cu/Nb multi-interlayer[J]. Vacuum, 2017,145:68.
[24] Wang T,Zhang B,Chen G,Feng J. High strength electron beam welded titanium-stainless steel joint with V/Cu based composite filler metals[J]. Vacuum,2013,94(6):41.
[25] Firouzdor V,Kou S. Formation of liquid and intermetallics in Al-to-Mg friction stir welding[J]. Metallurgical and Materials Transactions A,2010,41(12):3238.
[26] Frantsevich I N,Voronov F F,Bokuta S A. Elastic Constants and Elastic Moduli of Metals and Insulators:Handbook[M]. Kiev:Naukova Dumka,1983. 60.
[27] Zhang Y F,Zhang H,Zhu Z Q,Pan J L. Growth behavior and properties of Zr/Ni interface IMCs phases in ultrasonic welding process[J]. Chinese Journal of Rare Metals,2019,43(3):283.(张义福,张华,朱政强,潘际銮.锆/镍超声波焊接界面IMCs生长行为及其性能分析[J].稀有金属,2019,43(3):283.)
[28] Henaff M P,Colinet C,Pasturel A,Buschow K H J.Study of the enthalpies of formation and crystallization in the system Zr-Ni[J]. Journal of Applied Physics,1984,56(2):307.
[29] Palm M,Lacaze J. Assessment of the Al-Fe-Ti system[J]. Intermetallics,2006,14(10-11):1291.
[30] Wang S,Wang K,Chen G,Li Z,Qin Z,Lu X,Li C.Thermodynamic modeling of Ti-Fe-Cr ternary system[J]. Calphad,2017,56:160.