Ō°”–Ĺū Ű 2005,(05),639-642 DOI:10.13373/j.cnki.cjrm.2005.05.009
Ō°ÕŃ≤Ű‘”◊Ę…š≥…–őAlNŐ’ī…ĶńĹŠĻĻ”Ž–‘ń‹
«ō√ųņŮ ∑ŽŇŗ÷“ ņÓňß «ķ—°Ľ‘
ĪĪĺ©Ņ∆ľľīů—ß≤ńŃŌŅ∆—ß”ŽĻ§≥Ő—ß‘ļ,ĪĪĺ©Ņ∆ľľīů—ß≤ńŃŌŅ∆—ß”ŽĻ§≥Ő—ß‘ļ,ĪĪĺ©Ņ∆ľľīů—ß≤ńŃŌŅ∆—ß”ŽĻ§≥Ő—ß‘ļ,ĪĪĺ©Ņ∆ľľīů—ß≤ńŃŌŅ∆—ß”ŽĻ§≥Ő—ß‘ļ,ĪĪĺ©Ņ∆ľľīů—ß≤ńŃŌŅ∆—ß”ŽĻ§≥Ő—ß‘ļ ĪĪĺ©100083 ŐžĹÚņŪĻ§īů—ß≤ńŃŌŅ∆—ß”ŽĻ§≥Ő—ß‘ļ,ŐžĹÚ300191 ,ĪĪĺ©100083 ,ĪĪĺ©100083 ,ĪĪĺ©100083 ,ĪĪĺ©100083
’™ “™£ļ
“‘◊‘¬Ż—”∑®ļŌ≥…ĶńAlN∑Řń©ő™‘≠ŃŌ, ľ”»Ž5%Y2O3ő™…’ĹŠ÷ķľŃ, —°”√PW°√PP°√SA=60°√35°√5Ķń’≥ĹŠľŃŐŚŌĶ, “‘◊Ę…š≥…–őĶń∑Ĺ∑®÷∆ĪłŃňĺŖ”–łŖ»»Ķľ¬ Ķń°Ę–ő◊īłī‘”ĶńAlNŐ’ī…÷∆∆∑°£Õ—÷¨≤…”√»‹ľŃÕ—÷¨”Ž’śŅ’»»Õ—÷¨ŌŗĹŠļŌĶńĻ§“’, Õ—÷¨ļůĶńŇųŐŚ‘ŕłŖő¬ŐľĻ‹¬Į÷–Ńų∂ĮN2∆Ý∑’Ō¬ĹÝ––…’ĹŠ°£ņŻ”√XRDĹÝ––őÔŌŗ∑÷őŲ, SEMĻŘ≤ž∂ŌŅŕ–ő√≤, ŇŇňģ∑®≤‚…’ĹŠ ‘—ýĶń√‹∂», ľ§Ļ‚…ŃĻ‚∑®≤‚…’ĹŠ ‘—ýĶń»»Ķľ¬ °£ĹŠĻŻĪŪ√ų:ĶĪ…’ĹŠő¬∂»‘ŕ1850°ś, Ī£ő¬4 h, Ķ√ĶĹ÷¬√‹∂»ő™3.28 g.cm-3, »»Ķľ¬ ő™200 W.m-1.K-1ĶńAlNŐ’ī…÷∆∆∑°£AlN÷–ĶńĺßĹÁĶŕ∂ĢŌŗ÷ų“™ő™Al2Y4O9°£
ĻōľŁī £ļ
Ķ™ĽĮ¬Ń ;◊Ę…š≥…–ő ;»»Ķľ¬ ;Ķŕ∂ĢŌŗ ;Ō°ÕŃ≤Ű‘” ;
÷–Õľ∑÷ņŗļŇ£ļ TQ174
’łŚ»’∆ŕ£ļ 2005-07-27
ĽýĹū£ļ Ļķľ“÷ōĶ„Ľýī°—–ĺŅ∑Ę’ĻĻśĽģ (G2000067203) ◊ ÷ķŌÓńŅ;
Microstructure and Properties of Powder Injection Molded AlN Ceramics Doped with Rare Earths
Abstract£ļ
5% Y2 O3 -doped aluminum nitride (AlN) ceramics with complex shape was fabricated by employing powder injection molding technique.The binder system consists of PW, PP and SA in the ratio of 60°√35°√5.The binder was removed through debinding process in two steps, solvent debinding followed by thermal debinding in the vacuum.After the removal of binder, specimen were sintered at 1850 °ś in nitrogen atmosphere for 4 h.The microstructure and secondary phase identification were determined by scanning electron microscopy (SEM) and X-ray diffraction (XRD) .The thermal diffusivity and density of sintered specimen were measured by a laser flash technique and Archimedes displacement method respectively.The thermal conductivity and density of injection molded AlN ceramics are 200 (W°§m-1 °§K-1 ) and 3.28 g°§cm-3 .The secondary phase is Al2 Y4 O9 .
Keyword£ļ
aluminum nitride (AlN) ;powder injection molding;thermal conductivity;secondary phase;rare earth doping;
Received£ļ 2005-07-27
AlNŐ’ī…ĺŖ”–łŖĶń»»Ķľ¬ (ņŪ¬Ř»»Ķľ¬ ő™319 W°§m-1 °§K-1 ) °Ę ĶÕĶńĹťĶÁ≥£ ż (1 MHzŌ¬‘ľő™8.0) °Ę ”ŽĻŤŌŗ∆•ŇšĶń»»ŇÚ’ÕŌĶ ż (293°ę773 K, 4.8°Ń10-6 K-1 ) °Ę łŖĶÁ◊Ť (ŐŚĶÁ◊Ť¬ >1014 ¶ł°§cm) °Ę ĶÕ√‹∂» (ņŪ¬Ř√‹∂»3.26 g°§cm-3 ) ļÕőř∂ĺļ¶Ķ»ŐōĶ„, «ņŪŌŽĶńīůĻśń£ľĮ≥…ĶÁ¬∑ĽýįŚļÕ∑‚◊į≤ńŃŌ, ≤Ę«“‘ŕń£ŅťĶÁ¬∑°Ę Ņ…ŅōĻŤ’ŻŃų∆ų°Ę īůĻ¶¬ ĺßŐŚĻ‹°Ę įŽĶľŐŚľ§Ļ‚∆ų°Ę Ņ™ĻōĶÁ‘īľį∆šňŁ“™«ůľ»ĺÝ‘Ķ”÷łŖ…Ę»»Ķ»īůĻ¶¬ ∆ųľĢ…Ō”¶”√»’“śĻ„∑ļ
[1 ,2 ,3 ]
°£ Ķę «Ő’ī…≤ńŃŌĻŐ”–ĶńĶÕ»Õ–‘°Ę łŖ”≤∂», ĻĶ√”√īęÕ≥Ķń≥…–ő∑Ĺ∑®ń—“‘÷∆Īł–ő◊īłī‘”ĶńAlNŐ’ī…Ń„≤ŅľĢ, ‘ŕļ‹īů≥Ő∂»…ŌŌř÷∆Ńň∆š∑Ę’Ļ°£
∑Řń©◊Ę…š≥…–ő (Powder Injection Molding, PIM) ľľ ű «ĹŁńÍņī—łňŔ∑Ę’Ļ∆ūņīĶń“Ľ÷÷∑Řń©ĹŁĺĽ≥ŖīÁ≥…–őľľ ű, ňŁĺŖ”–‘ŕĶÕ≥…Īĺ°Ę ĶÕŌŻļńĶńĽýī°…Ō“Ľīő–‘≥…–ő–ő◊īłī‘”Ķń≤ķ∆∑°Ę ≤ķ∆∑≥ŖīÁĺę∂»łŖ°Ę őř–ŤĽķ–Ķľ”Ļ§ĽÚ÷Ľ–ŤőĘŃŅľ”Ļ§, “◊”ŕ ĶŌ÷…ķ≤ķ◊‘∂ĮĽĮļÕ≤ķ∆∑◊ť÷Įĺý‘»°Ę –‘ń‹”Ň“žĶńŐōĶ„°£ “Úīň, ∑Řń©◊Ę…š≥…–őľľ űő™Ĺ‚ĺŲAlNŐ’ī…łī‘”–ő◊ī≥…–őő Ő‚ŐŠĻ©Ńň“Ľ÷÷–¬ĶńĹ‚ĺŲ∑Ĺ∑®
[4 ,5 ]
°£ ŃŪÕ‚, ”…”ŕAlNĪĺ…Ū◊‘ņ©»ŲŌĶ ż–°, …’ĹŠ∑«≥£ņßń—, Õ®≥£ Ļ”√Ō°ÕŃĹū Ű—űĽĮőÔļÕľÓÕŃĹū Ű—űĽĮőÔ◊ųő™…’ĹŠ÷ķľŃ–ő≥…“ļŌŗņīīŔĹÝ…’ĹŠ
[6 ]
°£
Īĺőń≤…”√∑Řń©◊Ę…š≥…–ő∑Ĺ∑®≥…Ļ¶÷∆Īł≥ŲŃň–ő◊īłī‘”łŖ–‘ń‹ĶńAlNŐ’ī…÷∆∆∑°£
1 ‘ —ť
1.1 ‘≠ŃŌ
‘—ť”√AlN∑Řń©ő™łŖő¬◊‘¬Ż—”∑Ĺ∑®ļŌ≥…, ∑Řń©÷ų“™–‘ń‹ľŻĪŪ1°£ ľ”»Ž5% Y2 O3 ◊ųő™…’ĹŠ÷ķľŃ, ∆šīŅ∂»ő™99.9%, ∑Řń©◊į‘ōŃŅő™62%°£ ◊Ę…š”√’≥ĹŠľŃ—°”√ņĮĽýĶń»»ň‹–‘ŐŚŌĶ, ◊ť∑÷÷ų“™”–ĺŘĪŻŌ© (PP) °Ę ĮņĮ (PW) ļÕ”≤÷¨ňŠ (SA) , ∆š÷–PP: 35%, PW: 60%, SA: 5%, łų◊ť‘™–‘÷ ľŻĪŪ2°£
ĪŪ1AlN∑Řń©Ķń–‘÷
Table 1 Properties of starting AlN powder
Ń£∂»∑÷≤ľ/¶Őm
Ī»ĪŪ√śĽż/2 °§g-1 )
O
C
D 10 D 50 D 90
33.20
0.98
0.07
1.055
3.069
6.814
4.26
ĪŪ2’≥ĹŠľŃłų◊ť‘™Ķń–‘÷
Table 2 Polymer characteristics
PW
PP
SA
58
164°ę170
66
-3 ) 0.91
0.91
0.96
1.2 ‘—ťĻż≥Ő
ĹęAlN∑Řń©ļÕ5% Y2 O3 , ľ”»Ž1%Ķń”≤÷¨ňŠ◊ųő™∑÷…ĘľŃ, őřňģ““īľ◊ųő™Ĺť÷ , ÷√”ŕň‹ŃŌ«Úń•Õ≤÷–, ”√Al2 O3 ń•«Ú«Úń•6 h, ļśł……ł∑÷Ķ√ĶĹĽžļŌĺý‘»ĶńAlN+Y2 O3 łīļŌ∑Řń©°£ ∑Řń©ļÕ…Ťľ∆ļ√Ķń’≥ĹŠľŃ‘ŕXNZ-ĘŮ–Õ◊™ĺōŃųĪš“«÷–ĽžŃ∂÷∆≥…ĺý‘»ĶńőĻŃŌ, őĻŃŌ‘Ŕĺ≠Ļżľ∑≥Ų÷∆Ń£ļů‘ŕ◊Ę…š≥…–őĽķ…Ō◊Ę…š≥ŲAlN◊Ę…šŇų°£ ◊Ę…šŇųÕ—÷¨≤…”√»‹ľŃÕ—÷¨+»»Õ—÷¨Ļ§“’, ◊Ę…šŇų ◊Ō»‘໿¬»““Ō©»‹“ļ÷–ĹĢŇ›5°ę6 h, ļśł…ļů‘ŕ’śŅ’Õ—÷¨¬Į÷–ĹÝ––»»Õ—÷¨°£ Õ—÷¨ļůĶńŇųŐŚ÷√”ŕAlNŘŠŘŲ÷–, ‘ŕĶ™∆ÝŃųňŔő™1.0 L°§min-1 ĶńVSF-150/150łŖő¬’śŅ’…’ĹŠ¬Į÷–‘ŕ1850 °ś…’ĹŠ4 h, ÷∆Īł≥Ų…’ĹŠ ‘—ý°£
1.3 –‘ń‹ľž≤‚
ņŻ”√ŇŇňģ∑®≤‚ŃŅ—ý∆∑Ķń√‹∂», ≤…”√»’ĪĺņŪ—ß (Rigaka) ĻęňĺD/max-RB12–Õ–ż◊™—ŰľęX…šŌŖ—‹…š“« (Cu K¶Ń, ¶ň =0.15406 nm) ĹÝ––őÔŌŗ∑÷őŲ, ≤…”√”ĘĻķCambridge S3600 MK2–Õ…®√ŤĶÁĺĶŇšLink-860ń‹∆◊∑÷őŲ“«ĻŘ≤žŌ‘őĘ–ő√≤≤Ę∂‘ĺßĹÁĹÝ––≥…∑÷∑÷őŲ, ”√ő¨ Ō”≤∂»ľ∆≤‚—ý∆∑Ķń”≤∂», ”√ľ§Ļ‚…ŃĻ‚∑®≤‚»»ņ©…ĘŌĶ ż, »Ľļů‘ŕłýĺ›Ļę Ĺ
¶ň =C p °§¶— °§¶Ń (1)
ľ∆ň„≥Ų…’ĹŠ ‘—ýĶń»»Ķľ¬ °£ Ĺ÷–¶ň : AlN…’ĹŠ ‘—ýĶń»»Ķľ¬ ; C p : AlN≤ńŃŌĶń»»»› (‘ŕ’‚ņÔįīīŅAlN‘ŕ20 °ś ĪĶń»»»›0.734 J°§g-1 °§K-1 ľ∆ň„) ; ¶— :…’ĹŠ ‘—ýĶń√‹∂»; ¶Ń : ≤‚Ķ√…’ĹŠ ‘—ýĶń»»ņ©…ĘŌĶ ż°£
2 ĹŠĻŻ”ŽŐ÷¬Ř
‘—ť≤‚Ķ√AlN…’ĹŠ ‘—ýĶń÷ų“™–‘ń‹»ÁĪŪ3ňý ĺ°£
2.1 ĺßĹÁŌŗ∂‘»»Ķľ¬ Ķń”įŌž
”…”ŕAlN◊‘ņ©…ĘŌĶ żļ‹–°, …’ĹŠ∑«≥£ņßń—, Õ®≥£ Ļ”√Ō°ÕŃĹū Ű—űĽĮőÔļÕľÓÕŃĹū Ű—űĽĮőÔŐŪľ”ľŃ–ő≥…“ļŌŗīŔĹÝAlNĶń…’ĹŠ, Y2 O3 «AlNŐ’ī……’ĹŠ Ļ”√◊Óő™∆’ĪťĶń…’ĹŠ÷ķľŃ°£ HashimotoĶ»
[7 ]
»Ōő™‘ŕ1600 °ś◊ů”“, Y2 O3 ”ŽAlNŅŇŃ£ĪŪ√śĶńAl2 O3 ∑ī”¶…ķ≥…Y3 Al5 O12 , YAlO3 ļÕY4 Al2 O9 °£ Y2 O3 /Al2 O3 ĶńĪ»÷ĶĹŌĶÕ Ī, Ķŕ∂ĢŌŗ“‘Y3 Al5 O12 ő™÷ų; ĶĪY2 O3 /Al2 O3 ĶńĪ»÷ĶĹŌłŖ Ī, Ķŕ∂ĢŌŗő™Y4 Al2 O9 ļÕőĘŃŅYAlO3 ; ĶĪY2 O3 /Al2 O3 ĶńĪ»÷Ķ÷–Ķ» Ī, Ķŕ∂ĢŌŗ“≤ «“‘Y3 Al5 O12 ő™÷ų°£
ĪŪ3…’ĹŠ ‘—ýĶń–‘ń‹
Table 3 Properties of sintered sample
-3 ) 3.28
2 °§s-1 ) 0.834
-1 °§K-1 ) 200
1060
Õ®Ļż’‚–©∑ī”¶, AlN÷–Ķń—űĹÝ»ŽĺßĹÁŌŗ, ī”∂Ý弼Įĺٰ߳£ ‘ŕ”įŌžAlNŐ’ī…»»Ķľ¬ Ķń÷Ó∂ŗ“Úňō÷–, —űļ¨ŃŅļÕŌ‘őĘĹŠĻĻ»ĪŌ› «÷ų“™Ķń“Úňō, ĶĪ—ű“‘—űņŽ◊”Ķń–ő ĹĹÝ»ŽAlNĺßłŮļů, ĽŠ–ő≥…¬ŃŅ’őĽĶńĹŠĻĻ»ĪŌ›, Ō‘÷ÝĹĶĶÕ…ý◊”Ķń∆Ĺĺý◊‘”…≥Ő, Ķľ÷¬»»Ķľ¬ ĹĶĶÕ
[8 ]
°£ Al2 O3 ‘ŕAlNĺßłŮ÷–ĶńĪ•ļÕĽÓ∂»ňśY2 O3 /Al2 O3 Ī»÷Ķ‘Ųľ”∂ÝĹĶĶÕ, ňý“‘“™ŌŽĽŮĶ√łŖ»»Ķľ¬ ĶńAlNŐ’ī…, łŖĶńY2 O3 /Al2 O3 Ī»÷Ķ «Īō“™Ķń°£ ĶĪ»ĽY2 O3 ĶńŐŪľ”ŃŅ“≤≤Ľ «‘Ĺ∂ŗ‘Ĺļ√, Y2 O3 ŐŪľ”ŃŅĶń‘Ųľ”ĽŠ ĻĺßĹÁĶŕ∂ĢŌŗ‘Ųľ”, »ÁĻŻĶŕ∂ĢŌŗ”…Ļ¬ŃĘĪšő™Ń¨–Ý, AlNŐ’ī…Ķń»»Ķľ¬ ĽŠŌ‘÷Ý∂ŮĽĮ°£ “ÚīňY2 O3 ĶńŐŪľ”ŃŅ”–◊Óľ—÷Ķ
[9 ]
°£
Īĺ ‘—ť÷–Y2 O3 ĶńŐŪľ”ŃŅłýĺ›őńŌ◊
[
10 ]
—°∂®ő™5% (÷ ŃŅ∑÷ ż) °£ ”…”ŕ≤…”√Ķń «◊Ę…š≥…–őĻ§“’, ňý“‘‘༞ŃŌ°Ę ĽžŃ∂ľį◊Ę…š≥…–őĻż≥Ő÷–∂ľ”–Ņ…ń‹“ż»Ž—ű‘”÷ °£ ◊Ę…š≥…–ő÷–’≥ĹŠľŃĶńļ¨ŃŅő™40% (ŐŚĽż∑÷ ż) ◊ů”“, ’‚–©’≥ĹŠľŃĽŠ‘ŕÕ—÷¨Ļż≥Ő÷–Õ—≥ż, Īĺ ‘—ť≤…”√’śŅ’»»Õ—÷¨Ļ§“’, ňý“‘’≥ĹŠľŃÕ—≥ż÷ģļůĽŠ‘ŕ—ý∆∑÷–ŃŰŌ¬ĹŌ∂ŗĶń≤–”ŗC°£ ĽĮ—ß∑÷őŲ∑®≤‚≥ŲÕ—÷¨ļů—ý∆∑÷–ĶńC, Oļ¨ŃŅ∑÷Īūő™0.49%ļÕ2.26%°£ ‘ŕ…’ĹŠĻż≥Ő÷–≤–”ŗĶńC‘ŕŃų∂ĮN2 ∆Ý∑’Ō¬Ņ…“‘ļÕAl2 O3 ∑Ę…ķ»ÁŌ¬∑ī”¶
[11 ]
:
Al2 O3 +3C+N2 °ķ2AlN+3CO (2)
ī”∂ÝŐŠłŖY2 O3 /Al2 O3 Ī», ”–ņŻ”ŕ…ķ≥…łĽÓ∆Ōŗ, ŐŠłŖ»»Ķľ¬ °£
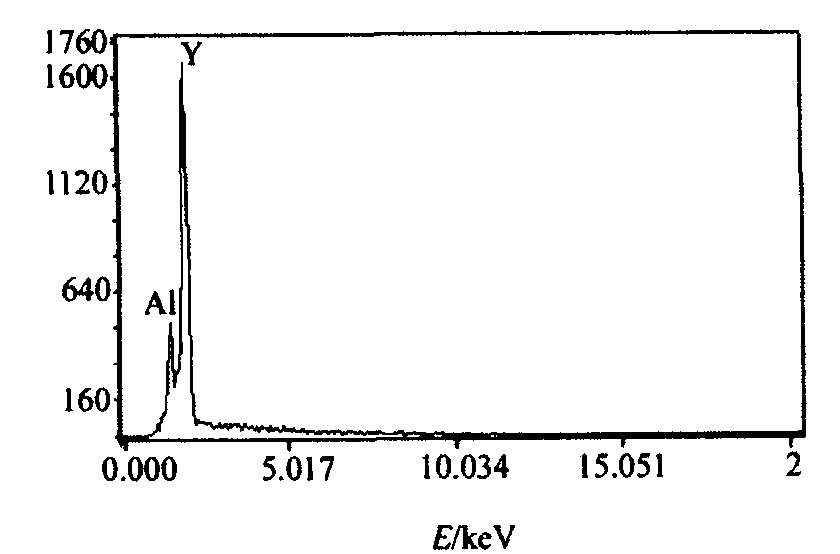
X…šŌŖ—‹…š∂‘…’ĹŠ ‘—ýĹÝ––őÔŌŗ∑÷őŲ, ĹŠĻŻŌ‘ ĺ≥żŃň÷ųĺßŌŗAlN, Ķŕ∂ĢŌŗ÷ų“™ő™Y4 Al2 O9 , »ÁÕľ1°£ Õľ2ő™…’ĹŠ ‘—ý∂ŌŅŕĶńSEM’’∆¨, ī”Õľ÷–Ņ…“‘√ųŌ‘ĶōŅī≥ŲĺßĹÁŌŗ≥ ≤ĽŃ¨–Ý◊ī∑÷≤ľ, ’‚÷÷≤ĽŃ¨–Ý÷ų“™ľĮ÷–‘ŕłųĺßŃ£ĶńѨŔī¶ľīī¶”ŕĺßĹÁĶń»żĹ«ĶōīÝ, “Úīň…’ĹŠ ‘—ýĺŖ”–ĹŌłŖĶń»»Ķľ¬ ő™200 W°§m-1 °§K-1 °£ ŃŪÕ‚ī”SEM’’∆¨Ņ…“‘Ņī≥Ų, …’ĹŠļůĶń ‘—ýĹŌ÷¬√‹ĽýĪĺ…Ō√Ľ”–∆ÝŅ◊, ≤‚≥Ų…’ĹŠ ‘—ýĶń√‹∂»ő™3.28 g°§cm-3 °£ łŖĶń÷¬√‹∂»“≤ «Ī£÷§AlNŐ’ī…ĺŖ”–łŖĶń»»Ķľ¬ ĶńĪō“™ŐűľĢ°£ ∂‘ĺßĹÁŌŗĹÝ––ń‹∆◊∑÷őŲ (»ÁÕľ3) , Ņ…“‘Ņī≥ŲY‘™ňōĶńļ¨ŃŅ√ųŌ‘łŖ”ŕAl‘™ňō, ĹÝ“Ľ≤Ĺ÷§√ųŃň…ķ≥…Ķń «łĽÓ∆Ōŗ°£
2.2 ◊Ę…š≥…–ő÷∆ĪłAlNŐ’ī…
”…”ŕŐ’ī…≤ńŃŌĪĺ…ŪĻŐ”–Ķńīŗ–‘ļÕłŖ”≤∂», Īĺ ‘—ť÷–≤‚Ķ√…’ĹŠļůAlNŐ’ī…Ķńő¨ Ō”≤∂»ő™1060 HV, ’‚—ýĶń”≤∂»”√īęÕ≥Ķń∑Řń©“ĪĹū∑Ĺ∑®ń—“‘÷∆Īł–ő◊īłī‘”°Ę ≥ŖīÁĺę∂»łŖĶńŐ’ī…Ń„≤ŅľĢ, ∂Ý≤…”√◊Ę…š≥…–őľľ ű Ļ’‚“Ľő Ő‚Ķ√ĶĹŃňĹ‚ĺŲ°£ Õľ4 «Īĺ ‘—ť≤…”√◊Ę…š≥…–ő∑®÷∆Īł≥ŲĶńAlNŐ’ī…Ķń ĶőÔ’’∆¨°£
Õľ1 …’ĹŠAlN ‘—ýĶńXRDÕľ
Fig.1 XRD patterns of sintered AlN sample
Õľ2 …’ĹŠAlN ‘—ýĶńSEM’’∆¨
Fig.2 SEM fractographs of sintered AlN sample
Õľ3 …’ĹŠAlN ‘—ýĶńĺßĹÁń‹∆◊Õľ
Fig.3 EDS analysis of grain boundary of sintered AlN sample
Õľ4 ◊Ę…š≥…–őAlNŐ’ī…Ķń ĶőÔ’’∆¨
Fig.4 Photo of injection molded AlN parts
◊Ę…š≥…–ő÷ų“™įŁņ®’‚—ýľłłŲĻż≥Ő: ŇšŃŌ”ŽĽžŃ∂°Ę ◊Ę…š≥…–ő°Ę Õ—÷¨ļÕ…’ĹŠ°£ Ķŕ“ĽĹ◊∂ő÷ų“™ «ĹęŐ’ī…∑ŘļÕ’≥ĹŠľŃįī“Ľ∂®ŇšĪ»ĽžļŌĶĹ“Ľ∆ū, “‘ŐŠĻ©◊Ę…š≥…–őňýĪō–ŤĶńŃų∂Į–‘ľį…ķŇų«Ņ∂»°£ łýĺ›őńŌ◊
[
12 ]
∑Řń©◊į‘ōŃŅ—°ő™62%, ’≥ĹŠľŃő™ Ļ”√◊Óő™Ļ„∑ļĶńņĮĽý’≥ĹŠľŃ°£
Õ—÷¨ «Õ®Ļżľ”»»ĽÚ∆šňŻőÔņŪĽĮ—ß∑Ĺ∑®Ĺę≥…–őŇųŐŚ÷–Ķń’≥ĹŠľŃÕ—≥żĶńĻż≥Ő, Īĺ ‘—ť «≤…”√»‹ľŃ›Õ»°ļÕ’śŅ’»»Õ—÷¨ŃĹ≤ĹÕ—÷¨Ļ§“’°£ ĮņĮ»‹”໿¬»““Ō©»‹“ļ∂ÝĺŘĪŻŌ©≤Ľ»‹, ĺ≠ĻżĹĢŇ›ļů, ”…”ŕīůŃŅ ĮņĮĶńÕ—≥ż◊Ę…šŇų÷––ő≥…Ń¨Õ®Ņ◊Ō∂, īůīůňű∂ŐŃňļů–Ý»»Õ—÷¨ Īľš°£ »»Õ—÷¨‘ŕ’śŅ’Ō¬ĹÝ––∂‘”ŕAlNŐ’ī…ņīňĶ «”–“śĶń, “Úő™’śŅ’Ō¬Õ—÷¨, Õ—÷¨Ňų÷–≤–ŐľŃŅĹŌłŖ, »Á«įňý Ų, ’‚—ýŅ…“‘Ōŗ”¶ĶńŐŠłŖÕ—÷¨Ňų÷–ĶńY2 O3 /Al2 O3 Ī», ĻĶ√…’ĹŠŐŚ÷–ĶńĶŕ∂ĢŌŗő™łĽÓ∆Ōŗ, ”–ņŻ”ŕŐŠłŖ»»Ķľ¬ °£ ĶĪ»Ľ»ÁĻŻ≤–ŐľŃŅĻżłŖ, ĺÕ√Ľ”–◊„ĻĽĶńAl2 O3 ”ŽY2 O3 –ő≥…“ļŌŗ, AlNŐ’ī…ĺÕļ‹ń—…’ĹŠ÷¬√‹
[11 ]
°£
…’ĹŠ «ĹęÕ—÷¨ļůĶńŇųŐŚ‘ŕłŖő¬Ō¬…’ĹŠ÷¬√‹ĶńĻż≥Ő°£ ∂‘”ŕAlNŐ’ī…ņīňĶ“™Ķ√ĶĹ–‘ń‹”Ň“ž°Ę ≤ĽĪš–őĶńŐ’ī…Ń„≤ŅľĢ, …’ĹŠĻż≥ŐĽĻ «∑«≥£ĻōľŁĶń°£ …’ĹŠĪš–ő «“÷÷∆◊Ę…š≥…–őAlNŐ’ī…∑Ę’ĻĶń“ĽłŲ÷ų“™ő Ő‚, …’ĹŠ÷ģ«įĪ£÷§ŇųŐŚ≤ĽĪš–őĽýĪĺ…Ō√Ľ”–ő Ő‚, Ķę…’ĹŠļůĺÕļ‹ń—Ī£÷§≤ĽĪš–ő, ‘≠“Ú «ŐŪľ”Y2 O3 ◊ųő™…’ĹŠ÷ķľŃĶńAlNŐ’ī…“™‘ŕ1800 °ś“‘…Ō≤Ňń‹…’ĹŠ÷¬√‹, ’‚—ý…’ĹŠ¬ĮĺÕ÷Ľń‹—°‘ŮłŖő¬ŐľĻ‹¬Į, Ķľ÷¬…’ĹŠŐŚĪš–őĶń‘≠“Ú”¶ł√”Ž¬ĮńŕĶńŐľ∆Ý∑’”–Ļō°£ “Úő™łŖő¬Ō¬, Őľļ‹»›“◊ŌÚŇųŐŚ÷–ņ©…Ę, Ķę∂‘”ŕ’ŻłŲŇųŐŚņīňĶņ©…ĘĹÝņīĶńŐľ∑÷≤ľ «≤Ľĺý‘»Ķń, ”¶ł√ «ĪŪ√śłŖńŕ≤ŅĶÕ°£ ņ©…ĘĹÝņīĶńŐľ”ŽŇųŐŚ÷–ĶńAl2 O3 įī Ĺ (2) ∑Ę…ķ∑ī”¶, ’‚—ýŇųŐŚ÷–Al2 O3 Ķń∑÷≤ľ“≤ĽŠ≤Ľĺý‘», ī”∂ÝAl2 O3 ”ŽY2 O3 –ő≥…Ķń“ļŌŗ∑÷≤ľ≤Ľĺý‘», ńŕÕ‚ ’ňű≤Ľ“Ľ÷¬, Ķľ÷¬Īš–ő°£ Īĺ Ķ—ťĹę ‘—ý∑Ň‘ŕAlNŘŠŘŲ÷–, ”ŽÕ‚ĹÁĶńŐľ∆Ý∑’łŰĺÝ, …’ĹŠļůĶń ‘—ý»ÁÕľ4ňý ĺ√Ľ”–Īš–ő°£ “≤ń‹ňĶ√ųAlNŐ’ī…Ķń…’ĹŠĪš–ő”Ž¬ĮńŕĶńŐľ∆Ý∑’ «”–ĻōĶń°£
3 ĹŠ ¬Ř
1. “‘5% Y2 O3 ő™…’ĹŠ÷ķľŃ, ◊Ę…š≥…–ő÷∆Īł≥Ų√‹∂»ő™3.28 g°§cm-3 , »»Ķľ¬ ő™200 W°§m-1 °§K-1 , ő¨ Ō”≤∂»ő™1060 HVĶńAlNŐ’ī…÷∆∆∑°£
2. ’śŅ’Ō¬»»Õ—÷¨, Õ—÷¨Ňų÷–”–ĹŌłŖĶń≤–ŐľŃŅ, ĽŠŌŗ”¶ĶōĹĶĶÕÕ—÷¨Ňų÷–Ķń—űļ¨ŃŅ, …’ĹŠŐŚ÷–ĶńĶŕ∂ĢŌŗő™Y4 Al2 O9 , ”–ņŻ”ŕŐŠłŖ»»Ķľ¬ °£
3. …’ĹŠ¬Į÷–ĶńŐľ∆Ý∑’∂‘ «Ķľ÷¬AlNŐ’ī……’ĹŠŐŚĪš–őĶń÷ō“™‘≠“Ú°£
≤őŅľőńŌ◊
[1] Sheppard L M.Aluminum nitride:a versatile but challenging mate-rial[J].Am.Ceram.Soc.Bull., 1990, 69 (1) :1801.
[2] ÕűŠ∑∑Ś, ņÓőńņľ, ◊Įļļ»Ů, Ķ».łŖĶľ»»AlNŐ’ī…—–ĺŅĹÝ’Ļ[J].≤ńŃŌĶľĪ®, 1998, 12 (1) :29.
[3] ”ŕŃŤ”Ó, ∑Ž”Ů√∑.–¬–ÕĶÁ◊”Ő’ī…≤ńŃŌĶ™ĽĮ¬ŃĻ§“’ĹÝ’Ļ”Ž”¶”√«įĺį[J].–¬≤ńŃŌ≤ķ“Ķ, 2003, (2) :31.
[4] German R M.Powder Injection Molding[M].United States ofAmerica:Metal Powder Industries Federation, 1990.
[5] ńŰŚŻ, ņÓ“ś√Ů, ņÓů∆–Ň.Ő’ī…◊Ę…š≥…–őľľ űĹÝ’Ļ[J].…Ĺ∂ęŐ’ī…, 2003, 26 (2) :10.
[6] ÷‹ļÕ∆Ĺ, Ńű“ę≥…, ő‚“Ű.Ķ™ĽĮ¬ŃŐ’ī…Ķń—–ĺŅ”Ž”¶”√[J].ĻŤňŠ—ő—ßĪ®, 1998, 26 (4) :517.
[7] Hashimoto N, Yoden H, Deki S.Sintering behavior of fine alu-minum nitride powder synthesized from aluminum polynuclear com-plexes[J].J.Am.Ceram.Soc., 1992, 75 (8) :2098.
[8] ő‚“Ű, Á—őņĻķ, ÷‹ļÕ∆Ĺ.”įŌžAlNŐ’ī…»»Ķľ¬ ĶńĪĺ’ų—ű»ĪŌ›[J].ĻŤňŠ—ő—ßĪ®, 1997, 25 (6) :675.
[9] Virkar A V, Jackson T B, Cutler R A.Thermodynamic and kineticeffects of oxygen removal on the thermal conductivity of aluminum ni-tride[J].J.Am.Ceram.Soc., 1989, 72 (11) :2031.
[10] Ń÷ľŁŃĻ, «ķ—°Ľ‘, Ľ∆∂į…ķ, Ķ».ŐŪľ”Y2O3ĶńAlNŐ’ī…◊Ę…š≥…–ő—–ĺŅ[J].Ō°”–Ĺū Ű≤ńŃŌ”ŽĻ§≥Ő, 2001, 30 (3) :212.
[11] Yan H W, Cannon W R, Shanefield D J.Evolution of carbon dur-ing burnout and sintering of tape-cast aluminum nitride[J].J.Am.Ceram.Soc., 1993, 76 (1) :166.
[12] Johnson J L, German R M, Hens F.Injection molding AlN forthermal management applications[J].Am.Ceram.Soc.Bull., 1996, 75 (8) :61.