
Effect of deformation temperature on microstructures and properties of 7075/6009 alloy
LI Yuan-yuan(李元元), ZHENG Xiao-ping(郑小平), ZHANG Wei-wen(张卫文), LUO Zong-qiang(罗宗强)
School of Mechanical and Automotive Engineering, South China University of Technology,Guangzhou 510640, China
Received 14 June 2008; accepted 29 July 2009
Abstract: The 7075/6009 aluminum composite ingot with the diameter of 65 mm was prepared by double-stream-pouring continuous casting. The deformation behavior and the mechanical properties of the composite ingot compressed at 543, 573, 623, 673 and 723 K were analyzed. The results show that the gradient distributions of composition and hardness in the transition layer of the composite plates still exist after plastic deformation of the ingots. Meanwhile, the thickness of the transition layer reduces from millimeter order to micrometer order. The mechanical properties of the composite plate increase with the increase in deformation temperature from 543 K to 673 K. The best mechanical properties of the 7075/6009 aluminum composite are: σb=381 MPa, σ0.2=322 MPa and δ=16.6%. The appropriate deformation temperature range is (0.75-0.85)TM, where TM is the melting point of 7075 alloy.
Key words: 7075/6009 composite ingot; plastic deformation temperature; microstructure; mechanical properties
1 Introduction
The use of aluminum alloys in automobile is expanding because aluminum alloys offer a low-weight alternative to steel, potentially increasing the efficiency of vehicles and lowering the amount of energy needed for transportation[1-2]. However, the application of aluminum in vehicles is still limited[3]. Although 6xxx series aluminum alloys can meet some demands of automobile body plate because of their good formability, such as the 6009 alloy[4-5]. The relatively low strength of this aluminum alloy hinders its replacement of the original steel plate of automobile body. If the strength of the 6009 alloy can be improved by integrating the advantage of the 7075 alloy and its original excellent properties can still be maintained, the application of 6xxx series aluminum alloys would be expanded significantly[6]. The laminated plate combined by the 6009 and 7075 aluminum alloys may contain such a possibility.
Many manufacturing methods of laminated composite plate have been put forward. Continuous core-filling casting(CFC) process[7] is a method of preparing bimetal laminated composites, such as copper cladding aluminum. But the interface layer of laminated composites prepared by CFC may be a carbon, compound or oxidation layer with thickness ranging from 10 μm to 15 mm. Novelis FusionTM process[8] is a method of preparing laminated aluminum plate. The interface of laminated composites prepared by Novelis FusionTM is well bonded, extremely clean, and essentially free of oxides and pores. The interface thickness is 15-30 mm. Double-stream-pouring continuous casting(DSPCC) process[9] is another method of preparing laminated composites with gradient interface. The interface of laminated composites prepared by DSPCC is metallurgically bonded, essentially free of oxides and pores. And the thickness of gradient interface is of the order of millimeter[10-13]. Unfortunately, these kinds of composites can be practically used only after plastic deformation, such as compression and rolling. In this work, microstructures and mechanical properties of a deformed 6009/7075 aluminum composite were studied. The composite plate was deformed based on the composite ingot prepared by DSPCC. The main concern was paid to the deformation behavior of 7075/6009 aluminum composite under different plastic deformation temperatures.
2 Experimental
The specimens with dimensions of d 65 mm×300 mm for plastic deformation were cut from 7075/6009 composite ingot, which was prepared by DSPCC processing as introduced in our previous work[14]. The ingots were heated at temperature between 543 K and 723 K for more than 30 min before the ingots were freely compressed into different thickness. The compression did not cease until the load charged on the plate reached the maximum capacity of the presser. Other parameters for free compression are listed in Table 1. The deformation direction is schematically shown in Fig.1.

Fig.1 Schematic diagram of plastic deformation
Table 1 Parameters of plastic deformation

Fig.2(a) shows the schematic location of the tensile testing samples cut from the deformed plates. The dimension of the tensile specimen is shown in Fig.3. The tensile test was performed on a CMT5105-100 kN electronic universal tester. Macro-hardness distribution on the cross section of the composite ingot was measured in the universal Rockwell hardness tester and then micro-hardness was measured on the cross section of the samples using HVS-1000 digital display micro-hardness tester at load of 4.9 N and contact time of 20 s. The testing position is schematically shown in Fig.2(b). The agent for macrostructure etching is 10 mL HF+5 mL HCl+5 mL HNO3+380 mL H2O (Keller’s reagent). Composition distribution on the cross section of the samples was analyzed by EPMA-1600 electron probe. The fracture morphologies of the tensile samples were observed by SIRION 200 scanning electron microscope.

Fig.2 Schematic locations of tensile sample (a) and micro-hardness test (b) (X axis in Fig.2(b) is minor axis direction of cross section in Fig.2(a), and Y axis in Fig.2(b) is major axis direction of cross section in Fig.2(a))

Fig.3 Schematic dimensions of tensile samples (unit: mm)
3 Results
3.1 Macrostructures
After cutting the edges, the plates were etched using Keller’s reagent. The macrostructures are shown in Fig.4. Fig.4(a) indicates the macrostructure of the cross section of 7075/6009 composite ingot. After plastic deformation, the thicknesses of inside layer and outside layer are reduced along the minor axis direction and are expanded greatly along the major axis direction. However, the distinct difference between the outside layer and inside layer is still maintained.
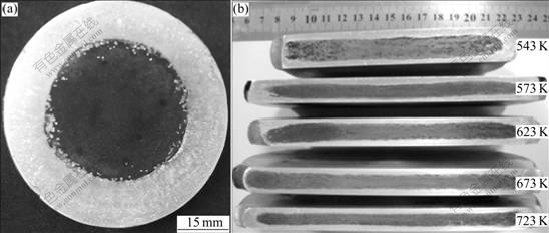
Fig.4 Macrostructures of 7075/6009 composite ingot (a) and 7075/6009 composite plates after plastic deformation (b)
3.2 Hardness
Fig.5(a) shows the Rockwell hardness distribution on the cross section of the 7075/6009 composite ingot. It can be seen that Rockwell hardness varies significantly along the radius direction of the ingot, especially in the range of radius between 15 mm and 25 mm; and beyond this range, the Rockwell hardness changes slightly.

Fig.5 Hardness distributions of 7075/6009 composite ingot (a) and plates at different compression temperatures (b)
Fig.5(b) presents the micro-hardness distribution along the compression direction of the 7075/6009 composite plates. On the compression direction of the plate, micro-hardness of internal alloy increases gradually with the increase in plastic deformation temperature from 543 K to 673 K. However, micro-hardness of external alloy has little change. When the plastic deformation temperature reaches 723 K, micro-hardness of either internal alloy or external alloy decreases greatly. Meanwhile, the width of transition layer is reduced with the plastic deformation temperature increasing. As shown in Fig.5(b), the width of transition layer is about 2 mm at 573 K and 0.5 mm at 723 K. The width of transition layer is reduced from 15 mm of the ingot to 0.5 mm of the plate, accounting for 97% reduction.
3.3 Composition
On the cross section of the 7075/6009 composite plate, Zn content was analyzed along the compression direction, as shown in Fig.6. The general tendency is that Zn content of the external alloy is very low and close to that of the 6009 alloy. In the internal region of the plates, Zn content keeps within the range of the 7075 alloy. When the plastic deformation temperature is 543 K or 573 K, on the upper pressing surface of the plate, Zn content from the internal alloy to the external alloy descends gradually without sharp fluctuation. However, on the lower pressing surface of the plate, Zn content distribution from the internal alloy to the external alloy has a sharp fluctuation (see Figs.6(a)-(c)). This occurrence is attributed to the inhomogeneous plastic deformation of the composites. Because the microstructure of the composites is made up of many anisotropic grains and a lot of grain boundary[15], when the deformation temperature is low, the grain could not acquire enough energy to deform homogeneously, thus Zn content distribution is inhomogeneous. As plastic deformation temperature increases to 623 K, Zn distribution tends to be uniform in both internal alloy and external alloy. There is only a sharp charge of Zn distribution in transition layer within 0.2 mm in thickness. As shown in Fig.5(b) and Fig.6, Zn distribution is in accordance with micro-hardness distribution at the same plastic deformation temperature.
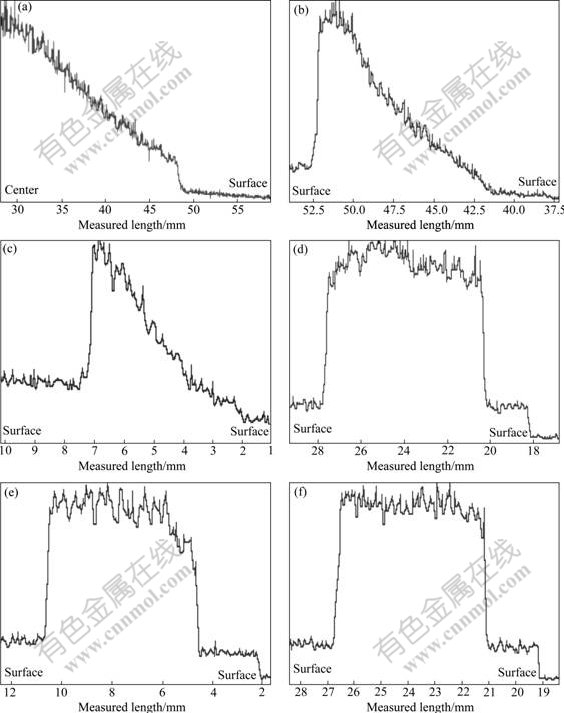
Fig.6 Zn distributions in transition layers of ingot and composite plates at different compression temperatures by linear-scanning analysis: (a) As-cast; (b) 543 K; (c) 573 K; (d) 623 K; (e) 673 K; (f) 723 K
3.4 Mechanical properties
Tensile test was carried out for the compressed 7075/6009 composite plates. As shown in Fig.7 and Fig.8, the ultimate strength, yield strength and elongation of the 7075/6009 composites increase with the increase of plastic deformation temperature from 543 K to 673 K. And then, the tensile properties of the plate decrease remarkably when the deformation temperature approaches to 723 K. It is found that the optimal tensile property of the 7075/6009 plate can be obtained to be σb=381 MPa, σ0.2=322 MPa when the deformation temperature is 673 K. The ultimate strength and yield strength of the 7075/6009 laminated plate are 111% and 103.3% higher than those of the 6009 plate, respectively; and the elongation of the 7075/6009 plate is still as high as 16.6%. The results prove that the 7075/6009 composite possesses more excellent mechanical properties than 6009 alloy in the as-cast condition.

Fig.7 Ultimate strength, yield strength (a) and elongation (b) of 7075/6009 plates and 6009 plate in as-cast condition

Fig.8 True stress―strain curves of 7075/6009 and 6009 plates in as-cast condition
Fig.9 presents the fracture morphology of the 7075/6009 laminated composite plates compressed at different temperatures. Figs.9(a), 9(c) and 9(e) show the ductile fracture of the external layer, in which a lot of dimples can be observed. The dimples become bigger and deeper with the increase in plastic deformation temperature from 543 K to 673 K, which is in good agreement with the excellent formability of the external 6009 aluminum alloy. However, when the plastic deformation temperature reaches 723 K, the dimples become shallow significantly, which leads to a drastic decrease of the mechanical property of the plate. As for the fracture morphology of the internal alloy of the 7075/6009 composite plate, brittle and ductile fractures are observed simultaneously when the temperature is 543 K. This is due to the low temperature, inhomogeneous plastic deformation and coarsening of the second static re-crystallization grains. When the plastic deformation temperature is elevated to 673 K, the fracture morphology of the internal alloy becomes cleavage mode. The cavity increases more and more with the increase of plastic deformation temperature. However, when the temperature approaches 723 K, cleavage-type fracture becomes dominant and lots of crack and cavity can be found. Because 723 K is close to the solidus temperature of the 7075 alloy, it is highly possible for the occurrence of grain coarsening, grain boundary melting and defect in the internal layer by overheating.

Fig.9 Fractographs of 7075/6009 laminated composite plates compressed at different temperatures: (a), (b) 543 K; (c), (d) 673 K; (e), (f): 723 K; (a), (c) and (e) External layers; (b), (d) and (f) Internal layers
4 Discussion
The effect of temperature on plastic deformation of metallic materials is significant. With the increase of plastic deformation temperature, the movability of atoms in metals becomes more active. New slip systems could be generated in the alloy, which is in favor of softening the metal matrix and recovering the defects during plastic deformation.
During the plastic deformation, work hardening in the composites would happen due to dislocation tangling and anchoring. However, the work hardening rate of the composite decreases with the increase of deformation temperature. When the deformation temperature is 573 K, partial dynamic recrystallization may occur in aluminum alloys, and the dislocation density is higher than that at the deformation temperature of 773 K[16]. It is deduced that recovery and recrystallization are generated in the 7075/6009 aluminum composite when the compression temperature is 573 K, which will induce the softening of the 7075/6009 composite. With the increase of compression temperature, dynamic recrystallization will complete. Thus, the softening of the 7075/6009 composite in 673 K is easier than that in 543 K. In the meantime, the higher the compression temperature is, the more homogeneous the compression microstructures of the 7075/6009 composite can be obtained. So, Zn distribution in the internal layer of the composites at high compression temperature is more homogeneous, as shown in Fig.6. Furthermore, the microhardness and tensile properties of the 7075/6009 composite plate increase with the increase of compression temperature from 543 K to 673 K. When the temperature approaches 723 K, the 7075 alloy is prone to overheating because the temperature is very close to its solidus line. Thus, the increasing defects and grain boundary oxidation in the internal alloy would do harm to the mechanical properties of the 7075/6009 composite plates.
From previous experimental results, it is found that the 7075/6009 composite possesses good plasticity and low deformation resistance at high temperature. A large degree of deformation and little defect of microstructure can be achieved in the composite. Furthermore, the distribution and morphology of the inclusions and the second phases in the composite can also be improved. However, such superiority can only happen in a favorable temperature interval. In the present study, the ideal deformation temperature of the 7075/6009 composite ingots is in the range of (0.75-0.85)TM, where TM is the melting point of the 7075 alloy.
5 Conclusions
1) The gradient distributions of composition and hardness in the transition layer of the composite plates still exist after plastic deformation of the ingot. Meanwhile, the thickness of the transition layer reduces from millimeter order to micrometer order.
2) The mechanical properties of the composite plate increase with the increase of deformation temperature from 543 K to 673 K. The best mechanical properties of the 7075/6009 aluminum composite are: σb=381 MPa, σ0.2=322 MPa and δ=16.6%.
3) The appropriate plastic deformation temperature of the 7075/6009 composite is (0.75-0.85)TM, where TM is the melting point of the 7075 alloy.
References
[1] MILLER W S, ZHUANG L, BOTTEMA S, WITTEBROOD A J, DeSMET P, HASZLER A, VIEREGGE A. Recent development in aluminum alloys for the antomotive industry [J]. Mater Sci Eng A, 2000, 280(1/2): 37-49.
[2] NARGESS S. Lightening the material [J]. Automotive Engineer, 2003(9): 70-77.
[3] OLAF E, JURGEN H. Texture control by thermomechanical processing of AA6××× Al-Mg-Si sheet alloys for automotive applications―A review [J]. Mater Sci Eng A, 2002, 367: 249-262.
[4] LIU Hong, LIU Chun-ming, ZUO Liang. Aging behavior and properties of several 6000 series aluminum alloys for auto sheet materials [J]. Materials for Mechanical Engineering, 2005, 29(6): 10-14. (in Chinese)
[5] DING Xiang-qun, HE Guo-qin, CHEN Cheng-su, LIU Xiao-shan, ZHU Zheng-yu. Advance in studies of 6000 aluminum alloy for automobile [J]. Journal of Materials Science and Engineering, 2005, 23(2): 302-305. (in Chinese)
[6] ZENG Yu, YIN Zhi-min, PAN Qin-lin, ZHENG Zi-qiao, LIU Zhi-yi. Present research and developing trends of ultrahigh strength aluminum alloys [J]. Journal of Central South University of Technology: Natural Science, 2002, 33(6): 592-596. (in Chinese)
[7] WU Chun-jing, YU Zhi-min, XIE Jian-xin, WU Yuan. Fabrication of bimetal composites of copper cladding aluminum with process of continuous core-filling casting [J]. Foundry, 2004, 53(6): 432-434. (in Chinese)
[8] BENEDYK J C. Novelis FusionTM process: Breakthrough in the simultaneous DC casting of multiple aluminum alloy layers for rolling ingot [J]. Light Metal Age, 2006(8): 48-50.
[9] ZHANG Wei-wen, ZHU Cang-shan, WEI Xing-zhao, MENG Ji-long, YAN Shu-gui, YU Ge. The double-stream-pouring technique for production gradient materials by continuous casting [J]. Chinese Science Bulletin, 1998, 34(11): 911-914.
[10] ZHANG Wei-wen, LUO Zong-qiang, XIA Wei, LI Yuan-yuan. Effect of plastic deformation on microstructure and hardness of AlSi/Al gradient composites [J]. Trans Nonferrous Met Soc China, 2007, 17(6): 1186-1193.
[11] ZHANG Wei-wen, LI Yuan-yuan, XIA Wei, SHAO Ming. AlCu/Al gradient material produced by semi-continuous casting [J]. Trans Nonferrous Met Soci China, 2002, 12(S1): 188-191.
[12] XU Feng, ZHANG Wei-wen, LUO Zong-qiang, KANG Zhi-xin, LI Yuan-yuan. Preparation of Mg-Al/Al gradient composites by continuous casting [J]. Special Casting and Nonferrous Alloys, 2007, 27(8): 624-626. (in Chinese)
[13] LI Yuan-yuan, ZHANG Wei-wen, FEI Jin, ZHANG Da-tong, CHEN Wei-ping. Heat treatment of 2024/3003 gradient composite and diffusion behavior of the alloying elements [J]. Mater Sci Eng A, 2005, 91: 124-130.
[14] ZHENG Xiao-ping, ZHANG Wei-wen, HUANG Qiang, LUO Zong-qiang, LI Yuan-yuan. Preparation of 7075/6009 gradient aluminum matrix composites by semi-continuous casting [J]. Special Casting and Nonferrous Alloys, 2008, 28(4): 257-260.
[15] ZHAO Zhi-ye. Metal plastic deformation and rolling [M]. Beijing: Metallurgical Industry Press, 1980: 64-67. (in Chinese)
[16] CAI Yi-ming, LI Hui-zhong, LIANG Xiao-peng, TANG Guo-jian. Thermal deformation behavior for 7039 aluminum alloy at elevated temperature [J]. The Chinese Journal of Nonferrous Metals, 2008, 18(10): 1775-1780. (in Chinese)
Foundation item: Project(50575076) supported by the National Natural Science Foundation of China; Project(NCET-07-0310) supported by the Program for New Century Excellent Talents in University of China
Corresponding author: LI Yuan-yuan; Tel: +86-20-87110683; E-mail: mehjli@scut.edu.cn
DOI: 10.1016/S1003-6326(08)60403-3
(Edited by YANG Bing)

