Densification, microstructural features and tensile properties of selective laser melted AlMgSiScZr alloy from single track to block specimen
来源期刊:中南大学学报(英文版)2021年第4期
论文作者:董国疆 毕江 陈彦宾 陈曦 STAROSTENKOV M D
文章页码:1129 - 1143
Key words:selective laser melting; aluminum alloy; hatch spacing; microstructural feature; tensile properties
Abstract: The selective laser melting (SLM) processed aluminum alloys have already aroused researchers’ attention in aerospace, rail transport and petrochemical engineering due to the comprehensive advantages of low density, good corrosion resistance and high mechanical performance. In this paper, an Al-14.1Mg-0.47Si-0.31Sc-0.17Zr alloy was fabricated via SLM. The characteristics of single track at different process parameters, and the influence of hatch spacing on densification, microstructural features and tensile properties of block specimens were systematically studied. The hatch spacing has an influence on the overlap ratio of single track, and further affects the internal forming quality of printed specimen. At a laser power of 160 W and scanning speed of 400 mm/s, the densification of block specimen increased first and then decreased with the increase of hatch spacing. The nearly full dense specimen (98.7 %) with a tensile strength of 452 MPa was fabricated at a hatch spacing of 80 μm. Typical characteristics of dimple and cleavage on the tensile fracture of the AlMgSiScZr alloy showed the mixed fracture of ductility and brittleness.
Cite this article as: BI Jiang, CHEN Yan-bin, CHEN Xi, STAROSTENKOV M D, DONG Guo-jiang. Densification, microstructural features and tensile properties of selective laser melted AlMgSiScZr alloy from single track to block specimen [J]. Journal of Central South University, 2021, 28(4): 1129-1143. DOI: https://doi.org/10.1007/s11771-021-4685-y.

J. Cent. South Univ. (2021) 28: 1129-1143
DOI: https://doi.org/10.1007/s11771-021-4685-y

BI Jiang(毕江)1, 2, CHEN Yan-bin(陈彦宾)2, CHEN Xi(陈曦)2,STAROSTENKOV M D3, DONG Guo-jiang(董国疆)1
1. Key Laboratory of Advanced Forging & Stamping Technology and Science of Ministry of Education,Yanshan University, Qinhuangdao 066004, China;
2. State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology,Harbin 150001, China;
3. General Physics Department, Polzunov Altai State Technical University, Barnaul 656038, Russia
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2021
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2021
Abstract: The selective laser melting (SLM) processed aluminum alloys have already aroused researchers’ attention in aerospace, rail transport and petrochemical engineering due to the comprehensive advantages of low density, good corrosion resistance and high mechanical performance. In this paper, an Al-14.1Mg-0.47Si-0.31Sc-0.17Zr alloy was fabricated via SLM. The characteristics of single track at different process parameters, and the influence of hatch spacing on densification, microstructural features and tensile properties of block specimens were systematically studied. The hatch spacing has an influence on the overlap ratio of single track, and further affects the internal forming quality of printed specimen. At a laser power of 160 W and scanning speed of 400 mm/s, the densification of block specimen increased first and then decreased with the increase of hatch spacing. The nearly full dense specimen (98.7 %) with a tensile strength of 452 MPa was fabricated at a hatch spacing of 80 μm. Typical characteristics of dimple and cleavage on the tensile fracture of the AlMgSiScZr alloy showed the mixed fracture of ductility and brittleness.
Key words: selective laser melting; aluminum alloy; hatch spacing; microstructural feature; tensile properties
Cite this article as: BI Jiang, CHEN Yan-bin, CHEN Xi, STAROSTENKOV M D, DONG Guo-jiang. Densification, microstructural features and tensile properties of selective laser melted AlMgSiScZr alloy from single track to block specimen [J]. Journal of Central South University, 2021, 28(4): 1129-1143. DOI: https://doi.org/10.1007/s11771-021-4685-y.
1 Introduction
Additive manufacturing (AM), also called 3D printing, is a novel and popular manufacture technology which combined computer aided design, material processing, digital model and information control [1-3]. Based on the discrete stacking principle, the solid parts are fabricated via a layer by layer manner with the methods of extrusion, sintering, melting, light curing, spraying, etc. Different from the traditional processing methods like rolling, stamping, cutting, milling, and grinding, the AM is a “bottom-up” manufacturing method through material accumulation. What’s more, it breaks the limitation of traditional processing methods and makes the manufacturing of complex structural parts possible [4-7]. Selective caser melting (SLM) is an AM technology that uses a laser beam with high energy density of ~106 W/cm2 to melt the metal powder completely, and then the melt pool solidifies to achieve the effect of metallurgical joining. Based on the small laser spot size (~100 μm) and high energy density of SLM, the printed parts have a high dimensional accuracy, fine grain size, and excellent mechanical properties [8-10].
As lightweight structural materials, aluminum alloys are widely applied in aerospace, automotive, petrochemical, and other fields due to the low density, excellent processing performance and high corrosion resistance [11]. A lot of relevant works about SLM process of Al alloys have been reported by research scholars. ZHANG et al [12] indicated that the defects like porosity, crack and anisotropy were formed easily during the printing process of SLM. The forming characteristics of Al-Cu alloy, Al-Zn alloy and AlSi10Mg alloy were investigated detailly in the previous literatures of ZHANG et al [13], TZENG et al [14], SUN et al [15] and ABOULKHAIR et al [16]. MENEZES et al [17] discussed the effect of printing direction on tensile strength of SLM printed A357 Al alloy, and concluded that the sample built at the horizontal direction exhibited a higher yield strength (257 MPa) than that of vertical sample (216 MPa). The similar experimental result was also shown in the SLM of Ti6Al4V and IN718 [18, 19]. YU et al [20] found that the surface quality and relative density of printed AlSi10Mg alloy were improved with the application of re-melting strategy. Moreover, based on the special process characteristics of SLM, the internal microstructure of printed part is uneven that leads to the decrease of mechanical properties [21]. How to improve the comprehensive performance of SLM processed Al components has become a hot research direction.
At present, the most commonly used methods to improve the mechanical performance of SLM processed Al components are process optimization, post processing and alloy composition modification. In the printing process control aspect, many scholars have done the related research works on the process parameter optimization of SLM processed Al alloys. RAO et al [22] investigated the influence of laser power and scanning speed on the density, microstructure and tensile performance of A357 alloy, and the printed sample with few porosity and fine microstructure exhibited higher tensile strength (426.4 MPa). UDDIN et al [23] successfully elitimated the crack defect of SLM printed 6061 Al alloy by preheating at 500 °C. TAKATA et al [24] investigated the effect of heat treatment on the microstructure and tensile properties of selective laser melted AlSi10Mg alloy, and found that the as-printed samples exhibited high tensile strength of 480 MPa and various elongations at different fabricate directions. But the tensile strength decreased and the direction dependence of elongation disappearred with a heat treatment of 530 °C/6 h due to the size increasing of Si particles and formation of AlFeSi phase. In addition to process optimization and post processing, more and more researchers were inclined to optimize the alloy composition to improve the comprehensive performance of printed components. MONTERO-SISTIAGA et al [25] fabricated the crack free 7075 Al alloy samples with the addition of 4 wt% Si. And the similar result was also reported by CASATI et al [26], the SLM sample with no hot crack and high tensile strength of 449 MPa was obtained with prealloyed 6.5 wt% Si in 7068 Al alloy. WANG et al [27] prepared an AlZnMgCu alloy with high Zn content of 9.1 wt%, and an outstanding hardness of HV 219 was obtained after T6 heat treatment. Furthermore, new types of Al alloys applied for SLM were designed to satisfy the application demand of industry.
Adding a small amount of Sc or Zr elements into the aluminum alloy can significantly enhance the mechanical properties due to the combined effect of grain refining and dispersion strengthening. JIA et al [28] prepared a novel AlMnSc alloy with an excellent yield strength of 560 MPa, and systematically discussed the strengthening mechanism of this alloy. MARTIN et al [29] improved the mechanical performance of SLM fabricated 7075 Al alloy significantly with the modification of nano-ZrH2. A Zr modified 2024 Al alloys with an excellent tensile strength of 493.3 MPa was manufactured by NIE et al [30]. However, a more obvious grain refinement effect can be obtained by adding Sc and Zr simultaneously with an element ratio of 2:1 due to the precipitation of Al3(Sc, Zr) during the rapid solidification process of SLM [31]. The microstructure and mechanical properties of Sc-and Zr-modified Al alloy fabricated by SLM were investigated widely by the following literature. LI et al [32] studied the tensile performance of AlMgScZr alloy under different aging time, and the highest strength of 400 MPa was obtained at an aging treatment of 325 °C and 16 h. MA et al [33] investigated the formation mechanism of alternately distributed fine grains and coarse grains, and concluded that the fine grain structures induced the enhancement of tension properties. SPIERINGS et al [34] systematically investigated the microstructural features of AlMgScZr alloy under heat treatment and hot isostatic pressure conditions. LI et al [35] designed a new Al-8.0Mg-1.3Si-0.5Mn-0.5Sc-0.3Zr used for SLM, and the tensile strength reached to 550 MPa after an aging treatment of 300 °C and 8 h.
It can be concluded from previous studies that, the mechanical properties of printed Al alloys improved significantly by microalloying of Sc and Zr, and the effect of process parameters including laser power, scanning speed and scanning strategy was systematically studied. However, the hatch spacing is also an important process parameter in the SLM process, while only several literatures have done relevant researches on that. For example, WANG et al [36] printed the ASTM A131 samples at different process parameters, and concluded that the sample with a high density of 99.5% was prepared at a proper hatch distance of 110 μm. ZHOU et al [37] studied the microstructure and tensile properties of SLM processed Ti2AlNb alloy fabricated at different hatch spacings. NADAMMAL et al [38] stated the influence of hatch length on the microstructure change of SLM processed In718 alloy. Different from the Ni, Ti and steel, the fabrication of Al alloy using SLM is more difficult due to the special characteristics of high laser reflectivity, low melting point and easy oxidation. The corresponding relationship between hatch spacing and forming quality of Al part needs further studied. Therefore, it is necessary to study the influence of hatch spacing on the forming quality of SLM printed Al alloy. In this study, an AlMgSiScZr alloy was printed by SLM technology and the effect of hatch spacing on densification, microstructural features and tensile properties of SLM specimens was discussed in detail. The relationship of hatch spacing and print quality of AlMgSiScZr alloy was established, and the purpose of this study is to provide more reference for 3D printing of aluminum alloy.
2 Experimental material and methods
The raw material used for SLM was a novel AlMgSiScZr alloy prepared by gas atomization method. The element composition of the AlMgSiScZr alloy tested by X-ray fluorescence spectrum was 14.1% Mg, 0.47% Si, 0.31% Sc, and 0.17% Zr. The raw material is nearly spherical shape and the particle distribution is D10=9.2 μm, D50=24.7 μm and D90=48.9 μm (Figure 1(c)). Before SLM process, the powder was dried at 80 °C for 12 h under the protection of argon to remove the moisture on the powder surface.
The SLM samples including single track, single layer and block specimen were fabricated in an industrial-grade printing equipment (EOS M290) including a fiber laser (power: ~400 W, spot size:100 μm, wavelength: 1064 nm), a laser scanning (50-7000 mm/s) and a filter circulation system. The corresponding process parameters are listed in Table 1. Before the printing process, the substrate (a 5083 Al sheet with dimensions of 252 mm×252 mm×35 mm) was ground by SiC paper and fixed in the printing zone with a precise level of ±25 μm. The high purity argon (>99.99 %) was used as the shielding gas, and the oxygen concentration was controlled less than 0.1% during the printing process. The specimens used for tensile test and microstructure observation were cut from the block specimen (Figure 1(b)). The laser scanning strategy is a 67°rotation in the subsequent layers.
A ST-100E densimeter was applied to measure the relative density of block specimens based on the Archimedes method. Since the surface of printed sample is generally hydrophobic due to the surface morphology and formation of metal oxide, it was mechanically polished to a mirror to eliminate measurement errors. Porosity and etched microstructure were observed by an VHX-1000 optical microscope (OM). The EBSD data were collected by a Zeiss SUPRA55 scanning electron microscope (SEM), and analyzed by the Channel 5 software. The processing methods of OM and EBSD specimens were described in detail in our previous research works of BI et al [39]. The phase identification was performed using a Xpert X-ray diffraction (XRD) (diffraction angle ranges: 20°-100°, scan rate: 5 (°)/min, step size: 0.02°), and the XRD patterns were analyzed by the commercial software JADE 9. The tensile specimens were taken along the printed vertical direction, and the tensile properties were tested on an AGX-plus electronic universal testing machine with a constant speed of 2 mm/min at room temperature. The fracture morphologies of tensile samples were observed by the Zeiss SUPRA55 SEM.

Figure 1 Printed specimen and raw materials:
Table 1 Process parameters of SLM-processed samples

3 Results and discussion
3.1 Single track characteristics
The formation quality of single track is closely related to laser power and scanning speed. Figure 2 shows the width of single tracks fabricated at different process parameters. Continuous appearance of single track was formed, and the width of single track was 101 μm at 80 W and 100 mm/s. As the scanning speed increased to 1200 mm/s, the formation of single track was no longer stable and continuous. The width of single track was 63 μm, and some satellite powders existed at the boundary. According to Eq. (1), the linear energy input increased with laser power and decreased with scanning speed. And the corresponding linear energy at different process parameters is listed in Table 2.
E=P/v (1)
where E is the linear energy input, P is the laser power, v is the scanning speed. Namely, the width of single track increased with laser power when the scanning speed was constant. Under the condition of 240 W and lower scanning speeds, excessive burning damage occurred on the surface of single track. As mentioned by NIE et al [40] and WEI et al [41], the stable forming of single tracks can be obtained with suitable linear energy input.
Figure 3 shows the cross-sections of the single tracks formed at different process parameters. In Figure 3(a), the cross-sections were almost unchanged at 80 W, 120 W and 160 W, while the width and penetration increased rapidly as the laser power exceeded 160 W. As for the single tracks fabricated at 240 W, the cross-section area of single track decreased significantly with the increase of scanning speed. The melting mode of SLM process (conduction mode and keyhole mode), which is the same as the laser welding, changed with the variation of laser power and scanning speed. The calculation method had been presented at previous literatures of ASSUNCAO et al [42] and KING et al [43]. According to the calculated formula, the critical speeds of stable keyhole formed at 200 W and 240 W were 151 mm/s and 181 mm/s, namely the melting mode changed to keyhole mode when the scanning speed was less than critical speed. Through comparing the cross-sections of 80 W-200 mm/s, 120 W-200 mm/s, 160 W-200 mm/s and 240 W- 1200 mm/s, the keyhole had not been formed during the SLM process due to the low linear energy density. Therefore, the melting mode in these process parameters was the conduction mode. Besides, under some conditions, the keyhole was formed but not stable, the melting mode is the transition mode [44].
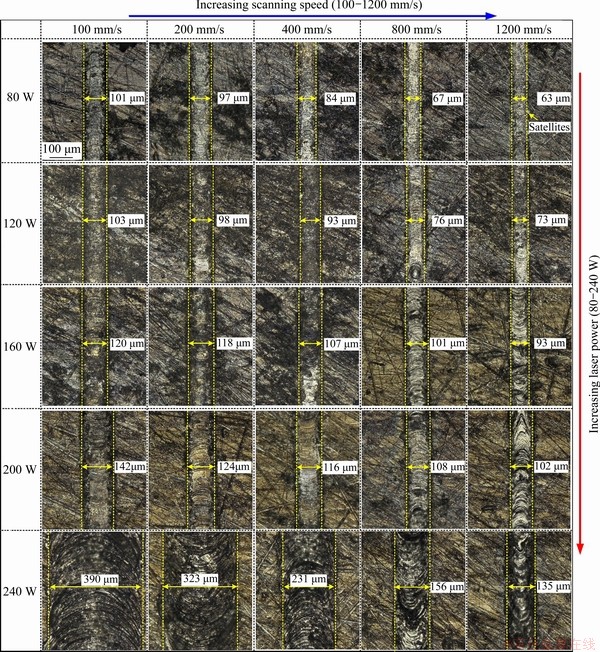
Figure 2 Width and formation of single tracks
Table 2 Linear energy at different process parameters

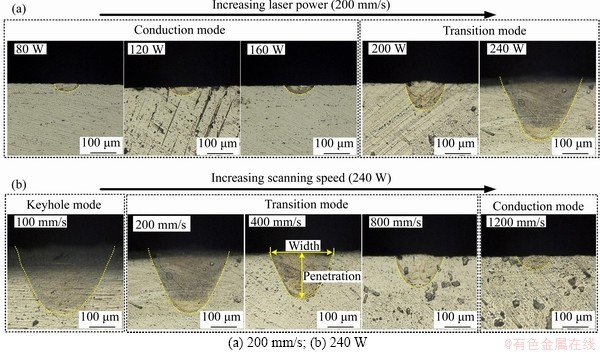
Figure 3 Cross-sections of single tracks:
The overlap ratio is closely related to the width of single track and hatch spacing. The schematic diagram of overlap zone is shown in Figure 4(a), and the overlap ratio of single tracks can be calculated by Eq. (2).
D=d/W=(W-h)/W (2)
where D is the overlap ratio, d is the width of overlap zone, W is the width of single track, and h is the hatch spacing. The different overlap ratios of single track are shown in Figure 4(b). When W was less than h, a certain gap existed between the adjacent single tracks, and the overlap ratio is zero. D increased with the increase of W when the hatch spacing was constant. At an overlap ratio of 29.6%, the stable single layer forming was obtained. The micro-cracks formed as the overlap ratio increased to 56.7%. A suitable overlap ratio is conducive to improve the internal quality of printed samples.
From the process characteristic of SLM, it can be known that single tracks horizontally stacked to form a single layer, and single layers superimposed along vertical direction to form the printed part. Therefore, the stacking effect of single track affected the flatness of single layer, and further influenced the forming quality of printed parts. Figure 5 shows the print quality of single layer at different hatch spacings. In Figures 4(a)-(d), the overlap ratios of single tracks with different hatch spacing were 62.6%, 43.9%, 25.2% and 6.5%, respectively. As reported by ZHOU et al [37] and NIE et al [40], the single layer sample has a higher surface quality with a suitable overlap ratio, which helps to decrease the porosity defect inside the printed part. In Figure 2, the width of single track (160 W-400 mm) was 107 μm. It means that the single tracks were separate when the hatch spacing was larger than 107 μm. In Figures 5(e) and (f), the distance between adjacent single tracks gradually increased with hatch spacing, and the gap between the adjacent single tracks was 13 and 33μm, respectively.
The characteristics of single track were clearly shown in Figure 6. In Figure 6(a), the width of single track decreased with the increase of scanning speed and decrease of laser power. Except the single track fabricated at 240 W, the variation of other single tracks under different parameters was not obvious. The overlap ratio of single track fabricated at 400 mm/s increased with laser power and decreased with hatch spacing (Figure 6(b)). At 80 W (laser power) and 80 μm (hatch spacing), the overlap ratio was 4.8%. The maximum value of 82.7% was reached when the laser power and hatch spacing were 240 W and 40 μm, respectively.
3.2 Densification and porosity defect
The melting mode and spreading behavior of melt pool were decided by the scanning speed and laser power. Also, the burning loss of low melting point element (Mg) was aggravated with the increase of laser energy input. In order to obtain the printed component with high densification, a moderate laser power was applied to improve the spreading of liquid metal and to inhibit the burning loss of Mg element. The scanning speed played a decisive role in manufacturing efficiency, which was important for the fabrication of metal part. To achieve a balance between printing quality and manufacturing efficiency, the process parameters of 160 W and 400 mm/s were selected for the fabrication of blocky samples. Figure 7 shows the densification of SLM processed AlMgSiScZr alloys at 160 W and 400 mm/s. The densification of printed samples increased at first, then decreased with the increase of hatch spacing, and the maximum value (98.7 %) was reached at a hatch spacing of 100 μm. Based on the calculation formula of energy density stated by WEI et al [45], the energy density decreased with the increase of hatch spacing. Many lacks of fusion were formed due to the lower laser energy input. In addition, the width of single track was controlled by the laser power and scanning speed. In other words, under fixed process parameter conditions, the width of single tracks was constant. Namely, the overlapping ratio of single track decreased as the hatch spacing increased. At suitable overlap ratio, the porosity defect decreased due to the effective metallurgical bonding of single tracks.

Figure 4 Overlap of single tracks:
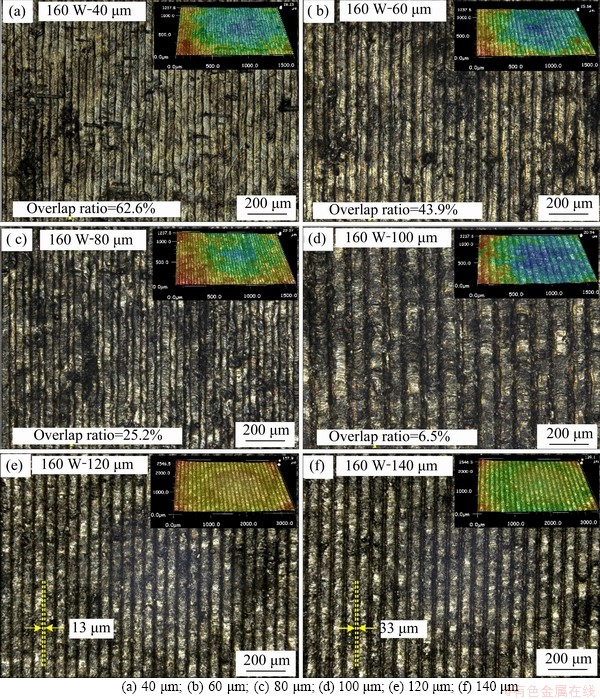
Figure 5 Overlap of single track at 160 W-400 mm/s and different hatch spacings:
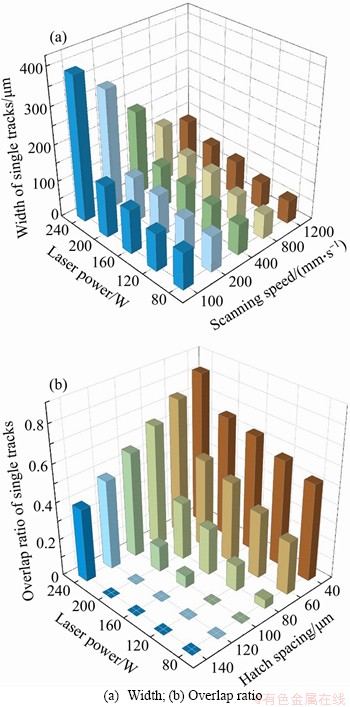
Figure 6 Characteristics of single track:
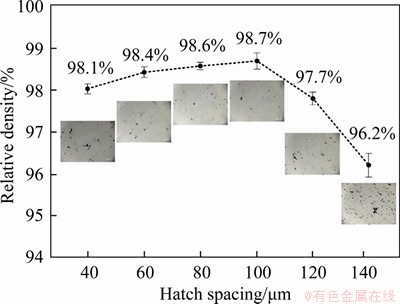
Figure 7 Effect of hatch spacing on densification of SLM specimen
Figure 8 shows the schematic diagram of forming quality of single layer at different hatch spacings. The densification of block specimen was closely related to hatch spacing when the laser power and scanning speed were constant. The higher the density of parts, the better the mechanical properties. With a small hatch spacing, the single track had a larger overlap ratio, and it degraded the wettability and spreading property of liquid metal. A poor surface was fabricated, and the porosity defect formed easily at the lap position of adjacent single tracks. With the increase of hatch spacing, the surface quality was improved, and it was approximately flat at a suitable hatch spacing. Due to the further increase of hatch spacing, the overlap ratio decreased linearly, and the gap of adjacent single tracks was appeared when the hatch spacing was larger than the width of single track. At that time, the energy density was insufficient to realize the effective lapping between single tracks. The unfused pores with a size of ~50 μm dispersed inside the printed samples.
3.3 Phase identification
Figure 9 shows the XRD patterns of SLM samples fabricated at 160 W and 400 mm/s. Due to the pre-alloying of Mg, Si, Sc, and Zr, the Al3(Sc, Zr), Mg2Si and Al12Mg17 were detected in the XRD patterns. Also, the α-Al at the 2θ of 38.476° (111), 44.739° (200), 65.135° (220), 78.229° (311), 82.437° (222) and 99.080° (400) were easily detached. The full wave at half maximum (FWHM) of diffraction peak (220) is 2.384° (40 μm), 2.531° (60 μm), 2.534° (80 μm), 2.577° (100 μm), 2.405° (120 μm) and 3.028° (140 μm). The average grain size of the SLM sample is inversely proportional to the FWHM. Besides, for the block samples fabricated at different process parameters, the texture in Al was quite evident, while the peak heights at the same 2θ were obviously different. That is because the laser energy density decreased with the increase of hatch spacing, and it had an important influence on the solidification process of melt pool. The preferred grain orientation was significantly different at different process parameters that leads to the change in the texture. Namely, the hatch spacing had an effect on the grain size and preferred grain orientation of SLM specimens.
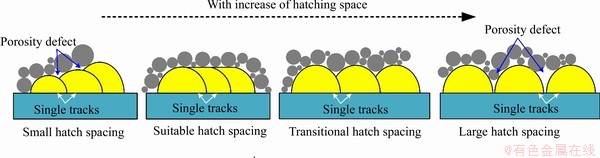
Figure 8 Schematic diagram of forming quality of single layer at different hatch spacings
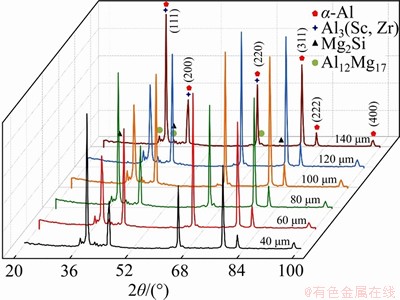
Figure 9 XRD patterns of SLM specimen fabricated at 160 W and 400 mm/s
3.4 Microstructures
3.4.1 Typical OM microstructure
Figure 10 shows the typical OM microstructure of SLM samples printed at different hatch spacings. The scanning strategy can be clearly distinguished from the laser scanning traces on the top surface (X-Y plane). With the increase of hatch spacing, the distance of single tracks increased and the overlapping ratio also decreased correspondingly. Many dark areas near the edge of the scanning trace were the fine grain zone (FGZ), while the bright areas inside the scanning trace were the coarse grain zone (CGZ). The SLM is a special additive manufacturing technology with fast solidification rate, and the size of molten pool is very small (about several hundred microns). Therefore, the temperature field in the molten pool is not uniform. The Marangoni convection at different zone of molten pool was also different [46]. The flow field and temperature field near the molten pool boundary were good for the formation of Al3(Sc, Zr) precipitates. The Al3(Sc, Zr) had a significant grain refinement effect, and fine equiaxed grains tended to be formed in this region [47].
3.4.2 Grain size distribution
Figure 11 shows the EBSD maps of printed samples fabricated at different hatch spacings. Through comparing the grain orientation of printed samples, it can be found that the hatch spacing has an obvious influence on the crystal orientation of grains. The colors shown in the orientation maps were red (001), green (101) and blue (111), and the number of grains in each color was significantly different for different samples. When the hatch spacings were 40 and 140 μm, the grain orientated randomly in all the crystal orientation. However, as for those of 60-120 μm, the grain number at the orientation of (001) was decreased. The average grain size at the hatch spacings of 80 and 100 μm was obviously larger than other printed samples.
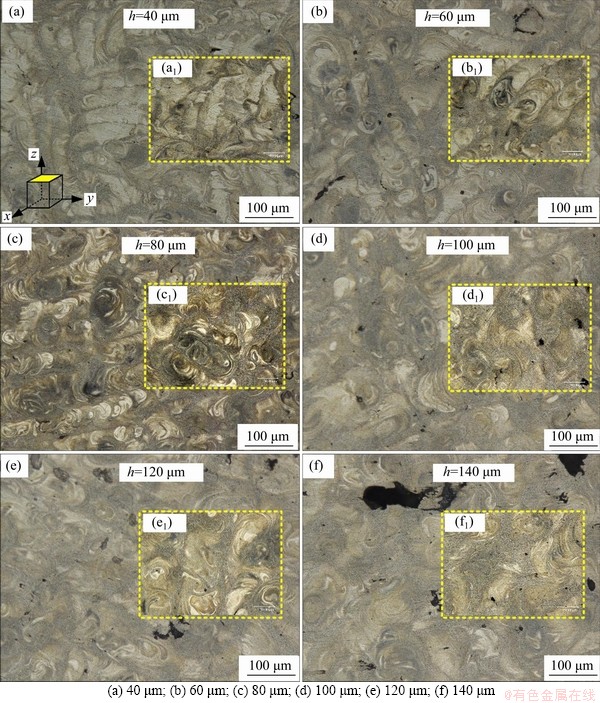
Figure 10 Etched microstructure of SLM specimen fabricated at 160 W and 400 mm/s and different hatch spacings:
3.5 Mechanical properties
3.5.1 Tensile properties
Figure 12 shows the tensile properties of printed samples fabricated at different hatching spacings. At 160 W and 400 mm/s, the tension properties increased first and then decreased with the increase of hatch spacing (Figure 12(a)). The highest tensile strength (452 MPa) was obtained when the hatch spacing was 80 μm. While the tensile strength decreased to 237 MPa when the hatch spacing was 140 μm (Figure 12(b)). The change of tensile strength indicated that porosity defect was the main factor for decreasing the tensile properties of samples, namely the porosity defect has a significant influence on the yield strength, tensile strength and elongation. The printed sample with high relative density has higher tensile properties.
3.5.2 Fracture morphologies
Figure 13 shows the fracture morphologies of printed sample fabricated at different hatch spacings of 40, 80, and 140 μm. At a hatch spacing of 40 μm, the crack appeared at the porosity defect, and tended to propagate along the CGZ (Figures 13(a)-(c)). With a hatch spacing of 80 μm, some cleavage steps appeared on the surface of tensile fracture (Figure 13(d)). Further amplification of fracture morphology, two typical microstructures (CGZ and FGZ) distributed alternately on the fracture surface (Figure 13(e)), and the fracture morphology of FGZ was rougher than that of CGZ (Figure 13(f)). As for the fracture morphologies of printed sample fabricated at 140 μm, it can be seen that some irregular porosity defects distributed randomly on the fracture surface (Figure 13(g)). Besides, some unmelted powders existed inside the porosity (Figure 13(h)), and the dimples and tear ridges formed during the tensile process (Figure 13(i)). The fracture of AlMgSiScZr alloy showed the mixed fracture of ductility and brittleness.

Figure 11 EBSD maps of SLM specimen fabricated at 160 W and 400 mm/s and different hatch spacings:
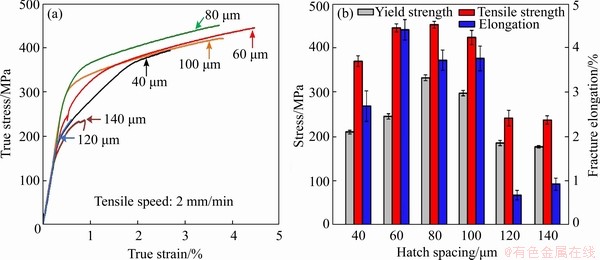
Figure 12 Tensile stress-strain curves (a) and strength and fracture elongation (b) of SLM specimens fabricated at 160 W and 400 mm/s

Figure 13 Tensile fracture morphologies of SLM specimen fabricated at 160 W and 400 mm/s and different hatch spacings:
4 Conclusions
1) The print quality of single track is closely determined by the laser power and scanning speed. The width of single track increased with laser power and decreased with scanning speed. With suitable overlap ratio of 25.2%, the surface smoothness of single layer improved significantly which is beneficial to reduce the porosity of printed samples.
2) The densification of block sample increased first and then decreased with the increasing hatch spacing. With a small hatch spacing, the single tracks have a larger overlap ratio, and it degraded the wettability and spreading property of liquid metal. At a large hatch spacing, the energy density was difficult to realize the effective lapping between adjacent single tracks. The maximum densification value of 98.7 % was obtained when the hatch spacing was 100 μm.
3) The highest tensile strength (452 MPa) was obtained at a hatch spacing of 80 μm. While the printed sample had the lowest tensile strength of 237 MPa as the hatch spacing increased to 140 μm. The change of tensile strength indicated that porosity defect was the main factor to decrease the tensile properties of samples. The porosity was the initial position of the crack in the tensile process, and the fracture of AlMgSiScZr alloy showed the mixed fracture of ductility and brittleness.
Contributors
BI Jiang provided the concept and edited the draft of manuscript. CHEN Yan-bin and CHEN Xi conducted the literature review and wrote the first draft of the manuscript. DONG Guo-jiang and STAROSTENKOV M D edited the draft of manuscript. All authors replied to reviewers’ comments and revised the final version.
Conflict of interest
BI Jiang, CHEN Yan-bin, CHEN Xi, MIKHAIL D S and DONG Guo-jiang declare that they have no conflict of interest.
References
[1] OLAKANMI E O, COCHRANE R F, DALGARNO K W. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties [J]. Progress in Materials Science, 2015, 74: 401-477. DOI: 10.1016/j.pmatsci.2015.03.002.
[2] DEBROY T, MUKHERJEE T, MILEWSKI J O, ELMER J W, RIBIC B, BLECHER J J, ZHANG W. Scientific, technological and economic issues in metal printing and their solutions [J]. Nature Materials, 2019, 18(10): 1026-1032. DOI: 10.1038/s41563-019-0408-2.
[3] CHEN Hong-wei, ZHANG Chao-qun, JIA Dan, WELLMANN D, LIU Wen. Corrosion behaviors of selective laser melted aluminum alloys: A review [J]. Metals, 2020, 10(1): 102. DOI: 10.3390/met10010102.
[4] YANG Yan-kun, ZHANG Chao-qun, WANG Da-yong, NIE Li-ping, WELLMANN D, TIAN Ying-tao. Additive manufacturing of WC-Co hardmetals: A review [J]. The International Journal of Advanced Manufacturing Technology, 2020, 108(5, 6): 1653-1673. DOI: 10.1007/s00170-020-05389-5.
[5] JIN Wan-wan, ZHANG Chao-qun, JIN Shuo-ya, TIAN Ying-tao, WELLMANN D, LIU Wen. Wire arc additive manufacturing of stainless steels: A review [J]. Applied Sciences, 2020, 10(5): 1563. DOI: 10.3390/app10051563.
[6] ZAI Le, ZHANG Chao-qun, WANG Yi-qiang, GUO Wei, WELLMANN D, TONG Xin, TIAN Ying-tao. Laser powder bed fusion of precipitation-hardened martensitic stainless steels: A review [J]. Metals, 2020, 10(2): 255. DOI: https://doi.org/10.3390/met10020255.
[7] TIAN Zhi-hua, ZHANG Chao-qun, WANG Da-yong, LIU Wen, FANG Xiao-ying, WELLMANN D, ZHAO Yong-tao, TIAN Ying-tao. A review on laser powder bed fusion of Inconel 625 nickel-based alloy [J]. Applied Sciences, 2019, 10(1): 81. DOI: 10.3390/app10010081.
[8] XIA Yang, DONG Zhao-wang, GUO Xue-yi, TIAN Qing-hua, LIU Yong. Towards a circular metal additive manufacturing through recycling of materials: A mini review [J]. Journal of Central South University, 2020, 27(4): 1134-1145. DOI: 10.1007/s11771-020-4354-6.
[9] YANG Xin, REN Yao-jia, LIU Shi-feng, WANG Qing-juan, SHI Ming-jun. Microstructure and tensile property of SLM 316L stainless steel manufactured with fine and coarse powder mixtures [J]. Journal of Central South University, 2020, 27(2): 334-343. DOI: 10.1007/s11771-020-4299-9.
[10] SURYAWANSHI J, PRASHANTH K G, SCUDINO S, ECKERT J, PRAKASH O, RAMAMURTY U. Simultaneous enhancements of strength and toughness in an Al-12Si alloy synthesized using selective laser melting [J]. Acta Materialia, 2016, 115: 285-294. DOI: 10.1016/j.actamat.2016.06.009.
[11] BI Jiang, ZHAO Chang-cai, BI Meng-meng, DU Bing, CHEN Xiao-hua, DONG Guo-jiang. Heat treatment and granule medium internal high-pressure forming of AA6061 tube [J]. Journal of Central South University, 2017, 24(5): 1040-1049. DOI: 10.1007/s11771-017-3507-8.
[12] ZHANG Jin-liang, SONG Bo, WEI Qing-song, BOURELL D, SHI Yu-sheng. A review of selective laser melting of aluminum alloys: Processing, microstructure, property and developing trends [J]. Journal of Materials Science & Technology, 2019, 35(2): 270-284. DOI: 10.1016/j.jmst.2018. 09.004.
[13] ZHANG Hu, ZHU Hai-hong, NIE Xiao-jia, YIN Jie, HU Zhi-heng, ZENG Xiao-yan. Effect of Zirconium addition on crack, microstructure and mechanical behavior of selective laser melted Al-Cu-Mg alloy [J]. Scripta Materialia, 2017, 134: 6-10. DOI: 10.1016/j.scriptamat.2017.02.036.
[14] TZENG Y C, CHUNG C Y, CHIEN H C. Effects of trace amounts of Zr and Sc on the recrystallization behavior and mechanical properties of Al-4.5Zn-1.6Mg alloys [J]. Materials Letters, 2018, 228: 270-272. DOI: 10.1016/j.matlet.2018. 06.026.
[15] SUN Si-yu, LIU Peng, HU Jia-ying, HONG Chang, QIAO Xue, LIU Si-yu, ZHANG Rui-yun, WU Cheng-ge. Effect of solid solution plus double aging on microstructural characterization of 7075 Al alloys fabricated by selective laser melting (SLM) [J]. Optics & Laser Technology, 2019, 114: 158-163. DOI: 10.1016/j.optlastec.2019.02.006.
[16] ABOULKHAIR N T, MASKERY I, TUCK C, ASHCROFT I, EVERITT N M. On the formation of AlSi10Mg single tracks and layers in selective laser melting: Microstructure and nano-mechanical properties [J]. Journal of Materials Processing Technology, 2016, 230: 88-98. DOI: 10.1016/j.jmatprotec. 2015.11.016.
[17] DE MENEZES J T O, CASTRODEZA E M, CASATI R. Effect of build orientation on fracture and tensile behavior of A357 Al alloy processed by selective laser melting [J]. Materials Science and Engineering A, 2019, 766: 138392. DOI: 10.1016/j.msea.2019.138392.
[18] XIE Zong-yu, DAI Yu, OU Xiao-qin, NI Song, SONG Min. Effects of selective laser melting build orientations on the microstructure and tensile performance of Ti-6Al-4V alloy [J]. Materials Science and Engineering A, 2020, 776: 139001. DOI: 10.1016/j.msea.2020.139001.
[19] SANGID M D, BOOK T A, NARAGANI D, ROTELLA J, RAVI P, FINCH A, KENESEI P, PARK J S, SHARMA H, ALMER J, XIAO X H. Role of heat treatment and build orientation in the microstructure sensitive deformation characteristics of IN718 produced via SLM additive manufacturing [J]. Additive Manufacturing, 2018, 22: 479-496. DOI: 10.1016/ j.addma.2018.04.032.
[20] YU Wen-hui, SING S L, CHUA C K, TIAN Xue-lei. Influence of re-melting on surface roughness and porosity of AlSi10Mg parts fabricated by selective laser melting [J]. Journal of Alloys and Compounds, 2019, 792: 574-581. DOI: 10.1016/ j.jallcom.2019.04.017.
[21] LIU Y J, LIU Z, JIANG Y, WANG G W, YANG Y, ZHANG L C. Gradient in microstructure and mechanical property of selective laser melted AlSi10Mg [J]. Journal of Alloys and Compounds, 2018, 735: 1414-1421. DOI: 10.1016/ j.jallcom.2017.11.020.
[22] RAO Heng, GIET S, YANG Kun, WU Xin-hua, DAVIES C H J. The influence of processing parameters on aluminium alloy A357 manufactured by Selective Laser Melting [J]. Materials & Design, 2016, 109: 334-346. DOI: 10.1016/j.matdes. 2016.07.009.
[23] UDDIN S Z, MURR L E, TERRAZAS C A, MORTON P, ROBERSON D A, WICKER R B. Processing and characterization of crack-free aluminum 6061 using high-temperature heating in laser powder bed fusion additive manufacturing [J]. Additive Manufacturing, 2018, 22: 405-415. DOI: 10.1016/j.addma.2018.05.047.
[24] TAKATA N, KODAIRA H, SEKIZAWA K, SUZUKI A, KOBASHI M. Change in microstructure of selectively laser melted AlSi10Mg alloy with heat treatments [J]. Materials Science and Engineering A, 2017, 704: 218-228. DOI: 10.1016/j.msea.2017.08.029.
[25] MONTERO-SISTIAGA M L, MERTENS R, VRANCKEN B, WANG Xie-bin, VAN HOOREWEDER B, KRUTH J P, VAN HUMBEECK J. Changing the alloy composition of Al7075 for better processability by selective laser melting [J]. Journal of Materials Processing Technology, 2016, 238: 437-445. DOI: 10.1016/j.jmatprotec.2016.08.003.
[26] CASATI R, CODURI M, RICCIO M, RIZZI A, VEDANI M. Development of a high strength Al-Zn-Si-Mg-Cu alloy for selective laser melting [J]. Journal of Alloys and Compounds, 2019, 801: 243-253. DOI: 10.1016/j.jallcom.2019.06.123.
[27] WANG P, LI H C, PRASHANTH K G, ECKERT J, SCUDINO S. Selective laser melting of Al-Zn-Mg-Cu: Heat treatment, microstructure and mechanical properties [J]. Journal of Alloys and Compounds, 2017, 707: 287-290. DOI: 10.1016/j.jallcom.2016.11.210.
[28] JIA Qing-bo, ROMETSCH P, KURNSTEINER P, CHAO Qi, HUANG Ai-jun, WEYLAND M, BOURGEOIS L, WU Xin-hua. Selective laser melting of a high strength AlMnSc alloy: Alloy design and strengthening mechanisms [J]. Acta Materialia, 2019, 171: 108-118. DOI: 10.1016/j.actamat. 2019.04.014.
[29] MARTIN J H, YAHATA B D, HUNDLEY J M, MAYER J A, SCHAEDLER T A, POLLOCK T M. 3D printing of high-strength aluminium alloys [J]. Nature, 2017, 549(7672): 365-369. DOI: 10.1038/nature23894.
[30] NIE Xiao-jia, ZHANG Hu, ZHU Hai-hong, HU Zhi-heng, KE Lin-da, ZENG Xiao-yan. Effect of Zr content on formability, microstructure and mechanical properties of selective laser melted Zr modified Al-4.24Cu-1.97Mg-0.56Mn alloys [J]. Journal of Alloys and Compounds, 2018, 764: 977-986. DOI: 10.1016/j.jallcom.2018.06.032.
[31] BI Jiang, LEI Zheng-long, CHEN Yan-bin, CHEN Xi, TIAN Ze, LIANG Jing-wei, QIN Xi-kun, ZHANG Xin-rui. Densification, microstructure and mechanical properties of an Al-14.1Mg-0.47Si-0.31Sc-0.17Zr alloy printed by selective laser melting [J]. Materials Science and Engineering A, 2020, 774: 138931. DOI: 10.1016/j.msea.2020.138931.
[32] LI Rui-di, CHEN Hui, ZHU Hong-bin, WANG Min-bo, CHEN Chao, YUAN Tie-chui. Effect of aging treatment on the microstructure and mechanical properties of Al-3.02Mg-0.2Sc-0.1Zr alloy printed by selective laser melting [J]. Materials & Design, 2019, 168: 107668. DOI: 10.1016/ j.matdes.2019.107668.
[33] MA Ru-long, PENG Chao-qun, CAI Zhi-yong, WANG Ri-chu, ZHOU Zhao-hui, LI Xiao-geng, CAO Xuan-yang. Effect of bimodal microstructure on the tensile properties of selective laser melt Al-Mg-Sc-Zr alloy [J]. Journal of Alloys and Compounds, 2020, 815: 152422. DOI: 10.1016/j.jallcom. 2019.152422.
[34] SPIERINGS A B, DAWSON K, DUMITRASCHKEWITZ P, POGATSCHER S, WEGENER K. Microstructure characterization of SLM-processed Al-Mg-Sc-Zr alloy in the heat treated and HIPed condition [J]. Additive Manufacturing, 2018, 20: 173-181. DOI: 10.1016/j.addma.2017.12.011.
[35] LI Rui-di, WANG Min-bo, LI Zhi-ming, CAO Peng, YUAN Tie-chui, ZHU Hong-bin. Developing a high-strength Al-Mg-Si-Sc-Zr alloy for selective laser melting: Crack-inhibiting and multiple strengthening mechanisms [J]. Acta Materialia, 2020, 193: 83-98. DOI: 10.1016/j.actamat.2020.03.060.
[36] WANG Jing-jing, WU Wen -jin, JING Wei, TAN Xi-peng, BI Gui-jun, TOR S B, LEONG K F, CHUA C K, LIU Er-jia. Improvement of densification and microstructure of ASTM A131 EH36 steel samples additively manufactured via selective laser melting with varying laser scanning speed and hatch spacing [J]. Materials Science and Engineering A, 2019, 746: 300-313. DOI: 10.1016/j.msea.2019.01.019.
[37] ZHOU Y H, LI W P, ZHANG L, ZHOU S Y, JIA X, WANG D W, YAN M. Selective laser melting of Ti-22Al-25Nb intermetallic: Significant effects of hatch distance on microstructural features and mechanical properties [J]. Journal of Materials Processing Technology, 2020, 276: 116398. DOI: 10.1016/j.jmatprotec.2019.116398.
[38] NADAMMAL N, CABEZA S, MISHUROVA T, THIEDE T, KROMM A, SEYFERT C, FARAHBOD L, HABERLAND C, SCHNEIDER J A. Effect of hatch length on the development of microstructure, texture and residual stresses in selective laser melted superalloy Inconel 718 [J]. Materials & Design, 2017, 134: 139-150. DOI:10.1016/j.matdes.2017. 08.049.
[39] BI Jiang, LEI Zheng-long, CHEN Xi, LI Peng, LU Nan-nan, CHEN Yan-bin. Microstructure and mechanical properties of TiB2-reinforced 7075 aluminum matrix composites fabricated by laser melting deposition [J]. Ceramics International, 2019, 45(5): 5680-5692. DOI: 10.1016/j.ceramint.2018.12.033.
[40] NIE Xiao-jia, ZHANG Hu, ZHU Hai-hong, HU Zhi-heng, KE Lin-da, ZENG Xiao-yan. Analysis of processing parameters and characteristics of selective laser melted high strength Al-Cu-Mg alloys: From single tracks to cubic samples [J]. Journal of Materials Processing Technology, 2018, 256: 69-77. DOI: 10.1016/j.jmatprotec.2018.01.030.
[41] WEI Pei, WEI Zheng-ying, CHEN Zhen, DU Jun, HE Yu-yang, LI Jun-feng, ZHOU Ya-tong. The AlSi10Mg samples produced by selective laser melting: Single track, densification, microstructure and mechanical behavior [J]. Applied Surface Science, 2017, 408: 38-50. DOI: 10.1016/ j.apsusc.2017.02.215.
[42] ASSUNCAO E, WILLIAMS S, YAPP D. Interaction time and beam diameter effects on the conduction mode limit [J]. Optics and Lasers in Engineering, 2012, 50(6): 823-828. DOI: 10.1016/j.optlaseng.2012.02.001.
[43] KING W E, BARTH H D, CASTILLO V M, GALLEGOS G F, GIBBS J W, HAHN D E, KAMATH C, RUBENCHIK A M. Observation of keyhole-mode laser melting in laser powder-bed fusion additive manufacturing [J]. Journal of Materials Processing Technology, 2014, 214(12): 2915-2925. DOI: 10.1016/j.jmatprotec.2014.06.005.
[44] LEI Zheng-long, BI Jiang, CHEN Yan-bin, CHEN Xi, QIN Xi-kun, TIAN Ze. Effect of energy density on formability, microstructure and micro-hardness of selective laser melted Sc- and Zr- modified 7075 aluminum alloy [J]. Powder Technology, 2019, 356: 594-606. DOI: 10.1016/j.powtec. 2019.08.082.
[45] WEI Kai-wen, GAO Ming, WANG Ze-min, ZENG Xiao-yan. Effect of energy input on formability, microstructure and mechanical properties of selective laser melted AZ91D magnesium alloy [J]. Materials Science and Engineering A, 2014, 611: 212-222. DOI: 10.1016/j.msea.2014.05.092.
[46] ZHANG Dong-yun, ZHANG Pu-dan, LIU Zhen, FENG Zhe, WANG Cheng-jie, GUO Yan-wu. Thermofluid field of molten pool and its effects during selective laser melting (SLM) of Inconel 718 alloy [J]. Additive Manufacturing, 2018, 21: 567-578. DOI: 10.1016/j.addma.2018.03.031.
[47] SHI Yun-jia, ROMETSCH P, YANG Kun, PALM F, WU Xin-hua. Characterisation of a novel Sc and Zr modified Al-Mg alloy fabricated by selective laser melting [J]. Materials Letters, 2017, 196: 347-350. DOI: 10.1016/j.matlet.2017. 03.089.
(Edited by HE Yun-bin)
中文导读
选区激光熔化成形AlMgSiScZr合金的致密度、组织及拉伸性能
摘要:选区激光熔化制备铝合金零件具有密度小,耐蚀性好和力学性能高等优势,现已在航空航天、轨道交通和石油化工领域引起广泛关注。本文对Al-14.1Mg-0.47Si-0.31Sc-0.17Zr合金进行了选区激光熔化打印,并研究了不同工艺参数对单道试样的成形特性,以及块体试样致密度、微观组织及拉伸性能的影响规律。扫描间距对单道试样搭接率和块体试样内部质量具有显著影响。在激光功率160 W,扫描速度400 mm/s时,块体试样致密度随着扫描间距的增加呈现先升高后降低的变化趋势。当扫描间距为80 μm时,试样致密度达到最大(98.7 %),抗拉强度为452 MPa。拉伸断口表面存在韧窝和解理台阶,AlMgSiScZr合金断裂模式为韧-脆混合断裂模式。
关键词:选区激光熔化;铝合金;扫描间距;组织特征;拉伸性能
Foundation item: Project(51775481) supported by the National Natural Science Foundation of China; Project(E2019203418) supported by the Natural Science Foundation of Hebei Province, China
Received date: 2020-12-15; Accepted date: 2021-04-26
Corresponding author: DONG Guo-jiang, PhD, Professor; Tel: +86-13780479660, E-mail: dgj@ysu.edu.cn, ORCID: https://orcid.org/ 0000-0001-9123-8599

