文章编号:1004-0609(2010)S1-s0748-05
TB19大厚板电子束焊接接头的组织性能
刘希林,杨 瑞,晏阳阳,王乃友,宋德军
(中国船舶重工集团公司,洛阳 471039)
摘 要:进行了高强钛合金TB19大厚板高压电子束焊接,实现了130 mm厚的大厚度TB19无缺陷焊接。分析了接头的显微组织结构,进行了接头全厚度显微硬度、力学性能、断裂韧性测试。结果表明:焊接接头塑韧性匹配良好,用电子束焊接TB19大厚板可获得优质的焊接接头。
关键词:TB19钛合金;大厚板;电子束焊
中图分类号:TG456.3 文献标志码:A
Structural properties of TB19 heavy plate welded by electron beam welding
LIU Xi-lin, YANG Rui, YAN Yang-yang, WANG Nai-you, SONG De-jun
(Luoyang Ship Materials Research Institute, Luoyang 471039, China)
Abstract: The thick plate TB19 was jointed by large high-voltage electron beam welding, achieving a 130 mm depth without defects. The organizational structure of the joints was analyzed; the mechanical properties, micro hardness testing and the fracture toughness test were done. The plastic nature can match the toughness. The TB19 joints welded by EBW will be of highly efficient and high quality.
Key words: TB19 titanium alloy; heavy plate; electron beam welding (EBW)
钛合金具有密度低、强度高、耐腐蚀、高温性能好等优点,在航空、航天、舰船、石化等领域得到了越来越广泛的应用,已成为一种重要的结构材料和功能材料[1-5]。TB19合金的名义化学成分为:Ti-3Al-5Mo-5V-4Cr-2Zr(质量分数,%),该合金综合了两相钛合金和β钛合金的优点,其β稳定系数Kβ=1.38,具有较强的热处理强化能力。TB19合金的锻件经β区固溶,两相区时效处理后,抗拉强度可达1 250 MPa,同时塑性保持在6%以上,KIC大于70 MPa?m1/2,在同类合金中具有更好的强度-塑性-韧性的匹配[6-7]。
随着现代工业及国防装备的日趋大型化、高参数化,厚板、超厚板焊接金属结构的应用也愈来愈广 泛[8-9]。真空电子束焊接具有能量密度高、穿透能力强、加热范围窄、焊接参数可调节范围宽、焊接速度快、焊接厚板时效率高及保护可靠等优点,其应用范围和生产规模正日渐扩大,在钛合金的焊接中也得到了广泛应用[10-12]。TB19合金为β钛合金,其大厚板焊接只能采用电子束焊接方法[1]。所以,本文作者研究了130 mm厚TB19合金的电子束焊接工艺性能和焊接接头的组织性能匹配变化规律。
1 实验
实验材料为130 mm厚的TB19锻件,其力学性能如表1所示。
本文研究的是TB19大厚度的焊接,在真空电子束焊机上进行焊接工艺试验,设备型号为ZD150-45。
电子束焊接参数主要有加速电压、电子束流、焊接速度、工作距离、焦点位置、聚焦电流及电子束偏
表1 TB19锻件的力学性能
Table 1 Mechanical properties of TB19

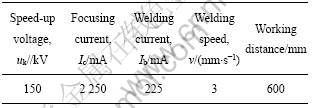
转函数等。大厚板焊接时焊接参数的微小变化会引起焊接效果的巨大改变,因此,大厚板焊接参数范围极窄。采用均匀设计试验方法,对影响焊接成型和缺陷的主要焊接参数进行分阶段优化设计,最终实现130 mm厚高强钛合金大厚板的无缺陷焊接。焊接接头截面的低倍组织如图1所示,优化后的焊接工艺参数如表2所示。

图1 焊缝剖面金相组织
Fig.1 Microstructure of welding joint
表2 焊接工艺参数
Table 2 Welding parameters
2 结果与分析
2.1 室温拉伸与冲击实验结果分析
对厚130 mm的TB19板对接焊缝进行全厚度力学性能检测。其中冲击试验、拉伸试验均分8层取样,断裂韧性试验分4层取样,取样位置见图2。全厚度焊缝性能实验结果如表3所示。

图2 取样位置
Fig.2 Sampling positions
表3 TB19真空电子束焊接接头的力学性能试验结果
Table 3 Electronic beam welding test results for mechanical property of TB19 welding joint

由表3可以看出,焊缝的冲击、拉伸性能形成了2种分布状态:在1-3层,即焊缝上部,焊缝的抗拉强度较高达到1 400~1 400 MPa,超过了母材的抗拉强度,伸长率和焊缝冲击韧性值较低,分别为1.75%~2%和87.5~100 kJ?m-2;在4~8层,焊缝中、下部,焊缝的抗拉强度为1 200~1 290 MPa,焊接系数大于0.96,接近母材的抗拉强度,伸长率和焊缝冲击韧性较好,分别为4.5%~5.5%和125~162.5 kJ?m-2。全厚度力学性能检测结果表明:全焊缝厚度焊接系数均大于0.9,焊缝中、下部的塑性略优于焊缝上部的塑性。
由表3中KIC的测试结果可以看出,焊缝的KIC值随着焊接深度的增加而增加。由图2可以看出,上部焊缝及热影响区较宽,焊接过程热输入量较大,焊缝冷却速度低于TB19的临界冷却速速,从而导致了此区域内冲击韧性、伸长率、断裂韧性值相对其他层差。焊缝下部焊缝及热影响区较窄,焊接过程热输入较少,焊接过程焊缝的冷却速度达到了TB19材料的临界冷却速度,使β相全部达到室温,为后期的时效强化创造了条件,从而获得了焊接接头良好的塑韧性匹配。
综上所述,焊缝上部抗拉强度高,但是KIC值也达到了67.97~71.46 MPa?m1/2,焊缝中、下部塑韧性能匹配更好,所以采用电子束焊接方法焊接130 mmTB19材料可以获得良好的焊接接头。
2.2 焊缝的显微组织分析
为进一步解释焊接接头不同区域性能的差别,进行焊缝不同深度的显微组织分析,焊缝上、中、下部的显微组织如图3~5所示。由图3(a)可以看出:在焊缝的上部原始β晶粒呈树枝状偏析,由于焊接过程焊缝的热量积累较多,焊缝较宽,导致焊缝冷却速度较慢,低于临界冷却速度,而在后期的时效过程中不能对偏析进行有效地改变,所以导致了焊缝的高强度、低塑性和冲击韧性。由图4~5可以看出:焊缝中部和焊缝下部组织为原始的β晶粒和β晶粒内部弥散析出的α相;由图5(b)可以看出,焊缝下部有较多的晶界α相析出,这可能由于焊缝下部在焊接过程热输入最

图3 上部焊缝中心的金相组织
Fig.3 Metallurgical structures of upper part of welding joint centre: (a) In higher magnification; (b) In lower magnification

图4 中部焊缝中心的金相组织
Fig.4 Metallurgical structures of middle part of welding joint centre: (a) In higher magnification; (b) In lower magnification

图5 下部焊缝中心的金相组织
Fig.5 Metallurgical structures of base coat of welding joint centre: (a) In higher magnification; (b) In lower magnification
少,散热最快,因此,焊缝在后期的时效过程中呈现与焊缝上部和中部不同的效果。当裂纹扩展至晶界区
时,遇到晶界析出的α相,从而萌生许多小裂纹,产生裂纹分支。裂纹在扩展的过程中需要吸收更多的能量,从而提高了断裂韧性。
2.3 显微硬度分析
采用Hanemann显微硬度计施加0.98 N,得到电子束焊接接头上、中、下部的显微维氏硬度,如表4所示(均值)。可以看出:焊缝不同区域硬度值差别不大。
2.4 扫描电镜分析
采用Quanta600扫描电子显微镜对焊缝上部和下部进行断裂韧性试样断口分析,断口形貌如图6和图7所示。由图6(a)、图7(a)可以看出,2个位置的试样断口均为沿晶+穿晶断裂,焊缝下部的沿晶断裂的比例大于焊缝上部的。由图6(b)和图7(b)可以看出:穿晶断裂和沿晶断裂在高倍下均可以看到深浅不一的韧窝,焊缝下部穿晶区的韧窝均较焊缝上部深;综合以 上两个因素,焊缝下部的断裂韧性优于焊缝上部。
表4 焊缝各区维氏硬度分布
Table 4 Microhardness of welding joint


图6 焊缝上部断口形貌
Fig.6 Fractographs of upper coat of welding joint: (a) Fracture metallograph; (b) Intergranular crack pattern; (c) Transcrystalline rupture pattern

图7 焊缝下部断口形貌
Fig.7 Fractographs of base coat of welding joint: (a) Fracture metallographical; (b) Intergranular crack pattern; (c) Transcrystalline rupture pattern
3 结论
1) 通过大厚度TB19合金电子束工艺试验,实现了大厚度TB19合金的焊接,焊接深度接近130 mm。
2) 130 mmTB19焊接接头全厚度力学性能检测结果表明,焊接接头塑韧性匹配良好。
3) α相在β晶界处析出可以提高焊接接头的断裂韧性。
4) TB19合金的冲击断口、KIC断口均为穿晶和沿晶混合断裂模式,且2种断裂模式均具有韧性断裂特征。
REFERENCES
[1] 莱茵斯 C, 皮特尔斯 M. 钛与钛合金[M]. 北京: 化学工业出版社, 2005: 292-429.
LEYENS C, PETERS M. Titanium and titanium alloy[M]. Beijing: Chemical industry Press, 2005: 292-429.
[2] 张喜燕, 赵永庆, 白晨光. 钛合金及应用[M]. 北京: 化学工业出版社, 2005: 287-288.
ZHANG Xi-yan, ZhAO Yong-qing, BAI Chen-gang. The titanium alloys and application[M]. Beijing: Chemical Industry Press, 2005: 287-288.
[3] 王金友, 葛志明, 周彦邦. 航空用钛合金[M]. 上海: 上海科学技术出版社, 1985: 18-20.
WANG Jin-you, GE Zhi-ming, ZHOU Yan-bang, The titanium alloys used in aviation field[M]. Shanghai: Shanghai Science and Technology Press, 1985: 18-20.
[4] 有色金属及其热处理编写组. 有色金属及其热处理[M]. 北京: 国防工业出版社, 1981: 422.
Nonferrous Metal and its Heat Treatment Compile Group. Nonferrous metal and its heat treatment[M]. Beijing: National Defence Industry Press, 1981: 422.
[5] BOYER R, WELSCH G, COLLINGS E W. Materials properties handbook[M]. ASM International, 1994: 189-190.
[6] 常 辉. TB19合金固态相变动力学及其组织演化规律[D]. 西安: 西北工业大学, 2006: 18-19.
CHANG Hui. Solid phase transformation kinetics and microstructure evolutions of Ti-B19 alloy[D]. Xi’an: Northwestern Industry University, 2006: 18-19.
[7] 常 辉, 陈 军, 邓 炬. 新型近β钛合金TB19的时效特性[J]. 金属学报, 1999, 35(s1): 5163-5166.
CHANG Hui, CHEN Jun, DENG Ju. The investigation of the sessoring characteristic of new near β titanium alloy[J]. Transactions of the Chian Metal Institution, 1999, 35(s1): 5163-5166.
[8] 刘茵琪, 孟祥军, 冯 岩, 李其民, 郑晓军. TB19合金腐蚀性能研究[J]. 材料开发与应用, 2003, 13(6): 43-46.
LIU Yin-qi, MENG Xiang-jun, FENG Yan, LI Qi-min, ZHENG Xiao-jun. An investigationon the corrosion behavior of TB-19 alloy[J]. The Development and Application of Material, 2003, 13(6): 43-46.
[9] 刘希林, 高佩钦, 王 岗, 张建欣. 钛合金厚板自动窄间隙TIG焊接工艺研究[J]. 稀有金属材料科学与工程, 2008, 27(s3): 177-180.
LIU Xi-lin, GAO Pei-qin, WANG Gang, ZHANG Jian-xin. Research on narrow-gap automatic tig welding technology of titanium alloys thick plate[J]. Rare Metal Material and Engineering, 2008, 27(s3): 177-180.
[10] 张富巨, 罗传红. 窄间隙焊及其新进展[J]. 焊接技术, 2000, 29(6): 33-35.
ZHANG fu-ju, LUO chuan-hong. The state-of-the art of narrow gap welding[J]. Welding technology, 2000, 29(6): 33-35.
[11] 胡礼木. 钛合金Ti-6Al-4V电子束焊接接头的性能研究[J]. 陕西工学院学报, 1997, 13(4): 43-47.
HU Li-mu. Study on the property of TC4 alloy joints welded by the electron beam[J]. Transactions of the Shaanxi Industry Institute, 1997, 13(4): 43-47.
[12] 高佩钦, 刘希林, 廖志谦, 张建欣. TA2大厚度电子束焊接工艺及组织性能分析[J]. 稀有金属材料科学与工程, 2008, 27(s3): 230-233.
GAO Pei-qin, LIU Xi-lin, LIAO Zhi-qian, ZHANG Jian-xin. The analysis of technology and properties for thick plate of TA2 welded by EBW[J]. Rare Metal Material and Engineering, 2008, 27(s3): 230-233.
(编辑 陈卫萍)
通信作者:刘希林,助理工程师;电话:0379-67256964;E-mail:XILIN.L@126.com

